

Fabricación de chapase usa ampliamente en automotriz, electrónica, aeroespacial, electrodomésticos y otros campos.Aluminio liviano smetaly galvanizado resistente a la corrosión smetalse puede convertir en componentes industriales para cumplir con los requisitos estrictos a través de una chapa precisa de metalfabricación.
Como empresa líder en la industria, JS se compromete a proporcionar soluciones de personalización para la flexión de chapa desde el diseño hasta la producción, ayudando a las empresas a lograr avances duales en eficiencia y calidad.
¿Qué es la fabricación de chapa?
Chapa de metalfabricaciónes el proceso de cortar y doblar placas de metal en partes estructurales precisas. Se utiliza ampliamente en las industrias de automóviles y electrónicos.El núcleo es usar productos funcionales de productos de moldeo de fabricación de chapa, como a través del rendimiento de ajuste de metal de la chapa de flexión y precisión del ensamblaje.
Los fabricantes de chapa pueden seleccionar con precisión materiales, usarCNC Máquinas de flexióny otros equipos, combinados con el algoritmo de compensación de rebote, para lograr la formación de flexión de nivel micrométrico, para garantizar la consistencia de la producción en masa.Desde el diseño hasta la producción en masa, la capacidad de los fabricantes de chapa para integrar la ductilidad de las hojas de metal en un producto final ligero y de alta resistencia se ha convertido en la tecnología clave de la industria moderna.

¿Cuáles son los métodos clave para la fabricación de chapa?
1.Caburado
Las técnicas comunes para procesar y eliminar las piezas de chapa incluyen:
| Método | Principio | Escenarios aplicables | Fortalezas y debilidades |
| Corte con láser | Vigas láser de alta energía material fundido. | Alta precisión, gráficos complejos. | Es costoso y lento. |
| Corte | Corte de presión del moho. | Corte lineal. | Rápido, pero limitado a formas simples. |
| Corte de chorro de agua | Agua de alta presión mezclada con abrasivos. | Material delgado y sensible al calor. | Sin choque térmico, pero ineficiente. |
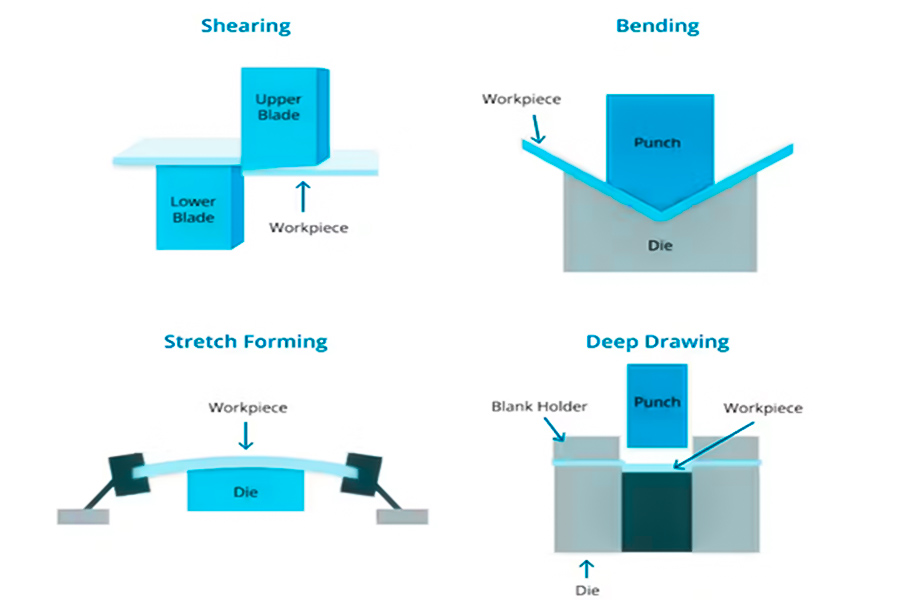
2. hoja de metal curva
El proceso central de cambiar el ángulo de la placa a través de la deformación plástica incluye:
| Método | Principio | Escenarios aplicables | Fortalezas y debilidades |
| Flexión de frenos | Aplicar presión a la máquina de flexión. | Ángulos precisos, producidos en masa. | El equipo es costoso pero preciso. |
| Flexión de aire | Aplicar presión local al molde. | Los ángulos son complejos. | No se necesitan moldes, pero la precisión es baja. |
| Flexión de rollo | Deformación plástica continua del rodillo. | Tuberías circulares y componentes curvos. | Adecuado para tiras largas y baja eficiencia. |
Uso de moldes para aplicar presión a la lámina, creando características como agujeros y ranuras:
| Método | Principio | Escenarios aplicables | Fortalezas y debilidades |
| puñetazos | Golpes de agujeros en moldes. | A través de agujeros y agujeros irregulares. | Alta eficiencia, pero alto costo de moho. |
| formación | Deformación plástica de moldes. | Estructuras complejas (como bridas). | Adecuado para grandes cantidades y baja flexibilidad. |
4.Formación
Geometrías complejas de fabricación a través de la deformación plástica:
| Método | Principio | Escenarios aplicables | Fortalezas y debilidades |
| dibujo profundo | Estiramiento y formación múltiples. | Contenedor de cavidad profunda (como la caja de la batería). | La tasa de utilización del material es alta, pero la estructura del moho es complicada. |
| planchado | El adelgazamiento localizado aumenta la altura. | Pantalla de lámpara y vajilla. | La uniformidad del grosor de la pared debe controlarse. |
5.conectar
Combine múltiples componentes de chapa en una estructura completa:
| Método | Principio | Escenarios aplicables | Fortalezas y debilidades |
| soldadura | Conexión de material de fusión. | Demanda de alta intensidad. | El riesgo de deformación requiere equipo especializado. |
| Soldadura | Fijación mecánica. | La escena debe ser desmontada. | Reversible, pero menos intenso. |
| Adhesivo | Enlace químico. | Sellado o decoración. | Sin deformación térmica, pero mala resistencia a la temperatura. |
El núcleo del procesamiento de chapa se encuentra en la selección flexible de corte, flexión, estampado y otros métodos, combinados con características del proceso y requisitos de producción, para lograr una fabricación de piezas eficiente y precisa.
¿Cuáles son los tipos de proceso convencionales para aluminio?smetal¿estampado?
1.Chapa de aluminio bque tiene un linking
- Características: se utilizan prensas de alta precisión y servo para alcanzar las rebabas libres ycorte verticalcon tolerancia de ± 0.02 mm.
- Destacados técnicos: es necesario controlar la brecha entre los moldes (0.01-0.03 mm) y usar un sistema de posicionamiento visual CCD para aumentar la producción.
2.aluminiochapa de metaldibujo profundo
- Características: caja de perforación única, profundidad> diámetro (por ejemplo, bandejas de baterías), relación de profundidad de tracción ≤2.5.
- Dificultad: el rebote de aluminio requiere ser compensado (coeficiente de compensación de 0.5 ° a 2 °) y el troquel está recubierto con cromo duro para evitar la adhesión.
3.Flexión de chapa de aluminio
- Flexión en forma de V: adecuado para una carcasa eléctrica de estructuras de ángulo recto igual, radio de filete de moho ≥1.5 veces el espesor de la placa.
- Doblamiento de rodillos: rodadura continua de partes cilíndricas/cónicas (por ejemplo, soporte de poste de lámpara) con un mínimoradio de flexiónde r = 2t.
- Núcleo técnico: la máquina de flexión de servo está equipada con el sistema de retroalimentación de presión en tiempo real por simulación CAE.
4.Hidroformado de chapa de aluminio
- Principio: presión de transferencia de medios líquidos, reduce el desgaste del moho, adecuado para una estructura hueca compleja.
- Caso: nuevo paquete de batería de vehículo de energía, error de uniformidad de espesor de la pared ≤0.1 mm.
- Requisitos del equipo: monitoreo en tiempo real de fluctuaciones de presión (precisión ± 0.5MPa) para evitar la exceso de estiramiento de las placas de aluminio.
Tabla de comparación de selección de procesos
| Tipo de proceso | Ventajas del núcleo | Adaptabilidad del aluminio | Aplicaciones típicas |
| Bque tiene un linking | Alta calidad transversal, adecuada para placa delgada. | 0.1-2.0 mm de aluminiochapa de metal. | Electrónica de precisión. |
| Dibujo profundo | Una vez moldeado, la tasa de utilización del material es alta. | Material de aluminio dúctil de 0.5-4.0 mm. | Carcasa de la batería. |
| Flexión | Curvatura personalizable y producción flexible. | Grosor de todo aluminiochapa de metal. | Soporte, carcasa curva. |
| Hidroformado | Estructura hueca compleja con espesor de pared uniforme. | Aleación de aluminio de alta serie de alta resistencia. | Nuevos componentes de energía de energía. |
Puntos principales del proceso de estampado de aluminiochapa de metal:
- Adaptación del material: según los requisitos del producto, se pueden seleccionar la serie 1 (aluminio puro), 5 series (a prueba de óxido), aluminio de la serie 6 (alta resistencia)chapa de metal.
- Control de rebote: la deformación elástica de los materiales de aluminio se compensa con un diseño de compensación de moho (como aumentar el ángulo de prebend).
- Tratamiento de la superficie: anodizado (dureza HV ≥150) otratamiento de pasivaciónPara mejorar la resistencia a la corrosión.
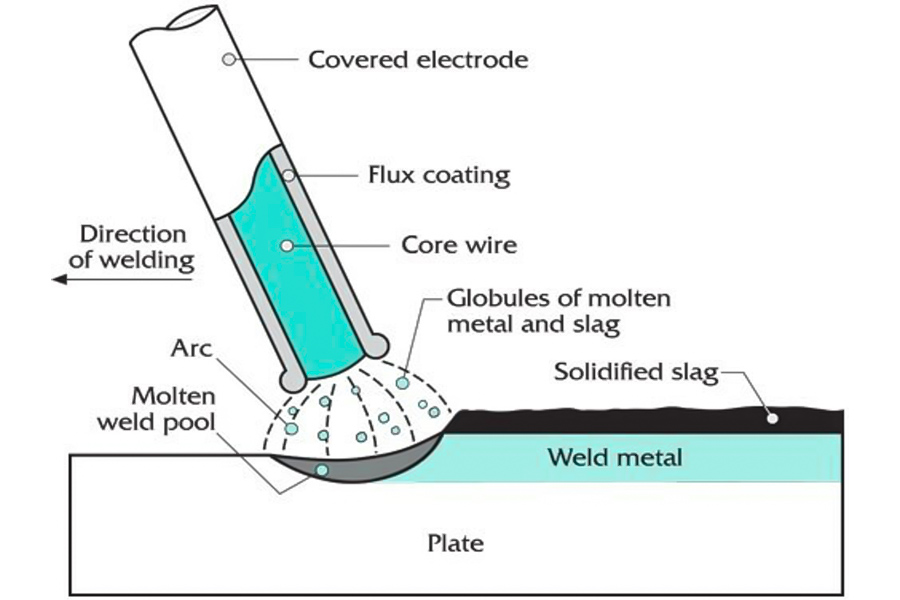
¿Qué proceso de soldadura es adecuado para galvanizado?smetal?
Según la capacidad técnica de la fabricación de precisión JS y las características de la chapa galvanizada, se recomiendan las siguientes técnicas de soldadura:
1.Soldadura de pulso mig
Recubrimiento de zinc en acero galvanizadometales volátil, y la soldadura tradicional de MIG puede producir fácilmente estomas.El pulso MIG reduce la entrada de calor y la interferencia de la evaporación de zinc a la piscina de fusión controlando la forma de onda actual mientras mantiene la resistencia a la soldadura.
JS adopta equipos MIG avanzados, admite el modo de pulso, adopta cables de soldadura profesional (que contiene silicio y aluminio), suprime efectivamente el vapor de zinc y mejora la resistencia a la corrosión de las soldaduras.
2.Soldadura por láser
El haz láser de alta densidad de energía puede derretir el metal rápidamente, reducir la zona del efecto de calor y evitar la oxidación a gran escala de la capa de zinc.Adecuado para soldadura de acero galvanizado de precisiónmetalcomponentes, como piezas de automóvil.
JS adopta un sistema de soldadura con láser de alta precisión, que puede manejar la geometría compleja, combinarse con la tecnología de monitoreo en tiempo real para garantizar la calidad de la soldadura y cumplir con un requisito de tolerancia estricto de ± 0.005 mm.
3.Soldadura por puntos de resistencia
Adecuado para acero galvanizado delgadometal(por ejemplo, 0.5-3 mm), el metal se derrite in situ a través de la acción instantánea de la presión del electrodo y la corriente, y la capa de zinc se exprime bajo presión para formar una conexión confiable.
Resistencia automatizada de JSequipo de soldadurapueden controlar con precisión los parámetros, el tiempo y la corriente, a través del sistema de molienda de electrodos, prolongar la vida útil del equipo y adaptarse a la producción masiva eficiente de acero galvanizadometal .
Ventajas adicionales para JS Company
- Pretratamiento y posterior al tratamiento: proporciona limpieza de superficie (por ejemplo, eliminación química de zinc) y servicios de recubrimiento posteriores a la soldado para acero galvanizadometalPara mejorar la resistencia a la corrosión y extender la vida útil de los componentes.
- Diversificación de materiales: más de 50 materiales metálicos, incluido el acero galvanizadometal, se procesan, lo que respalda la personalización deprototipoa la producción en masa.
- Proceso ambiental: reduzca las emisiones de vapor de zinc utilizando tecnología de soldadura de baja contaminación y sistemas de recuperación de gases de escape, en línea con el objetivo de reducción del 20% establecido por JS.
¿Cuál es el impacto de la flexión de los moldes en la precisión del mecanizado?
La influencia del molde de flexión en la precisión del mecanizado de la chapa de curvatura se refleja principalmente en los siguientes aspectos:
1.Diseño de filete de mohoradio
- Precisión del ángulo de impacto: si el radio del filete de moho es demasiado pequeño, producirá grietas en el plato en el pliegue.Si el radio es demasiado grande, el ángulo de flexión teórico puede cambiar (por ejemplo, el ángulo de flexión real de un molde de 90 ° puede convertirse en 88 ° -89 °).
- Compensación de rebote: el molde necesita diseñar un ángulo previo a la flexión (por ejemplo, agregue 2-3 ° para compensar el rebote de las placas de aluminio) en función de la ductilidad del material.
2.Brechas de moho coincidentes
- Demasiado pequeño: causando demasiada fricción entre la placa y el moho, causando rasguños omuescas de superficie, afectando la calidad de la apariencia.
- El espacio libre excesivo: da como resultado un sesgo deslizante de placa, lo que resulta en la desviación del ángulo de flexión (error hasta ± 1 ° -2 °).
3.Rugosidad de la superficie del molde
- Molde de alta precisión: rugosidad de la superficieReal academia de bellas artes≤ 0.8 μm, puede reducir el rascado de la placa y mejorar la suavidad de la superficie.
- Rough: cuando RA> 1.6 μm, es fácil hacer que los restos de metal se adhieran a la superficie de la placa, afectando los procesos de pulverización o soldadura posteriores.
4.Materiales de moho y tratamiento térmico
- Dureza del molde: el acero de molde CR12MOV (HRC58-62) tiene una vida útil de Service más de tres veces que el de acero de molde de 45# normal y no se deforma fácilmente después de un uso largo.
- Defectos del tratamiento térmico: la homogeneidad de enfriamiento de moho acelerará el desgaste local y afectará la consistencia de flexión.
5.Desgaste y mantenimiento del molde
- Umbral de desgaste: cuando la cuchilla de moho viste más de 0.1 mm, la estabilidad del ángulo de flexión disminuye significativamente (por ejemplo, de ± 0.5 ° a ± 2 °).
- Ciclo de mantenimiento: se recomienda que el tamaño del moho se verifique cada 5,000 ciclos de procesamiento y repare o reemplazan de manera oportuna.
6.Coincidencia del grosor del moho y el grosor de la placa
- Molde de placa delgada (≤ 1 mm): se requieren insertos de aleación para evitar la rotura del molde debido a la fuerza de golpe excesiva.
- Molde de placa gruesa ≥ 3 mm: es necesario agregar un diseño de junta al fondo del molde para dispersar la presión y evitar las capas de la placa.

¿Cómo elegir el grosor del material de las piezas de chapa?
La selección del espesor del material de la parte de la pieza metálica requiere una consideración integral de los requisitos de la función, las limitaciones del proceso y la economía.Gráfico de calibre de chapaes la herramienta central para guiar la selección.Aquí están los pasos y los aspectos más destacados:
1.Aclarar escenarios de aplicación y requisitos de carga
- Cargas estáticas (como soportes y conchas): la resistencia de rendimiento de una tabla de calibre de chapa,Seleccione el grosor mínimo que puede soportar la carga esperada.
- Carga dinámica (por ejemplo, chasis de automóvil): la resistencia a la fatiga debe calcularse, generalmente del 20% al 30% más que la carga estática.
- Por ejemplo, si la carcasa eléctrica se somete a una carga concentrada de 50 kg, de acuerdo con el gráfico de calibre, el acero SPC de 1,5 mm de espesor cumple con los requisitos de resistencia a la flexión.
2.Rango de espesor de fabricación de espesor coincidente
| Tipo de proceso | Aplicableindicadorrango | Limitaciones de proceso |
| Corte con láser | 0.1 mm-20 mm | La velocidad de corte de la placa gruesa se reduce y el riesgo de deformación térmica es grande. |
| Flexión | 0.5 mm-6 mm | El ángulo de la molde en V necesita ajustarse al grosor (por ejemplo, usando el molde de 80 ° V para hacer una placa de 6 mm). |
| Estampado profundo | 0.6 mm-3 mm | La tasa de alargamiento material debe ser ≥20% (como la aleación de aluminio 5052). |
El gráfico de calibre de chapa indicará el rango de espesor recomendado para diferentes procesos, como 0.8 mm-3 mm para doblar metal de aluminio (1060).
3.Costo de equilibrio y utilización de materiales
- Delgadoplatos(≤1 mm): bajo costo pero fácilmente deformado, adecuado para una gran cantidad de componentes de carga de carga (por ejemplo, chasis por computadora).
- Placas gruesas (≥4 mm): los costos del material y la dificultad de procesamiento son altos y requieren una selección óptima a través del gráfico de calibre (por ejemplo, reemplazo de placas de 4 mm con placas de 3 mm y refuerzo).
- Espesor económico: consulte la industria estándarchapa de metalEspecificaciones, como la chapa galvanizada de 1.0 mm-5 mm comúnmente utilizada en la industria automotriz, para equilibrar la fuerza y el costo.
4.Considere el impacto de la tecnología de conectividad
- Soldadura: cuando la diferencia de espesor de la placa es más del 30%, se requiere soldadura de pasos o tratamiento de ranura (por ejemplo, deglina cruzada entre placas de 2 mm y 1.5 mm).
- Remachado: el grosor total de la placa ≤3 veces el diámetro remachado (por ejemplo, M5 remachado para placas de aluminio ≤1.5 mm de espesor).
Aplicación de gráfico de calibre de chapa
| Tipo de material | Número de calibre | Grosor real (mm) | Uso típico |
| Acero enrollado en frío SPCC | 18 | 1.2 | Recintos eléctricos y estantes. |
| Al100 chapa de aluminio | 20 | 0.9 | Disipador de calor, carcasa de dispositivos electrónicos. |
| SUS304 acero inoxidable | 16 | 1.0 | Equipo médico, equipo de alimentos. |
¿Cuáles son las razones para elegir la fabricación de chapa JS?
1.Precisión de producción y control de calidad
JS usa importadocorte con láserEl equipo con una precisión de ± 0.005 mm, excediendo con mucho los estándares de la industria (los fabricantes de chapa tradicionales es típicamente ± 0.02 mm), especialmente para la electrónica de precisión (como disipadores de calor del teléfono celular) y componentes aeroespaciales, y resuelve el problema de deformación de las aleaciones de acero y aluminio de alta resistencia.
| Elementos de comparación | JS Fabricación de chapa | Otros fabricantes de chapa |
| Precisión de corte | ± 0.005 mm (corte con láser) | ± 0.02 mm-0.05 mm (máquina de estampado CNC tradicional) |
| Precisión de compensación de rebote | Compensación del algoritmo AI, error ± 0.01 mm. | Ajuste manual, error> 0.1 mm. |
| Calidad de la superficie | Zona de efecto térmico <0.1 mm, sin rebabas. | Las rebabas eran obvias y necesitaban pulir. |
2.Velocidad de entrega y productividad
Los pedidos estandarizados JS se pueden entregar dentro de 1-2 semanas y los pedidos urgentes se pueden devolver dentro de las 24 horas, con una reducción del 30% en los tiempos de espera.La colaboración de procesos múltiples (corte+flexión+soldadura) se logra sincrónicamente, aumentando la eficiencia general en un 30% -50%.
| Elementos de comparación | JS Fabricación de chapa | Otros fabricantes de chapa |
| Tiempos de entrega estándar | 1-2 semanas. | 3-4 semanas. |
| Respuesta de lote pequeño | Entrega expresa las 24 horas. | El reemplazo de moho toma 1-2 horas y solo es adecuado para el reemplazo de masa. |
| Colaboración de procesos | Procesamiento paralelo de procesos múltiples. | Un solo proceso se produce en etapas. |
3.Selección de material y optimización de costos
Hay más de 50 tipos de metálicos ymateriales no metálicosen JS, y la tasa de utilización del material supera el 92%.
| Elementos de comparación | JS Fabricación de chapa | Otros fabricantes de chapa |
| Número de almacén de material | Más de 50 variedades (incluidas tablas especiales). | 10-20 tipos (solo metales convencionales). |
| Tasa de utilización de materiales | 92% + (material restante coincidente de manera inteligente). | 80-85% (dependiendo de la adquisición de especificaciones fijas). |
| Control de costos | Reciclar el exceso de materiales puede reducir los costos en un 15%. | Los desechos del material están generalizados y falta la optimización sistemática. |
4.Innovación tecnológica y actualización de procesos
JS introduce el sistema de corrección de visión de inteligencia artificial y dispositivos de auto-flexión para respaldar la conformación de la superficie compleja y proporcionar soluciones integradas.
| Elementos de comparación | JS Fabricación de chapa | Otros fabricantes de chapa |
| Capacidad técnica | AI corrige + se dobla automáticamente. | El ajuste manual es el foco principal. |
| Innovación de procesos | Admite piezas/superficies irregulares. | Solo para flexión plana/simple. |
| Verificación de simulación | Sistema de simulación CAE incorporado. | Sin capacidad de simulación, por prueba y error. |
5.Capacidad de servicio global
JS admite dibujos multilingües y seguimiento de logística global (línea dedicada DHL/UPS) y atiende a clientes en más de 30 países.
| Elementos de comparación | JS Fabricación de chapa | Otros fabricantes de chapa |
| Alcance de los servicios | Entrega global (más de 30 países). | Solo mercados locales o regionales. |
| Apoyo de comunicaciones | Dibujo multilingüe y equipo técnico. | Los documentos en inglés dependen de la traducción de terceros. |
| Tiempos de entrega | Los pedidos internacionales tardan de 4 a 6 semanas. | La subcontratación provoca demoras en terceros. |
Resumen
En el campo de la fabricación industrial, la fabricación de chapa se ha convertido en un pilar técnico indispensable en el sistema industrial moderno debido a su proceso diverso y extensos escenarios de aplicación.
El procesamiento de chapa implica el corte, la curva de chapa, el estampado, la soldadura y otros procesos de núcleo, las láminas de metal en una combinación funcional y estética de componentes estructurales. Cualquiera sea el material, el equilibrio perfecto se puede lograr a través de la optimización del proceso yselección de material.
JS Precision Manufacturing tiene 20 años de experiencia en la industria y un sistema de producción inteligente que lleva el procesamiento tradicional de chapa a un nuevo nivel. Redefine los límites técnicos y los estándares de valor del procesamiento de chapa metálico al proporcionar a los clientes globales soluciones únicas que van desde el diseño prototipo hastaproducción en masaCon precisión extrema, adaptabilidad de material adecuada y conceptos de fabricación verde.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Preguntas frecuentes
1. ¿Cuál es la precisión general del procesamiento de chapa?
Corte láser hasta ± 0.005 mm, CNC doblando hasta ± 0.02 mm, estampado tradicional de hasta ± 0.1 mm. Los equipos de alta gama combinados con algoritmos de IA pueden romper la precisión del nivel de micras y cumplir con escenarios de alta demanda como la electrónica de precisión y la aeroespacial.
2. ¿Cuál es la diferencia entre el corte láser y el estampado tradicional?
Corte láser de alta precisión (± 0.02 mm), no se requiere moho, adecuado para agujeros irregulares.El golpe depende del dado, el bajo costo, adecuado para el corte de alambre a gran escala.
3. ¿Por qué la industria automotriz usa en gran medida la fabricación de chapa?
Con su liviano, de alta resistencia y alta eficiencia, la industria del automóvil se basa en el procesamiento de chapa de chapa para formar rápidamente componentes complejos, como la carrocería y el chasis, mientras tiene en cuenta el control de costos y las necesidades de producción a gran escala.
4. ¿Por qué la fabricación de chapa se considera la fabricación verde?
El procesamiento de chapa reduce la contaminación y los desechos al aumentar la utilización del material (desechos), el bajo consumo de energía y las medidas de protección del medio ambiente.Realice el reciclaje de recursos y la producción de limpieza junto con la certificación ISO 14001.
Recursos
Modelado y fabricación digital

