

Due pezzi di metallo apparentemente identici, uno con una superficie lunare a livello microscopico, l'altro liscio come uno specchio. Se impiegati in un motore ad alta velocità, il primo potrebbe guastarsi prematuramente a causa dell'eccessivo attrito, mentre il secondo raggiungerà silenziosamente la sua durata prevista. Questa differenza micrometrica spesso determina il successo, la reputazione e il costo di un prodotto.
Questa è la scienza e l'arte della finitura superficiale. Influisce direttamente sull'usura, sulla tenuta, sulla resistenza alla corrosione, sulla resistenza alla fatica e sull'aspetto di un componente.
Questo opuscolo vi svelerà tutti i segreti delle tabelle di finitura superficiale , dalla decifrazione di simboli difficili alla riflessione in termini di economicità, in modo da poter effettuare ogni volta le scelte di produzione più intelligenti. Questo opuscolo vi permetterà di acquisire le competenze di base e di applicare i servizi specialistici di JS per migliorare la qualità dei componenti.
Riepilogo delle risposte principali
| Aspetti di confronto | Finitura macro | Microfinitura |
| Messa a fuoco | Caratteristiche di forma globali quali geometria, planarità e contorno. | Caratteristiche della superficie quali picchi e valli microscopici, rugosità e ondulazione. |
| Strumenti di misura | Macchina di misura a coordinate (CMM), piano ottico, micrometro. | Misuratore di rugosità superficiale (profilometro), microscopio a forza atomica (AFM). |
| Parametri caratteristici | Unità di misura di rettilineità, planarità, millimetri (mm). | Ra, Rz, Rq, ecc., Unità micrometriche (μm) o micropollici (μin). |
| Fattori di influenza | Precisione della macchina utensile, flessione dell'utensile, stress termico. | Forma dell'utensile, velocità di avanzamento, parametri di taglio, grana abrasiva. |
| Scopo primario | Assicurarsi che i componenti siano montati correttamente e funzionino correttamente. | Ottimizzare l'attrito, la lubrificazione, la resistenza alla fatica, l'aspetto e le prestazioni di tenuta. |
Perché fidarsi di questa guida? Interpretazione del grafico del team tecnico JS
Il team tecnico di JS vanta oltre 15 anni di esperienza pratica nel trattamento delle superfici. Abbiamo ottimizzato la finitura superficiale di componenti di precisione in lega di alluminio per il settore aerospaziale, garantendo prestazioni di tenuta ad alta pressione e alta quota. Abbiamo anche risolto il problema della texture superficiale del blocco motore per l'industria automobilistica, migliorando l'efficienza di dissipazione del calore e prolungandone la durata.
Nel corso dei nostri anni di attività abbiamo servito clienti in oltre 30 settori e realizzato oltre 100.000 parti con finitura superficiale, accumulando una vasta esperienza nel trattamento della finitura superficiale per diversi materiali e diverse condizioni operative.
Questa guida è il frutto dell'esperienza pratica e delle conoscenze specialistiche del nostro team , basate su una serie di autorevoli tabelle di finitura superficiale. Che dobbiate specificare i parametri di finitura superficiale appropriati o risolvere problemi di qualità superficiale esistenti, questa guida è una guida affidabile.
JS, con una vasta competenza nel settore e una consolidata esperienza nella finitura superficiale di componenti, è in grado di fornire soluzioni di produzione personalizzate per la finitura superficiale. Scegliete i nostri servizi di finitura superficiale online e lasciate che il nostro team esperto si occupi delle vostre esigenze produttive.
Cos'è la finitura superficiale? Perché è un'"impronta digitale" di produzione?
La finitura superficiale è la caratteristica geometrica microscopica di un prodotto lavorato. Come un'"impronta digitale" di produzione, rivela la tecnologia di lavorazione, le caratteristiche del materiale e l'applicazione finale, consentendo di controllare la qualità e le prestazioni del componente.
Definizione di base
La finitura superficiale misura la levigatezza e la planarità della superficie di un componente. Oltre all'aspetto, influisce direttamente anche sulla tenuta, sulla resistenza all'usura e sulla resistenza alla corrosione. Le guarnizioni, ad esempio, richiedono un'elevata finitura per garantire una tenuta ermetica, mentre le parti soggette a usura richiedono la giusta quantità di rugosità per migliorare l'attrito.
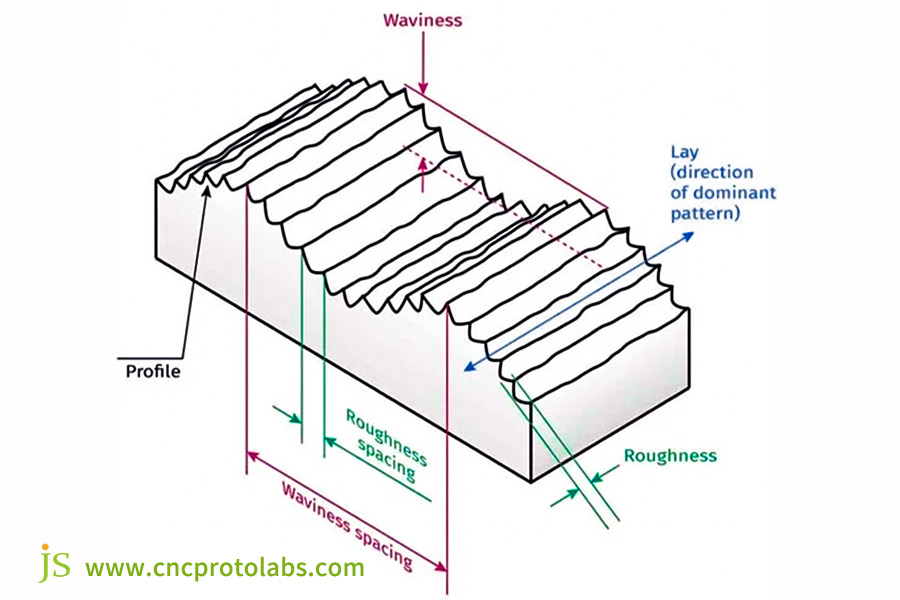
Composizione del nucleo
- Rugosità: irregolarità superficiali microscopiche con una lunghezza d'onda di 0,001-0,1 mm , derivanti dai segni degli utensili di lavorazione (ad esempio, segni di fresa ).
- Ondulazione: ondulazioni mesoscopiche con una lunghezza d'onda di 0,1-10 mm , derivanti da vibrazioni dell'attrezzatura e rigidità insufficiente delle parti, che influiscono sulla precisione e sull'aspetto dell'assemblaggio.
- Texture: la direzionalità dei segni di lavorazione (ad esempio, segni circolari di tornitura e segni paralleli di fresatura) determina la resistenza all'usura e le prestazioni di tenuta. Ad esempio, se la texture della superficie di tenuta è orientata parallelamente alla direzione del flusso, potrebbe aumentare il rischio di perdite.
Quantificazione della sensazione tattile: come misurare con precisione la rugosità superficiale
Per garantire che la finitura superficiale del componente sia quella desiderata, è necessario innanzitutto misurare accuratamente la rugosità della superficie. Esistono tre metodi di misurazione, ognuno dei quali è appropriato a una specifica situazione; è possibile selezionarne uno in base alle proprie esigenze:
| Metodo di misurazione | Punti di forza | Punti deboli | Usi |
| Misurazione del contatto | Dati accurati e ripetibili. | Lento, potrebbe graffiare la superficie. | Parti di precisione (cuscinetti, guarnizioni). |
| Misurazione senza contatto | Rapido, senza danni alla superficie. | Attrezzatura costosa, molto sensibile alla luce. | Parti in materiale morbido modellate delicatamente (plastica, rame). |
| Metodo di confronto | Semplice da usare, economico. | Risultati approssimativi, dipendenti dall'operatore. | Controlli iniziali, controllo rapido dei lotti. |
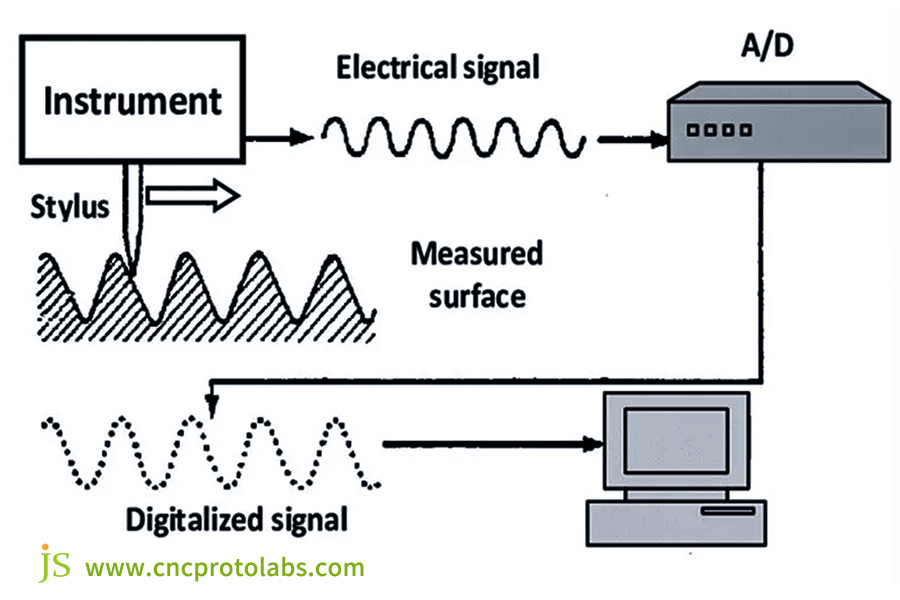
- Il metodo prevalente è la misurazione a contatto, che calcola la rugosità passando una sonda per registrare le ondulazioni della superficie.
- La misurazione senza contatto è un metodo ad alta tecnologia che impiega la tecnologia laser e ottica.
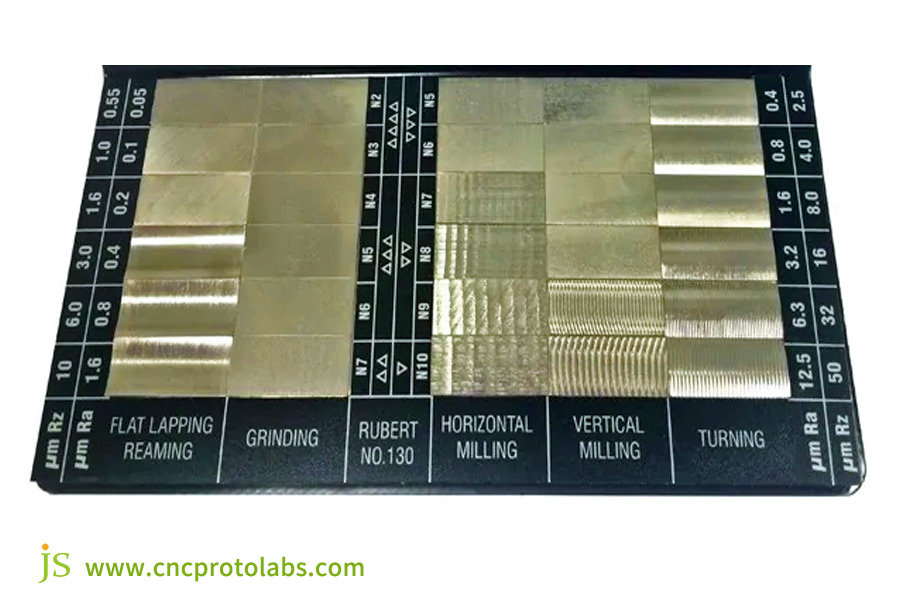
- Il metodo di confronto impiega un campione di confronto della rugosità superficiale (modello Ra) per determinare il grado mediante confronto visivo e tattile.
JS offre strumenti di prova professionali, a contatto e senza contatto, per fornirvi misurazioni accurate della rugosità dei vostri componenti con finitura superficiale . Offriamo anche servizi di finitura superficiale online, che vi consentono di accedere ai risultati dei test in qualsiasi momento.
Rompere il "codice": traduzione dei simboli e delle abbreviazioni delle finiture superficiali
I simboli e le abbreviazioni delle finiture superficiali sui disegni tecnici sono un "codice". Capire di cosa si tratta diventa fondamentale per interpretare correttamente i requisiti.
Descrizione dettagliata dei simboli di base
- √: Simbolo generico, che indica una superficie da lavorare, ma non specifica un processo specifico.
- √ con un trattino: il materiale deve essere portato via (ad esempio, fresatura, rettifica, tornitura).
- √ con un cerchio: la rimozione del materiale non è necessaria (ad esempio, la superficie grezza di una forgiatura o di una fusione, o la superficie di una parte in plastica stampata a iniezione ).
- √ con simbolo sferico (Ø): superficie sferica, che richiede un indicatore di rugosità.
Abbreviazioni dei parametri richieste
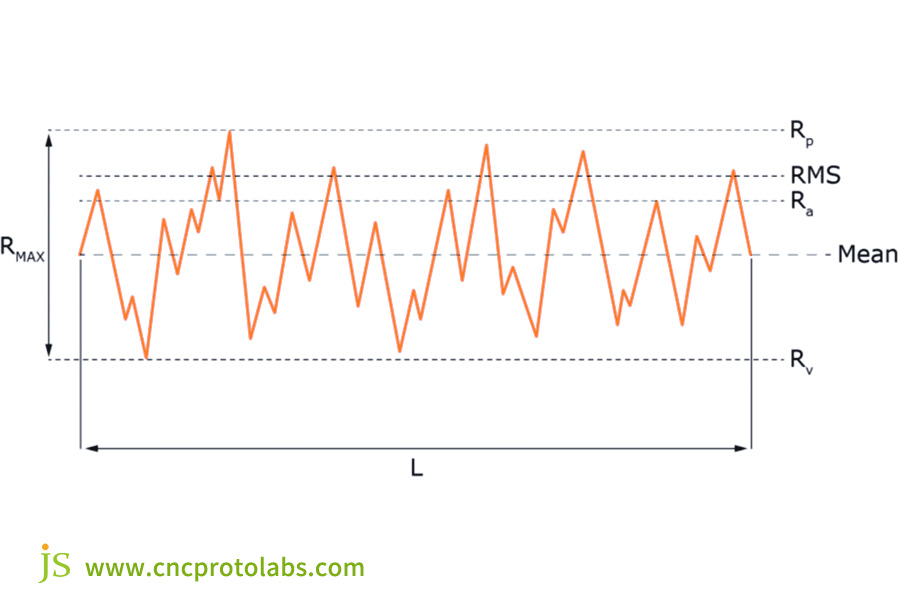
- Ra (Deviazione Media Aritmetica): la media aritmetica della distanza dei punti di un contorno dalla linea di riferimento nella lunghezza di campionamento. È la misura più comune: più basso è questo valore, più liscia è la superficie (ad esempio, Ra 0,8 μm è più liscia di Ra 3,2 μm).
- Rz (altezza massima): somma dell'altezza massima del picco e della profondità massima della valle all'interno della lunghezza di campionamento. Applicato ai componenti soggetti a carico d'impatto.
- Rq (Root Mean Square Deviation): radice quadrata della media aritmetica dei quadrati delle distanze tra i punti del contorno e la linea di riferimento entro la lunghezza di campionamento, che è più sensibile ai picchi e alle valli e riflette in modo più completo.
- Parametri meno comuni ma fondamentali: Rsk (asimmetria) indica l'asimmetria del profilo (i valori positivi indicano più picchi, i valori negativi indicano più depressioni). Rku (curtosi) indica la nitidezza del profilo (i valori grandi indicano una maggiore usura).
Esempio di interpretazione dei simboli
Prendiamo come esempio "√̄ Ra 0,8μm Rz 6,3μm ∥ 2,5mm" :
- "√̄ " indica che il materiale deve essere rimosso.
- "Ra 0,8μm" è la deviazione media aritmetica.
- "Rz 6,3μm" è l'altezza massima.
- "∥" indica che la texture è parallela al piano visivo.
- "2,5 mm" è la lunghezza di campionamento.
Gli ingegneri JS conoscono diverse abbreviazioni e simboli per diverse finiture superficiali e possono assistervi nella corretta interpretazione delle specifiche di disegno. Offriamo anche un servizio di produzione di finiture superficiali personalizzate , dove personalizziamo le soluzioni di lavorazione in base alle vostre esigenze di simbologia, in modo che i pezzi siano realizzati secondo le specifiche di progetto.
Linguaggio comune: standard di finitura superficiale della chiave maestra
Ogni Paese e settore ha standard specifici per la finitura superficiale. La comprensione di questi standard evita confusione e perdite di collaborazione:
| Tipo standard | Numero standard principale | Caratteristiche principali | Regioni/settori applicabili |
| Standard internazionale (ISO) | ISO 4287 | Parametri standardizzati e universali, con definizioni e misurazioni definitive di Ra/Rz. | Globale (principalmente Europa e Asia). |
| Standard americano (ASME) | ASME B46.1 | Direzione specifica della grana e notazione del metodo di processo. | Adatto per gli Stati Uniti e il Nord America. |
| Standard specifici del settore | Medico: ISO 10993-1 | Elevata qualità di finitura, che privilegia sterilità e biocompatibilità. | Utilizzato nel settore dei dispositivi medici. |
| Standard specifici del settore | Aerospaziale: SAE AS9100 | Resistenza alla corrosione e all'usura, per ambienti estremi. | Utilizzato nell'industria aerospaziale. |
Fattori determinanti dei costi di finitura superficiale - Analisi approfondita
Il costo è un fattore da considerare nella scelta di una finitura superficiale; la regola generale è solitamente "più è liscia, più è costosa". Conoscere i fattori che incidono sui costi ti consentirà di ottimizzare i costi soddisfacendo al contempo i requisiti funzionali.
La regola "più è liscio, più è costoso"
Un Ra di 3,2 μm ( fresatura di routine ) costerà circa 5 $ a pezzo, un Ra di 0,8 μm (fresatura + alesatura fine) costerà circa 8 $ e un Ra di 0,025 μm (lucidatura a specchio, più passaggi) costerà oltre 20 $ .
Fattori di costo
- Tempo di lavorazione: maggiore è la finitura, più operazioni sono necessarie e più lungo è il tempo di lavorazione (ad esempio, Ra 3,2 → 0,8 richiede un'alesatura fine e aumenta il tempo di lavorazione di oltre il 30% ).
- Investimenti in attrezzature: gli strumenti di misurazione e lavorazione di precisione sono costosi (ad esempio, gli strumenti di misurazione laser senza contatto possono essere più costosi del 50% rispetto agli strumenti a contatto tradizionali).
- Rimozione del materiale: la lavorazione ad alta precisione richiede una rimozione aggiuntiva del materiale (ad esempio, la rimozione del 20% di materiale in più dall'acciaio inossidabile Ra 0,4 rispetto a 1,6).
- Costo della manodopera: la lavorazione ad alta precisione prevede l'impiego di tecnici qualificati, il che aumenta il costo della manodopera.
Raccomandazioni chiave
Definisci una finitura "abbastanza buona" invece di una "ottima". Le finiture di altissima qualità sono costose senza la necessità di essere più funzionali.
Ad esempio, mentre una staffa tipica con Ra 6,3 μm è accettabile, insistere su un Ra 0,8 μm comporterà semplicemente spese inutili. I requisiti funzionali dei componenti, come la tenuta e la resistenza all'usura, devono essere comunicati al produttore prima di determinare la levigatezza appropriata.
JS può fornirvi un preventivo per la finitura superficiale aperta. Vi consiglieremo il grado di finitura superficiale più adatto alle vostre esigenze funzionali, contenendo i costi, preservando le prestazioni del componente ed evitando spese inutili.
Oltre le superfici piane: sfide di finitura superficiale per curve complesse e canali interni
Molte parti contengono strutture quali superfici complesse, fori profondi e piccole filettature . Queste superfici "nascoste" sono fondamentali per le prestazioni (ad esempio, la parete interna di un tubo influisce sul flusso del fluido), ma possono essere difficili da misurare ed elaborare.
Problema
Le sonde a contatto tradizionali non riescono a penetrare tubi curvi, fori profondi o interstizi filettati, né a toccare completamente le superfici complesse dei denti degli ingranaggi, e quindi producono misurazioni errate. Una finitura superficiale scadente può facilmente causare problemi di flusso del fluido e usura prematura dei componenti.
Ad esempio, una scarsa finitura superficiale dei tubi curvi nei sistemi idraulici può aumentare la resistenza al flusso del fluido, trattenere contaminanti e ridurre la durata del sistema.
Soluzioni innovative
1. Tecnica di replicazione:
Copiare il contorno della superficie con una pellicola speciale, rimuovere la pellicola e misurarla con attrezzature ordinarie per ottenere indirettamente la rugosità. La tecnica può essere utilizzata per fori profondi e tubi curvi, dove l'operazione è semplice e a basso costo.
2. Scansione ottica 3D:
Per la scansione e la produzione di un modello 3D viene utilizzata una macchina ad alta precisione. La rugosità viene analizzata utilizzando un software specializzato. Questo processo è rapido e preciso , adatto anche per curve irregolari e superfici complesse dei denti degli ingranaggi .
Raggiungimento degli obiettivi: considerazioni chiave per la specifica della finitura superficiale
Per soddisfare le esigenze di finitura superficiale, è necessario analizzare attentamente i seguenti parametri e stabilire requisiti razionali:
Identificare i requisiti funzionali della parte
La funzionalità è la questione chiave: le guarnizioni (ad esempio, le superfici di tenuta delle valvole idrauliche) richiedono un Ra di 0,8 μm o inferiore per un adattamento corretto e nessuna perdita, le parti soggette a usura (ad esempio, le superfici dei cuscinetti volventi) richiedono un Ra di 0,4-1,6 μm per massimizzare l'attrito e il tasso di usura (troppo alto provocherà slittamento, troppo basso provocherà usura).
Considerare le proprietà dei materiali
Materiali diversi presentano difficoltà di lavorazione e requisiti di finitura diversi: le leghe di alluminio sono morbide e raggiungono facilmente un Ra di 0,4 μm, l'acciaio inossidabile è duro e per ottenere un Ra di 0,4 μm sono necessari più passaggi e tecnologie, il che è più costoso. Nella specifica, è necessario tenere conto delle caratteristiche del materiale in modo che i requisiti siano realizzabili.
Equilibrio tra costi e prestazioni
Un livello di finitura più elevato costa di più, quindi è necessario trovare un equilibrio. Ad esempio, nei componenti decorativi, un Ra 6,3 μm è soddisfacente per l'aspetto visivo. Sebbene un Ra 0,8 μm migliori l'aspetto, è molto costoso senza un miglioramento delle prestazioni. Pertanto, è opportuno scegliere un livello di finitura inferiore.
Identificare la fattibilità della tecnologia di elaborazione
I vari processi hanno intervalli di finitura variabili: fresatura (Ra 1,6-6,3 μm), rettifica (Ra 0,2-1,6 μm) e lucidatura (Ra 0,025-0,2 μm). Non utilizzare requisiti che non siano possibili o eccessivamente costosi. Ad esempio, un requisito di Ra 0,2 μm tramite processi di fresatura è irrealistico.
JS può fornirti requisiti di finitura superficiale professionali in base ai requisiti funzionali del tuo componente, alle proprietà dei materiali, alla tolleranza dei costi e alla lavorabilità della tecnologia. In alternativa, puoi cercare rapidamente le tabelle di finitura superficiale più adatte tramite i nostri servizi online per aiutarti a raggiungere i tuoi obiettivi.
Analisi del caso di studio: una battaglia millimetrica - La finitura superficiale di un collettore di valvole idrauliche riscatta
Punto dolente del cliente
Un normale collettore di valvole di un produttore di sistemi idraulici ha sviluppato una grave perdita interna, con un tasso di guasto del sistema del 20%, numerosi reclami da parte dei clienti e oltre 50.000 dollari al mese di spese post-vendita.
Inizialmente, il produttore sospettava che la qualità dell'anello di tenuta fosse inferiore. Dopo aver sostituito diverse marche senza successo, le prime indagini hanno rivelato la superficie della guarnizione.
Analisi del problema
Gli ingegneri JS hanno ispezionato il collettore valvola difettoso e hanno concluso che il fondo della scanalatura della guarnizione aveva una finitura di soli 3,2 μm di Ra (valore predefinito) e presentava enormi segni di vibrazione (ondulazione). Microscopiche depressioni sulla superficie ruvida impedivano all'anello di tenuta di deformarsi completamente e di riempirsi, consentendo all'olio ad alta pressione di fuoriuscire lungo microscopici percorsi di perdita.
La soluzione di JS
1. Ridefinizione degli standard: in base ai requisiti di tenuta, la finitura della superficie di tenuta è stata migliorata da "fresata" (Ra 3,2μm) a Ra 0,8μm e un nuovo requisito di ondulazione di ≤5μm per una superficie di tenuta liscia.
2. Modifica del processo: il " processo di fresatura in un colpo" è stato sostituito con "fresatura + alesatura fine". La fresatura viene utilizzata inizialmente per rimuovere la maggior parte del materiale e poi si procede all'alesatura fine del fondo della scanalatura di tenuta per raschiare via i segni dell'utensile e le vibrazioni, migliorando la finitura.
3. Riduzione dei costi: la lavorazione di un singolo blocco valvole dopo la modifica del processo era più lunga del 40%, con un costo di 20 dollari anziché 23 dollari (il 15% in più). Tuttavia, il costo di riparazione post-vendita originale per il cliente per ogni blocco valvole difettoso era di 100 dollari, e il costo di lavorazione aggiuntivo superava di gran lunga il risparmio post-vendita.
Risultati finali
Dopo il miglioramento, la finitura superficiale di tenuta di tutti i blocchi valvola rientrava nelle specifiche, il tasso di guasti dovuti a perdite era quasi pari a zero e le spese mensili di assistenza post-vendita si erano ridotte da $ 50.000 a meno di $ 1.000.
La soddisfazione del cliente e la reputazione del marchio sono migliorate notevolmente, la quantità degli ordini è aumentata del 30% e le spese complessive sono state ridotte grazie alla riduzione del servizio post-vendita. Questo caso conferma l'enorme valore di una corretta specifica della finitura superficiale.
Domande frequenti
D1: Ho contrassegnato il disegno con la dicitura "lucidato". È sufficiente?
"Lucidato" è un termine soggettivo e qualitativo, e le aspettative variano notevolmente da fornitore a fornitore. Questo tipo di specifiche può facilmente portare a finiture scadenti dei pezzi, che a loro volta danno origine a controversie ed errori di produzione. Una buona idea è specificare i requisiti tramite valori espliciti (ad esempio, Ra 0,4 μm) per consentire ai fornitori di sapere cosa è richiesto in modo coerente.
D2: Cosa succede se non sono in grado di fornire un valore Ra esatto?
La prassi ideale è quella di fornire i requisiti funzionali del componente o un campione come riferimento. Una volta stabilite le condizioni funzionali e di servizio, il fornitore può consigliare un grado di finitura appropriato in base a questi parametri. Se vengono forniti campioni qualificati, il fornitore può accettarne i parametri per garantire che il componente prodotto corrisponda al campione.
D3: Cosa devo fornire per ottenere un preventivo accurato per la mia quota?
È necessario fornirci disegni tecnici 2D chiari, etichettati in modo chiaro con: simbolo e valore di rugosità superficiale, tipo e durezza del materiale, superfici specifiche che richiedono la finitura desiderata e domanda annuale di volume. Gli ingegneri della piattaforma JS combineranno queste informazioni con le proprie capacità di elaborazione per consigliare il processo di trattamento superficiale ottimale e fornirti un preventivo veritiero.
Riepilogo
La finitura superficiale è più di un semplice commento estetico su un disegno: è un contratto di prestazione fondamentale tra progettazione e produzione. Conoscere la terminologia, i costi e l'impatto è fondamentale per garantire l'ottimizzazione del prodotto, il controllo dei costi e l'affidabilità. Ci dice che la precisione è in realtà legata a dettagli molto piccoli che l'occhio nudo non può osservare.
JS offre servizi completi, dalla calibrazione della finitura superficiale allo sviluppo del processo, fino alla lavorazione finale. Che abbiate bisogno di parti con finitura superficiale standard o di lavorazioni personalizzate, la nostra competenza e la nostra profonda conoscenza ci permettono di soddisfare ogni vostra esigenza.
Il nostro servizio di finitura superficiale online vi consente di monitorare i progressi in qualsiasi momento e di avere sempre sotto controllo i costi grazie ai prezzi trasparenti. Scegliendo JS, vi risparmiate le spese per la finitura superficiale e potete portare la qualità dei vostri prodotti a un livello superiore.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Servizi JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Jusheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

