

Fabbricazione di lamieraè ampiamente utilizzato in automobili, elettronici, aerospaziali, elettrodomestici e altri campi.Alluminio leggero sheet metale resistenti alla corrosione s galvanizzataheet metalpuò essere convertito in componenti industriali per soddisfare requisiti rigorosi attraverso lamiera precisafabbricazione.
In qualità di società leader del settore, JS si impegna a fornire soluzioni di personalizzazione per la piegatura in lamiera dalla progettazione alla produzione, aiutando le aziende a raggiungere doppie scoperte in efficienza e qualità.
Cos'è la fabbricazione di lamiera?
Lamierafabbricazioneè il processo di taglio e flessione di piastre metalliche in parti strutturali precise. È ampiamente utilizzato nelle industrie automobilistiche ed elettroniche.Il nucleo consiste nell'utilizzo della forma funzionale di modanatura della fabbricazione di lamiera, ad esempio le prestazioni di regolazione della lamiera e l'accuratezza dell'assemblaggio.
I fabbricanti di lamiera possono selezionare accuratamente i materiali, utilizzareMacchine per flessione CNCe altre attrezzature, combinate con algoritmo di compensazione del rimbalzo, per ottenere la formazione della flessione del livello del micrometro, per garantire la coerenza della produzione di massa.Dalla progettazione alla produzione di massa, la capacità dei produttori di lamiera di integrare la duttilità dei fogli metallici in un prodotto finale leggero e ad alta resistenza è diventata la tecnologia chiave dell'industria moderna.

Quali sono i metodi chiave per la fabbricazione di lamiera?
1.Cuting
Le tecniche comuni per elaborare e rimuovere le parti in lamiera includono:
| Metodo | Principio | Scenari applicabili | Punti di forza e di debolezza |
| Taglio laser | Le travi laser ad alta energia si scioglieno il materiale. | Ad alta precisione, grafica complessa. | È costoso e lento. |
| Taglio | Taglio della pressione della muffa. | Taglio lineare. | Veloce, ma limitato a forme semplici. |
| Taglio del getto d'acqua | Acqua ad alta pressione mescolata con abrasivi. | Materiale sottile e sensibile al calore. | Nessun shock termico, ma inefficiente. |
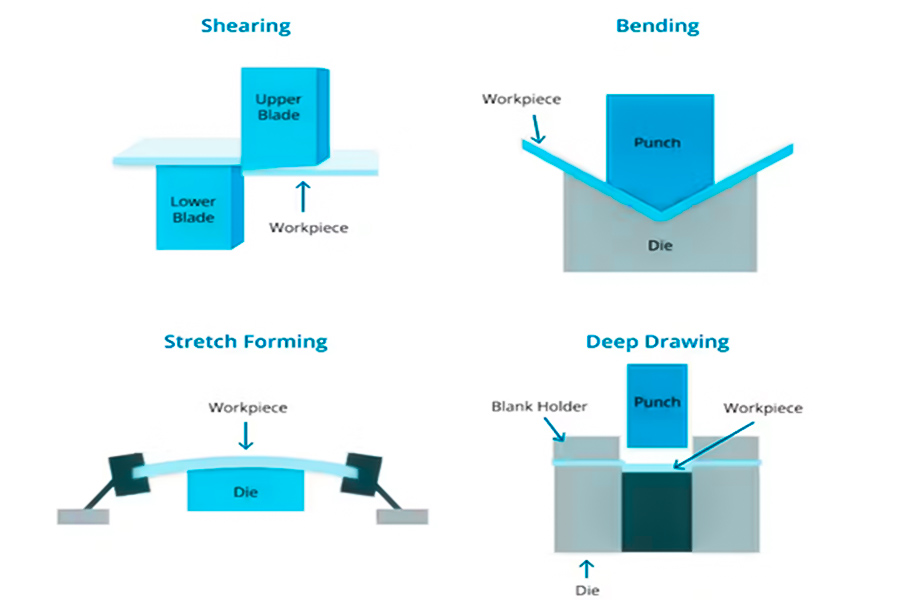
2. Bend di metallo del foglio
Il processo core di modifica dell'angolo della piastra attraverso la deformazione plastica include:
| Metodo | Principio | Scenari applicabili | Punti di forza e di debolezza |
| Piegatura del freno | Applicare la pressione sulla macchina flettente. | Angoli accurati, prodotti in serie. | L'attrezzatura è costosa ma accurata. |
| Flessione dell'aria | Applicare la pressione locale sullo stampo. | Gli angoli sono complessi. | Non sono necessari stampi, ma l'accuratezza è bassa. |
| Roll piegatura | Deformazione plastica continua del rullo. | Tubi circolari e componenti curvi. | Adatto a strisce lunghe e bassa efficienza. |
Utilizzando stampi per applicare la pressione sul foglio, creando funzionalità come fori e scanalature:
| Metodo | Principio | Scenari applicabili | Punti di forza e di debolezza |
| pugni | Puntare i buchi negli stampi. | Attraverso buchi e buchi irregolari. | Alta efficienza, ma costi elevati della muffa. |
| formazione | Deformazione plastica di stampi. | Strutture complesse (come flange). | Adatto a grandi quantità e bassa flessibilità. |
4.Forming
Geometrie complesse di produzione attraverso la deformazione plastica:
| Metodo | Principio | Scenari applicabili | Punti di forza e di debolezza |
| disegno profondo | Allungamento e formazione multipli. | Contenitore di cavità profonda (come la custodia della batteria). | Il tasso di utilizzo del materiale è elevato, ma la struttura dello stampo è complicata. |
| stiro | Il diradamento localizzato aumenta l'altezza. | Paralume e stoviglie. | L'uniformità dello spessore della parete deve essere controllata. |
5.Connect
Combina più componenti in lamiera in una struttura completa:
| Metodo | Principio | Scenari applicabili | Punti di forza e di debolezza |
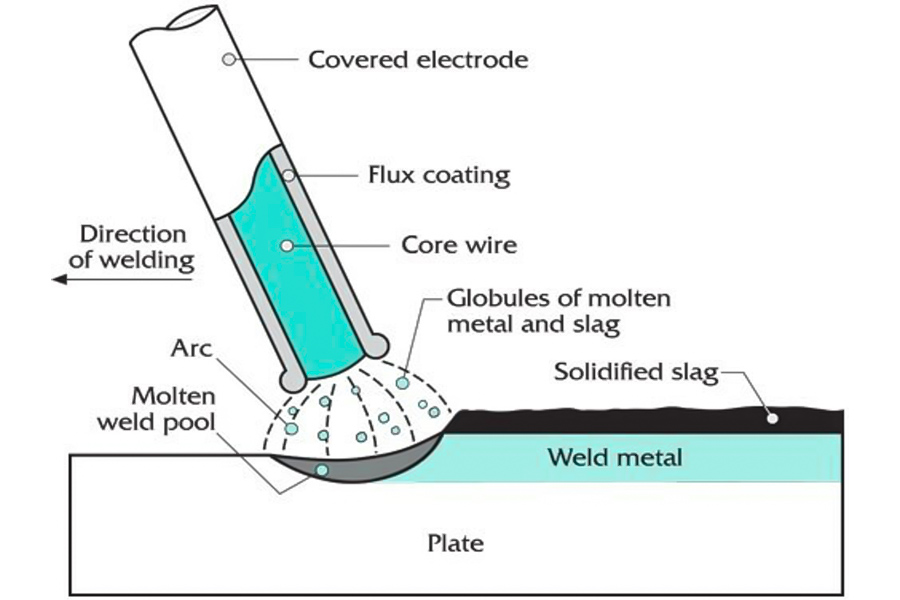
| saldatura | Collegamento del materiale di fusione. | Domanda ad alta intensità. | Il rischio di deformazione richiede attrezzature specializzate. |
| Saldatura | Fissazione meccanica. | La scena deve essere smontata. | Reversibile, ma meno intenso. |
| Adesivo | Legame chimico. | Sigillatura o decorazione. | Nessuna deformazione termica, ma scarsa resistenza alla temperatura. |
Il nucleo dell'elaborazione della lamiera sta nella selezione flessibile di taglio, flessione, timbratura e altri metodi, combinati con le caratteristiche del processo e i requisiti di produzione, per ottenere una produzione efficiente e accurata di parti.
Quali sono i tipi di processo mainstream per l'alluminioSheet metalStamping?
1.Lamiera in alluminio BLanca
- Caratteristiche: le macchine da stampa e servo ad alta precisione vengono utilizzate per ottenere BURR Free etaglio verticalecon tolleranza di ± 0,02 mm.
- Highlights tecnica: è necessario controllare il divario tra gli stampi (0,01-0,03 mm) e utilizzare un sistema di posizionamento visivo CCD per aumentare la produzione.
2.alluminiolamieradisegno profondo
- Caratteristiche: singola cassetta di punch, profondità> diametro (ad esempio vassoi per batterie), rapporto di profondità di trazione ≤2,5.
- Difficoltà: il rimbalzo dell'alluminio deve essere compensato (coefficiente di compensazione da 0,5 ° a 2 °) e il dado è rivestito con cromo duro per prevenire l'adesione.
3.Piegatura in lamiera in alluminio
- Flessione a forma di V: adatto per alloggi elettrici di uguale angolo di destra, raggio del filetto di muffa ≥1,5 volte spessore della piastra.
- Presentazione del rotolamento: rotolamento continuo di parti cilindriche/coniche (ad es. Brafo dei lampioni) con un minimoraggio di piegaturadi r = 2t.
- Core tecnico: la macchina per la flessione dei servi è dotata di un sistema di feedback di pressione in tempo reale dalla simulazione CAE.
4.Idroformatura in lamiera in alluminio
- Principio: pressione di trasferimento di mezzi liquidi, riduci l'usura dello stampo, adatto a una struttura cattiva complessa.
- Caso: nuovo pacco batteria del veicolo energetico, errore di uniformità dello spessore della parete ≤0,1 mm.
- Requisiti dell'attrezzatura: monitoraggio in tempo reale delle fluttuazioni di pressione (accuratezza ± 0,5 MPA) per evitare l'eccesso di astesi delle piastre di alluminio.
Tabella di confronto della selezione del processo
| Tipo di processo | Vantaggi fondamentali | Adattabilità in alluminio | Applicazioni tipiche |
| BLanca | Alta qualità trasversale, adatta per una piastra sottile. | 0,1-2,0 mm in alluminiolamiera. | Elettronica di precisione. |
| Disegno profondo | Una volta modellato, il tasso di utilizzo del materiale è elevato. | Materiale in alluminio duttile da 0,5-4,0 mm. | Involucro della batteria. |
| Flessione | Curvatura personalizzabile e produzione flessibile. | Spessore di tutto l'alluminiolamiera. | Parentesi, guscio curvo. |
| Idroformamento | Struttura cava complessa con spessore uniforme della parete. | Lega di alluminio a 6 serie ad alta resistenza. | Nuovi componenti auto di energia. |
Punti principali del processo di stampaggio dell'alluminiolamiera:
- Adattamento del materiale: secondo i requisiti del prodotto possono essere selezionati 1 serie (alluminio puro), 5 serie (Rust Proof), 6 serie (alta resistenza) in alluminiolamiera.
- Controllo del rimbalzo: la deformazione elastica dei materiali in alluminio è compensata da una progettazione di compensazione dello stampo (come l'aumento dell'angolo di prebend).
- Trattamento superficiale: anodizzato (durezza HV ≥150) oTrattamento delle passiviper migliorare la resistenza alla corrosione.
Quale processo di saldatura è adatto per zincatiSheet metal?
Secondo la capacità tecnica della produzione di precisione JS e le caratteristiche della lamiera galvanizzata, si consigliano le seguenti tecniche di saldatura:
1.Saldatura a polso mig
Rivestimento di zinco su acciaio zincatometalloè volatile e la saldatura MIG tradizionale può produrre facilmente stomi.Pulse MIG riduce l'input di calore e l'interferenza dell'evaporazione dello zinco al pool di fusione controllando la forma d'onda corrente mantenendo la resistenza alla saldatura.
JS adotta l'attrezzatura MIG avanzata, supporta la modalità impulso, adotta cavi di saldatura professionale (contenente silicio e alluminio), sopprime efficacemente il vapore di zinco e migliora la resistenza alla corrosione delle saldature.
2.Saldatura laser
Il fascio laser ad alta densità di energia può sciogliere rapidamente il metallo, ridurre la zona dell'effetto di calore ed evitare l'ossidazione su larga scala dello strato di zinco.Adatto per acciaio zincato di precisione di saldaturametallocomponenti, come parti automobilistiche.
JS adotta un sistema di saldatura laser ad alta precisione, che può gestire una geometria complessa, combinarsi con la tecnologia di monitoraggio in tempo reale per garantire la qualità della saldatura e soddisfare il requisito di tolleranza rigoroso di ± 0,005 mm.
3.Saldatura a punti di resistenza
Adatto per un sottile acciaio zincatometallo(ad esempio 0,5-3 mm), il metallo si scioglie in situ attraverso l'azione istantanea della pressione e della corrente dell'elettrodo e lo strato di zinco viene spremuto sotto pressione per formare una connessione affidabile.
La resistenza automatizzata di JSattrezzatura di saldaturapuò controllare accuratamente i parametri, il tempo e la corrente, attraverso il sistema di macinazione degli elettrodi, prolungare la durata dell'attrezzatura e adattarsi alla produzione di massa efficiente di acciaio zincatometallo .
Vantaggi extra per JS Company
- Pretrattamento e post-trattamento: fornisce la pulizia superficiale (ad es. Rimozione di zinco chimico) e i servizi di rivestimento post-susseguite per l'acciaio zincatometalloPer migliorare la resistenza alla corrosione ed estendere la durata della durata dei componenti.
- Diversificazione dei materiali: più di 50 materiali metallici, incluso l'acciaio zincatometallo, vengono elaborati, supportando la personalizzazione daprototipoalla produzione di massa.
- Processo ambientale: ridurre le emissioni di vapore di zinco utilizzando la tecnologia di saldatura a bassa inquinamento e i sistemi di recupero dei gas di scarico, in linea con l'obiettivo di riduzione del 20% fissato da JS.
Qual è l'impatto delle stampi flettenti sull'accuratezza della lavorazione?
L'influenza dello stampo di flessione sull'accuratezza della lavorazione della lamiera di piega si riflette principalmente nei seguenti aspetti:
1.Design del filetto di stamporaggio
- Accuratezza dell'angolo di impatto: se il raggio del filetto di muffa è troppo piccolo, produrrà crepe nella piastra alla piega.Se il raggio è troppo grande, l'angolo di flessione teorico può cambiare (ad esempio, l'angolo di flessione effettivo di uno stampo a 90 ° può diventare 88 ° -89 °).
- Compensazione del rimbalzo: lo stampo deve progettare un angolo pre-flessione (ad es. Aggiungi 2-3 ° per compensare il rimbalzo delle piastre di alluminio) in base alla duttilità del materiale.
2.Lacune corrispondenti allo stampo
- Gap troppo piccolo: causando troppa attrito tra la piastra e la muffa, causando graffi orientri della superficie, influenzando la qualità dell'aspetto.
- Clearance eccessiva: risulta in distorsioni scorrevoli della piastra, con conseguente deviazione dell'angolo di flessione (errore fino a ± 1 ° -2 °).
3.Rugosità della superficie della muffa
- Stampo ad alta precisione: rugosità superficialeRa≤ 0,8 μm può ridurre i graffi della piastra e migliorare la levigatezza superficiale.
- Ruggy: quando RA> 1,6 μm, è facile causare aderire i detriti metallici alla superficie della piastra, influenzando i successivi processi di spruzzatura o saldatura.
4.Materiali di muffa e trattamento termico
- Durezza dello stampo: l'acciaio da stampo CR12Mov (HRC58-62) ha una durata di servizio più di tre volte quella dell'acciaio normale da 45# e non è facilmente deformato dopo un lungo uso.
- Difetti del trattamento termico: la disomogeneità di tempra della muffa accelererà l'usura locale e influenzerà la consistenza di flessione.
5.Usura e manutenzione della muffa
- Soglia di usura: quando la lama dello stampo indossa più di 0,1 mm, la stabilità dell'angolo di flessione diminuisce significativamente (ad esempio da ± 0,5 ° a ± 2 °).
- Ciclo di manutenzione: si consiglia di controllare le dimensioni dello stampo ogni 5.000 cicli di elaborazione e riparare o sostituire in modo tempestivo.
6.Abbina lo spessore dello stampo e lo spessore della piastra
- Stampo a piastra sottile (≤ 1 mm): sono necessari inserti in lega per evitare la rottura dello stampo a causa dell'eccessiva forza di punzonatura.
- Stampo a piastra spessa ≥ 3 mm: è necessario aggiungere un design della guarnizione al fondo dello stampo per disperdere la pressione ed evitare la stratificazione della piastra.

Come scegliere lo spessore del materiale delle parti di lamiera?
La selezione della parte del materiale della parte della lamiera richiede una considerazione completa dei requisiti di funzione, dei limiti di processo e dell'economia.Grafico a scartamento in lamieraè lo strumento principale per guidare la selezione.Ecco i passaggi chiave e i punti salienti:
1.Chiarire gli scenari di applicazione e i requisiti di caricamento
- Carichi statici (come staffe e conchiglie): la resistenza alla snervamento di una tabella di manometro in lamiera,Seleziona lo spessore minimo che può resistere al carico previsto.
- Carico dinamico (ad es. Chassis per auto): è necessario calcolare la resistenza a fatica, di solito dal 20% al 30% in più rispetto al carico statico.
- Ad esempio, se l'involucro elettrico è sottoposto a un carico concentrato di 50 kg, secondo la tabella del calibro, lo spessore di 1,5 mm SPC soddisfa i requisiti di resistenza alla flessione.
2.Gamma di spessore di produzione corrispondente
| Tipo di processo | Applicabilemisuraallineare | Limitazioni di processo |
| Taglio laser | 0,1 mm-20 mm | La velocità di taglio della piastra spessa è ridotta e il rischio di deformazione termica è eccezionale. |
| Flessione | 0,5 mm-6 mm | L'angolo del V-Mold deve essere regolato allo spessore (ad es. Usando il M-Mold a 80 ° per creare una piastra da 6 mm). |
| Stamping profondo | 0,6 mm-3 mm | Il tasso di allungamento del materiale dovrebbe essere ≥20% (come la lega di alluminio 5052). |
La tabella del manometro in lamiera indicherà l'intervallo di spessore consigliato per diversi processi, come 0,8 mm-3 mm per la lamiera di alluminio (1060) piegatura.
3.Costi di equilibrio e utilizzo del materiale
- Magropiatti(≤1mm): a basso costo ma facilmente deformato, adatto a una grande quantità di componenti del cuscinetto di carico (ad es. Chassis per computer).
- Piastre spesse (≥4 mm): i costi del materiale e le difficoltà di elaborazione sono elevate e richiedono una selezione ottimale attraverso la tabella del calibro (ad es. Sostituzione di piastre da 4 mm con piastre da 3 mm e rinforzo).
- Spesso economico: fare riferimento allo standard del settorelamieraSpecifiche, come la lamiera galvanizzata da 1,0 mm-1,5 mm comunemente utilizzata nel settore automobilistico, per bilanciare la forza e i costi.
4.Considera l'impatto della tecnologia di connettività
- Saldatura: quando la differenza di spessore della piastra è superiore al 30%, è richiesto la saldatura a gradini o il trattamento della scanalatura (ad es. Dall'altro tra 2 mm e 1,5 mm).
- Riveting: lo spessore totale della piastra ≤3 volte il diametro avvincente (ad es. M5 Riveting per piastre di alluminio ≤1,5 mm di spessore).
Applicazione del grafico del calibro metallico
| Tipo di materiale | Numero di calibro | Spessore effettivo (mm) | Uso tipico |
| Acciaio armato freddo SPCC | 18 | 1.2 | Recinti elettrici e scaffali. |
| Lamiera di alluminio AL1100 | 20 | 0.9 | Dissipatore di calore, involucro di dispositivi elettronici. |
| Acciaio inossidabile SUS304 | 16 | 1.0 | Attrezzature mediche, attrezzature alimentari. |
Quali sono i motivi per la scelta della fabbricazione di lamiera JS?
1.Accuratezza della produzione e controllo di qualità
JS utilizza l'importazionetaglio laserApparecchiature con precisione di ± 0,005 mm, di gran lunga superanti gli standard del settore (i tradizionali fabbricanti di lamiera sono in genere ± 0,02 mm), in particolare per l'elettronica di precisione (come i dissipatori di calore del telefono cellulare) e i componenti aerospaziali e risolve il problema della deformazione dell'acciaio ad alta resistenza e dell'acciaio ad alta resistenza.
| Elementi di confronto | Fabbricazione di lamiera JS | Altri fabbricanti di lamiera |
| Tagliare la precisione | ± 0,005 mm (taglio laser) | ± 0,02 mm-0,05 mm (macchina per timbrai CNC tradizionale) |
| Precisione del risarcimento del rimbalzo | Compensazione dell'algoritmo AI, errore ± 0,01 mm. | Regolazione manuale, errore> 0,1 mm. |
| Qualità della superficie | Zona di effetto termico <0,1 mm, nessuna bara. | I bara erano evidenti e avevano bisogno di lucidatura. |
2.Velocità di consegna e produttività
Gli ordini standardizzati di JS possono essere consegnati entro 1-2 settimane e gli ordini urgenti possono essere restituiti entro 24 ore, con una riduzione del 30% nei tempi di attesa.La collaborazione multi -processo (taglio+flessione+saldatura) si ottiene in modo sincrono, aumentando l'efficienza complessiva del 30% -50%.
| Elementi di confronto | Fabbricazione di lamiera JS | Altri fabbricanti di lamiera |
| Tempi di consegna standard | 1-2 settimane. | 3-4 settimane. |
| Piccolo risposta batch | Consegna espressa di 24 ore. | La sostituzione dello stampo dura 1-2 ore ed è adatta solo alla sostituzione di massa. |
| Collaborazione del processo | Elaborazione parallela multi -processo. | Un singolo processo viene prodotto in fasi. |
3.Selezione dei materiali e ottimizzazione dei costi
Ci sono più di 50 tipi di metallici eMateriali non metalliciIn JS e il tasso di utilizzo del materiale è superiore al 92%.
| Elementi di confronto | Fabbricazione di lamiera JS | Altri fabbricanti di lamiera |
| Numero di magazzino materiale | Più di 50 varietà (comprese le schede speciali). | 10-20 tipi (solo metalli convenzionali). |
| Tasso di utilizzo del materiale | 92% + (materiale rimanente abbinato in modo intelligente). | 80-85% (a seconda degli appalti di specifica fissa). |
| Controllo dei costi | Il riciclaggio di materiali in eccesso può ridurre i costi del 15%. | I rifiuti materiali sono diffusi e manca l'ottimizzazione sistematica. |
4.Innovazione tecnologica e aggiornamento del processo
JS introduce il sistema di correzione della visione dell'intelligenza artificiale e i dispositivi autonomi per supportare la formazione complessa della superficie e fornire soluzioni integrate.
| Elementi di confronto | Fabbricazione di lamiera JS | Altri fabbricanti di lamiera |
| Capacità tecnica | L'intelligenza artificiale corregge + si piega automaticamente. | La regolazione manuale è l'obiettivo principale. |
| Innovazione del processo | Supportare parti/superfici irregolari. | Solo per piegatura piatta/semplice. |
| Verifica di simulazione | Sistema di simulazione CAE integrato. | Nessuna capacità di simulazione, per prova ed errore. |
5.Capacità di servizio globale
JS supporta disegni multilingue e monitoraggio della logistica globale (linea dedicata DHL/UPS) e serve clienti in oltre 30 paesi.
| Elementi di confronto | Fabbricazione di lamiera JS | Altri fabbricanti di lamiera |
| Ambito di servizio | Consegna globale (più di 30 paesi). | Solo mercati locali o regionali. |
| Supporto per le comunicazioni | Disegno multilingue e squadra tecnica. | I documenti inglesi si basano sulla traduzione di terze parti. |
| Tempi di consegna | Gli ordini internazionali richiedono da 4 a 6 settimane. | Il subappalto provoca ritardi a terzi. |
Riepilogo
Nel campo della produzione industriale, la fabbricazione di lamiera è diventata un pilastro tecnico indispensabile nel moderno sistema industriale a causa del suo processo diversificato e di ampi scenari di applicazione.
La lavorazione della lamiera prevede il taglio, la piega in lamiera, la timbratura, la saldatura e altri processi di core, i fogli di lamiera in una combinazione funzionale ed estetica di componenti strutturali. Qualunque sia il materiale, l'equilibrio perfetto può essere raggiunto attraverso l'ottimizzazione del processo eSelezione del materiale.
JS Precision Manufacturing ha 20 anni di esperienza nel settore e un sistema di produzione intelligente che spinge la tradizionale elaborazione della lamiera a un nuovo livello. Ridefinisce i confini tecnici e gli standard di valore di elaborazione in lamiera fornendo ai clienti globali soluzioni unico che vanno dalla progettazione del prototipo aproduzione di massacon estrema precisione, adeguata adattabilità del materiale e concetti di produzione verde.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1. Qual è l'accuratezza generale dell'elaborazione della lamiera?
Laser che taglia fino a ± 0,005 mm, CNC si piega fino a ± 0,02 mm, timbratura tradizionale fino a ± 0,1 mm. Le attrezzature di fascia alta combinate con algoritmi di intelligenza artificiale possono sfondare l'accuratezza del livello di micron e incontrare scenari ad alta domanda come l'elettronica di precisione e l'aerospaziale.
2. Qual è la differenza tra il taglio laser e la timbratura tradizionale?
Taglio laser ad alta precisione (± 0,02 mm), nessuno stampo richiesto, adatto a fori irregolari.La punzonatura dipende dal dado, dal basso costo, adatto per il taglio a filo su larga scala.
3.Perché l'industria automobilistica utilizza pesantemente la fabbricazione di lamiera?
Con la sua leggera, alta resistenza e alta efficienza, l'industria automobilistica si basa sull'elaborazione di lamiera per formare rapidamente componenti complessi come carrozzeria e telaio, tenendo conto del controllo dei costi e alle esigenze di produzione su larga scala.
4.Perché la fabbricazione di lamiera è considerata produzione verde?
La lavorazione dei lamiera riduce l'inquinamento e i rifiuti aumentando l'utilizzo del materiale (rifiuti), il basso consumo di energia e le misure di protezione ambientale.Realizzare il riciclaggio delle risorse e la produzione più pulita in combinazione con la certificazione ISO 14001.
Risorse
Modellazione e fabbricazione digitale

