

Zwei scheinbar identische Metallteile: Das eine hat auf mikroskopischer Ebene eine mondähnliche Oberfläche, das andere ist spiegelglatt. Werden sie in einem Motor mit hoher Drehzahl eingesetzt, kann das eine aufgrund übermäßiger Reibung vorzeitig ausfallen, während das andere seine geplante Lebensdauer erreicht. Dieser Unterschied im Mikrometerbereich entscheidet oft über Erfolg, Ruf und Kosten eines Produkts.
Dies ist Wissenschaft und Kunst der Oberflächenbearbeitung. Sie wirkt sich direkt auf Verschleiß, Abdichtung, Korrosionsbeständigkeit, Dauerfestigkeit und Aussehen eines Teils aus.
Diese Broschüre enthüllt alle Geheimnisse der Oberflächengütediagramme , vom Knacken schwieriger Symbole bis hin zum Kosten-Nutzen-Denken, sodass Sie stets die intelligentesten Fertigungsentscheidungen treffen können. Mit dieser Broschüre erwerben Sie grundlegendes Know-how und können die Expertendienste von JS nutzen, um die Teilequalität zu verbessern.
Zusammenfassung der Kernantworten
| Vergleichsaspekte | Makro-Finishing | Mikro-Finishing |
| Fokus | Globale Formmerkmale wie Geometrie, Ebenheit und Kontur. | Oberflächenmerkmale wie mikroskopische Spitzen und Täler, Rauheit und Welligkeit. |
| Messwerkzeuge | Koordinatenmessgerät (KMG), optisches Flachbett, Mikrometer. | Oberflächenrauheitsmessgerät (Profilometer), Rasterkraftmikroskop (AFM). |
| Charakteristische Parameter | Geradheit, Ebenheit, Millimetereinheiten (mm). | Ra, Rz, Rq usw., Einheiten in Mikrometern (μm) oder Mikrozoll (μin). |
| Einflussfaktoren | Genauigkeit der Werkzeugmaschine, Werkzeugdurchbiegung, thermische Belastung. | Werkzeugform, Vorschubgeschwindigkeit, Schnittparameter, Schleifkorngröße. |
| Hauptzweck | Stellen Sie sicher, dass die Teile richtig passen und funktionsfähig sind. | Optimieren Sie Reibung, Schmierung, Lebensdauer, Aussehen und Dichtungsleistung. |
Warum diesem Leitfaden vertrauen? Interpretation der Diagramme durch das JS Technical Team
Das technische Team von JS verfügt über mehr als 15 Jahre praktische Erfahrung in der Oberflächenbehandlung. Wir haben die Oberflächenbeschaffenheit von Präzisionsteilen aus Aluminiumlegierungen für die Luft- und Raumfahrt optimiert, um die Dichtleistung unter hohem Druck und in großer Höhe zu gewährleisten. Darüber hinaus haben wir das Problem der Oberflächenstruktur von Motorblöcken für die Automobilindustrie gelöst, die Wärmeableitungseffizienz verbessert und die Lebensdauer verlängert.
Wir haben Kunden in über 30 Branchen bedient und im Laufe unserer Geschäftstätigkeit über 100.000 Oberflächenbearbeitungen an Teilen durchgeführt. Dabei haben wir umfangreiche Erfahrungen in der Oberflächenbearbeitung verschiedener Materialien und unter verschiedenen Betriebsbedingungen gesammelt.
Dieser Leitfaden ist die Krönung der praktischen Erfahrung und des Expertenwissens unseres Teams und basiert auf einer Reihe maßgeblicher Oberflächengütediagramme. Ob Sie die entsprechenden Oberflächengüteparameter festlegen oder bestehende Probleme mit der Oberflächenqualität lösen müssen – dieser Leitfaden ist eine zuverlässige Hilfe.
JS verfügt über umfassende Branchenkenntnisse und langjährige Erfahrung in der Oberflächenveredelung von Teilen und bietet Ihnen kundenspezifische Lösungen für die Oberflächenveredelung. Wählen Sie unsere Online-Dienstleistungen für die Oberflächenveredelung und überlassen Sie Ihrem Fertigungsbedarf unser erfahrenes Team.
Was ist Oberflächenbeschaffenheit? Warum ist sie ein „Fingerabdruck“ der Fertigung?
Die Oberflächenbeschaffenheit ist die mikroskopische geometrische Eigenschaft eines bearbeiteten Produkts. Wie ein „Fingerabdruck“ der Fertigung offenbart sie die Verarbeitungstechnologie, die Materialeigenschaften und die Zielanwendung und ermöglicht Ihnen so die Kontrolle über die Qualität und Leistung der Teile.
Grundlegende Definition
Die Oberflächengüte misst die Glätte und Ebenheit der Oberfläche eines Bauteils. Neben dem Aussehen wirkt sie sich auch direkt auf die Dichtheit, Verschleißfestigkeit und Korrosionsbeständigkeit aus. Dichtungen beispielsweise benötigen eine hohe Oberflächengüte, um dicht zu sein, während Verschleißteile genau die richtige Rauheit benötigen, um die Reibung zu verbessern.
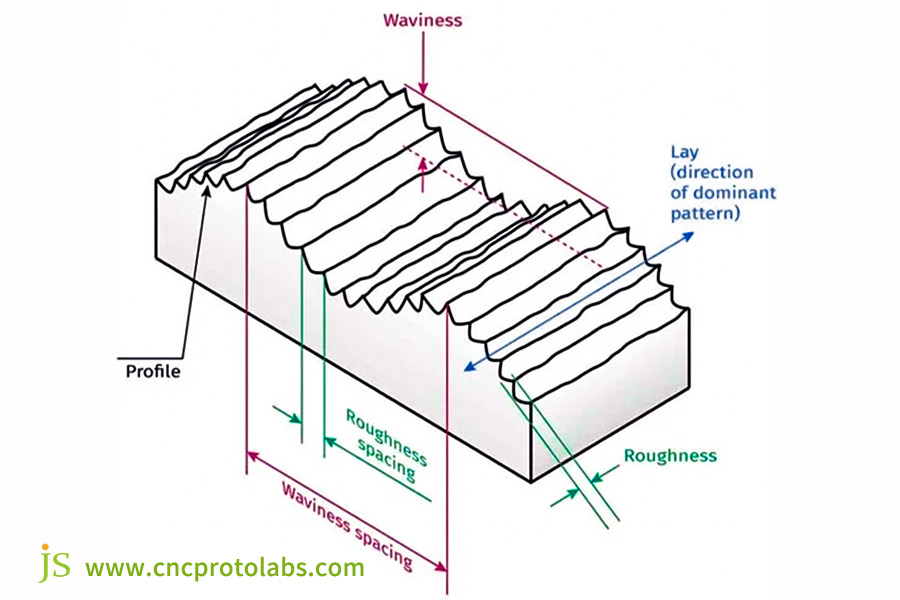
Kernzusammensetzung
- Rauheit: Mikroskopische Oberflächenunregelmäßigkeiten mit einer Wellenlänge von 0,001–0,1 mm , die durch Bearbeitungswerkzeugspuren (z. B. Frässpuren ) entstehen.
- Welligkeit: Mesoskopische Wellen mit einer Wellenlänge von 0,1–10 mm , die durch Gerätevibrationen und unzureichende Teilesteifigkeit entstehen und die Montagegenauigkeit und das Erscheinungsbild beeinträchtigen.
- Textur: Die Richtung von Bearbeitungsspuren (z. B. kreisförmige Spuren von Drehmaschinen und parallele Spuren von Fräsmaschinen) bestimmt die Verschleißfestigkeit und die Dichtleistung. Wenn beispielsweise die Textur der Dichtfläche parallel zur Fließrichtung ausgerichtet ist, kann dies das Leckagerisiko erhöhen.
Quantifizierung des Tastgefühls: So messen Sie die Oberflächenrauheit genau
Um sicherzustellen, dass die Oberflächengüte des Teils den Anforderungen entspricht, müssen Sie zunächst die Rauheit der Oberfläche genau messen. Es gibt drei Messmethoden, die jeweils für bestimmte Umstände geeignet sind. Sie können je nach Bedarf eine auswählen:
| Messmethode | Stärken | Schwächen | Anwendung |
| Kontaktmessung | Genaue, wiederholbare Daten. | Langsam, könnte die Oberfläche zerkratzen. | Präzisionsteile (Lager, Dichtungen). |
| Berührungslose Messung | Schnell, keine Oberflächenbeschädigung. | Kostspielige Geräte, sehr lichtempfindlich. | Weiche Materialteile schonend geformt (Kunststoff, Kupfer). |
| Vergleichsmethode | Einfach zu bedienen, günstig. | Grobe Ergebnisse, bedienerabhängig. | Erstprüfungen, schnelle Chargenprüfung. |
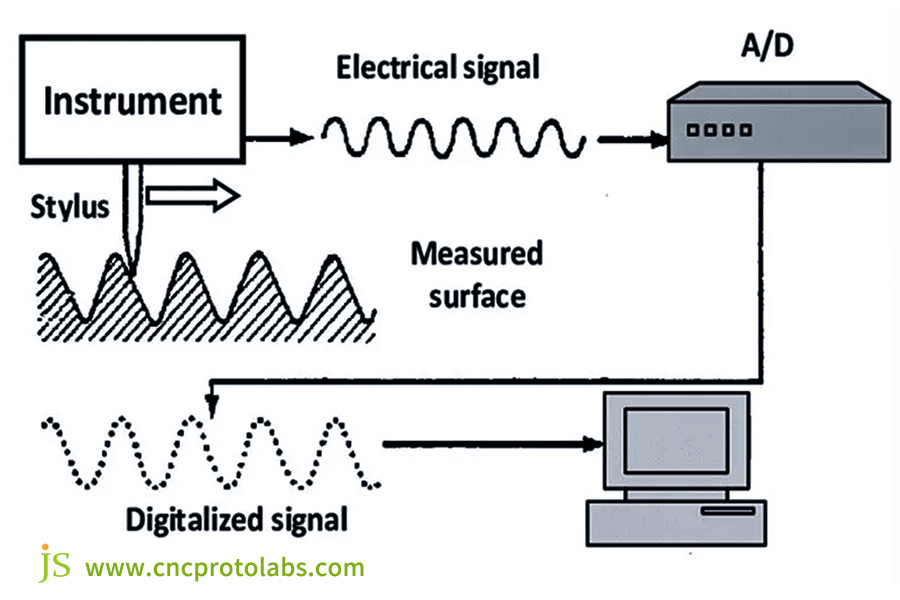
- Die vorherrschende Methode ist die Kontaktmessung. Dabei wird die Rauheit berechnet, indem eine Sonde über die Oberfläche geführt wird, um Unebenheiten aufzuzeichnen.
- Die berührungslose Messung ist eine Hightech-Methode, bei der Laser- und optische Technologie zum Einsatz kommen.
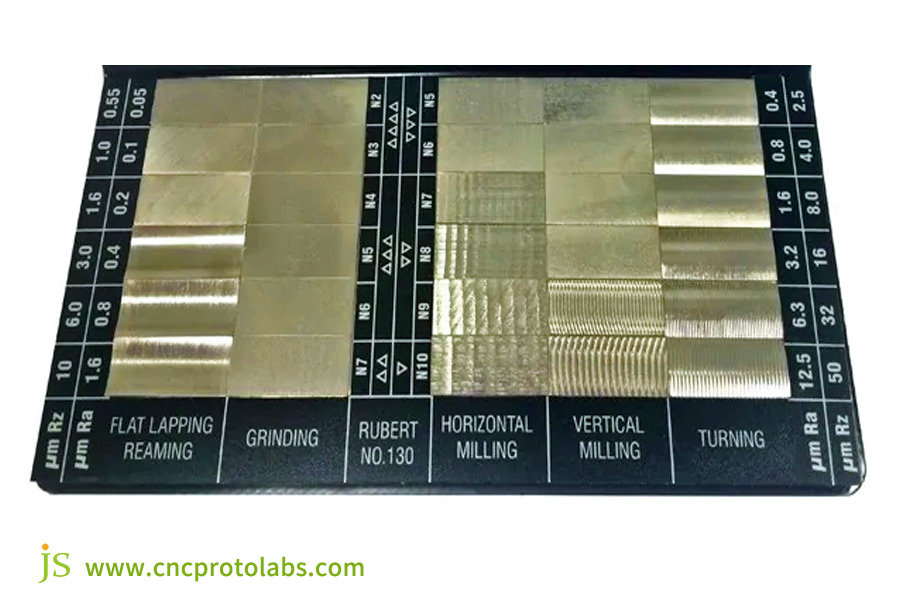
- Bei der Vergleichsmethode wird eine Vergleichsprobe der Oberflächenrauheit (Ra-Vorlage) verwendet, um die Qualität durch visuellen und haptischen Vergleich zu bestimmen.
JS bietet professionelle Kontakt- und berührungslose Prüfgeräte für die präzise Rauheitsmessung Ihrer Oberflächenteile . Wir bieten auch Online-Dienste zur Oberflächenveredelung an, sodass Sie jederzeit auf die Testergebnisse zugreifen können.
Den „Code“ knacken: Symbole und Abkürzungen für die Oberflächenbeschaffenheit übersetzen
Die Symbole und Abkürzungen für die Oberflächenbeschaffenheit in technischen Zeichnungen stellen einen „Code“ dar. Um die Anforderungen richtig interpretieren zu können, ist es wichtig, sie zu verstehen.
Detaillierte Beschreibung der grundlegenden Symbole
- √: Allgemeines Symbol, das eine zu bearbeitende Oberfläche anzeigt, aber keinen bestimmten Prozess angibt.
- √ mit einem Bindestrich: Es muss Material abgetragen werden (zB Fräsen, Schleifen, Drehen).
- √ mit einem Kreis: Materialabtrag ist nicht erforderlich (z. B. die Gussoberfläche eines Schmiede- oder Gussteils oder die Oberfläche eines Kunststoff -Spritzgussteils ).
- √ mit einem Kugelsymbol (Ø): Kugelförmige Oberfläche, die einen Rauheitsindikator erfordert.
Erforderliche Parameterabkürzungen
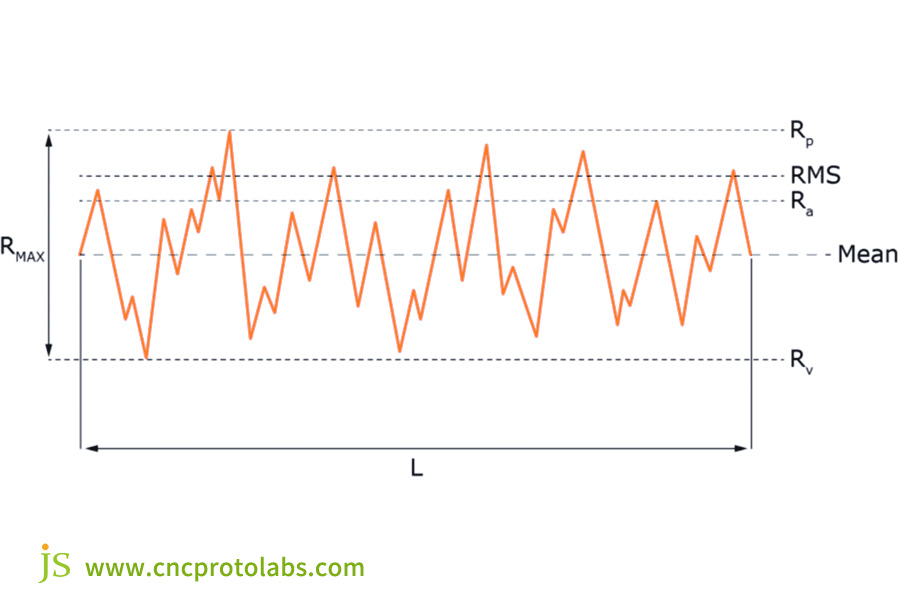
- Ra (Arithmetischer Mittelwert der Abweichung): Der arithmetische Mittelwert der Entfernung der Punkte auf einer Kontur zur Referenzlinie in der Abtastlänge. Dies ist die gebräuchlichste Messung. Je niedriger dieser Wert, desto glatter die Oberfläche (z. B. ist Ra 0,8 μm glatter als Ra 3,2 μm).
- Rz (Maximale Höhe): Summe der maximalen Spitzenhöhe und der maximalen Taltiefe innerhalb der Probenlänge. Wird auf Komponenten angewendet, die Stoßbelastungen ausgesetzt sind.
- Rq (Root Mean Square Deviation): Quadratwurzel des arithmetischen Mittels der Quadrate der Abstände zwischen Konturpunkten und der Referenzlinie innerhalb der Abtastlänge, die empfindlicher auf Spitzen und Täler reagiert und umfassender widerspiegelt.
- Weniger gebräuchliche, aber wichtige Parameter: Rsk (Schiefe) zeigt die Profilasymmetrie an (positive Werte zeigen mehrere Spitzen an, negative Werte mehrere Täler). Rku (Kurtosis) zeigt die Profilschärfe an (große Werte zeigen erhöhten Verschleiß an).
Beispiel für die Symbolinterpretation
Verwenden Sie als Beispiel „√̄ Ra 0,8μm Rz 6,3μm ∥ 2,5mm“ :
- „√̄ “ zeigt an, dass Material entfernt werden muss.
- „Ra 0,8µm“ ist die arithmetische mittlere Abweichung.
- „Rz 6,3µm“ ist die maximale Höhe.
- „∥“ zeigt an, dass die Textur parallel zur Ansichtsebene ist.
- „2,5 mm“ ist die Abtastlänge.
Die Ingenieure von JS kennen verschiedene Abkürzungen und Symbole für unterschiedliche Oberflächen und unterstützen Sie bei der korrekten Interpretation von Zeichnungsspezifikationen. Wir bieten auch kundenspezifische Oberflächenbearbeitungsservices an, bei denen wir Bearbeitungslösungen an Ihre Symbolanforderungen anpassen, sodass Teile gemäß den Konstruktionsspezifikationen gefertigt werden.
Gemeinsame Sprache: Standards für die Oberflächenbeschaffenheit von Hauptschlüsseln
Jedes Land und jede Branche hat spezifische Standards für die Oberflächenbeschaffenheit. Das Verständnis dieser Standards vermeidet Verwirrung und Probleme bei der Zusammenarbeit:
| Standardtyp | Hauptstandardnummer | Kernfunktionen | Anwendbare Regionen/Branchen |
| Internationaler Standard (ISO) | ISO 4287 | Standardisierte und universelle Parameter mit definitiven Ra/Rz-Definitionen und -Messungen. | Global (vorwiegend Europa und Asien). |
| Amerikanischer Standard (ASME) | ASME B46.1 | Spezifische Maserungsrichtung und Bezeichnung der Verarbeitungsmethode. | Geeignet für die Vereinigten Staaten und Nordamerika. |
| Branchenspezifische Standards | Medizin: ISO 10993-1 | Hochwertige Verarbeitung mit Schwerpunkt auf Sterilität und Biokompatibilität. | Wird in der Medizingeräteindustrie verwendet. |
| Branchenspezifische Standards | Luft- und Raumfahrt: SAE AS9100 | Korrosions- und Verschleißbeständigkeit für extreme Umgebungen. | Wird in der Luft- und Raumfahrtindustrie verwendet. |
Kostentreiber der Oberflächenveredelung – detaillierte Analyse
Bei der Wahl der Oberflächenbeschaffenheit spielen die Kosten eine wichtige Rolle. Die Faustregel lautet: „Je glatter, desto teurer.“ Wenn Sie die Kostentreiber kennen, können Sie die Kosten optimieren und gleichzeitig die funktionalen Anforderungen erfüllen.
Die Regel „Je glatter, desto teurer“
Ein Ra von 3,2 μm ( Routinefräsen ) kostet etwa 5 $ pro Teil, ein Ra von 0,8 μm (Fräsen + Feinreiben) kostet etwa 8 $ und ein Ra von 0,025 μm (Spiegelpolieren, mehrere Schritte) kostet über 20 $ .
Kostentreiber
- Bearbeitungszeit: Je höher die Oberflächengüte, desto mehr Arbeitsgänge sind erforderlich und desto länger ist die Bearbeitungszeit (z. B. erfordert Ra 3,2 → 0,8 ein Feinreiben und erhöht die Bearbeitungszeit um mehr als 30 % ).
- Investitionen in die Ausrüstung: Präzisionsbearbeitungs- und Messwerkzeuge sind teuer (z. B. können berührungslose Lasermessgeräte über 50 % teurer sein als herkömmliche Kontaktinstrumente).
- Materialabtrag: Hochpräzise Bearbeitung erfordert zusätzlichen Materialabtrag (z. B. 20 % mehr Materialabtrag von Edelstahl Ra 0,4 als von 1,6).
- Arbeitskosten: Bei der hochpräzisen Bearbeitung sind qualifizierte Techniker erforderlich, was die Arbeitskosten erhöht.
Wichtige Empfehlungen
Definieren Sie ein „ausreichend gutes“ statt eines „besten“ Finishs. Sehr hochwertige Finishes sind kostspielig, ohne dass sie funktionaler sein müssen.
Während beispielsweise eine typische Halterung mit einem Ra-Wert von 6,3 μm akzeptabel ist, verursacht das Bestehen auf einem Ra-Wert von 0,8 μm lediglich unnötige Kosten. Die Funktionsanforderungen der Teile, wie z. B. Abdichtung und Verschleißfestigkeit, sollten vor der Festlegung der geeigneten Glätte mit dem Hersteller besprochen werden.
JS erstellt Ihnen gerne einen unverbindlichen Kostenvoranschlag für die Oberflächenveredelung. Wir empfehlen Ihnen die passende Oberflächengüte entsprechend Ihren funktionalen Anforderungen, um Ihre Kosten zu begrenzen, die Leistungsfähigkeit des Teils zu erhalten und unnötige Ausgaben zu vermeiden.
Mehr als nur flache Oberflächen: Herausforderungen bei der Oberflächenbeschaffenheit komplexer Kurven und interner Kanäle
Viele Teile enthalten Strukturen wie komplexe Oberflächen, tiefe Löcher und kleine Gewinde . Diese „versteckten“ Oberflächen sind für die Leistung von entscheidender Bedeutung (z. B. beeinflusst die Innenwand eines Rohrs den Flüssigkeitsfluss), ihre Messung und Verarbeitung kann jedoch eine Herausforderung sein.
Problem
Herkömmliche Kontaktsonden können weder gekrümmte Rohre, tiefe Löcher oder Gewindespalte durchdringen noch komplexe Zahnradoberflächen vollständig berühren und liefern daher fehlerhafte Messungen. Eine schlechte Oberflächenbeschaffenheit kann leicht zu Problemen beim Flüssigkeitsfluss und vorzeitigem Komponentenverschleiß führen.
Beispielsweise kann eine schlechte Oberflächenbeschaffenheit gekrümmter Rohre in Hydrauliksystemen den Strömungswiderstand der Flüssigkeit erhöhen, Verunreinigungen zurückhalten und die Lebensdauer des Systems verkürzen.
Innovative Lösungen
1. Replikationstechnik:
Kopieren Sie die Kontur der Oberfläche mit einer speziellen Folie, entfernen Sie die Folie und messen Sie sie mit gewöhnlichen Geräten, um indirekt die Rauheit zu ermitteln. Die Technik kann für tiefe Löcher und gekrümmte Rohre verwendet werden, wo ein einfacher Vorgang zu geringen Kosten möglich ist.
2. Optisches 3D-Scannen:
Zum Scannen und Erstellen eines 3D-Modells wird eine hochpräzise Maschine verwendet. Die Rauheit wird mithilfe einer speziellen Software geprüft. Dieser Prozess ist schnell und präzise und eignet sich für unregelmäßige Kurven und komplexe Zahnoberflächen.
Ziele erreichen: Wichtige Überlegungen zur Festlegung der Oberflächenbeschaffenheit
Um die Anforderungen an die Oberflächenbeschaffenheit zu erfüllen, müssen Sie die folgenden Parameter sorgfältig analysieren und rationale Anforderungen festlegen:
Identifizieren Sie die funktionalen Anforderungen des Teils
Der Hauptpunkt ist die Funktionalität: Dichtungen (z. B. Dichtungsoberflächen von Hydraulikventilen) benötigen einen Ra-Wert von 0,8 μm oder weniger für einen ordnungsgemäßen Sitz und leckagefreies Arbeiten, Verschleißteile (z. B. Oberflächen von Wälzlagern) benötigen einen Ra-Wert von 0,4–1,6 μm, um Reibung und Verschleißrate zu maximieren (ein zu hoher Wert führt zu Schlupf, ein zu niedriger Wert zu Verschleiß).
Berücksichtigen Sie die Materialeigenschaften
Unterschiedliche Materialien erfordern unterschiedliche Verarbeitungsschwierigkeiten und Anforderungen an die Oberflächenbeschaffenheit: Aluminiumlegierungen sind weich und erreichen problemlos einen Ra-Wert von 0,4 μm, Edelstahl hingegen ist hart, und um einen Ra-Wert von 0,4 μm zu erreichen, sind mehr Schritte und Technologien erforderlich, was teurer ist. Bei der Spezifikation müssen die Materialeigenschaften beachtet werden, damit die Anforderungen erfüllt werden können.
Kosten- und Leistungsbilanz
Ein höherer Oberflächengrad ist teurer, daher muss ein Ausgleich gefunden werden. Bei dekorativen Teilen ist beispielsweise ein Ra-Wert von 6,3 μm für die Optik ausreichend. Ein Ra-Wert von 0,8 μm ist zwar optisch ansprechender, aber ohne Leistungssteigerung sehr teuer. Daher sollte ein niedrigerer Oberflächengrad gewählt werden.
Identifizieren Sie die Machbarkeit der Verarbeitungstechnologie
Verschiedene Verfahren haben unterschiedliche Oberflächengüten: Fräsen (Ra 1,6–6,3 μm), Schleifen (Ra 0,2–1,6 μm) und Polieren (Ra 0,025–0,2 μm). Stellen Sie keine Anforderungen, die nicht realisierbar oder übermäßig teuer sind. Beispielsweise ist die Anforderung von Ra 0,2 μm durch Fräsprozesse unrealistisch.
JS bietet Ihnen professionelle Oberflächenbearbeitungsanforderungen basierend auf den funktionalen Anforderungen Ihres Teils, den Materialeigenschaften, der Kostentoleranz und der Verarbeitbarkeit der Technologie. Alternativ können Sie über unsere Online-Oberflächenbearbeitungsdienste schnell nach geeigneten Oberflächenbearbeitungstabellen suchen, um Ihre Ziele zu erreichen.
Fallstudienrückblick: Ein Kampf um Millimeter – Die Oberflächenbeschaffenheit eines Hydraulikventilverteilers ist die Lösung
Kundenproblem
Bei einem ansonsten normalen Ventilverteiler eines Hydrauliksystemherstellers traten schwerwiegende interne Leckagen auf. Es kam zu einer Systemausfallrate von 20 %, zahlreichen Kundenbeschwerden und monatlichen Kundendienstkosten von über 50.000 US-Dollar .
Der Hersteller vermutete zunächst eine minderwertige Qualität des Dichtrings. Der Austausch mehrerer Marken blieb erfolglos, erste Untersuchungen ergaben jedoch, dass die Dichtfläche beschädigt war.
Problemanalyse
Die JS-Ingenieure untersuchten den defekten Ventilblock und stellten fest, dass der Boden der Dichtungsnut nur eine Oberflächengüte von Ra 3,2 μm (Werksstandard) aufwies und große Rattermarken (Wellen) aufwies. Mikroskopische Täler der rauen Oberfläche verhinderten, dass sich der Dichtungsring vollständig verformte und füllte, wodurch Hochdrucköl über mikroskopisch kleine Leckagepfade entweichen konnte.
JS-Lösung
1. Neudefinition der Standards: Basierend auf den Dichtungsanforderungen wurde die Oberflächenbeschaffenheit der Dichtung von „gefräst“ (Ra 3,2 μm) auf Ra 0,8 μm verbessert und eine neue Welligkeitsanforderung von ≤ 5 μm für eine glatte Dichtungsoberfläche eingeführt.
2. Prozessänderung: Der „Ein-Schuss -Fräsprozess “ wurde durch „Fräsen + Feinreiben“ ersetzt. Durch Fräsen wird zunächst der größte Teil des Materials entfernt. Anschließend wird der Boden der Dichtungsnut fein gerieben, um Werkzeugspuren und Rattermarken abzukratzen und so die Oberfläche zu verbessern.
3. Kostenvorteil: Nach der Prozessänderung dauerte die Bearbeitung eines einzelnen Ventilblocks 40 % länger und kostete 20 statt 23 US-Dollar (15 % mehr). Die ursprünglichen Reparaturkosten des Kunden beliefen sich jedoch auf 100 US-Dollar pro defektem Ventilblock, und die zusätzlichen Bearbeitungskosten überstiegen die Einsparungen bei weitem.
Endergebnisse
Nach der Verbesserung entsprach die Oberflächenbeschaffenheit der Dichtungen aller Ventilblöcke den Spezifikationen, die Leckage-Ausfallrate lag bei nahezu Null und die monatlichen Kundendienstkosten sanken von 50.000 USD auf weniger als 1.000 USD.
Die Kundenzufriedenheit und der Markenruf verbesserten sich deutlich, die Bestellmenge stieg um 30 % und die Gesamtkosten reduzierten sich durch den reduzierten Kundendienst. Dieser Fall bestätigt den immensen Wert einer korrekten Oberflächenbeschaffenheit.
FAQs
F1: Ich habe auf der Zeichnung „poliert“ markiert. Ist das ausreichend?
Bei weitem nicht genug! „Poliert“ ist ein subjektiver und qualitativer Begriff, und die Erwartungen variieren stark von Lieferant zu Lieferant. Diese Art der Spezifikation kann leicht zu einer schlechten Teileoberfläche führen, die wiederum zu Kontroversen und Fertigungsfehlern führt. Es ist sinnvoll, die Anforderungen anhand expliziter Werte (z. B. Ra 0,4 μm) zu spezifizieren, damit die Lieferanten stets wissen, was erforderlich ist.
F2: Was ist, wenn ich keinen genauen Ra-Wert angeben kann?
Idealerweise werden die funktionalen Anforderungen des Teils oder ein Muster als Referenz bereitgestellt. Sind Funktion und Betriebsbedingungen geklärt, kann der Lieferant anhand dieser Parameter eine geeignete Oberflächenqualität empfehlen. Bei Bereitstellung qualifizierter Muster kann der Lieferant die Musterparameter akzeptieren und so sicherstellen, dass das produzierte Teil dem Muster entspricht.
F3: Was muss ich für meinen Anteil angeben, um ein genaues Angebot zu erhalten?
Sie müssen uns klare 2D-Konstruktionszeichnungen mit deutlicher Beschriftung zur Verfügung stellen: Oberflächenrauheitssymbol und -wert, Materialart und -härte, spezifische Oberflächen, die das gewünschte Finish erfordern, und Jahresbedarf. Die JS-Plattformingenieure kombinieren diese Informationen mit ihren eigenen Verarbeitungsfähigkeiten, um eine Empfehlung für das optimale Oberflächenbehandlungsverfahren abzugeben und Ihnen ein realistisches Angebot zu unterbreiten.
Zusammenfassung
Die Oberflächenbeschaffenheit ist mehr als nur ein kosmetischer Aspekt einer Zeichnung, sie ist ein entscheidender Leistungsvertrag zwischen Design und Fertigung. Die Beherrschung der Terminologie, der Kosten und der Auswirkungen ist entscheidend für optimale Produktoptimierung, Kostenkontrolle und Zuverlässigkeit. Sie zeigt uns, dass es bei der Genauigkeit tatsächlich um sehr kleine Dinge geht, die mit bloßem Auge nicht erkennbar sind.
JS bietet umfassende Dienstleistungen von der Oberflächenveredelung über die Prozessentwicklung bis hin zur Endbearbeitung. Ob Sie Standardteile oder kundenspezifische Oberflächenbearbeitung benötigen – wir erfüllen Ihre Anforderungen mit unserem Fachwissen und unserem umfassenden Know-how.
Unsere Oberflächenveredelung im Internet ermöglicht Ihnen jederzeit die Fortschrittskontrolle und transparente Preise für die Oberflächenveredelung geben Ihnen die volle Kostenkontrolle. Mit JS sparen Sie sich die Kosten für die Oberflächenveredelung und steigern die Qualität Ihrer Produkte.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich zu Informationszwecken. JS-Dienste Es werden keine ausdrücklichen oder stillschweigenden Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen übernommen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -art oder Verarbeitung über das Jusheng-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers , ein Ersatzteilangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte zu ermitteln. Bitte kontaktieren Sie uns für weitere Informationen .
JS-Team
JS ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in über 150 Ländern weltweit schnelle, effiziente und hochwertige Fertigungslösungen. Ob Kleinserienfertigung oder großangelegte Sonderanfertigungen – wir erfüllen Ihre Anforderungen mit schnellster Lieferung innerhalb von 24 Stunden. Wählen Sie JS Technology. Das bedeutet Auswahl, Effizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com
Ressource

