

Fabrication de tôlesest largement utilisé dans l'automobile, l'électronique, l'aérospatiale, les appareils électroménagers et autres champs.Aluminium léger Sheet métalet Sornithme résistant à la corrosion Sheet métalpeut être converti en composants industriels pour répondre aux exigences strictes par tôle précisefabrication.
En tant qu'entreprise de pointe, JS s'engage à fournir des solutions de personnalisation pour la flexion des tôles de la conception à la production, en aidant les entreprises à réaliser deux percées en matière d'efficacité et de qualité.
Qu'est-ce que la fabrication de tôles?
Tôlefabricationest le processus de coupe et de pliage de plaques métalliques en parties structurelles précises. Il est largement utilisé dans les industries de l'automobile et de l'électronique.Le noyau consiste à utiliser la forme fonctionnelle des produits de moulage de fabrication de tôle, par exemple par les performances de réglage de la tôle et la précision d'assemblage.
Les fabricants de tôles peuvent sélectionner avec précision les matériaux, utiliserMachines de pliage CNCet d'autres équipements, combinés avec un algorithme de compensation de rebond, pour obtenir la formation de flexion au niveau micrométrique, pour assurer la cohérence de la production de masse.De la conception à la production de masse, la capacité des fabricants de tôles à intégrer la ductilité des feuilles de métal dans un produit final léger et haute résistance est devenu la technologie clé de l'industrie moderne.

Quelles sont les principales méthodes de fabrication de tôles?
1.Cutting
Les techniques courantes pour traiter et éliminer les pièces en tôle comprennent:
| Méthode | Principe | Scénarios applicables | Forces et faiblesses |
| Coupure laser | Bâmides laser à haute énergie fondu. | Haute précision, graphiques complexes. | C'est cher et lent. |
| Coupe | Coupure de pression du moule. | Coupe linéaire. | Rapide, mais limité à des formes simples. |
| Couper à jet d'eau | L'eau à haute pression mélangée à des abrasifs. | Matériau mince et sensible à la chaleur. | Pas de choc thermique, mais inefficace. |
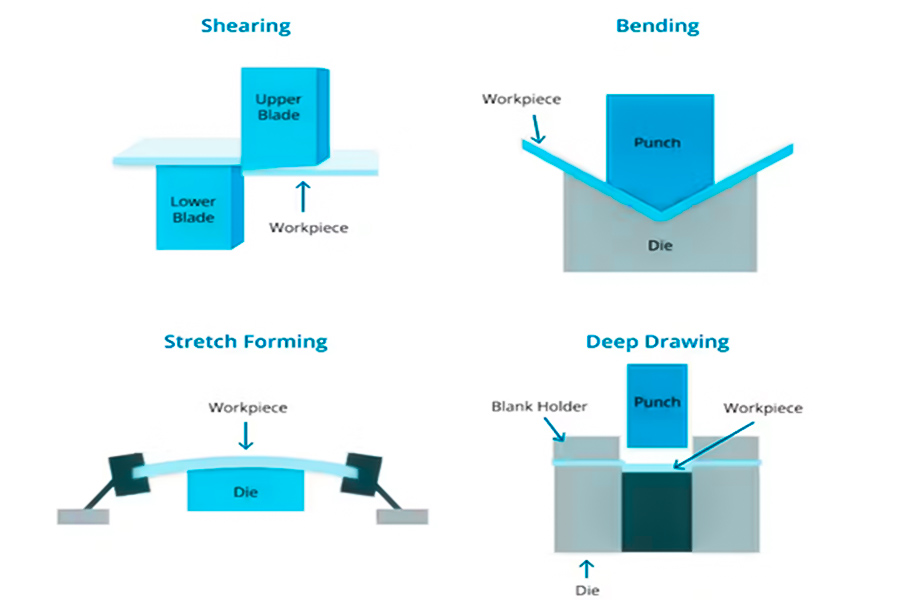
2. Sheet Metal Bend
Le processus central de modification de l'angle de la plaque par déformation plastique comprend:
| Méthode | Principe | Scénarios applicables | Forces et faiblesses |
| Flexion des freins | Appliquez une pression sur la machine à flexion. | Angles précis, produits en masse. | L'équipement est cher mais précis. |
| Flexion d'air | Appliquez une pression locale sur le moule. | Les angles sont complexes. | Aucun moule n'est nécessaire, mais la précision est faible. |
| Flexion en rouleau | Déformation plastique continue du rouleau. | Tuyaux circulaires et composants incurvés. | Convient pour les longues bandes et la faible efficacité. |
3 et 3Estampillage
Utilisation de moules pour appliquer une pression sur la feuille, créant des fonctionnalités telles que des trous et des rainures:
| Méthode | Principe | Scénarios applicables | Forces et faiblesses |
| perforation | Punch des trous dans les moules. | À travers des trous et des trous irréguliers. | Haute efficacité, mais coût élevé de moisissure. |
| formation | Déformation plastique des moules. | Structures complexes (comme les brides). | Convient pour de grandes quantités et une faible flexibilité. |
4.Formation
Géométries complexes de fabrication par déformation plastique:
| Méthode | Principe | Scénarios applicables | Forces et faiblesses |
| dessin profond | Étirements multiples et formation. | Conteneur de cavité profonde (comme le boîtier de la batterie). | Le taux d'utilisation des matériaux est élevé, mais la structure du moule est compliquée. |
| repassage | L'amincissement localisé augmente la hauteur. | Abat-jour et vaisselle. | L'uniformité de l'épaisseur de la paroi doit être contrôlée. |
5.Connect
Combinez plusieurs composants en tôle dans une structure complète:
| Méthode | Principe | Scénarios applicables | Forces et faiblesses |
| soudage | Connexion de matériau de fusion. | Demande d'intensité élevée. | Le risque de déformation nécessite un équipement spécialisé. |
| Soudage | Fixation mécanique. | La scène doit être démontée. | Réversible, mais moins intense. |
| Adhésif | Liaison chimique. | Scellage ou décoration. | Pas de déformation thermique, mais une mauvaise résistance à la température. |
Le noyau du traitement de la tôle réside dans la sélection flexible des méthodes de coupe, de flexion, d'estampage et d'autres méthodes, combinées avec les caractéristiques du processus et les exigences de production, pour obtenir une fabrication de pièces efficace et précise.
Quels sont les types de processus grand public pour l'aluminiumsheet métalestampillage?
1 et 1Tôle d'aluminium bruissellement
- Caractéristiques: Des presses de matrices de haute préciscoupure verticaleavec une tolérance de ± 0,02 mm.
- Faits saillants techniques: il est nécessaire de contrôler l'écart entre les moules (0,01-0,03 mm) et d'utiliser un système de positionnement visuel CCD pour augmenter la production.
2aluminiumtôledessin profond
- Caractéristiques: Boîte à perceuse unique, profondeur> diamètre (par exemple les plateaux de batterie), rapport de profondeur de traction ≤2,5.
- Difficulté: le rebond en aluminium doit être compensé (coefficient de compensation de 0,5 ° à 2 °) et la matrice est recouverte de chrome dur pour empêcher l'adhésion.
3 et 3Plippe de tôle en aluminium
- Boule d'attente en V: Convient pour le boîtier électrique des structures égales à angle droit, rayon de filet de moule ≥ 1,5 fois épaisseur de plaque.
- Plippe roulant: roulement continu des pièces cylindriques / coniques (par ex. Support de poteau de lampadaire) avec un minimumrayon de flexionde r = 2t.
- Core technique: La machine à flexion servo est équipée du système de rétroaction de pression en temps réel par simulation CAE.
4Hydroforming en aluminium
- Principe: Pression de transfert de support liquide, réduisez l'usure des moisissures, adaptée à une structure creuse complexe.
- Case: Nouvelle batterie de véhicules d'énergie, erreur d'uniformité de l'épaisseur du mur ≤ 0,1 mm.
- Exigences de l'équipement: Surveillance en temps réel des fluctuations de pression (précision ± 0,5 MPa) pour empêcher la surmensette des plaques d'aluminium.
Tableau de comparaison de sélection de processus
| Type de processus | Avantages de base | Adaptabilité en aluminium | Applications typiques |
| Bruissellement | Qualité transversale élevée, adaptée à une plaque mince. | Aluminium 0,1-2,0 mmtôle. | Electronique de précision. |
| Dessin profond | Une fois moulé, le taux d'utilisation du matériau est élevé. | Matériau en aluminium ductile de 0,5 à 4,0 mm. | Enveloppe de batterie. |
| Flexion | Courbure personnalisable et production flexible. | Épaisseur de tout aluminiumtôle. | Support, coquille incurvée. |
| Hydroformage | Structure creuse complexe avec une épaisseur de paroi uniforme. | Alliage d'aluminium à la série 6 à haute résistance. | Nouveaux composants auto à énergie. |
Points principaux du processus d'estampage de l'aluminiumtôle:
- Adaptation matérielle: Selon les exigences du produit, les exigences peuvent être sélectionnées 1 série (aluminium pur), 5 séries (Rust Proof), 6 séries (haute résistance) aluminiumtôle.
- Contrôle du rebond: La déformation élastique des matériaux en aluminium est compensée par une conception de compensation de moisissure (comme l'augmentation de l'angle de prébend).
- Traitement de surface: anodisé (dureté HV ≥150) outraitement de la passivationpour améliorer la résistance à la corrosion.
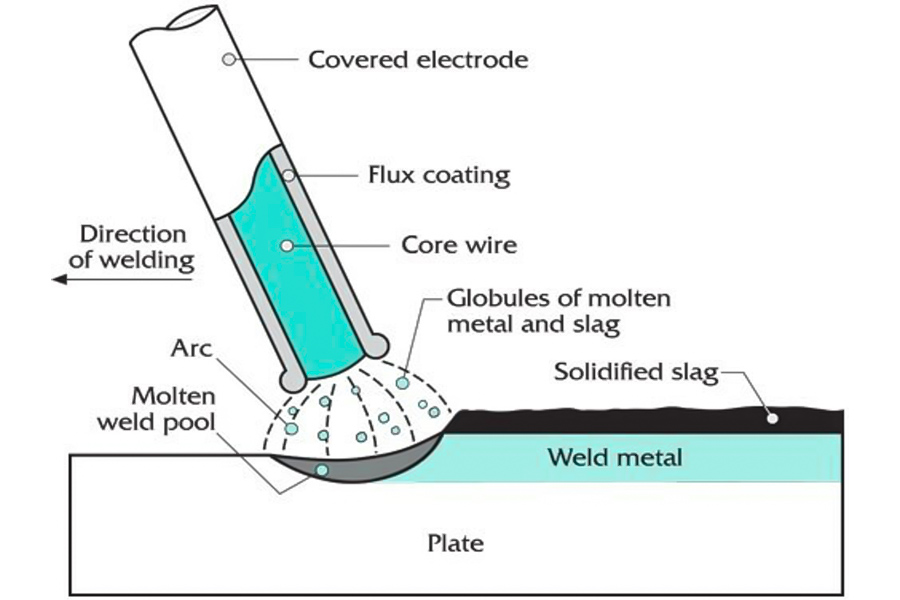
Ce que le processus de soudage convient au galvanisésheet métal?
Selon la capacité technique de la fabrication de précision JS et les caractéristiques de la tôle galvanisée, les techniques de soudage suivantes sont recommandées:
1 et 1Soudage de mig à impulsion
Enrobage de zinc sur l'acier galvanisémétalest volatile et le soudage MIG traditionnel peut facilement produire des stomates.L'impulsion MIG réduit l'apport de chaleur et l'interférence de l'évaporation du zinc vers la piscine de fonte en contrôlant la forme d'onde de courant tout en maintenant la résistance du soudage.
JS adopte un équipement MIG avancé, prend en charge le mode impulsion, adopte des fils de soudage professionnels (contenant du silicium et de l'aluminium), supprime efficacement la vapeur de zinc et améliore la résistance à la corrosion des soudures.
2Soudage au laser
Le faisceau laser à haute densité d'énergie peut faire fondre le métal rapidement, réduire la zone d'effet thermique et éviter l'oxydation à grande échelle de la couche de zinc.Convient à la précision de soudage acier galvanisémétalcomposants, tels que les pièces automobiles.
JS adopte le système de soudage au laser de haute précision, qui peut gérer la géométrie complexe, se combiner avec la technologie de surveillance en temps réel pour assurer la qualité de soudure et répondre à des besoins en tolérance stricte de ± 0,005 mm.
3 et 3Soudage au point de résistance
Convient pour l'acier galvanisé mincemétal(par exemple 0,5 à 3 mm), le métal fond in situ à travers l'action instantanée de la pression et du courant de l'électrode, et la couche de zinc est pressée sous pression pour former une connexion fiable.
Résistance automatisée de JSéquipement de soudagePeut contrôler avec précision les paramètres, le temps et le courant, via le système de broyage des électrodes, prolonger la durée de vie de l'équipement et s'adapter à une production massive efficace d'acier galvanisémétal .
Avantages supplémentaires pour JS Company
- Prétraitement et post-traitement: fournit un nettoyage de surface (par exemple, l'élimination du zinc chimique) et des services de revêtement post-soudage pour les acier galvanisés en acier galvanisémétalpour améliorer la résistance à la corrosion et prolonger la durée de vie des composants.
- Diversification des matériaux: plus de 50 matériaux métalliques, y compris l'acier galvanisémétal, sont traités, soutenant la personnalisation à partir deprototypeà la production de masse.
- Processus environnemental: Réduisez les émissions de vapeur en zinc à l'aide de la technologie de soudage à faible pollution et des systèmes de récupération des gaz d'échappement, conformément à la cible de réduction de 20% fixée par JS.
Quel est l'impact des moules de flexion sur la précision de l'usinage?
L'influence du moule de flexion sur la précision d'usinage de la tôle de pliage se reflète principalement dans les aspects suivants:
1 et 1Conception du filet de moisissurerayon
- Précision de l'angle d'impact: si le rayon du filet de moule est trop petit, il produira des fissures dans la plaque au pli.Si le rayon est trop grand, l'angle de flexion théorique peut changer (par exemple, l'angle de flexion réel d'un moule à 90 ° peut devenir 88 ° -89 °).
- Compensation de rebond: Le moule doit concevoir un angle pré-pliant (par exemple, ajouter 2-3 ° pour compenser le rebond des plaques d'aluminium) sur la base de la ductilité du matériau.
2ECSAUSSIONS MOLES
- Écart trop petit: provoquant trop de frottement entre la plaque et la moisissure, provoquant des rayures ouindentations de surface, affectant la qualité de l'apparence.
- Déclaration excessive: entraîne un biais de glissement de la plaque, entraînant une déviation d'angle de flexion (erreur jusqu'à ± 1 ° -2 °).
3 et 3Rugosité de la surface du moule
- Moule de haute précision: rugosité de surfaceRampe≤ 0,8 μm, peut réduire les rayures de la plaque et améliorer la douceur de la surface.
- Rough: lorsque RA> 1,6 μm, il est facile de provoquer le fait que les débris métalliques adhèrent à la surface de la plaque, affectant les processus de pulvérisation ou de soudage ultérieurs.
4Matériaux de moule et traitement thermique
- La dureté de la moisissure: CR12mov Mold Steel (HRC58-62) a une durée de vie de plus de trois fois celle de l'acier normal 45 # et n'est pas facilement déformé après une longue utilisation.
- Défauts de traitement thermique: l'inhomogénéité de l'extinction des moisissures accélérera l'usure locale et affectera la cohérence de la flexion.
5Usure et entretien des moisissures
- Seuil d'usure: lorsque la lame de moule porte plus de 0,1 mm, la stabilité de l'angle de flexion diminue significativement (par exemple de ± 0,5 ° à ± 2 °).
- Cycle de maintenance: Il est recommandé de vérifier la taille du moule tous les 5 000 cycles de traitement et de réparer ou remplacés en temps opportun.
6.Correspondance d'épaisseur de moisissure et d'épaisseur de plaque
- Moule de plaque mince (≤ 1 mm): Des inserts d'alliage sont nécessaires pour empêcher la rupture du moule en raison d'une force de poinçonnage excessive.
- Moule de plaque épais ≥ 3 mm: il est nécessaire d'ajouter une conception de joint au bas du moule pour disperser la pression et d'éviter la superposition de la plaque.

Comment choisir l'épaisseur du matériau des pièces en tôle?
La sélection de l'épaisseur du matériau de la pièce en tôle nécessite une considération complète des exigences de fonction, des limitations des processus et de l'économie.Graphique de jauge en tôlerieest l'outil de base pour guider la sélection.Voici les étapes et les faits saillants clés:
1 et 1Clarifier les scénarios d'application et les exigences de chargement
- Charges statiques (comme les supports et les coquilles): la limite d'élasticité d'un graphique de jauge en tôle,Sélectionnez l'épaisseur minimale qui peut résister à la charge attendue.
- Charge dynamique (par exemple le châssis de voiture): la résistance à la fatigue doit être calculée, généralement de 20% à 30% de plus que la charge statique.
- Par exemple, si le boîtier électrique est soumis à une charge concentrée de 50 kg, selon le graphique de jauge, SPC Steel 1,5 mm d'épaisseur répond aux exigences de résistance à la flexion.
2Plage d'épaisseur de correspondance de processus de fabrication
| Type de processus | En vigueurjaugegamme | Limitations de processus |
| Coupure laser | 0,1 mm-20 mm | La vitesse de coupe de la plaque épaisse est réduite et le risque de déformation thermique est important. |
| Flexion | 0,5 mm-6 mm | L'angle du V-Mold doit être ajusté à l'épaisseur (par exemple en utilisant le V-Mold de 80 ° pour faire une plaque de 6 mm). |
| Estampage profond | 0,6 mm-3 mm | Le taux d'allongement matériel doit être ≥20% (comme l'alliage d'aluminium 5052). |
Le graphique de la jauge en tôle indiquera la plage d'épaisseur recommandée pour différents processus, tels que 0,8 mm-3 mm pour la tôle en aluminium (1060).
3 et 3Coût d'équilibre et utilisation des matériaux
- Minceassiettes(≤1 mm): faible coût mais facilement déformé, adapté à une grande quantité de composants de chargement (par exemple, châssis d'ordinateur).
- Plaques épaisses (≥4 mm): les coûts des matériaux et les difficultés de traitement sont élevés et nécessitent une sélection optimale par le graphique de jauge (par exemple, remplacement des plaques de 4 mm par des plaques de 3 mm et un renforcement).
- Épaisseur économique: reportez-vous au standard de l'industrietôleDes spécifications, telles que la tôle galvanisée de 1,0 mm à 1,0 mm couramment utilisée dans l'industrie automobile, pour équilibrer la force et le coût.
4Considérez l'impact de la technologie de connectivité
- Soudage: Lorsque la différence d'épaisseur de la plaque est supérieure à 30%, un traitement de soudage à pas ou des rainures est nécessaire (par exemple, le soudage croisé entre les plaques de 2 mm et 1,5 mm).
- Riveting: L'épaisseur totale de la plaque ≤3 fois le diamètre rivetage (par exemple, M5 rivette pour les plaques en aluminium ≤ 1,5 mm d'épaisseur).
Application du graphique de jauge en tôle
| Type de matériau | Numéro de jauge | Épaisseur réelle (mm) | Utilisation typique |
| Acier roulé à froid SPCC | 18 | 1.2 | Enclosage et étagères électriques. |
| Tôle en aluminium al1100 | 20 | 0.9 | Dissipateur de chaleur, boîtier de dispositif électronique. |
| SUS304 en acier inoxydable | 16 | 1.0 | Équipement médical, équipement alimentaire. |
Quelles sont les raisons de choisir la fabrication de tôles JS?
1 et 1Précision de la production et contrôle de la qualité
JS utilise importécoupure laserL'équipement avec une précision de ± 0,005 mm, dépassant de loin les normes de l'industrie (les fabricants de tôles traditionnels sont généralement de ± 0,02 mm), en particulier pour l'électronique de précision (tels que les dissipateurs de chaleur du téléphone portable) et les composants aérospatiaux, et résout le problème de déformation des alliages en acier et en aluminium à haute résistance.
| Articles de comparaison | Fabrication de tôle JS | Autres fabricants de tôles |
| Précision | ± 0,005 mm (coupe laser) | ± 0,02 mm-0,05 mm (machine d'estampage CNC traditionnelle) |
| Précision de la rémunération du rebond | Compensation de l'algorithme AI, erreur ± 0,01 mm. | Réglage manuel, erreur> 0,1 mm. |
| Qualité de surface | Zone d'effet thermique <0,1 mm, pas de bavures. | Les terrifiants étaient évidents et avaient besoin de polissage. |
2Vitesse de livraison et de productivité
Les commandes standardisées JS peuvent être livrées dans les 1 à 2 semaines et les commandes urgentes peuvent être retournées dans les 24 heures, avec une réduction de 30% des temps d'attente.La collaboration multi-processus (coupe + flexion + soudage) est réalisée de manière synchrone, augmentant l'efficacité globale de 30% -50%.
| Articles de comparaison | Fabrication de tôle JS | Autres fabricants de tôles |
| Temps de livraison standard | 1-2 semaines. | 3-4 semaines. |
| Réponse de petit lot | Livraison express 24 heures sur 24. | Le remplacement de la moisissure prend 1 à 2 heures et ne convient que pour le remplacement de masse. |
| Collaboration de processus | Traitement parallèle multi-processus. | Un seul processus est produit par étapes. |
3 et 3Sélection des matériaux et optimisation des coûts
Il y a plus de 50 types de métal etMatériaux non métalliquesen JS, et le taux d'utilisation des matériaux est supérieur à 92%.
| Articles de comparaison | Fabrication de tôle JS | Autres fabricants de tôles |
| Nombre d'entrepôt matériel | Plus de 50 variétés (y compris des conseils spéciaux). | 10-20 types (métaux conventionnels uniquement). |
| Taux d'utilisation des matériaux | 92% + (matériel restant correspondant intelligemment). | 80 à 85% (selon les achats de spécification fixe). |
| Contrôle des coûts | Le recyclage des matériaux excédentaires peut réduire les coûts de 15%. | Les déchets de matériaux sont répandus et l'optimisation systématique fait défaut. |
4Innovation technologique et mise à niveau de processus
JS introduit le système de correction de la vision de l'intelligence artificielle et les dispositifs auto-flexibles pour soutenir la mise en forme complexe de surface et fournir des solutions intégrées.
| Articles de comparaison | Fabrication de tôle JS | Autres fabricants de tôles |
| Capacité technique | AI corrige + se plie automatiquement. | L'ajustement manuel est l'objectif principal. |
| Traiter l'innovation | Prise en charge des pièces / surfaces irrégulières. | Pour une flexion plate / simple uniquement. |
| Vérification de la simulation | Système de simulation CAE intégré. | Aucune capacité de simulation, par essais et erreurs. |
5Capacité de service mondiale
JS prend en charge les dessins multilingues et le suivi de la logistique mondiale (ligne dédiée DHL / UPS) et sert des clients dans plus de 30 pays.
| Articles de comparaison | Fabrication de tôle JS | Autres fabricants de tôles |
| Champ de services | Livraison mondiale (plus de 30 pays). | Marchés locaux ou régionaux uniquement. |
| Support des communications | Dessin multilingue et équipe technique. | Les documents anglais reposent sur la traduction tierce. |
| Délais de livraison | Les commandes internationales prennent 4 à 6 semaines. | La sous-traitance provoque des retards à des tiers. |
Résumé
Dans le domaine de la fabrication industrielle, la fabrication de tôles est devenue un pilier technique indispensable dans le système industriel moderne en raison de son processus diversifié et de son vaste scénarios d'application.
Le traitement de la tôle implique la coupe, le virage en tôle, l'estampage, le soudage et d'autres processus de base, les feuilles de tôle dans une combinaison fonctionnelle et esthétique de composants structurels. Quel que soit le matériau, l'équilibre parfait peut être obtenu grâce à l'optimisation des processus etsélection des matériaux.
JS Precision Manufacturing a 20 ans d'expérience dans l'industrie et un système de production intelligent qui pousse le traitement traditionnel des tôles à un nouveau niveau. Il redéfinit les limites techniques et les normes de valeur du traitement de la tôle en fournissant aux clients mondiaux des solutions à guichet unique allant de la conception de prototypes àproduction de masseAvec une précision extrême, une adaptabilité matérielle adéquate et des concepts de fabrication verte.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1. Quelle est la précision générale du traitement des tôles?
Le laser coupant jusqu'à ± 0,005 mm, CNC se penchant jusqu'à ± 0,02 mm, estampage traditionnel jusqu'à ± 0,1 mm. L'équipement haut de gamme combiné avec des algorithmes d'IA peut percer la précision du niveau de micron et répondre à des scénarios à haute demande tels que l'électronique de précision et l'aérospatiale.
2. Quelle est la différence entre la coupe laser et l'estampage traditionnel?
Coupe laser à haute précision (± 0,02 mm), aucun moule requis, adapté aux trous irréguliers.Le coup de poing dépend de la matrice, de faible coût, adapté à la coupe de fil à grande échelle.
3.pour de l'industrie automobile utilise-t-elle fortement la fabrication de tôles?
Avec sa résistance légère et élevée et sa grande efficacité, l'industrie automobile s'appuie sur le traitement des tôles pour former rapidement des composants complexes tels que la carrosserie et le châssis, tout en prenant en compte le contrôle des coûts et les besoins de production à grande échelle.
4.Pour pourquoi la fabrication de tôles est-elle considérée comme une fabrication verte?
Le traitement des tôles réduit la pollution et les déchets en augmentant l'utilisation des matériaux (déchets), une faible consommation d'énergie et des mesures de protection de l'environnement.Réalisez le recyclage des ressources et la production plus propre en conjonction avec la certification ISO 14001.
Ressources
Modélisation et fabrication numériques

