

Deux pièces métalliques apparemment identiques, l'une présentant une surface lunaire à l'échelle microscopique, l'autre lisse comme un miroir. Utilisées dans un moteur tournant à grande vitesse, la première risque de tomber en panne prématurément en raison d'un frottement excessif, tandis que la seconde atteint silencieusement sa durée de vie prévue. Cette différence micrométrique détermine souvent le succès, la réputation et le coût d'un produit.
Il s'agit d'une science et d'un art de la finition de surface. Elle affecte directement l'usure, l'étanchéité, la résistance à la corrosion, la résistance à la fatigue et l'apparence d'une pièce.
Ce livret vous dévoilera tous les secrets des tableaux d'état de surface , de la compréhension des symboles complexes à la réflexion en termes de rentabilité, afin que vous puissiez faire les meilleurs choix de fabrication à chaque fois. Ce livret vous permettra de maîtriser les savoir-faire de base et de bénéficier des services d'expertise de JS pour améliorer la qualité de vos pièces.
Résumé de la réponse principale
| Aspects de comparaison | Finition macro | Micro-finition |
| Se concentrer | Caractéristiques de forme globales telles que la géométrie, la planéité et le contour. | Caractéristiques de surface telles que pics et vallées microscopiques, rugosité et ondulation. |
| Outils de mesure | Machine de mesure tridimensionnelle (MMT), table optique, micromètre. | Testeur de rugosité de surface (profilomètre), microscope à force atomique (AFM). |
| Paramètres caractéristiques | Rectitude, planéité, unités de millimètres (mm). | Ra, Rz, Rq, etc., unités micromètres (μm) ou micropouces (μin). |
| Facteurs d'influence | Précision des machines-outils, déviation des outils, contrainte thermique. | Forme de l'outil, vitesse d'avance, paramètres de coupe, granulométrie de l'abrasif. |
| Objectif principal | Assurez-vous que les pièces s'adaptent correctement et fonctionnent correctement. | Optimisez la friction, la lubrification, la durée de vie en fatigue, l'apparence et les performances d'étanchéité. |
Pourquoi faire confiance à ce guide ? Interprétation des graphiques de l'équipe technique JS
L'équipe technique de JS possède plus de 15 ans d'expérience pratique en traitement de surface. Nous avons optimisé la finition de surface des pièces de précision en alliage d'aluminium pour l'aéronautique afin d'assurer une étanchéité optimale sous haute pression et haute altitude. Nous avons également résolu le problème de la texture de surface des blocs moteurs pour l'industrie automobile, amélioré l'efficacité de la dissipation thermique et prolongé la durée de vie.
Nous avons servi des clients dans plus de 30 secteurs d'activité et réalisé plus de 100 000 pièces de finition de surface au cours de nos années d'activité, accumulant une vaste expérience dans le traitement de la finition de surface pour différents matériaux et différentes conditions de fonctionnement.
Ce guide est l'aboutissement de l'expérience pratique et des connaissances approfondies de notre équipe , basées sur plusieurs tableaux de finition de surface faisant autorité. Que vous ayez besoin de spécifier les paramètres de finition de surface appropriés ou de résoudre des problèmes de qualité de surface, ce guide est un guide fiable.
Fort d'une expertise industrielle approfondie et d'une vaste expérience en finition de surface de pièces, JS propose des solutions de fabrication sur mesure. Choisissez nos services de finition de surface en ligne et confiez vos besoins de fabrication à notre équipe expérimentée.
Qu'est-ce que la finition de surface ? Pourquoi est-ce une « empreinte » de fabrication ?
L'état de surface est la caractéristique géométrique microscopique d'un produit usiné. Telle une empreinte digitale de fabrication, il révèle la technologie de traitement, les caractéristiques du matériau et l'application visée, vous permettant ainsi de contrôler la qualité et les performances de la pièce.
Définition de base
L'état de surface mesure la régularité et la planéité de la surface d'un composant. Outre son aspect, il influence directement l'étanchéité, la résistance à l'usure et la résistance à la corrosion. Les joints, par exemple, nécessitent une finition soignée pour une étanchéité parfaite, tandis que les pièces d'usure requièrent une rugosité parfaitement adaptée pour améliorer le frottement.
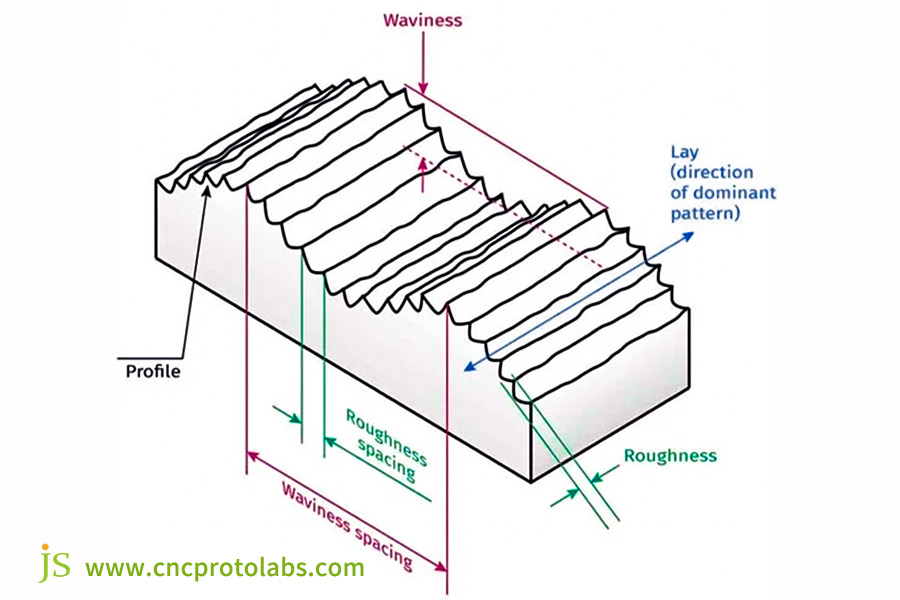
Composition du noyau
- Rugosité : Irrégularités de surface microscopiques ayant une longueur d'onde de 0,001 à 0,1 mm , résultant de marques d'outils d'usinage (par exemple, marques de fraise ).
- Ondulation : Ondulations mésoscopiques d'une longueur d'onde de 0,1 à 10 mm , résultant des vibrations de l'équipement et d'une rigidité insuffisante des pièces, affectant la précision et l'apparence de l'assemblage.
- Texture : La direction des marques d'usinage (par exemple, les marques circulaires de tour et les marques parallèles de fraiseuse) détermine la résistance à l'usure et les performances d'étanchéité. Par exemple, si la texture de la surface d'étanchéité est orientée parallèlement au sens d'écoulement, elle peut augmenter le risque de fuite.
Quantification de la sensation tactile : comment mesurer avec précision la rugosité de surface
Pour garantir l'état de surface souhaité, il est essentiel de mesurer précisément la rugosité de la surface. Il existe trois méthodes de mesure, chacune adaptée à des circonstances particulières. Vous pouvez en choisir une en fonction de vos besoins :
| Méthode de mesure | Points forts | Faiblesses | Utilisations |
| Mesure de contact | Des données précises et reproductibles. | Lent, peut rayer la surface. | Pièces de précision (roulements, joints). |
| Mesure sans contact | Rapide, aucun dommage de surface. | Matériel coûteux, très sensible à la lumière. | Pièces en matériaux souples moulées en douceur (plastique, cuivre). |
| Méthode de comparaison | Simple à utiliser, bon marché. | Résultats approximatifs, dépendants de l'opérateur. | Contrôles initiaux, contrôle rapide des lots. |
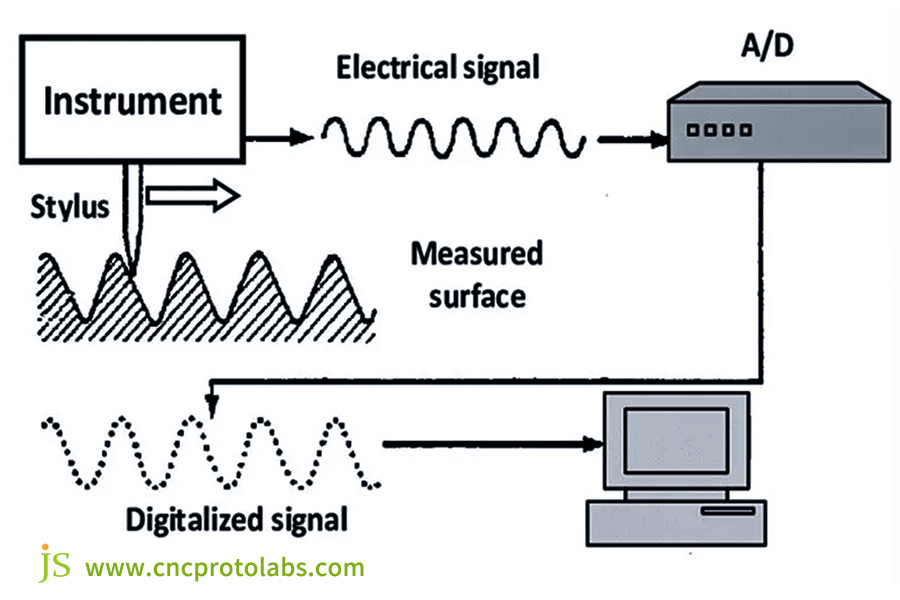
- La mesure de contact est la méthode la plus répandue, calculant la rugosité en traversant une sonde pour enregistrer les ondulations de surface.
- La mesure sans contact est une méthode de haute technologie, utilisant la technologie laser et optique.
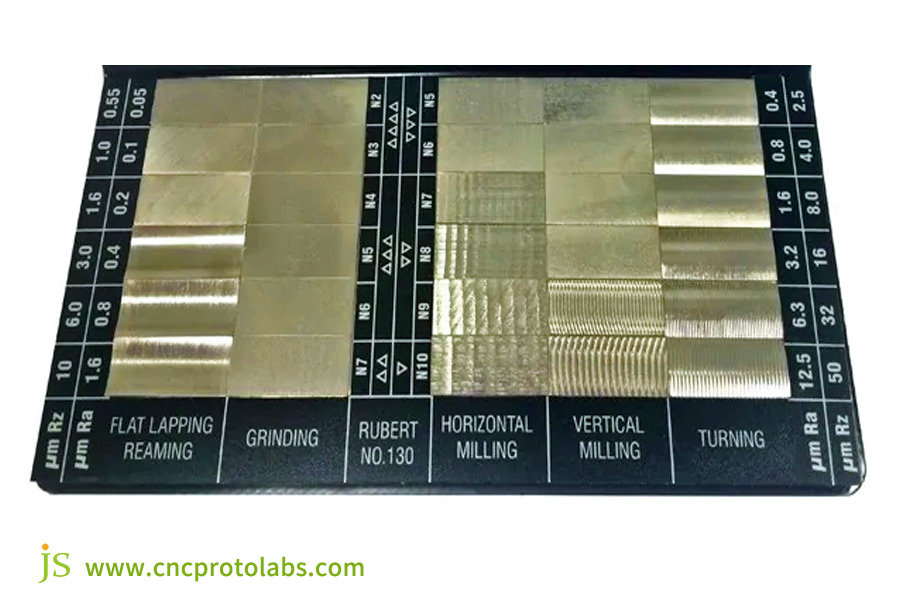
- La méthode de comparaison utilise un échantillon de comparaison de rugosité de surface (modèle Ra) pour déterminer la qualité par comparaison visuelle et tactile.
JS propose des instruments de test professionnels avec et sans contact pour vous permettre de mesurer avec précision la rugosité de vos pièces de finition de surface . Nous proposons également des services de finition de surface en ligne, vous permettant d'accéder aux résultats de vos tests à tout moment.
Décrypter le « code » : traduction des symboles et abréviations de finition de surface
Les symboles et abréviations de finition de surface figurant sur les dessins techniques constituent un « code ». Il est essentiel de les comprendre pour interpréter précisément les exigences.
Description détaillée des symboles de base
- √ : Symbole général, indiquant une surface à usiner, mais ne spécifiant pas un processus spécifique.
- √ avec un tiret : Le matériau doit être retiré (par exemple, fraisage, meulage, tournage).
- √ avec un cercle : l'enlèvement de matière n'est pas nécessaire (par exemple, la surface brute de moulage d'une pièce forgée ou moulée, ou la surface d'une pièce en plastique moulée par injection ).
- √ avec un symbole sphérique (Ø) : Surface sphérique, demandant un indicateur de rugosité.
Abréviations des paramètres requises
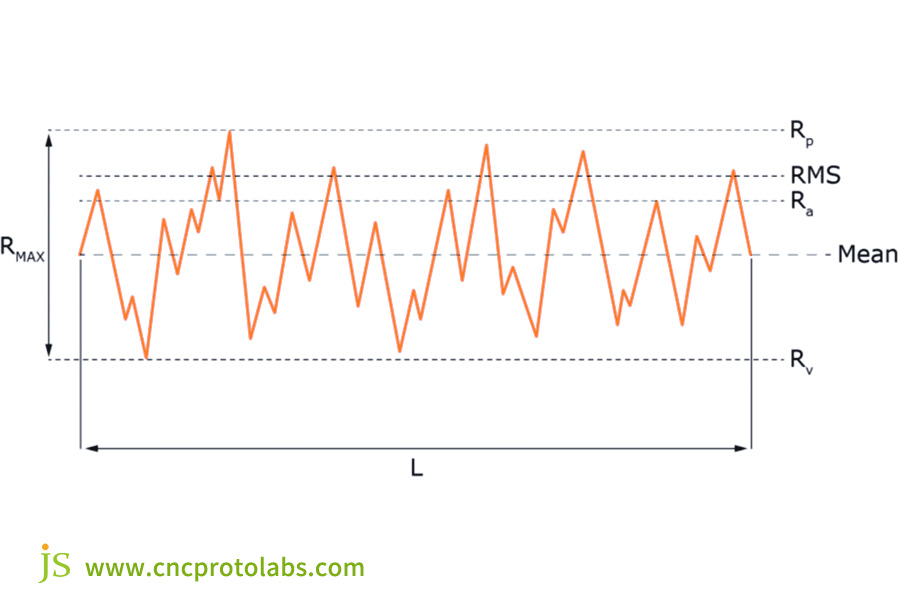
- Ra (écart moyen arithmétique) : moyenne arithmétique de la distance entre les points d'un contour et la ligne de référence sur la longueur d'échantillonnage. C'est la mesure la plus courante ; plus cette valeur est faible, plus la surface est lisse (par exemple, Ra 0,8 µm est plus lisse que Ra 3,2 µm).
- Rz (hauteur maximale) : somme de la hauteur maximale du pic et de la profondeur maximale de la vallée sur la longueur d'échantillonnage. Appliqué aux composants soumis à des charges d'impact.
- Rq (Root Mean Square Deviation) : Racine carrée de la moyenne arithmétique des carrés des distances entre les points de contour et la ligne de référence dans la longueur d'échantillonnage, qui est plus sensible aux pics et aux vallées et reflète de manière plus complète.
- Paramètres moins courants mais essentiels : Rsk (asymétrie) indique l'asymétrie du profil (les chiffres positifs indiquent plusieurs pics, les chiffres négatifs indiquent plusieurs creux). Rku (kurtosis) indique la netteté du profil (les chiffres élevés indiquent une usure accrue).
Exemple d'interprétation de symbole
Prenons l'exemple de « √̄ Ra 0,8 μm Rz 6,3 μm ∥ 2,5 mm » :
- « √̄ » indique que le matériau doit être retiré.
- « Ra 0,8 μm » est l'écart moyen arithmétique.
- « Rz 6,3 μm » est la hauteur maximale.
- « ∥ » indique que la texture est parallèle au plan de vue.
- « 2,5 mm » est la longueur d’échantillonnage.
Les ingénieurs JS connaissent les abréviations et symboles des différents états de surface et peuvent vous aider à interpréter correctement les spécifications des plans. Nous proposons également un service de fabrication de finitions de surface sur mesure, où nous adaptons nos solutions d'usinage à vos exigences en matière de symboles, afin que les pièces soient fabriquées conformément aux spécifications de conception.
Langage commun : normes de finition de surface de la clé principale
Chaque pays et chaque secteur d'activité possède des normes spécifiques en matière de finition de surface. La compréhension de ces normes permet d'éviter toute confusion et toute perte de collaboration :
| Type standard | Numéro de norme principal | Fonctionnalités principales | Régions/secteurs concernés |
| Norme internationale (ISO) | ISO 4287 | Paramètres standardisés et universels, avec définitions et mesures Ra/Rz définitives. | Mondial (principalement Europe et Asie). |
| Norme américaine (ASME) | ASME B46.1 | Notation spécifique de la direction du grain et de la méthode de traitement. | Convient aux États-Unis et à l’Amérique du Nord. |
| Normes spécifiques à l'industrie | Médical : ISO 10993-1 | Qualité de finition élevée, mettant l'accent sur la stérilité et la biocompatibilité. | Utilisé dans l'industrie des dispositifs médicaux. |
| Normes spécifiques à l'industrie | Aérospatiale : SAE AS9100 | Résistance à la corrosion et à l'usure, pour environnements extrêmes. | Utilisé dans l'industrie aérospatiale. |
Facteurs de coût de la finition de surface : analyse approfondie
Le coût est un facteur déterminant dans le choix d'une finition de surface. La règle générale est généralement la suivante : « plus c'est lisse, plus c'est cher ». Connaître les facteurs de coût vous permettra d'optimiser vos coûts tout en répondant aux exigences fonctionnelles.
La règle « Plus c'est lisse, plus c'est cher »
Un Ra de 3,2 µm ( fraisage de routine ) coûtera environ 5 $ par pièce, un Ra de 0,8 µm (fraisage + alésage fin) coûtera environ 8 $ et un Ra de 0,025 µm (polissage miroir, plusieurs étapes) coûtera plus de 20 $ .
Facteurs de coûts
- Temps de traitement : Plus la finition est élevée, plus le nombre d'opérations nécessaires est élevé et plus le temps de traitement est long (par exemple, Ra 3,2 → 0,8 nécessite un alésage fin et augmente le temps de traitement de plus de 30 % ).
- Investissement en équipement : les outils d’usinage et de mesure de précision sont coûteux (par exemple, les outils de mesure laser sans contact peuvent être plus de 50 % plus chers que les instruments de contact traditionnels).
- Enlèvement de matière : L'usinage de haute précision nécessite un enlèvement de matière supplémentaire (par exemple, l'enlèvement de 20 % de matière en plus de l'acier inoxydable Ra 0,4 que 1,6).
- Coût de la main-d’œuvre : L’usinage de haute précision implique le recours à des techniciens qualifiés, ce qui augmente le coût de la main-d’œuvre.
Principales recommandations
Définissez une finition « assez bonne » plutôt qu'une finition « optimale ». Les finitions très soignées sont coûteuses sans la nécessité d'être plus fonctionnelles.
Par exemple, si un support standard avec un Ra de 6,3 μm est acceptable, exiger un Ra de 0,8 μm entraînerait des dépenses inutiles. Les exigences fonctionnelles des pièces, telles que l'étanchéité et la résistance à l'usure, doivent être communiquées au fabricant avant de déterminer le degré de douceur approprié.
JS peut vous fournir un devis de finition de surface ouvert. Nous vous recommanderons la finition de surface adaptée à vos besoins fonctionnels, maîtrisant ainsi vos coûts tout en préservant les performances de vos pièces et en évitant les dépenses inutiles.
Au-delà des surfaces planes : les défis de finition de surface pour les courbes complexes et les canaux internes
De nombreuses pièces contiennent des structures telles que des surfaces complexes, des trous profonds et de petits filetages . Ces surfaces « cachées » sont essentielles aux performances (par exemple, la paroi intérieure d'un tuyau affecte l'écoulement du fluide), mais peuvent être difficiles à mesurer et à traiter.
Problème
Les sondes de contact traditionnelles ne peuvent pénétrer ni les tuyaux courbes, ni les trous profonds, ni les jeux de filetages, ni toucher complètement les surfaces complexes des dents d'engrenages, ce qui génère des mesures erronées. Un mauvais état de surface peut facilement entraîner des problèmes d'écoulement des fluides et une usure prématurée des composants.
Par exemple, une mauvaise finition de surface sur les tuyaux courbes des systèmes hydrauliques est susceptible d’augmenter la résistance à l’écoulement du fluide, de retenir les contaminants et de réduire la durée de vie du système.
Solutions innovantes
1. Technique de réplication :
Copiez le contour de la surface avec un film spécial, retirez le film et mesurez-le avec un équipement ordinaire pour obtenir indirectement la rugosité. La technique peut être utilisée pour les trous profonds et les tuyaux courbes, où il y a une opération simple à faible coût.
2. Numérisation optique 3D :
Une machine de haute précision est utilisée pour numériser et produire un modèle 3D. La rugosité est examinée à l'aide d'un logiciel spécialisé. Ce processus, rapide et précis, est adapté aux courbes irrégulières et aux surfaces complexes des dents d'engrenages .
Atteindre les objectifs : considérations clés pour la spécification de la finition de surface
Pour répondre aux besoins de finition de surface, vous devez analyser soigneusement les paramètres suivants et établir des exigences rationnelles :
Identifier les exigences fonctionnelles de la pièce
La fonctionnalité est le problème clé : les joints (par exemple, les surfaces d'étanchéité des vannes hydrauliques) nécessitent un Ra de 0,8 μm ou moins pour un ajustement correct et une fuite nulle, les pièces d'usure (par exemple, les surfaces des roulements) nécessitent un Ra de 0,4 à 1,6 μm pour maximiser le frottement et le taux d'usure (trop élevé entraînera un glissement, trop bas entraînera une usure).
Tenir compte des propriétés des matériaux
Les différents matériaux présentent des difficultés de traitement et des exigences de finition différentes : les alliages d'aluminium sont tendres et atteignent facilement un Ra de 0,4 µm, tandis que l'acier inoxydable est dur. Pour atteindre un Ra de 0,4 µm, des étapes et une technologie plus poussées sont nécessaires, ce qui est plus coûteux. Lors de la spécification, il est essentiel de tenir compte des caractéristiques du matériau afin de répondre aux exigences.
Équilibre entre coûts et performances
Un niveau de finition plus élevé coûte plus cher ; il faut donc trouver un équilibre. Par exemple, pour les pièces décoratives, un Ra de 6,3 µm est satisfaisant pour l'aspect visuel. Un Ra de 0,8 µm améliore l'esthétique, mais il est très coûteux sans gain de performance. Il est donc conseillé de choisir un niveau de finition plus faible.
Identifier la faisabilité de la technologie de traitement
Les différents procédés présentent des plages de finition variables : fraisage (Ra 1,6-6,3 µm), meulage (Ra 0,2-1,6 µm) et polissage (Ra 0,025-0,2 µm). Évitez d'utiliser des exigences impossibles ou excessivement coûteuses. Par exemple, une exigence de Ra 0,2 µm pour les procédés de fraisage est irréaliste.
JS peut vous fournir des spécifications de finition de surface professionnelles en fonction des exigences fonctionnelles de votre pièce, des propriétés des matériaux, de la tolérance aux coûts et de la facilité de traitement de la technologie. Vous pouvez également rechercher rapidement des tableaux de finition de surface adaptés grâce à nos services de finition de surface en ligne pour vous aider à atteindre vos objectifs.
Étude de cas : Une bataille millimétrique : la finition de surface d'un collecteur de vannes hydrauliques est rachetée
Point sensible du client
Un collecteur de soupapes par ailleurs normal d'un fabricant de systèmes hydrauliques a développé une fuite interne importante, et il y a eu un taux de défaillance du système de 20 %, de nombreuses plaintes de clients et plus de 50 000 $ par mois de frais après-vente.
Le fabricant a d'abord suspecté une qualité inférieure du joint d'étanchéité. Après avoir remplacé plusieurs marques sans succès, les premières investigations ont révélé la surface du joint.
Analyse du problème
Les ingénieurs de JS ont inspecté le collecteur de soupapes défectueux et ont conclu que le fond de la rainure du joint présentait une finition de seulement 3,2 μm de Ra (valeur par défaut) et d'importantes marques de broutage (ondulations). Des creux microscopiques de la surface rugueuse empêchaient la bague d'étanchéité de se déformer complètement et de se remplir, permettant à l'huile haute pression de s'échapper par des fuites microscopiques.
La solution de JS
1. Redéfinition des normes : Sur la base des exigences d'étanchéité, la finition de la surface d'étanchéité a été améliorée de « fraisée » (Ra 3,2 μm) à Ra 0,8 μm et une nouvelle exigence d'ondulation de ≤ 5 μm pour une surface d'étanchéité lisse.
2. Changement de procédé : Le « fraisage en une seule étape » a été remplacé par un « fraisage + alésage fin ». Le fraisage permet d'abord d'enlever la majeure partie de la matière, puis d'aléser finement le fond de la rainure d'étanchéité pour éliminer les marques d'outils et les traces de broutage, améliorant ainsi la finition.
3. Compromis financier : Le traitement d'un bloc de vannes a été 40 % plus long après le changement de procédé, et le coût était de 20 $ au lieu de 23 $ (soit 15 % de plus). Cependant, le coût initial de réparation après-vente pour le client pour chaque bloc de vannes défectueux était de 100 $, et le coût de traitement supplémentaire dépassait largement les économies réalisées.
Résultats finaux
Après l'amélioration, la finition de la surface d'étanchéité de tous les blocs de vannes était conforme aux spécifications, le taux de défaillance des fuites était presque nul et les dépenses mensuelles après-vente ont été réduites de 50 000 $ à moins de 1 000 $.
La satisfaction client et la réputation de la marque ont été considérablement améliorées, le volume des commandes a augmenté de 30 % et les dépenses globales ont été réduites grâce à un service après-vente allégé. Ce cas confirme l'importance cruciale d'une spécification précise de la finition de surface.
FAQ
Q1 : J'ai indiqué « poli » sur le dessin. Est-ce suffisant ?
Loin d'être suffisant, le terme « Poli » est subjectif et qualitatif, et les attentes varient considérablement d'un fournisseur à l'autre. Ce type de spécification peut facilement entraîner des finitions de pièces défectueuses, sources de controverses et d'erreurs de fabrication. Il est judicieux de spécifier les exigences au moyen de valeurs explicites (par exemple, Ra 0,4 µm) afin de permettre aux fournisseurs de connaître systématiquement leurs exigences.
Q2 : Que faire si je ne suis pas en mesure de donner une valeur Ra exacte ?
L'idéal est de fournir les exigences fonctionnelles de la pièce ou un échantillon à titre de référence. Si les conditions de fonctionnement et de service sont établies, le fournisseur peut recommander une finition appropriée en fonction de ces paramètres. Si des échantillons qualifiés sont fournis, le fournisseur peut accepter les paramètres de l'échantillon afin de garantir la conformité de la pièce produite.
Q3 : Que dois-je fournir pour ma part afin d'obtenir un devis précis ?
Vous devez nous fournir des plans techniques 2D clairs, clairement étiquetés : symbole et valeur de rugosité de surface, type et dureté du matériau, surfaces spécifiques nécessitant la finition souhaitée et volume annuel demandé. Les ingénieurs de la plateforme JS combineront ces informations avec leurs propres compétences en traitement pour vous recommander le procédé de traitement de surface optimal et vous fournir un devis précis.
Résumé
La finition de surface est plus qu'une simple remarque esthétique sur un dessin ; c'est un contrat de performance essentiel entre la conception et la fabrication. Maîtriser sa terminologie, ses coûts et son impact est essentiel pour garantir l'optimisation, la maîtrise des coûts et la fiabilité des produits. Cela nous montre que la précision se limite à de minuscules détails invisibles à l'œil nu.
JS propose des services complets, du calibrage de la finition de surface et du développement de procédés à l'usinage final. Que vous ayez besoin de pièces standard ou d'une finition de surface sur mesure, nous pouvons répondre à vos besoins grâce à notre expertise et à notre connaissance approfondie.
Notre service de finition de surface en ligne vous permet de suivre l'avancement de vos travaux à tout moment, et la transparence de nos tarifs vous permet de maîtriser vos coûts. En choisissant JS, vous économisez les coûts liés à la finition de surface et pouvez améliorer la qualité de vos produits.

Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services JS : Aucune déclaration ni garantie, expresse ou implicite, n'est fournie quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type de matériau ou la fabrication via le réseau Jusheng. Il est de la responsabilité de l'acheteur de demander un devis pour les pièces . Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS
JS est une entreprise leader du secteur, spécialisée dans les solutions de fabrication sur mesure. Forts de plus de 20 ans d'expérience auprès de plus de 5 000 clients, nous nous spécialisons dans l'usinage CNC de haute précision, la fabrication de tôles , l'impression 3D , le moulage par injection , l'emboutissage de métaux et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à nos clients dans plus de 150 pays. Qu'il s'agisse de production en petite série ou de personnalisation à grande échelle, nous répondons à vos besoins avec une livraison rapide en 24 heures. Choisir JS Technology, c'est choisir efficacité, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

