

两块看似完全相同的金属,一块在微观层面上拥有月球般的表面,另一块则光滑如镜。如果将它们用于高速运转的发动机,前者可能会因过度摩擦而过早失效,而后者则会悄无声息地进入其预期的使用寿命。这种微米级的差异往往决定了产品的成功、声誉和成本。
这是一门表面处理科学,也是一门艺术。它直接影响零件的磨损、密封性、耐腐蚀性、疲劳强度和外观。
这本手册将揭秘表面光洁度图表的所有秘密,从破解复杂的符号到兼顾成本效益,助您每次都能做出最明智的制造决策。这本手册将帮助您掌握基础知识,并运用 JS 的专业服务来提升零件质量。
核心答案摘要
| 比较方面 | 宏观精加工 | 微精加工 |
| 重点 | 几何形状、平面度和轮廓等整体形状特征。 | 表面特征,例如微观的峰谷、粗糙度和波纹度。 |
| 测量工具 | 坐标测量机(CMM)、光学平板、千分尺。 | 表面粗糙度测试仪(轮廓仪)、原子力显微镜(AFM)。 |
| 特性参数 | 直线度、平面度、毫米(mm)单位。 | Ra、Rz、Rq 等,微米 (μm) 或微英寸 (μin) 单位。 |
| 影响因素 | 机床精度、刀具挠度、热应力。 | 刀具形状、进给速度、切削参数、磨料粒度。 |
| 主要目的 | 确保零件正确安装并正常运转。 | 优化摩擦、润滑、疲劳寿命、外观和密封性能。 |
为什么要相信本指南?JS技术团队图表解读
JS技术团队拥有超过15年的表面处理实践经验,优化了航空航天精密铝合金零件的表面光洁度,使其在高压、高海拔环境下具有良好的密封性能。此外,我们还解决了汽车行业发动机缸体表面纹理的难题,提升了散热效率,延长了使用寿命。
我们多年来为 30 多个行业的客户提供服务,并对超过 100,000 个零件进行了表面处理,积累了针对不同材料和不同操作条件进行表面处理的丰富经验。
本指南是我们团队基于众多权威表面光洁度图表,结合实践经验和专业知识精心编制而成的。无论您是需要指定合适的表面光洁度参数,还是需要解决现有的表面质量问题,本指南都是一份可靠的指南。
JS 拥有深厚的行业专业知识和丰富的零件表面处理经验,可提供定制的表面处理制造解决方案。选择我们的在线表面处理服务,让我们经验丰富的团队满足您的制造需求。
什么是表面光洁度?为什么它是制造业的“指纹”?
表面光洁度是加工产品的微观几何特性。它如同制造过程中的“指纹”,揭示了加工工艺、材料特性和目标应用,让您能够控制零件的质量和性能。
基本定义
表面光洁度衡量的是部件表面的光滑度和平面度。除了外观之外,它还直接影响密封性、耐磨性和耐腐蚀性。例如,密封件需要高光洁度才能紧密密封,而磨损部件则需要恰到好处的粗糙度来改善摩擦力。
核心组成
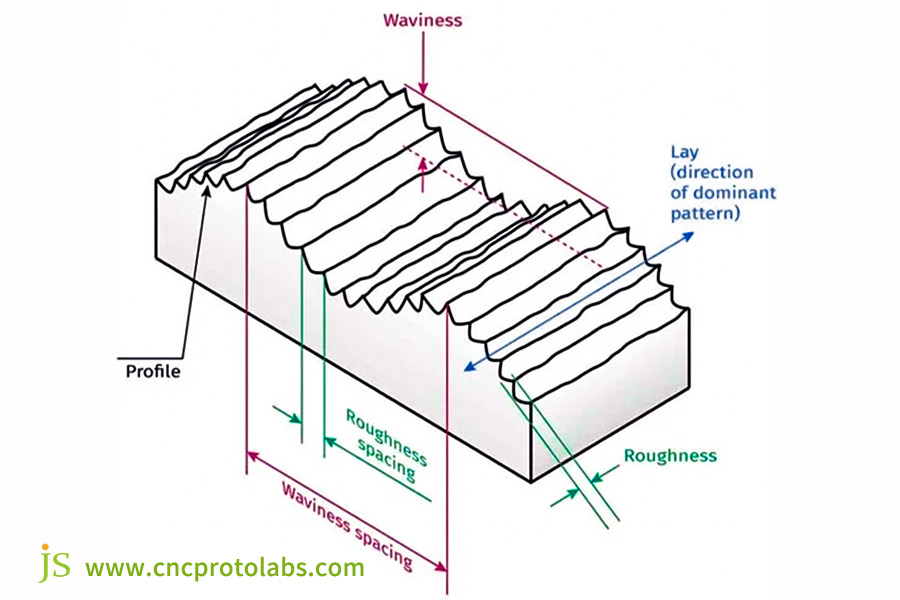
- 粗糙度:波长为 0.001-0.1 毫米的微观表面不规则性,由加工刀具痕迹(例如铣刀痕迹)造成。
- 波纹:由于设备振动和零件刚度不足而产生的波长为0.1-10mm的中观起伏,影响装配精度和外观。
- 纹理:加工痕迹的方向性(例如车床圆形痕迹和铣床平行痕迹)决定了耐磨性和密封性能。例如,如果密封面的纹理与流动方向平行,则可能会增加泄漏风险。
量化触觉:如何准确测量表面粗糙度
为了确保零件的表面光洁度达到要求,首先必须准确测量表面粗糙度。测量方法有三种,每种方法都适用于特定的情况,您可以根据需要选择其中一种:
| 测量方法 | 优势 | 弱点 | 用途 |
| 接触式测量 | 准确、可重复的数据。 | 速度慢,可能会划伤表面。 | 精密零件(轴承、密封件)。 |
| 非接触式测量 | 速度快,无表面损伤。 | 昂贵的设备,对光非常敏感。 | 软质材料部件轻柔成型(塑料、铜)。 |
| 比较法 | 操作简单,价格便宜。 | 粗略的结果,取决于操作员。 | 初步检查,快速批量检查。 |
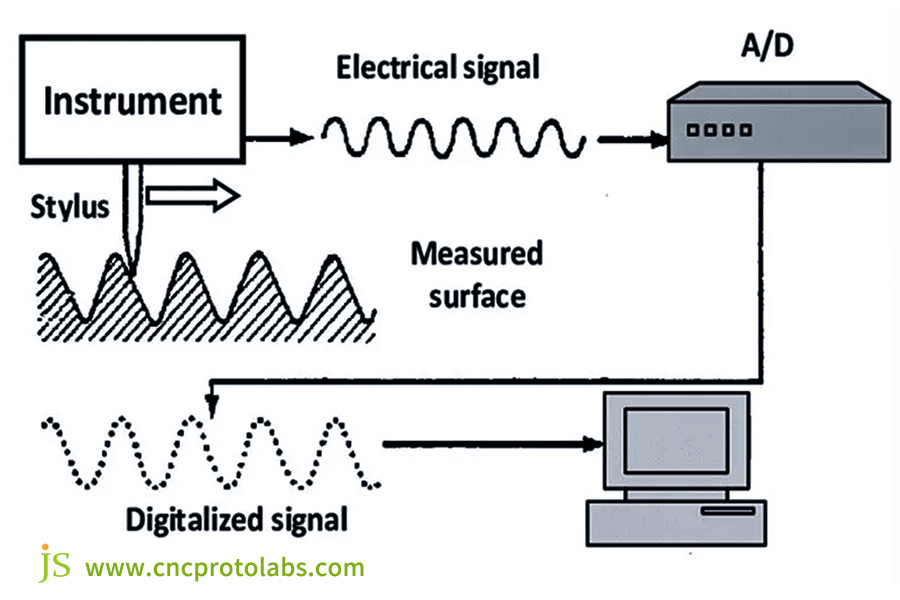
- 接触式测量是普遍使用的方法,通过探头移动记录表面起伏来计算粗糙度。
- 非接触式测量是一种采用激光和光学技术的高科技方法。
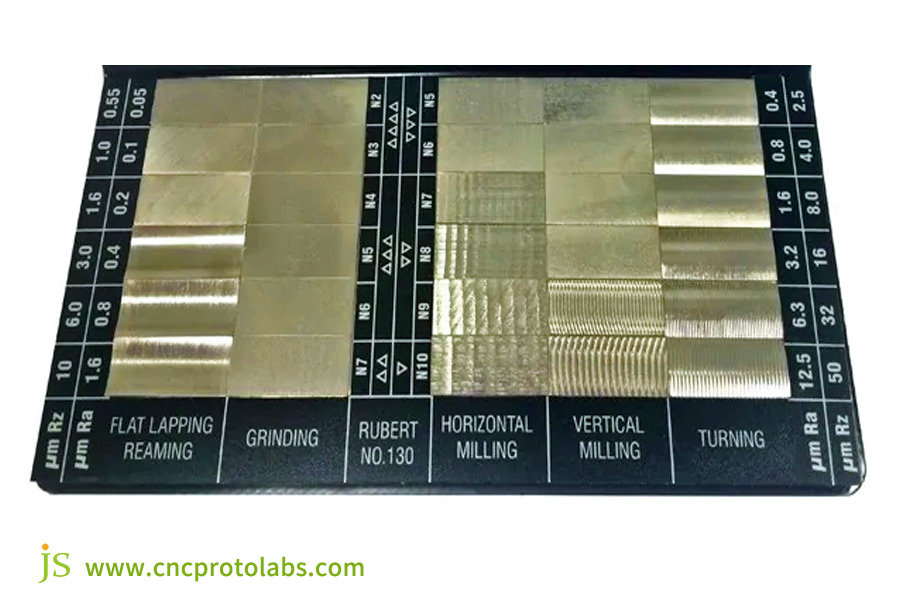
- 比较法采用表面粗糙度比较样品(Ra模板),通过目视、手感比较来确定等级。
JS 提供专业的接触式和非接触式测试仪器,为您的表面处理部件提供精确的粗糙度测量。我们还提供在线表面处理服务,让您随时查看测试结果。
破解“密码”:翻译表面处理符号和缩写
工程图纸上的表面处理符号和缩写是一种“代码”。理解它们的含义对于准确解释要求至关重要。
基本符号详解
- √:通用符号,表示需要加工的表面,但不指定具体的工序。
- √ 带破折号:必须带走材料(例如,铣削、磨削、车削)。
- √ 带圆圈:不需要去除材料(例如,锻件或铸件的铸态表面,或注塑塑料部件的表面)。
- 带有球形符号(Ø)的√:球面,要求粗糙度指标。
参数缩写要求
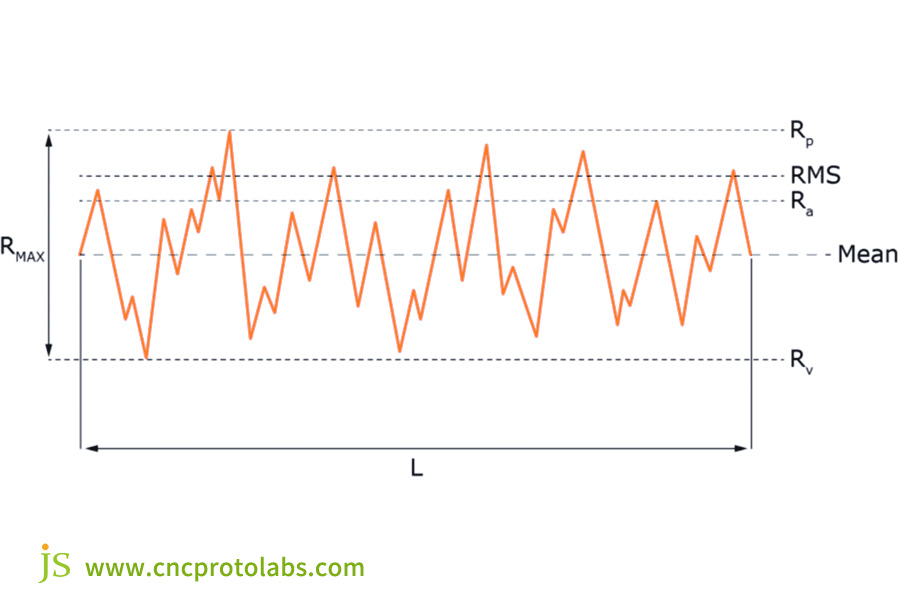
- Ra(算术平均偏差):轮廓上各点在取样长度内到参考线距离的算术平均值。这是最常见的测量值,该值越低,表面越光滑(例如,Ra 0.8μm 比 Ra 3.2μm 更光滑)。
- Rz(最大高度):取样长度内最大峰高与最大谷深之和。适用于承受冲击载荷的部件。
- Rq(均方根偏差):采样长度内轮廓点与参考线距离平方的算术平均值的平方根,对峰谷更敏感,反映更全面。
- 不太常见但关键的参数: Rsk(偏度)表示轮廓不对称性(正数表示多个波峰,负数表示多个波谷)。Rku (峰度)表示轮廓锐度(数值较大表示磨损加剧)。
符号解释示例
以“√̄Ra 0.8μmRz 6.3μm∥2.5mm”为例:
- “√̄”表示必须去除材料。
- “Ra 0.8μm”是算术平均偏差。
- “Rz 6.3μm”是最大高度。
- “∥”表示纹理与视图平面平行。
- “2.5mm”为取样长度。
JS 工程师精通各种表面处理的缩写和符号,可以帮助您正确解读图纸规格。我们还提供定制表面处理制造服务,根据您的符号要求定制加工解决方案,确保零件按照设计规格制造。
通用语言:主关键表面处理标准
每个国家和行业都有特定的表面光洁度标准。了解这些标准可以避免协作中的混淆和损失:
| 标准型 | 主要标准编号 | 核心功能 | 适用地区/行业 |
| 国际标准(ISO) | ISO 4287 | 标准化和通用的参数,具有明确的 Ra/Rz 定义和测量。 | 全球(主要是欧洲和亚洲)。 |
| 美国标准(ASME) | ASME B46.1 | 具体的纹理方向和加工方法符号。 | 适合美国和北美。 |
| 行业特定标准 | 医疗:ISO 10993-1 | 高品质,强调无菌性和生物相容性。 | 用于医疗器械行业。 |
| 行业特定标准 | 航空航天:SAE AS9100 | 耐腐蚀、耐磨,适用于极端环境。 | 用于航空航天工业。 |
表面处理成本驱动因素——深入分析
成本是选择表面处理的一个因素,经验法则通常是“越光滑,越昂贵”。了解成本驱动因素将使您能够在满足功能要求的同时优化成本。
“越顺利,越昂贵”的规则
Ra 为 3.2μm( 常规铣削)的每个零件的成本约为 5 美元, Ra 为 0.8μm(铣削+精铰)的成本约为 8 美元,Ra 为 0.025μm(镜面抛光,多步骤)的成本将超过 20 美元。
成本驱动因素
- 加工时间:光洁度越高,所需的操作越多,加工时间也越长(例如,Ra 3.2→0.8需要精铰,增加加工时间30%以上)。
- 设备投资:精密加工和测量工具价格昂贵(例如,非接触式激光测量工具比传统接触式仪器的价格高出 50% 以上)。
- 材料去除:高精度加工需要额外的材料去除(例如,从 Ra 0.4 的不锈钢中去除的材料比从 Ra 1.6 的不锈钢中去除的材料多 20%)。
- 劳动力成本:高精度加工需要使用熟练的技术人员,这会增加劳动力成本。
主要建议
定义“足够好”而不是“最好”的完成度。非常高昂的完成度往往成本高昂,且无需提升功能性。
例如,虽然典型的支架 Ra 6.3μm 是可以接受的,但坚持 Ra 0.8μm 只会增加不必要的成本。在确定合适的光洁度之前,应与制造商沟通零件的功能要求,例如密封性和耐磨性。
JS 可以为您提供开放式的表面处理报价。我们将根据您的功能需求推荐合适的表面处理等级,在控制成本的同时,保持零件性能,避免不必要的开支。
超越平面:复杂曲线和内部通道的表面光洁度挑战
许多零件包含复杂表面、深孔和小螺纹等结构。这些“隐藏”表面对于性能至关重要(例如,管道内壁会影响流体流动),但测量和处理起来却很困难。
问题
传统的接触式探头无法穿透弯管、深孔或螺纹间隙,也无法完全接触复杂的齿轮齿面,因此测量结果存在误差。不良的表面光洁度很容易导致流体流动问题和部件过早磨损。
例如,液压系统中弯曲管道的表面光洁度差可能会增加流体流动阻力、留存污染物并缩短系统寿命。
创新解决方案
1.复制技术:
用特制的胶片复制表面轮廓,揭下胶片后用普通设备测量即可间接获得粗糙度,该技术可用于深孔、弯管等加工,操作简单,成本低廉。
2. 3D光学扫描:
采用高精度机器扫描并生成3D模型。使用专用软件检查粗糙度。该过程快速精确,适用于不规则曲线和复杂的齿轮齿面。
实现目标:指定表面光洁度的关键考虑因素
为了满足表面光洁度需求,您需要仔细分析以下参数并建立合理的要求:
确定零件的功能要求
功能是关键问题:密封件(例如液压阀密封表面)需要 Ra 为 0.8μm 或更小以实现适当配合和零泄漏,磨损部件(例如滚动轴承表面)需要 Ra 为 0.4-1.6μm 以最大限度地提高摩擦和磨损率(太高会导致打滑,太低会导致磨损)。
考虑材料特性
不同材料的加工难度和光洁度要求各不相同:铝合金较软,Ra值容易达到0.4μm;不锈钢较硬,要达到0.4μm的Ra值需要更多工序和技术,成本也更高。在指定材料时,必须注明材料特性,以确保要求切实可行。
成本与性能的平衡
提高光洁度会提高成本,因此必须权衡利弊。例如,对于装饰部件,Ra 6.3μm 的视觉效果令人满意。虽然 Ra 0.8μm 的外观效果更好,但成本高昂,且性能没有提升。因此,应选择较低的光洁度。
确定加工技术的可行性
不同工艺的光洁度范围各不相同:铣削(Ra 1.6-6.3μm)、磨削(Ra 0.2-1.6μm)和抛光(Ra 0.025-0.2μm)。请勿使用无法实现或成本过高的要求。例如,通过铣削工艺实现 Ra 0.2μm 的要求是不现实的。
JS 可以根据您部件的功能要求、材料特性、成本承受能力以及工艺的可加工性,为您提供专业的表面处理要求。您也可以通过我们的在线表面处理服务,快速搜索合适的表面处理图表,以帮助您实现目标。
案例研究回顾:毫米之战——液压阀组表面光洁度的救赎
客户痛点
某液压系统厂家生产的阀组原本正常,但出现严重的内泄漏,系统故障率高达20%,客户投诉频繁,每月售后费用高达5万美元以上。
厂家首先怀疑是密封圈质量问题,更换了多个品牌都没能解决问题,最终发现是密封面的问题。
问题分析
JS 工程师检查了故障的阀组,发现密封槽底部的光洁度仅为 Ra 3.2μm (轧机标准),且存在较大的振纹(波纹)。粗糙表面的微小凹陷阻碍了密封圈完全变形和填充,导致高压油沿着微小的泄漏路径逸出。
JS的解决方案
1.重新定义标准:根据密封要求,密封面光洁度由“铣削”(Ra 3.2μm)提高到Ra 0.8μm ,并对光滑密封面提出了波纹度≤5μm的新要求。
2、工艺变更:由“一次铣削工艺”改为“铣削+精铰”。先用铣削去除大部分材料,再对密封槽底部进行精铰,刮除刀痕和振痕,提高表面光洁度。
3. 成本权衡:工艺变更后,单个阀块的加工时间延长了40%,成本从23美元增加到20美元(成本增加了15%)。然而,客户原本每个缺陷阀块的售后维修成本高达100美元,新增的加工成本远远超出了售后节省的成本。
最终结果
改进后,所有阀块的密封面光洁度均符合规格,泄漏故障率几乎为零,每月售后费用从 50,000 美元降低到不到 1,000 美元。
客户满意度和品牌声誉大幅提升,订单量增加30%,售后服务费用也相应减少,总体成本也随之降低。此案例验证了正确指定表面光洁度的巨大价值。
常见问题解答
问题1:我在图纸上标注了“抛光”,这样可以吗?
远远不够!“抛光”是一个主观且定性的术语,不同供应商的期望值差异很大。这种规范很容易导致零件表面质量不佳,从而引发争议和制造错误。一个好主意是用明确的数值(例如,Ra 0.4μm)来指定要求,以便供应商能够始终如一地了解需求。
问题 2:如果我无法给出准确的 Ra 值怎么办?
理想的做法是提供零件的功能要求或样品以供参考。如果功能和使用条件已确定,供应商可以根据这些参数推荐合适的表面处理等级。如果提供了合格的样品,供应商可以接受样品参数,以确保生产的零件与样品完全一致。
Q3:我需要提供什么才能获得准确的报价?
您必须提供清晰的二维工程图纸,并清晰标注:表面粗糙度符号及数值、材料类型及硬度、需要达到特定光洁度的表面以及年产量需求。JS 平台工程师将结合这些信息及其自身的加工能力,为您推荐最佳的表面处理工艺,并为您提供精准的报价。
概括
表面光洁度不仅仅是图纸上的美观注释,更是设计和制造之间重要的性能契约。熟练掌握其术语、成本和影响对于实现最佳产品优化、成本控制和可靠性至关重要。它告诉我们,精度实际上取决于肉眼无法观察到的微小细节。
JS 提供全方位服务,从表面光洁度测量、工艺开发到最终加工。无论您需要标准表面光洁度零件还是定制表面光洁度制造,我们都能凭借专业知识和深刻理解满足您的需求。
我们在线提供的表面处理服务,让您随时监控进度,透明的表面处理价格让您掌控成本。选择 JS,您无需承担表面处理费用,就能将产品质量提升到更高水平。

免责声明
本页内容仅供参考。JS服务不就信息的准确性、完整性或有效性提供任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过巨盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方应自行承担责任。索取零件报价明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家专注于定制制造解决方案的行业领先公司。我们拥有超过20年的经验,服务超过5,000家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压等一站式制造服务。
我们的工厂配备了超过100台先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家的客户提供快速、高效、高品质的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的速度在24小时内交付,满足您的需求。选择JS科技,就意味着选择高效、品质和专业。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

