

表面处理是一个常被忽视的环节。它决定了产品光亮的外观,并影响着产品的核心性能和用户体验。
想想这些令人头疼的问题:你设计的零件尺寸精准,却因为组装过程中过度摩擦而造成浪费和磨损。你精心打造的高端电子产品,外观精美,却在消费者触摸后留下了指纹,导致成本骤降。这些问题的根源通常在于表面处理工艺不佳。
这不像以往的美化工艺那么简单。汽车零部件的耐磨性、医疗设备的耐腐蚀性、金属间的结合强度以及手机外壳的触感都依赖于表面处理。这就像给产品穿上一件隐形的智能外套,不仅美观,而且功能强大。
不要低估它的重要性!虽然消费者可能不会注意到,但表面处理质量直接影响产品的寿命、可靠性和客户满意度。
举个实际例子:在汽车行业,超过80%的召回都是由于表面缺陷造成的!这难道还不足以说明问题吗?无论是为了达到镜面光泽还是哑光效果,无论是为了提高防锈性能还是为了确保涂层的附着力,表面处理都是精密制造中至关重要的核心技术环节。它决定了我们生产的产品仅仅是能用,还是既实用又耐用。
核心答案总结:
| 处理目的 | 常见流程示例 | 核心角色 |
| 提升美感 | 喷砂、抛光、阳极氧化、喷漆。 | 改变颜色、光泽和质地,以增强精致感。 |
| 提升性能 | 硬质阳极氧化、硬铬电镀、氮化。 | 提高硬度、耐磨性和耐腐蚀性 |
| 更改功能 | 镀金、镀银、钝化。 | 提高导电性、焊接性和生物相容性 |
本文将解答您的疑问:
- 在本指南中,我将为您定义什么是表面处理。
- 我将向您展示如何解读工程图纸上的表面粗糙度标记。
- 接下来,我将概述最常用的金属表面处理技术。
- 结合现实生活中的选择问题,如何平衡性能要求、美学效果和生产成本,用实际案例解释如何选择。
- 最后,利用问答环节回答您可能遇到的具体问题。
为什么您必须信任本指南?JS 在表面处理领域的实际应用
在JS公司,我们不仅仅加工零件。我们提供的是客户可以购买和使用的成品。表面处理工艺中的细微之处,是我们每天深入研究的课题。
- 例如,如果你想让你的手机壳像苹果手机一样光滑易碎,你应该喷涂什么样的粗砂和细砂?这就需要精确控制喷砂介质的粒径和压力,而这正是JS日常工艺数据库的核心部分。
- 对于植入人体内的医用植入物电解抛光,如何选择合适的参数才能使其光滑安全,避免人体排斥?这也是我们日复一日思考的问题。我们的解决方案已成功应用于符合 ISO 13485 标准的医疗器械项目中。
我们从内到外帮助您解决所有组件问题,从尺寸精度到最终外观和触感。说到经验,本指南中的所有建议并非直接来自书籍,而是我们帮助客户解决数百个问题后总结出来的。在过去的三年里,我们处理了超过 500 个相关的表面处理技术难题。
- 客户是否遇到过阳极氧化后部分区域颜色较深或较浅的问题?这是由于膜厚不均匀造成的,我们通过优化槽液循环系统和阴极设计成功解决了这个问题。
- 客户的产品盐雾试验不合格并生锈了?问题在于一开始涂层选择不当,我们也曾遇到过这种情况,并据此建立了一套完整的涂层选择验证流程。
您在这里读到的每一个字,都凝聚着我们在实验室反复试验和车间持续测试中积累的丰富经验,以及我们投入的汗水和资金。这并非空洞的理论,而是经过数百次验证的有效方法。JS团队拥有ISO 9001体系认证,并严格遵循医用级清洁流程,为我们提供的每一项解决方案提供系统性的保障。
“质量大师菲利普·克罗斯比强调:质量不是靠检验来定义的,而是从一开始就正确地构建和制造出来的。”
本指南的主要目标是使您能够从制造和设计之初就控制表面处理,消除潜在的危险,从而提高产品质量和可靠性。
解读工程师的语言:表面粗糙度
对我们工程师来说,光滑度不仅仅是一种感觉。它是一个关键参数,可以精确测量,并且可以白纸黑字地记录下来,那就是表面粗糙度。
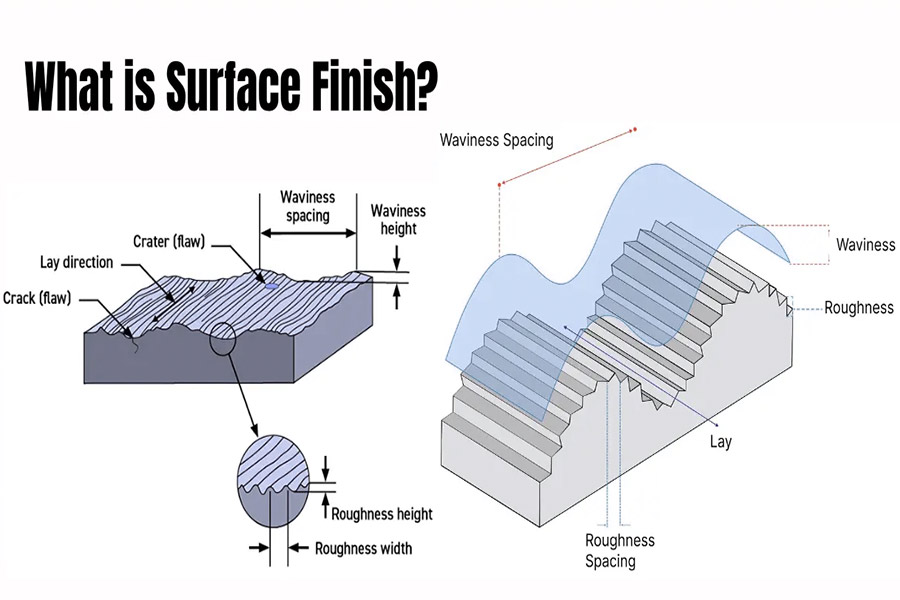
什么是表面粗糙度(Ra)?
简而言之,Ra(粗糙度平均值)是衡量表面“粗糙”或“光滑”程度的核心指标。
想象一下:即使金属表面看起来很光滑,但当你放大观察时,它实际上看起来像一座微型山,有“山峰”和“山谷”。
如何测量Ra?它是测量从这些“山峰”到“谷底”的平均高度。
数值意义: Ra 值越小,峰谷越小,表面越平坦光滑。
例如:
- Ra 3.2 µm:感觉像一条压实的土路,有起伏。
- Ra 0.8 µm:就像平坦的沥青路一样,光滑得多。
- Ra 0.1 µm:这绝对是F1赛道顶级水平的极致光滑度。
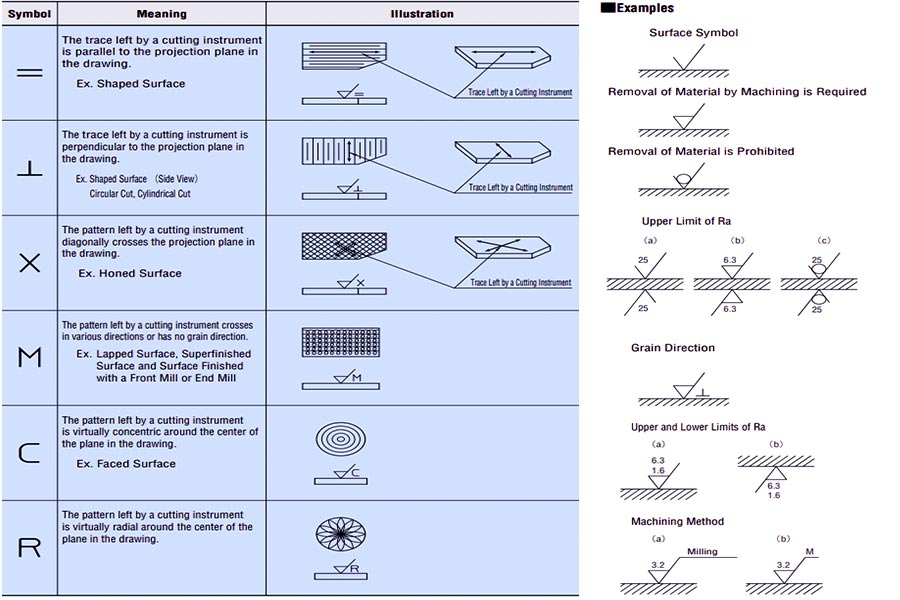
如何解读图纸上的表面处理符号?
- 图纸上的“√”符号表示表面粗糙度规格。关键信息隐藏在以下位置:
- Ra 值(关键!):在“勾号”内写的数字,例如 3.2,表示最大允许粗糙度(Ra 值不能超过它)。
- 如何加工? :对勾上方水平线上的文字会告诉你用什么方法来实现它,例如铣削和研磨。
- 如何测量长度?:勾号右侧(或下方)的数字表示测量过程中选择的样本长度(抽样长度)。
- 纹理朝向哪个方向?:勾号下方的小符号,如 =(平行)、X(十字)、M(多方向),表示表面纹理的方向。
不同工艺能使表面光滑度达到什么程度?(常用Ra值范围)
您选择的表面处理工艺很大程度上决定了表面的光滑度。让我们来看看几种常见的表面处理工艺:
| 加工技术 | 典型Ra值范围(µm) | 观看/触摸的感觉 |
| 铸件 | > 12.5 | 它表面明显粗糙,有明显的沙孔和颗粒状纹理。 |
| 铣削 | 1.6 - 6.3 | 你可以一眼看到/摸到刀痕。 |
| 转弯 | 0.8 - 3.2 | 图案非常精细,呈螺旋状,比铣削图案更光滑。 |
| 研磨 | 0.2 - 1.6 | 表面相当光滑,有一些细密的纹理。 |
| 抛光 | < 0.4 | 亮度极高,先进的技术可以实现镜面效果。 |
了解表面粗糙度 Ra 和图纸符号是确保零件性能和外观的关键步骤。不要让粗糙度成为您产品的缺陷!在 JS,我们每天都在处理这些细节。想要既易于使用又美观的零件吗?请将图纸发送给我们,让我们运用丰富的实践经验,帮助您选择合适的工艺,并从源头把控质量。
主流表面处理工艺参观
表面处理方法多种多样,就像我们工程师的工具箱里装满了各种工具一样。每种表面处理工具都有其最佳的处理方法。关键在于您希望零件达到什么样的效果。选择合适的表面处理工艺是成功进行表面处理工程的第一步。
第一类:减法——使表面更光滑
这是为了打磨表面或去除一层,使其更光滑、更均匀或形成特定的纹理:
- 喷砂/喷丸处理:用高速砂粒或细小钢丸冲击零件表面。其效果是形成均匀的哑光表面,同时还能释放零件内部应力,增强其强度。我经常用它来改善零件外观或清洁表面。
- 抛光/研磨:目标是追求极致的平滑度!从机械抛光到更先进的化学机械抛光,其核心理念都是逐层研磨,最大限度地减少表面凹坑(Ra值),使其光亮如镜。腕表表壳和高端装饰部件都离不开这一工艺。
- 拉丝:这应该是人人都见过的。很多家电面板的纹理都是用砂带或刷子在表面沿特定方向“拉”出直线,从而营造出很有质感的效果。
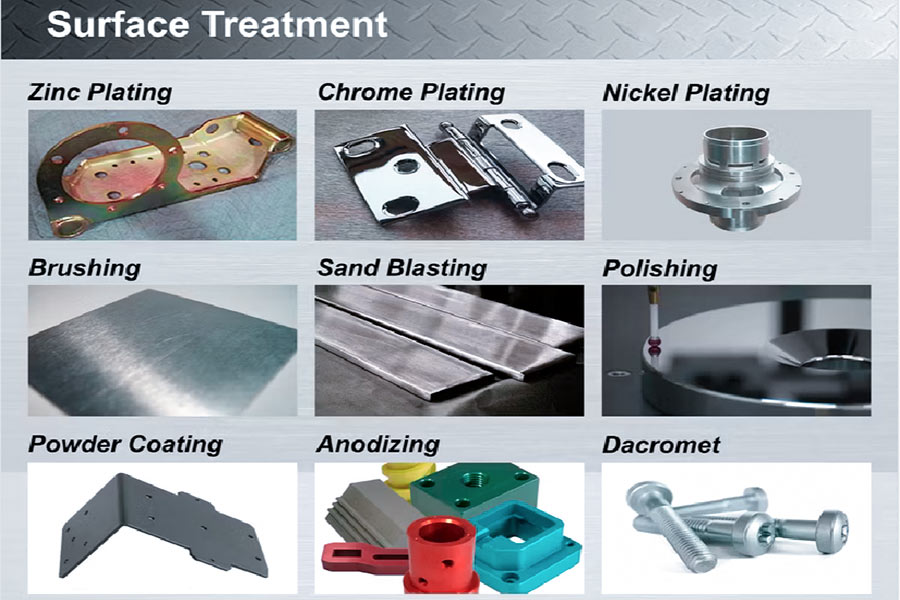
第二类:添加法——将“衣物”覆盖在表面上
该工艺是在零件外部添加一层额外的材料,主要目的是为了保护零件、改善外观或赋予其新的功能。常见的电镀和表面处理工艺包括:
- 电镀:将零件浸入金属溶液中,并通电,使其表面连续镀上一层薄薄的金属膜。例如,镀镍具有防锈功能,镀铬具有光泽和耐磨性(例如汽车保险杠),镀金/镀银主要用于导电。我们常用它来制造连接器和装饰件。
- 阳极氧化(用于铝):它是铝及其合金的“专属盔甲”。通过电化学处理,铝表面会“生长”一层坚硬且可染色的氧化膜。这层氧化膜色彩丰富、耐腐蚀且耐磨。我们将其应用于许多消费电子产品和汽车零部件。
- 喷漆/粉末喷涂:或许是最受欢迎的喷涂方式。喷漆是喷涂液态涂料,而粉末喷涂是喷涂带静电的塑料粉末(静电吸附后烘烤而成)。它色彩丰富,防护性能好。从汽车到洗衣机,应用范围非常广泛。我们车间最常用的是粉末喷涂,因为它经济高效且环保。
第三类:转换方法——修改表面本身
这不是一种加法或减法,而是改变表面材料的特性:
- 钝化处理(不锈钢):使用特殊酸液去除表面残留的铁屑,使不锈钢表面天然形成的超强防锈氧化铬薄膜更加致密完美,防锈性能直接达到高水平。医疗器械和食品级设备的生产需要达到此水平。
- 发黑/磷化(主要用于钢材):发黑处理会在钢材表面形成一层薄薄的黑色氧化层,而磷化处理则会形成一层磷酸盐晶体层。其主要功能是防止生锈,同时也是后续涂漆的理想底漆,能增强油漆的附着力。您看到的绝大多数黑色螺栓和工具都经过了发黑处理。
- 热处理(表面硬化):例如渗氮和渗碳。这不仅仅是加热,而是将零件置于特殊的气氛中进行加热。让这些材料“渗入”零件表面,改变表面的“物理性质”。其目的是使零件表面特别坚硬耐磨,但内部也必须足够坚韧。齿轮和轴等承受巨大摩擦的部件都依赖于此。
材料选择方面的权威专家迈克·F·阿什比教授强调,材料的选择、加工和表面处理应该被视为一个整体,这是实现产品功能、美观和可靠性的协同途径。
表面处理工艺的选择取决于零件的功能要求、外观要求和使用环境。JS专注于材料表面处理技术,提供专业的研发和评估。请提供您的具体需求和零件图纸。我们将结合自身经验,为您推荐最合适的工艺方案,确保零件性能可靠,外观符合标准,一步到位。
实际案例分析:高端无人机支架表面处理工艺决策
表面处理并非选择某种工艺,而更像是搭建积木。需要根据零件不同部位的需求,组合不同的“积木”(工艺),才能达到最佳效果。以下无人机支架案例便能很好地说明这一点。
客户面临的挑战:产品必须美观、耐用、轻便且经济实惠。
我们有一位客户想为专业航拍无人机定制一个铝合金(6061-T6)支架。他们的要求并不简单:
- 外观精美:必须采用优质哑光黑色,并且必须与车身设计完全匹配。
- 必须经久耐用:它经常在户外飞行,暴露在风吹雨淋中,必须耐刮擦和耐腐蚀。
- 关键部件必须耐磨:连接支架和云台的内孔经常活动,因此必须具有低摩擦和超强耐磨性,否则很快就会松动。
- 必须控制成本:这是需要大规模生产的产品,所以价格不能太贵。
JS 的技巧:将处理过程分段,逐步解决
最初的计划遇到了矛盾:
- 问题 1:如果整个支架进行硬质阳极氧化处理,内孔的耐磨性(HV500+)绝对可以满足要求,但整体外观是深灰色,而不是客户想要的纯哑光黑色,而且成本很高。
- 问题 2:如果只进行普通的喷砂+黑色阳极氧化处理,外观呈哑光黑色,成本也降低,但内孔硬度不足(普通阳极氧化处理约为 HV300),无法承受云台的日常摩擦。
以上两种方案均不可行,该怎么办?我们利用对表面处理工具的深入了解,优化了组合方案:
步骤 1:整体喷砂
CNC加工完成后,首先对支架整体进行150号玻璃珠喷砂处理。这一步骤使整个零件表面均匀细腻,为后续的哑光效果奠定基础。
步骤二:保护关键部件
使用特制的耐高温橡胶塞精确保护需要耐磨的内孔。此步骤必须准确无误,且不得发生泄漏。
步骤 3:获取颜色外观
现在,我们对支架进行普通的黑色阳极氧化处理。由于内部孔洞受到保护,氧化液无法进入,因此只有外表面会变黑。我们将黑色氧化膜的厚度控制在15µm左右,这样既能获得客户想要的高档哑光黑外观,成本也符合预期。
步骤 4:局部硬氧化
小心移除内孔的保护橡胶塞,并单独对该内孔进行硬质阳极氧化处理。此步骤可使内孔表面的氧化膜厚度达到40µm以上,硬度超过HV500,耐磨性极佳,从而彻底解决万向节摩擦问题。
最终结果:利用组合解法实现 1+1>2 的效果
本案例充分证明,复杂的金属表面处理需求需要通过创新的表面处理工程理念来解决。让我们来看看这种组合解决方案带来的实际优势:
| 指数 | 单流程计划 | JS组合方案 | 优势体现 |
| 外貌 | 硬氧化层呈深灰色/亮灰色,不符合要求。 | 高档哑光黑,完全符合设计要求。 | 提升产品的审美价值。 |
| 内孔耐磨性 | 普通的氧化硬度不足(约 HV300)。 | 硬质氧化层,硬度>HV500,耐磨性极佳。 | 显著延长核心部件的使用寿命。 |
| 综合成本 | 全硬氧化工艺的成本很高。 | 组合方案的费用降低了约 20%。 | 显著提升市场竞争力。 |
核心启示:
这个案例告诉我们,卓越的表面处理工程并非像从菜单上“点菜”那样简单,而是像中国古代医生开处方一样,需要先确定零件不同部位的“症状”(需求),然后才能制定出精准的“组合处方”。这依赖于对各种表面处理工艺的理解以及在车间积累的实践经验。
表面处理工程是决定产品性能和外观的关键环节。面对复杂的工艺要求,JS 擅长运用多种工艺组合,以最优成本实现最佳效果。想要您的关键部件既可靠又卓越吗?请立即将您的零件图纸和性能要求发送给我们,JS 工程团队将为您量身定制金属表面处理解决方案。

常见问题解答 - 解答您的表面处理问题
阳极氧化和喷漆哪个更好?
事实上,并没有简单的“更好”之分,关键在于你的零件需要什么。
- 阳极氧化主要用于铝制零件。它是在基材上形成一层坚硬的薄膜。这种薄膜具有极强的结合力、极高的耐磨性以及更明显的金属质感,但颜色选择较少。
- 喷漆/粉末喷涂是在漆层上覆盖一层色彩极其丰富的涂料,几乎适用于任何材料,且性价比高,但涂层相对容易被碰撞损坏。
我应该选择哪种治疗方法?
对于需要极高耐用性和金属质感(铝制部件)的用户,请选择阳极氧化处理。对于需要色彩鲜艳的外观或非铝制材料的用户,请选择喷漆处理。电镀和表面处理领域还有其他解决方案(例如电镀),最终选择取决于您的具体需求。
为什么我的不锈钢零件还会生锈?不是说不锈钢不会生锈吗?
关于不锈钢零件生锈的问题,需要澄清一个关键点:
不锈钢的特性是“相对不易生锈”,但并非“绝对不会生锈”。在加工或使用过程中,其表面可能会被铁屑等污染物污染,或者其天然的保护性氧化膜可能会被破坏。这些受损或受污染的区域在潮湿、高盐的环境中会成为生锈的起点。
因此,对于需要极高耐锈性能的应用(例如医疗器械和船舶部件),仅使用不锈钢是不够的。加工后必须进行钝化处理。钝化处理通过化学方法彻底去除表面污染物,使不锈钢表面重新形成更致密、更稳定的氧化铬保护膜。这是确保不锈钢部件发挥其应有耐腐蚀性能的关键步骤。
“表面光洁度”和“表面粗糙度”是同一回事吗?
作为JS公司的一名工程师,我需要澄清表面光洁度和粗糙度之间的区别:
两者本质上表达的是相同的属性,但表达角度却截然相反。
- 表面粗糙度是一个定量技术参数,它通过一个特定值(例如 Ra=0.8μm)精确测量表面的微观凹凸程度。该值越小,表面越光滑。
- 表面光洁度是一个传统的定性概念,它使用等级符号(例如▽7)来大致描述表面的光滑程度。等级越高,表面越光滑。
在现代工程实践中,我们倾向于使用Ra值(例如Ra 1.6)来表示表面粗糙度。这种表达方式更加精确、可量化,符合国际标准,并且可以避免因等级定义模糊而导致的加工误差。
简而言之:粗糙度用数字表示,光滑度用符号表示,数字粗糙度是当前工程交流的通用语言。
概括
表面处理绝非制造流程末端的可有可无的环节,而是一项核心工程要素,需要在产品设计之初就进行战略性考量。它直接决定了产品的外观吸引力、功能可靠性、使用寿命和整体成本效益。
掌握和优化表面 表面处理工艺是打造优质产品的关键能力。投资先进的表面处理技术和可靠的表面处理设备,将为您的产品带来长期的竞争优势。
您是否担心不当的表面处理会降低产品的价值潜力?
JS拥有完善的表面处理设备和深厚的技术积累。从数控精加工、钣金成型到最终表面处理,我们提供一站式服务。我们是一家技术型表面处理设备公司,也是您解决问题的合作伙伴。
立即采取行动:
- 上传您的设计:让我们评估如何根据您的部件“定制外套”。
- 获取专家解决方案: JS 工程师将根据您的性能、外观和成本要求,推荐最佳的表面处理组合。
- 获取清晰报价:快速获取涵盖加工和表面处理的全面制造报价。
让我们携手合作,确保您的产品内外兼修,品质卓越。

免责声明
本页面内容仅供参考。JS系列产品,我们不就信息的准确性、完整性或有效性作出任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过龙盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价,并明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家行业领先的公司,专注于定制化制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Technology,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

