

Изготовление листового металлашироко используется в автомобильной, электронике, аэрокосмической, домашней технике и других областях.Легкий алюминий сХит металли коррозионный устойчивыйХит металлможет быть преобразован в промышленные компоненты для удовлетворения строгих требований через точный листовой металлизготовлениеПолем
Как ведущая отраслевая компания, JS стремится предоставить решения для настройки для изгиба листового металла от проектирования до производства, помогая предприятиям достичь двойных прорывов в области эффективности и качества.
Что такое изготовление листового металла?
Листовой металлизготовлениеэто процесс разрезания и изгиба металлических пластин в точные конструктивные детали. Он широко используется в автомобильной и электронической промышленности.Ядро состоит в том, чтобы использовать функциональную форму изготовления листового металла, например, через производительность регулировки листового металла и точность сборки.
Изготовления из листового металла могут точно выбрать материалы, использоватьСторонние машины с ЧПУи другое оборудование в сочетании с алгоритмом компенсации отскока, для достижения изгиба на уровне микрометра, чтобы обеспечить согласованность массового производства.От дизайна до массового производства, способность производителя изготовителей листового металла интегрировать пластичность металлических листов в легкий высокопрочный конечный продукт стала ключевой технологией современной промышленности.

Каковы ключевые методы изготовления листового металла?
1. Выключение
Общие методы обработки и удаления деталей листового металла включают в себя:
| Метод | Принцип | Применимые сценарии | Сильные и слабые стороны |
| Лазерная резка | Высокоэнергетические лазерные балки расплавляют материал. | Высокая точность, сложная графика. | Это дорого и медленно. |
| Резка | Отсечение давления плесени. | Линейная резка. | Быстрый, но ограничен простыми формами. |
| Водяная струя резка | Вода высокого давления, смешанная с абразивами. | Тонкий теплочувствительный материал. | Нет теплового шока, но неэффективно. |
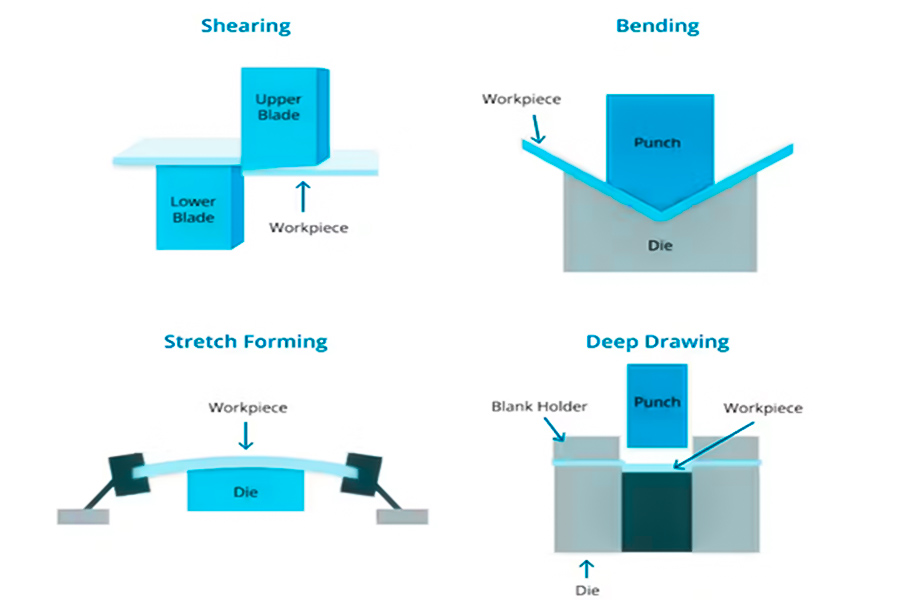
2. Изгиб металла
Основной процесс изменения угла пластины с помощью пластической деформации включает в себя:
| Метод | Принцип | Применимые сценарии | Сильные и слабые стороны |
| Тормозное изгиб | Приложить давление на изгибную машину. | Точные углы, массовые. | Оборудование дорого, но точное. |
| Воздушный изгиб | Нанесите локальное давление на форму. | Углы сложны. | Никаких форм не требуется, но точность низкая. |
| Изгибаться | Непрерывная пластическая деформация ролика. | Круглые трубы и изогнутые компоненты. | Подходит для длинных полос и низкой эффективности. |
Используя формы для применения давления на лист, создавая такие функции, как отверстия и канавки:
| Метод | Принцип | Применимые сценарии | Сильные и слабые стороны |
| пробиться | Ударные отверстия в плесени. | Через отверстия и нерегулярные отверстия. | Высокая эффективность, но высокая стоимость плесени. |
| формирование | Пластическая деформация плесени. | Сложные структуры (такие как фланцы). | Подходит для больших количеств и низкой гибкости. |
4. Формирование
Производственные комплексные геометрии посредством пластической деформации:
| Метод | Принцип | Применимые сценарии | Сильные и слабые стороны |
| глубокий рисунок | Множественное растяжение и формирование. | Глубокий контейнер с полостью (такой как корпус аккумулятора). | Скорость использования материала высока, но структура плесени сложна. |
| глади | Локализованное истончение увеличивает высоту. | Абажур и посуда. | Единообразие толщины стенки необходимо контролировать. |
5. СОЕДИНЕНИЕ
Объедините несколько компонентов листового металла в полную структуру:
| Метод | Принцип | Применимые сценарии | Сильные и слабые стороны |
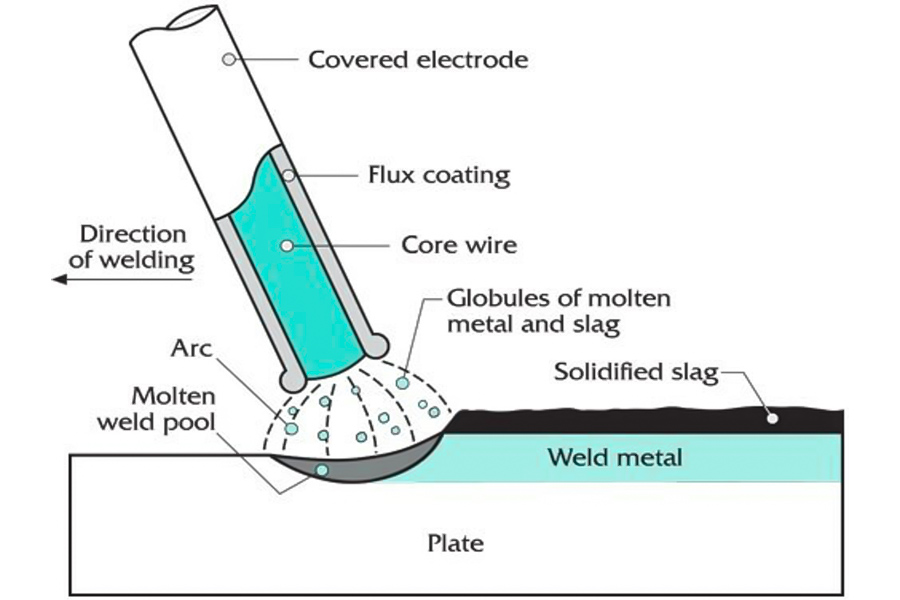
| сварка | Таяние материальное соединение. | Высокая интенсивность спрос. | Риск деформации требует специализированного оборудования. |
| Сварка | Механическая фиксация. | Сцена должна быть разобрана. | Обратимый, но менее интенсивный. |
| Клей | Химическая связь. | Герметизация или украшение. | Нет тепловой деформации, но плохая температурная сопротивление. |
Ядро обработки листового металла заключается в гибком выборе резки, изгиба, штамповки и других методов в сочетании с характеристиками процесса и производственными требованиями для достижения эффективного и точного производства деталей.
Каковы основные типы процессов для алюминиясХит металлштамповка?
1Алюминиевый листовый металл BУпадение
- Особенности: Высокая умирающая и сервоприводы используются для получения бесплатного заряда иВертикальная резкас допуском ± 0,02 мм.
- Технические основные моменты: необходимо контролировать зазор между плеснями (0,01-0,03 мм) и использовать систему визуального позиционирования CCD для увеличения производства.
2алюминийлистовой металлглубокий рисунок
- Особенности: Одиночная перфорация, глубина> Диаметр (например, лотки аккумулятора), соотношение глубины растяжения ≤2,5.
- Сложность: алюминиевый отскок требует компенсации (коэффициент компенсации от 0,5 ° до 2 °), а матрица покрывается твердым хромом для предотвращения адгезии.
3Изгиб алюминиевого листового металла
- V-образный изгиб: подходит для корпуса электрического корпуса равных правых конструкций, радиуса фила ≥1,5 раз толщины пластины.
- Изгибание катания: непрерывное прокат цилиндрических/конических деталей (например, кронштейн для лампы) с минимальнымизгибающий радиусr = 2t.
- Техническое ядро: Сервогинговая машина оснащена системой обратной связи в реальном времени с помощью моделирования CAE.
4Гидроформирование алюминиевого листового металла
- Принцип: давление переноса жидкой среды, уменьшение износа плесени, подходящее для сложной полой структуры.
- Корпус: аккумуляторный аккумулятор с новым энергопотреблением, ошибка универсации толщины стенки ≤0,1 мм.
- Требования к оборудованию: мониторинг флуктуаций давления в режиме реального времени (точность ± 0,5 МПа) для предотвращения перераспределения алюминиевых пластин.
Таблица сравнения выбора процессов
| Тип процесса | Основные преимущества | Алюминиевая адаптивность | Типичные приложения |
| БеременныйУпадение | Высокое качество поперечного сечения, подходящее для тонкой тарелки. | 0,1-2,0 мм алюминийлистовой металл. | Точная электроника. |
| Глубокий рисунок | После формирования скорость использования материала высока. | 0,5-4,0 мм алюминиевый материал. | Корпус аккумулятора. |
| Изгиб | Настраиваемая кривизна и гибкая производство. | Толщина всего алюминиялистовой металлПолем | Кроншет, изогнутая оболочка. |
| Гидроформирование | Сложная полая структура с однородной толщиной стенки. | Высокопрочный алюминиевый сплав 6-серии. | Новые энергетические автоматические компоненты. |
Основные моменты процесса штамповки алюминиялистовой металл:
- Адаптация материала: согласно требованиям продукта может быть выбрана 1 серия (чистый алюминий), 5 серий (Rust Presess), 6 -й серии (высокая прочность) алюминийлистовой металлПолем
- Управление отскоком: упругая деформация алюминиевых материалов смещена с помощью конструкции компенсации плесени (например, увеличение угла пребенда).
- Обработка поверхности: анодированная (твердость HV ≥150) илиПассивационное лечениеЧтобы улучшить коррозионную стойкость.
Какой процесс сварки подходит для оцинкованныхсХит металл?
Согласно технической способности JS Precision Manufacturing и характеристики оцинкованного листового металла, рекомендуются следующие методы сварки:
1Сварка пульса MIG
Цинковое покрытие на оцинкованной сталиметаллявляется летучим, а традиционная сварка MIG может легко производить устья.Pulse MIG уменьшает тепловой вход и помехи испарения цинка в пул расплава, контролируя форму волны тока при сохранении прочности сварки.
JS принимает Advanced MIG Equipment, поддерживает режим импульса, принимает профессиональные сварочные провода (содержащие кремний и алюминий), эффективно подавляет цинковый пары и повышает коррозионную стойкость сварных швов.
2Лазерная сварка
Лазерная луча с высокой энергией может быстро растопить металл, уменьшить зону теплового эффекта и избегать крупномасштабного окисления слоя цинка.Подходит для точной оцинкованной стали сваркиметаллКомпоненты, такие как автомобильные детали.
JS принимает высокопрофильную лазерную сварочную систему, которая может обрабатывать сложную геометрию, в сочетании с технологией мониторинга в реальном времени, чтобы обеспечить качество сварки и соответствовать требованиям строгого устойчивости ± 0,005 мм.
3Старочная сварка сопротивления
Подходит для тонкой оцинкованной сталиметалл(например, 0,5-3 мм), металл расплавляется in situ через мгновенное действие давления и тока электрода, а слой цинка сжимается под давлением, чтобы сформировать надежное соединение.
Автоматизированное сопротивление JSсварочное оборудованиеМожет точно контролировать параметры, время и ток, через систему шлифования электродов, продлить срок службы оборудования и адаптироваться к эффективному массовому производству оцинкованной сталиметалл Полем
Дополнительные преимущества для компании JS
- Предварительная обработка и после лечения: обеспечивает очистку поверхности (например, химическое удаление цинка) и услуги по послеочнениям для оцинкованной сталиметаллулучшить коррозионную стойкость и продлить срок службы компонентов.
- Диверсификация материалов: более 50 металлических материалов, в том числе оцинкованная стальметаллобрабатываются, поддерживают настройку изпрототипк массовому производству.
- Процесс окружающей среды: сокращение выбросов паров цинка с использованием технологии сварки сварки с низким содержанием загрязнения и систем восстановления выхлопных газов, в соответствии с целевой целью снижения 20%, установленной JS.
Каково влияние изгибающих форм на точность обработки?
Влияние изгибающей формы на точность обработки листового металла в основном отражается в следующих аспектах:
1Конструкция филе пресс -формырадиус
- Точность угла удара: если радиус филе формования слишком мал, он будет производить трещины в тарелке на складке.Если радиус слишком большой, теоретический угол изгиба может измениться (например, фактический угол изгиба формы 90 ° может стать 88 ° -89 °).
- Компенсация отскока: плесень должна разработать предварительный угол изгиба (например, добавить 2-3 °, чтобы компенсировать отскок алюминиевых пластин) на основе пластичности материала.
2Соответствующие зазоры плесени
- Слишком небольшой зазор: вызывая слишком много трения между тарелкой и плесенью, вызывая царапины илиповерхностные вмешательства, влияя на качество появления.
- Чрезмерный зазор: приводит к смещению скольжения пластины, что приводит к отклонениям угла изгиба (ошибка до ± 1 ° -2 °).
3Шероховатость поверхности плесени
- Высокая точная плесень: шероховатость поверхностиРаствор≤ 0,8 мкм, может уменьшить царапины пластин и улучшить плавность поверхности.
- Грубая: когда RA> 1,6 мкм, легко заставить металлический мусор прилипать к поверхности пластины, влияя на последующие процессы распыления или сварки.
4Материалы плесени и термообработка
- Твердость плесени: сталь плесени Cr12mov (HRC58-62) имеет срок службы более чем в три раза больше, чем у нормальной стали 45# и нелегко деформировать после долгого использования.
- Дефекты термической обработки: неоднородность для гашения плесени ускорит локальный износ и влияет на консистенцию изгиба.
5Износ плесени и техническое обслуживание
- Порог износа: когда лезвие плесени изнашивается более 0,1 мм, стабильность угла изгиба значительно уменьшается (например, от ± 0,5 ° до ± 2 °).
- Цикл технического обслуживания: рекомендуется проверять размер плесени каждые 5000 циклов обработки и ремонтировать или своевременно заменять.
6Соответствие толщины плесени и толщины тарелки
- Тонкая плита (≤ 1 мм): вставки сплава необходимы для предотвращения разрушения плесени из -за чрезмерной силы удара.
- Толстая плита ≥ 3 мм: необходимо добавить конструкцию прокладки в нижнюю часть формы для рассеивания давления и избежать слоя пластин.

Как выбрать толщину материала деталей листового металла?
Выбор толщины материала из листового металла требует всестороннего рассмотрения требований к функции, ограничений процесса и экономики.Диаграмма листового металлаявляется основным инструментом для руководства выбором.Вот ключевые шаги и основные моменты:
1Уточнить сценарии приложения и требования к загрузке
- Статические нагрузки (такие как кронштейны и раковины): прочность урожая диаграммы из листового металла,Выберите минимальную толщину, которая может противостоять ожидаемой нагрузке.
- Динамическая нагрузка (например, автомобильное шасси): необходимо рассчитать прочность усталости, обычно на 20-30% больше, чем статическая нагрузка.
- Например, если электрический корзин подвергается концентрированной нагрузке 50 кг, в соответствии с диаграммой датчика, сталь SPC Steel 1,5 мм соответствует требованиям прочности изгиба.
2Соответствующий диапазон производственного процесса
| Тип процесса | Применимыйизмерятьдиапазон | Ограничения процесса |
| Лазерная резка | 0,1 мм-20 мм | Скорость резки толстой пластины уменьшается, и риск тепловой деформации великолепен. |
| Изгиб | 0,5 мм-6 мм | Угол V-mold должен быть отрегулирован до толщины (например, с использованием 80 ° V-молда, чтобы сделать 6-миллиметровую пластину). |
| Глубокая штамповка | 0,6 мм-3 мм | Скорость удлинения материала должна составлять ≥20% (например, алюминиевый сплав 5052). |
Диаграмма манометра листового металла будет указывать на рекомендуемый диапазон толщины для различных процессов, таких как 0,8 мм-3 мм для изгиба алюминиевого листового металла (1060).
3Стоимость баланса и использование материалов
- Тонкийтарелки(≤1 мм): низкая стоимость, но легко деформированная, подходит для большого количества компонентов нагрузки (например, компьютерного шасси).
- Толстые пластины (≥4 мм): затраты на материал и сложность обработки высоки и требуют оптимального отбора через диаграмму калибра (например, замена 4 -миллиметровых пластин на 3 мм пластины и подкрепление).
- Экономическая толщина: См. Стандарт отраслилистовой металлТехнические характеристики, такие как обычно используемый 1,0 мм-1,5 мм оцинкованный листовой металл в автомобильной промышленности, для сбалансировки прочности и затрат.
4Рассмотрим влияние технологии подключения
- Сварка: когда разница в толщине пластин составляет более 30%, требуется шаг сварка или обработка канавки (например, перекрестное проход между 2 мм и 1,5 мм пластины).
- Заклепки: общая толщина пластины в ≤3 раз превышающего заклепка диаметром (например, M5 заклепок для алюминиевых пластин ≤1,5 мм толщиной).
Применение диаграммы листового металла
| Тип материала | Калибровочный номер | Фактическая толщина (мм) | Типичное использование |
| SPCC холодная сталь | 18 | 1.2 | Электрические корпуса и полки. |
| AL1100 Алюминиевый листовой металл | 20 | 0,9 | Радиатор, электронный корпус устройства. |
| SUS304 нержавеющая сталь | 16 | 1.0 | Медицинское оборудование, продовольственное оборудование. |
Каковы причины выбора изготовления листового металла JS?
1Точность производства и контроль качества
JS использует импортированныйлазерная резкаОборудование с точностью ± 0,005 мм, намного превышающих отраслевых стандартов (традиционные изготовления из листового металла, как правило, составляет ± 0,02 мм), особенно для точной электроники (например, радиатора сотового телефона) и аэрокосмических компонентов, и решает задачу деформации высокопрочных стальных и алюминиевых сплавов.
| Сравнение пунктов | Изготовление листового металла JS | Другие изготовления из листового металла |
| Точность резки | ± 0,005 мм (лазерная резка) | ± 0,02 мм-0,05 мм (традиционная машина штамповки с ЧПУ) |
| Точность компенсации восстановления | Компенсация алгоритма ИИ, ошибка ± 0,01 мм. | Ручная регулировка, ошибка> 0,1 мм. |
| Качество поверхности | Зона теплового эффекта <0,1 мм, без заусенцев. | Берры были очевидны и нуждались в полировке. |
2Скорость доставки и производительность
Стандартизированные заказы JS могут быть доставлены в течение 1-2 недель, а срочные заказы могут быть возвращены в течение 24 часов, что сокращено время ожидания на 30%.Сотрудничество с несколькими процессами (сокращение+изгиб+сварка) достигается синхронно, увеличивая общую эффективность на 30-50%.
| Сравнение пунктов | Изготовление листового металла JS | Другие изготовления из листового металла |
| Стандартное время доставки | 1-2 недели. | 3-4 недели. |
| Небольшой партийный ответ | 24-часовая экспресс-доставка. | Замена плесени занимает 1-2 часа и подходит только для массовой замены. |
| Процесс сотрудничества | Много процесса параллельная обработка. | Один процесс производится поэтапно. |
3Выбор материала и оптимизация затрат
Есть более 50 видов металлического инеметаллические материалыв JS, а уровень использования материалов превышает 92%.
| Сравнение пунктов | Изготовление листового металла JS | Другие изготовления из листового металла |
| Количество материального склада | Более 50 сортов (включая специальные доски). | 10-20 типов (только обычные металлы). |
| Уровень использования материалов | 92% + (оставшийся материал разумно сопоставлен). | 80-85% (в зависимости от закупок с фиксированной спецификацией). |
| Контроль затрат | Утилизация избыточных материалов может снизить затраты на 15%. | Материальные отходы широко распространены, а систематическая оптимизация отсутствует. |
4Технологические инновации и обновление процесса
JS вводит систему коррекции зрений искусственного интеллекта и устройства для самостоятельного избавления для поддержки сложного формирования поверхности и обеспечения интегрированных решений.
| Сравнение пунктов | Изготовление листового металла JS | Другие изготовления из листового металла |
| Технические возможности | ИИ исправляет + автоматически изгибается. | Ручная корректировка является основным направлением. |
| Процесс инновации | Поддержка нерегулярных деталей/поверхностей. | Только для плоского/простого изгиба. |
| Проверка моделирования | Встроенная система моделирования CAE. | Нет возможности моделирования, методом проб и ошибок. |
5Глобальные возможности обслуживания
JS поддерживает многоязычные чертежи и глобальное отслеживание логистики (выделенная линия DHL/UPS) и обслуживает клиентов в более чем 30 странах.
| Сравнение пунктов | Изготовление листового металла JS | Другие изготовления из листового металла |
| Объем услуг | Глобальная доставка (более 30 стран). | Только местные или региональные рынки. |
| Поддержка связи | Многоязычный рисунок и техническая команда. | Английские документы основаны на третьем переводе. |
| Время доставки | Международные заказы занимают от 4 до 6 недель. | Субподряда вызывает задержки третьим лицам. |
Краткое содержание
В области промышленного производства изготовление листового металла стала незаменимым техническим столбом в современной промышленной системе из -за разнообразных сценариев применения и обширных сценариев применения.
Обработка листового металла включает в себя резку, изгиб листового металла, штампование, сварку и другие основные процессы, листы листовых металлов в функциональную и эстетическую комбинацию структурных компонентов. Каким бы ни был материал, идеальный баланс может быть достигнут путем оптимизации процесса ивыбор материалаПолем
JS Precision Manufacturing имеет 20 -летний опыт работы в отрасли и интеллектуальную производственную систему, которая поднимает традиционную обработку листовых металлов на новый уровень. Он переопределяет технические границы и стандарты стоимости обработки листовых металлов, предоставляя глобальным клиентам универсальные решения в диапазоне от проектирования прототипа домассовое производствос крайней точностью, адекватной адаптивности материала и концепций зеленого производства.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Какова общая точность обработки листового металла?
Лазерная резка до ± 0,005 мм, сгибание с ЧПУ до ± 0,02 мм, традиционная штамповка до ± 0,1 мм. Высококачественное оборудование в сочетании с алгоритмами искусственного интеллекта может преодолеть точность уровня микрона и соответствовать сценариям с высоким спросом, такими как точная электроника и аэрокосмическая промышленность.
2. Какова разница между лазерной резкой и традиционной штампочки?
Высокая точная лазерная резка (± 0,02 мм), форма не требуется, подходит для нерегулярных отверстий.Парень зависит от умирания, низкой стоимости, подходящей для крупномасштабной резки провода.
3. Почему автомобильная промышленность широко использует изготовление листового металла?
Благодаря своей легкой, высокой прочности и высокой эффективности, автомобильная промышленность полагается на обработку листового металла, чтобы быстро сформировать сложные компоненты, такие как кузова и шасси, при этом учитывая контроль затрат и крупномасштабные потребности в производстве.
4. Почему изготовление листового металла считается зеленым производством?
Обработка листового металла уменьшает загрязнение и отходы за счет увеличения использования материалов (отходов), низкого потребления энергии и мер защиты окружающей среды.Реализуйте переработку ресурсов и более чистое производство в сочетании с сертификацией ISO 14001.
Ресурсы
Цифровое моделирование и изготовление

