

Fabricação de chapa metalé amplamente utilizado em automotivo, eletrônico, aeroespacial, eletrodomésticos e outros campos.Alumínio leve sheet metale galvanizado resistente à corrosãoheet metalpode ser convertido em componentes industriais para atender aos requisitos rigorosos por meio de chapas precisas de metalfabricação.
Como empresa líder do setor, a JS está comprometida em fornecer soluções de personalização para flexões de chapas de metal do design para a produção, ajudando as empresas a alcançar duplas avanços em eficiência e qualidade.
O que é fabricação de chapas metálicas?
Chapas metalfabricaçãoé o processo de corte e dobrar placas de metal em partes estruturais precisas. É amplamente utilizado nas indústrias de automóveis e eletrônicos.O núcleo é usar produtos funcionais de moldagem por fabricação de chapas metálicas, como através do desempenho do ajuste de chapa de chapa de metal e precisão da montagem.
Fabricantes de chapas de metal podem selecionar com precisão materiais, usarMáquinas de flexão CNCe outros equipamentos, combinados com o algoritmo de compensação de rebote, para obter a formação de flexão do nível do micrômetro, para garantir a consistência da produção em massa.Do design à produção em massa, a capacidade dos fabricantes de chapa de metal de integrar a ductilidade das folhas de metal em um produto final leve e de alta resistência tornou-se a principal tecnologia da indústria moderna.

Quais são os principais métodos para fabricação de chapa metal?
1. Corting
Técnicas comuns para processar e remover peças de chapa metal incluem:
| Método | Princípio | Cenários aplicáveis | Pontos fortes e fracos |
| Corte a laser | Vigas de laser de alta energia Material derretido. | Gráficos de alta precisão e complexos. | É caro e lento. |
| Corte | Corte de pressão de molde. | Corte linear. | Rápido, mas limitado a formas simples. |
| Corte de jato de água | Água de alta pressão misturada com abrasivos. | Material fino e sensível ao calor. | Sem choque térmico, mas ineficiente. |
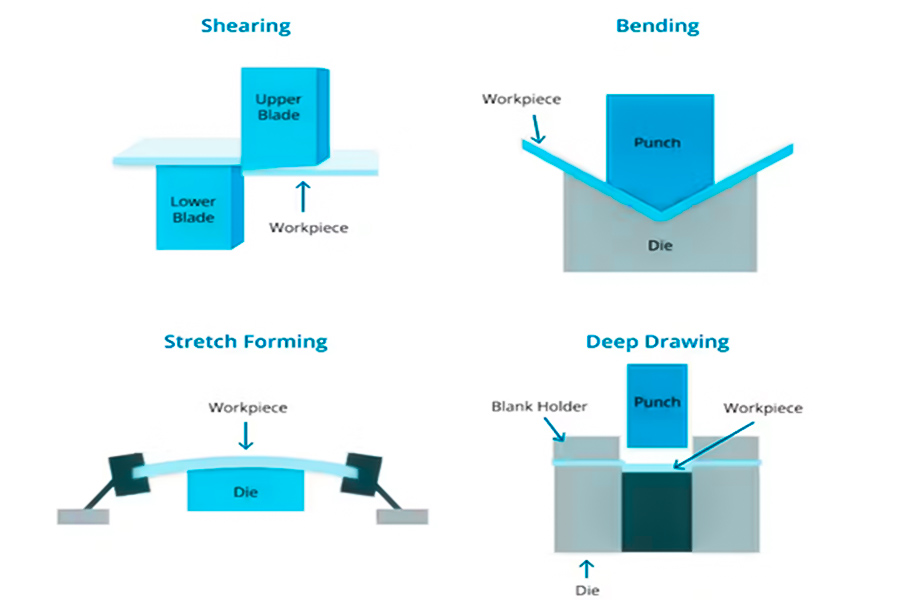
2.Pheet Metal Bend
O processo principal de alterar o ângulo da placa através da deformação plástica inclui:
| Método | Princípio | Cenários aplicáveis | Pontos fortes e fracos |
| Flexão de freio | Aplique pressão à máquina de flexão. | Ângulos precisos, produzidos em massa. | O equipamento é caro, mas preciso. |
| Flexão de ar | Aplique a pressão local ao molde. | Ângulos são complexos. | Não são necessários moldes, mas a precisão é baixa. |
| Rolo dobrar | Deformação plástica contínua do rolo. | Tubos circulares e componentes curvos. | Adequado para tiras longas e baixa eficiência. |
Usando moldes para aplicar pressão na folha, criando recursos como orifícios e ranhuras:
| Método | Princípio | Cenários aplicáveis | Pontos fortes e fracos |
| perfuração | Buracos de perfuração em moldes. | Através de buracos e orifícios irregulares. | Alta eficiência, mas alto custo de molde. |
| formação | Deformação plástica de moldes. | Estruturas complexas (como flanges). | Adequado para grandes quantidades e baixa flexibilidade. |
4.Forming
Geometrias complexas de fabricação através de deformação plástica:
| Método | Princípio | Cenários aplicáveis | Pontos fortes e fracos |
| Desenho profundo | Múltipla alongamento e formação. | Contêiner de cavidade profunda (como caixa da bateria). | A taxa de utilização do material é alta, mas a estrutura do molde é complicada. |
| ferroviando | O afinamento localizado aumenta a altura. | Abajur e utensílios de mesa. | A uniformidade da espessura da parede precisa ser controlada. |
5.Connect
Combine vários componentes de chapa metal em uma estrutura completa:
| Método | Princípio | Cenários aplicáveis | Pontos fortes e fracos |
| soldagem | Conexão do material de fusão. | Demanda de alta intensidade. | O risco de deformação requer equipamento especializado. |
| Soldagem | Fixação mecânica. | A cena precisa ser desmontada. | Reversível, mas menos intenso. |
| Adesivo | Ligação química. | Vedação ou decoração. | Sem deformação térmica, mas baixa resistência à temperatura. |
O núcleo do processamento de chapa metal está na seleção flexível de corte, flexão, estampagem e outros métodos, combinados com as características do processo e os requisitos de produção, para obter fabricação de peças eficientes e precisas.
Quais são os tipos de processo convencionais para alumíniosheet metalestampagem?
1.Chapas de alumínio BLanking
- Características: as prensas de dado de alta precisão e servo são usadas para alcançar o Burr Free eCorte verticalcom tolerância de ± 0,02 mm.
- Destaques técnicos: é necessário controlar a lacuna entre os moldes (0,01-0,03mm) e usar um sistema de posicionamento visual do CCD para aumentar a produção.
2.alumíniochapas metalDesenho profundo
- Recursos: Caixa de perfuração única, profundidade> diâmetro (por exemplo, bandejas de bateria), razão de profundidade de tração ≤2.5.
- Dificuldade: a recuperação do alumínio exige ser compensada (coeficiente de compensação de 0,5 ° a 2 °) e a matriz é revestida com cromo duro para evitar a adesão.
3.Flexão de chapas de alumínio
- Flata em forma de V: Adequado para o alojamento elétrico de estruturas iguais de ângulo reto, raio do filé do molde ≥1,5 vezes a espessura da placa.
- Flinging Rolling: Rolamento contínuo de peças cilíndricas/cônicas (por exemplo, suporte postal da lâmpada) com um mínimoraio de flexãode r = 2t.
- Núcleo técnico: a máquina de flexão servo está equipada com sistema de feedback de pressão em tempo real por simulação CAE.
4.Hidroformagem de chapas de alumínio
- Princípio: Pressão de transferência de mídia líquida, reduza o desgaste do molde, adequado para uma estrutura oca complexa.
- CASO: Bateria de veículo de nova energia, Erro de uniformidade da espessura da parede ≤0,1 mm.
- Requisitos do equipamento: Monitoramento em tempo real das flutuações de pressão (precisão ± 0,5MPa) para impedir a sobrecarga de placas de alumínio.
Tabela de comparação de seleção de processos
| Tipo de processo | Vantagens principais | Adaptabilidade de alumínio | Aplicações típicas |
| BLanking | Alta qualidade de seção transversal, adequada para placa fina. | 0,1-2,0 mm de alumíniochapas metal. | Eletrônica de precisão. |
| Desenho profundo | Uma vez moldado, a taxa de utilização do material é alta. | Material de alumínio dúctil de 0,5 a 4,0 mm. | Revestimento da bateria. |
| Flexão | Curvatura personalizável e produção flexível. | Espessura de todo o alumíniochapas metal. | Suporte, concha curva. |
| Hidroformagem | Estrutura oca complexa com espessura uniforme da parede. | Liga de alumínio de 6 séries de alta resistência. | Novos componentes automáticos de energia. |
Pontos principais do processo de estampagem de alumíniochapas metal:
- Adaptação de material: de acordo com os requisitos do produto, pode ser selecionada 1 série (alumínio puro), 5 séries (prova de ferrugem), 6 série (alta resistência) de alumíniochapas metal.
- Controle de rebote: A deformação elástica dos materiais de alumínio é compensada por um projeto de compensação de molde (como aumentar o ângulo de prebendamento).
- Tratamento de superfície: anodizado (dureza hv ≥150) outratamento de passivaçãopara melhorar a resistência à corrosão.
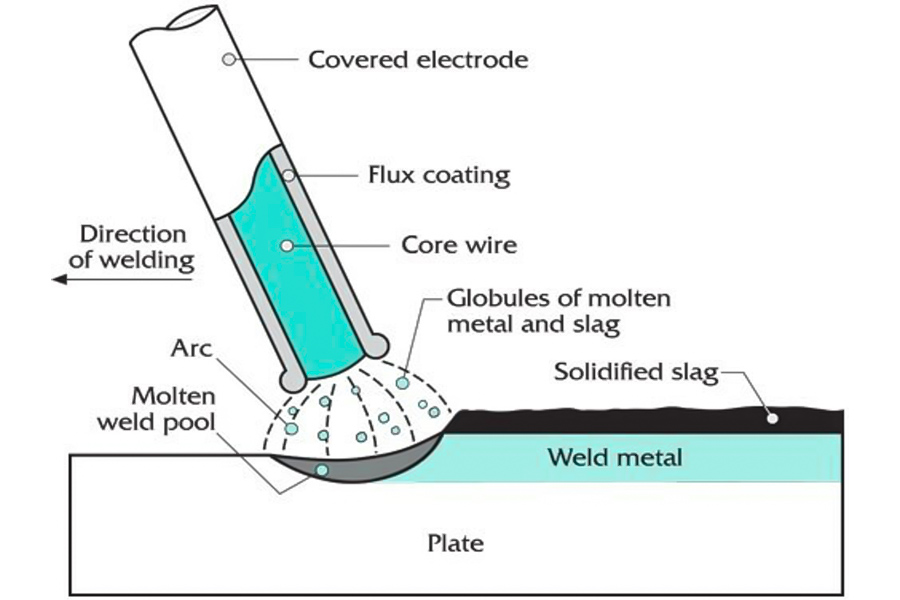
Qual processo de soldagem é adequado para galvanizadosheet metal?
De acordo com a capacidade técnica da fabricação de precisão do JS e as características do metal galvanizado, são recomendadas as seguintes técnicas de soldagem:
1.Soldagem por pulso mig
Revestimento de zinco em aço galvanizadometalé volátil e a soldagem tradicional MIG pode produzir facilmente estômatos.O pulso MIG reduz a entrada de calor e a interferência da evaporação de zinco no pool de fusão, controlando a forma de onda de corrente, mantendo a força de soldagem.
O JS adota equipamentos MIG avançados, suporta o modo de pulso, adota fios de soldagem profissionais (contendo silício e alumínio), efetivamente suprime o vapor de zinco e melhora a resistência à corrosão das soldas.
2.Soldagem a laser
O feixe de laser de alta densidade de energia pode derreter o metal rapidamente, reduzir a zona de efeito de calor e evitar a oxidação em larga escala da camada de zinco.Adequado para soldagem de aço galvanizado de precisãometalcomponentes, como peças de automóveis.
O JS adota o sistema de soldagem a laser de alta precisão, que pode lidar com geometria complexa, combina-se com a tecnologia de monitoramento em tempo real para garantir a qualidade da solda e atender aos rigorosos requisitos de tolerância de ± 0,005 mm.
3.Soldagem por ponto de resistência
Adequado para aço galvanizado finometal(por exemplo, 0,5-3mm), o metal derrete in situ através da ação instantânea da pressão e da corrente do eletrodo e a camada de zinco é espremida sob pressão para formar uma conexão confiável.
Resistência automatizada do JSEquipamento de soldagempode controlar com precisão os parâmetros, tempo e corrente, através do sistema de retificação de eletrodos, prolongar a vida útil do equipamento e se adaptar à produção em massa eficiente de aço galvanizadometal .
Vantagens extras para a JS Company
- Pré-tratamento e pós-tratamento: fornece limpeza de superfície (por exemplo, remoção de zinco químico) e serviços de revestimento pós-lenço para aço galvanizadometalmelhorar a resistência à corrosão e prolongar a vida útil dos componentes.
- Diversificação de materiais: mais de 50 materiais de metal, incluindo aço galvanizadometal, são processados, apoiando a personalização deprotótipopara produção em massa.
- Processo ambiental: Reduza as emissões de vapor de zinco usando a tecnologia de soldagem de baixa poluição e os sistemas de recuperação de gases de escape, de acordo com o alvo de redução de 20% definido por JS.
Qual é o impacto dos moldes de flexão na precisão da usinagem?
A influência do molde de flexão na precisão da usinagem do Bend Sheet Metal é refletida principalmente nos seguintes aspectos:
1.Projeto de filé de molderaio
- Precisão do ângulo de impacto: se o raio do filete do molde for muito pequeno, ele produzirá rachaduras na placa no vinco.Se o raio for muito grande, o ângulo teórico de flexão pode mudar (por exemplo, o ângulo de flexão real de um molde de 90 ° pode se tornar 88 ° -89 °).
- Compensação de rebote: o molde precisa projetar um ângulo de pré-flexão (por exemplo, adicione 2-3 ° para compensar a recuperação de placas de alumínio) com base na ductilidade do material.
2.Combinar lacunas de molde
- Muito pequeno lacuna: causando muito atrito entre a placa e o molde, causando arranhões ourecua da superfície, afetando a qualidade da aparência.
- Apuração excessiva: resulta em viés de deslizamento de placas, resultando em desvio do ângulo de flexão (erro de até ± 1 ° -2 °).
3.Rugosidade da superfície do molde
- Molde de alta precisão: rugosidade da superfícieRa≤ 0,8μm, pode reduzir o arranhão da placa e melhorar a suavidade da superfície.
- Rough: quando RA> 1,6μm, é fácil fazer com que os detritos metálicos aderem à superfície da placa, afetando os processos subsequentes de pulverização ou soldagem.
4.Materiais de mofo e tratamento térmico
- Dúza de molde: o aço do molde CR12MOV (HRC58-62) tem uma vida útil de serviço mais de três vezes a do aço normal de 45# e não é facilmente deformada após uso longo.
- Defeitos de tratamento térmico: A intimidação de mofo inomogeneidade acelerará o desgaste local e afetará a consistência da flexão.
5.Desgaste e manutenção de mofo
- Limiar de desgaste: Quando a lâmina do molde usa mais de 0,1 mm, a estabilidade do ângulo de flexão diminui significativamente (por exemplo, de ± 0,5 ° para ± 2 °).
- Ciclo de manutenção: recomenda -se que o tamanho do molde seja verificado a cada 5.000 ciclos de processamento e reparar ou substituir em tempo hábil.
6.Combina de espessura do molde e espessura da placa
- Mold de placa fina (≤ 1 mm): são necessárias inserções de liga para evitar quebras do molde devido à força de perfuração excessiva.
- Mold de placa espessa ≥ 3mm: é necessário adicionar um projeto de junta ao fundo do molde para dispersar a pressão e evitar camadas de placa.

Como escolher a espessura do material das peças de chapas metálicas?
A seleção da espessura do material da peça de chapas metálicas requer consideração abrangente dos requisitos de função, limitações de processos e economia.Gráfico de bitola de chapa metalé a ferramenta principal para orientar a seleção.Aqui estão as principais etapas e destaques:
1.Esclarecer cenários de aplicação e requisitos de carga
- Cargas estáticas (como colchetes e conchas): a força de escoamento de um gráfico de bitola de chapa,Selecione a espessura mínima que pode suportar a carga esperada.
- Carga dinâmica (por exemplo, chassi de carro): a força da fadiga precisa ser calculada, geralmente 20% a 30% a mais que a carga estática.
- Por exemplo, se o invólucro elétrico for submetido a uma carga concentrada de 50 kg, de acordo com o gráfico de medidores, o SPC Steel com 1,5 mm de espessura atende aos requisitos de resistência à flexão.
2.Faixa de espessura correspondente do processo de fabricação
| Tipo de processo | Aplicávelmedidorfaixa | Limitações de processo |
| Corte a laser | 0,1 mm-20mm | A velocidade de corte da placa espessa é reduzida e o risco de deformação térmica é grande. |
| Flexão | 0,5 mm-6mm | O ângulo da moldura em V precisa ser ajustado à espessura (por exemplo, usando a moldura de 80 ° V para fazer uma placa de 6 mm). |
| Carimbo profundo | 0,6mm-3mm | A taxa de alongamento do material deve ser ≥20% (como a liga de alumínio 5052). |
A tabela de bitola de chapa metálica indicará a faixa de espessura recomendada para diferentes processos, como 0,8 mm-3mm para flexão de chapas de alumínio (1060).
3.Custo do equilíbrio e utilização do material
- Afinarpratos(≤1mm): baixo custo, mas facilmente deformado, adequado para grande quantidade de componentes de rolamento de carga (por exemplo, chassi de computador).
- Placas grossas (≥4 mm): os custos do material e a dificuldade de processamento são altos e requerem seleção ideal através do gráfico de bitola (por exemplo, substituição de placas de 4 mm por placas de 3 mm e reforço).
- Espessura econômica: consulte o padrão do setorchapas metalEspecificações, como as chapas galvanizadas de 1,0 mm-1,5 mm comumente usadas na indústria automotiva, para equilibrar a força e o custo.
4.Considere o impacto da tecnologia de conectividade
- Soldagem: Quando a diferença de espessura da placa é superior a 30%, é necessário o tratamento de soldagem ou ranhura de etapas (por exemplo, liquidação cruzada entre placas de 2 mm e 1,5 mm).
- Rebite: a espessura total da placa ≤3 vezes o diâmetro do fascinante (por exemplo, M5 fascinante para placas de alumínio ≤1,5 mm de espessura).
Aplicação do gráfico de bitola de chapas de metal
| Tipo de material | Número do medidor | Espessura real (mm) | Uso típico |
| Aço laminado a frio spcc | 18 | 1.2 | Gabinetes e prateleiras elétricas. |
| AL1100 LAPEL METAL | 20 | 0,9 | Acalindo de calor, revestimento de dispositivo eletrônico. |
| Sus304 Aço inoxidável | 16 | 1.0 | Equipamento médico, equipamento alimentar. |
Quais são as razões para escolher a fabricação de chapas do JS?
1.Precisão da produção e controle de qualidade
JS usa importadocorte a laserEquipamentos com precisão de ± 0,005 mm, excedendo em muito os padrões da indústria (os fabricantes tradicionais de chapas metálicas são tipicamente ± 0,02 mm), especialmente para eletrônicos de precisão (como dissipadores de calor do telefone celular) e componentes aeroespaciais e resolve o problema de deformação de ligas de aço e alumínio de alta resistência.
| Itens de comparação | JS Fabricação de chapa metal | Outros fabricantes de chapas metálicas |
| Precisão de corte | ± 0,005 mm (corte a laser) | ± 0,02mm-0,05mm (máquina de estampagem CNC tradicional) |
| Precisão de compensação de rebote | Compensação do algoritmo AI, erro ± 0,01 mm. | Ajuste manual, erro> 0,1 mm. |
| Qualidade da superfície | Zona de efeito térmico <0,1 mm, sem rebarbas. | As rebarbas eram óbvias e precisavam polir. |
2.Velocidade de entrega e produtividade
Os pedidos padronizados do JS podem ser entregues dentro de 1-2 semanas e os pedidos urgentes podem ser retornados dentro de 24 horas, com uma redução de 30% nos tempos de espera.A colaboração de vários processos (corte+flexão+soldagem) é alcançada de maneira síncrona, aumentando a eficiência geral em 30% a 50%.
| Itens de comparação | JS Fabricação de chapa metal | Outros fabricantes de chapas metálicas |
| Tempos de entrega padrão | 1-2 semanas. | 3-4 semanas. |
| Resposta pequena em lote | Entrega expressa de 24 horas. | A substituição do molde leva de 1 a 2 horas e é adequada apenas para substituição em massa. |
| Colaboração de processos | Processamento paralelo de vários processos. | Um único processo é produzido em estágios. |
3.Seleção de material e otimização de custos
Existem mais de 50 tipos de metálico eMateriais não metálicosem JS, e a taxa de utilização do material é superior a 92%.
| Itens de comparação | JS Fabricação de chapa metal | Outros fabricantes de chapas metálicas |
| Número de armazém de materiais | Mais de 50 variedades (incluindo conselhos especiais). | 10-20 tipos (apenas metais convencionais). |
| Taxa de utilização do material | 92% + (o material restante correspondeu de forma inteligente). | 80-85% (dependendo da compra de especificação fixa). |
| Controle de custo | A reciclagem em excesso de materiais pode reduzir os custos em 15%. | O desperdício de material é generalizado e falta otimização sistemática. |
4.Inovação tecnológica e atualização de processos
O JS apresenta o sistema de correção de visão de inteligência artificial e dispositivos de auto-flexão para apoiar a modelagem complexa de superfície e fornecer soluções integradas.
| Itens de comparação | JS Fabricação de chapa metal | Outros fabricantes de chapas metálicas |
| Capacidade técnica | Ai corrige + se dobra automaticamente. | O ajuste manual é o foco principal. |
| Inovação do processo | Apoie peças/superfícies irregulares. | Apenas para flexão simples/simples. |
| Verificação da simulação | Sistema de simulação CAE embutido. | Nenhuma capacidade de simulação, por tentativa e erro. |
5.Capacidade de serviço global
O JS suporta desenhos multilíngues e rastreamento de logística global (linha dedicada DHL/UPS) e atende clientes em mais de 30 países.
| Itens de comparação | JS Fabricação de chapa metal | Outros fabricantes de chapas metálicas |
| Escopo de serviços | Entrega global (mais de 30 países). | Apenas mercados locais ou regionais. |
| Suporte de comunicações | Desenho multilíngue e equipe técnica. | Os documentos em inglês confiam na tradução de terceiros. |
| Prazos de entrega | As ordens internacionais levam de 4 a 6 semanas. | A subcontratação causa atrasos a terceiros. |
Resumo
No campo da fabricação industrial, a fabricação de chapa metálica tornou -se um pilar técnico indispensável no sistema industrial moderno devido ao seu processo diversificado e cenários de aplicação extensos.
O processamento de chapa metal envolve corte, curva de chapas de metal, estampagem, soldagem e outros processos de núcleo, lençóis de chapa em uma combinação funcional e estética de componentes estruturais. Qualquer que seja o material, o equilíbrio perfeito pode ser alcançado através da otimização de processos eSeleção de material.
A JS Precision Manufacturing possui 20 anos de experiência no setor e um sistema de produção inteligente que eleva o processamento tradicional de chapa metal a um novo nível. Ele redefine os limites técnicos e os padrões de valor do processamento de chapa metal, fornecendo aos clientes globais soluções de um balcão que variam de design de protótipo aprodução em massaCom extrema precisão, adaptabilidade de material adequado e conceitos de fabricação verde.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.cncprotolabs.com
Perguntas frequentes
1. Qual é a precisão geral do processamento de chapa metal?
Cortando a laser para ± 0,005 mm, dobrando CNC até ± 0,02 mm, estampagem tradicional até ± 0,1 mm. O equipamento de ponta combinado com os algoritmos de IA pode romper a precisão do nível de mícrons e atender a cenários de alta demanda, como eletrônicos de precisão e aeroespacial.
2. Qual é a diferença entre corte a laser e estampagem tradicional?
Corte a laser de alta precisão (± 0,02 mm), não é necessário molde, adequado para orifícios irregulares.O soco depende de matriz, baixo custo, adequado para corte de arame em larga escala.
3.Por que a indústria automotiva usa fortemente a fabricação de chapa metálica?
Com sua leve, alta resistência e alta eficiência, a indústria automobilística depende do processamento de chapa de chapa para formar rapidamente componentes complexos, como carroceria e chassi, enquanto levam em consideração o controle de custos e as necessidades de produção em larga escala.
4. Por que a fabricação de chapa de chapa é considerada a fabricação verde?
O processamento de chapas metálicas reduz a poluição e o desperdício, aumentando a utilização de materiais (resíduos), o baixo consumo de energia e as medidas de proteção ambiental.Realize a reciclagem de recursos e a produção mais limpa em conjunto com a certificação ISO 14001.
Recursos
Modelagem e fabricação digital

