

Два, казалось бы, одинаковых металлических элемента: один имеет лунообразную поверхность на микроскопическом уровне, а другой — зеркально гладкий. Если их использовать в двигателе, работающем на высоких оборотах, первый может преждевременно выйти из строя из-за чрезмерного трения, в то время как второй бесшумно прослужит весь свой срок службы. Эта разница в микрометрах часто определяет успех, репутацию и стоимость продукта.
Это наука и искусство обработки поверхности. Она напрямую влияет на износ, герметичность, коррозионную стойкость, усталостную прочность и внешний вид детали.
Эта брошюра раскроет все секреты таблиц качества поверхности , от распознавания сложных символов до анализа экономической эффективности, чтобы вы могли каждый раз принимать самые разумные решения в производстве. Эта брошюра позволит вам освоить базовые знания и воспользоваться экспертными услугами JS для повышения качества деталей.
Краткое изложение основных ответов
| Аспекты сравнения | Макрообработка | Микрообработка |
| Фокус | Глобальные характеристики формы, такие как геометрия, плоскостность и контур. | Особенности поверхности, такие как микроскопические выступы и впадины, шероховатость и волнистость. |
| Измерительные инструменты | Координатно-измерительная машина (КИМ), оптический планшет, микрометр. | Измеритель шероховатости поверхности (профилометр), атомно-силовой микроскоп (АСМ). |
| Характерные параметры | Прямолинейность, плоскостность, единицы измерения: миллиметр (мм). | Ra, Rz, Rq и т. д., единицы измерения — микрометры (мкм) или микродюймы (мкдюйм). |
| Факторы влияния | Точность станков, отклонение инструмента, термическое напряжение. | Форма инструмента, скорость подачи, параметры резания, размер абразивного зерна. |
| Основная цель | Убедитесь, что детали подходят по размеру и функциональны. | Оптимизация трения, смазки, усталостной долговечности, внешнего вида и эффективности уплотнений. |
Почему стоит доверять этому руководству? Интерпретация диаграмм технической командой JS
Техническая команда JS имеет более чем 15-летний практический опыт в обработке поверхности. Мы оптимизировали качество обработки поверхности прецизионных деталей из алюминиевых сплавов для аэрокосмической промышленности, обеспечив герметичность при высоком давлении и на большой высоте. Мы также решили проблему текстуры поверхности блока цилиндров в автомобильной промышленности, улучшили эффективность теплоотвода и продлили срок службы.
За годы работы мы обслужили клиентов из более чем 30 отраслей и выполнили обработку поверхности более 100 000 деталей, накопив обширный опыт в обработке поверхностей различных материалов и различных условий эксплуатации.
Это руководство – кульминация практического опыта и экспертных знаний нашей команды , основанных на ряде авторитетных таблиц качества поверхности. Это руководство станет надежным руководством, если вам нужно определить необходимые параметры отделки поверхности или решить существующие проблемы с качеством.
Компания JS, обладающая обширными знаниями в отрасли и богатым опытом в области обработки поверхностей, предлагает индивидуальные решения для производства. Воспользуйтесь нашими онлайн-услугами по обработке поверхностей и доверьте решение ваших производственных задач нашей опытной команде.
Что такое качество поверхности? Почему это «отпечаток пальца» производства?
Качество поверхности — это микроскопическая геометрическая характеристика обработанного изделия. Подобно производственному «отпечатку пальца», оно раскрывает технологию обработки, характеристики материала и целевое назначение, позволяя контролировать качество и эксплуатационные характеристики детали.
Основное определение
Чистота поверхности определяет гладкость и ровность поверхности компонента. Помимо внешнего вида, она также напрямую влияет на герметичность, износостойкость и коррозионную стойкость. Например, для герметичности уплотнений требуется высокая степень обработки, а для улучшения трения изнашиваемым деталям требуется оптимальная степень шероховатости.
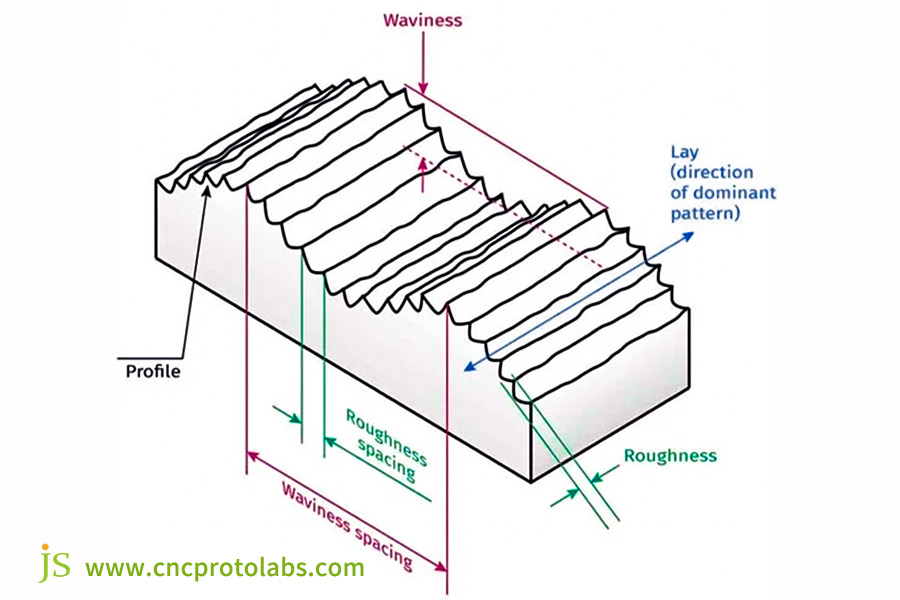
Основной состав
- Шероховатость: Микроскопические неровности поверхности с длиной волны 0,001–0,1 мм , возникающие в результате следов обработки инструментом (например, следов фрезы ).
- Волнистость: мезоскопические волнообразные колебания с длиной волны 0,1–10 мм , возникающие из-за вибрации оборудования и недостаточной жесткости детали, влияющие на точность сборки и внешний вид.
- Текстура: Направленность следов механической обработки (например, круговых следов токарного станка и параллельных следов фрезерного станка) определяет износостойкость и эффективность уплотнения. Например, если текстура уплотнительной поверхности ориентирована параллельно направлению потока, это может увеличить риск утечки.
Количественная оценка тактильных ощущений: как точно измерить шероховатость поверхности
Чтобы обеспечить требуемое качество поверхности детали, необходимо сначала точно измерить её шероховатость. Существует три способа измерения, каждый из которых подходит для конкретных условий. Вы можете выбрать один из них в зависимости от ваших потребностей:
| Метод измерения | Сильные стороны | Слабые стороны | Использует |
| Контактное измерение | Точные, повторяемые данные. | Медленно, может поцарапать поверхность. | Прецизионные детали (подшипники, уплотнения). |
| Бесконтактное измерение | Быстро, без повреждения поверхности. | Дорогостоящее оборудование, очень чувствительное к свету. | Детали из мягкого материала, отформованные аккуратно (пластик, медь). |
| Метод сравнения | Простота эксплуатации, дешевизна. | Результаты приблизительные, зависят от оператора. | Первичные проверки, быстрая проверка партии. |
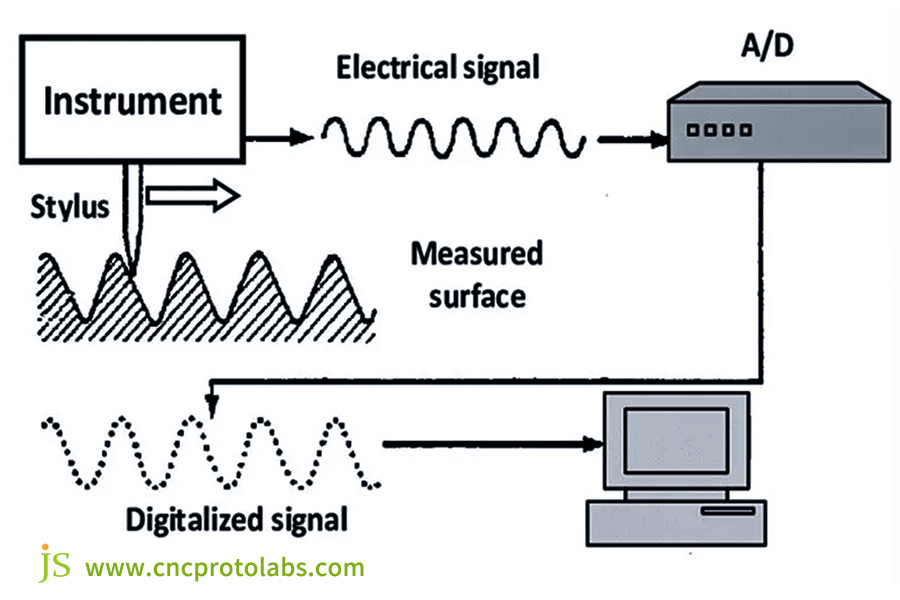
- Контактное измерение является распространенным методом, при котором шероховатость вычисляется путем перемещения зонда для регистрации неровностей поверхности.
- Бесконтактное измерение — высокотехнологичный метод, использующий лазерную и оптическую технологию.
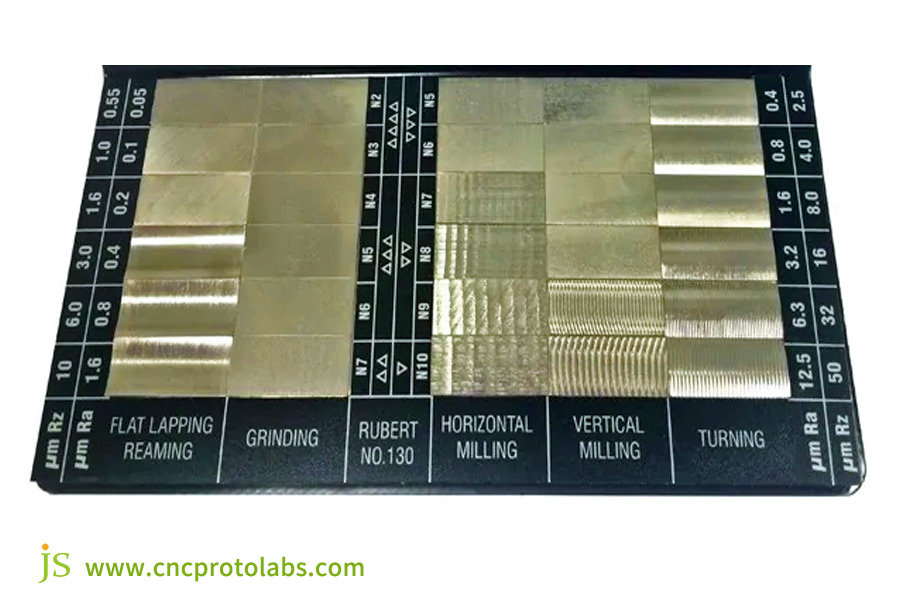
- Метод сравнения использует образец для сравнения шероховатости поверхности (шаблон Ra) для определения класса путем визуального и тактильного сравнения.
Компания JS предлагает профессиональные контактные и бесконтактные приборы для точного измерения шероховатости поверхности обработанных деталей . Мы также предлагаем онлайн-сервисы по обработке поверхностей, позволяющие вам получить доступ к результатам испытаний в любое удобное для вас время.
Расшифровка «кода»: расшифровка символов и сокращений отделки поверхности
Символы и сокращения отделки поверхности на инженерных чертежах представляют собой своего рода «код». Понимание их значения критически важно для точной интерпретации требований.
Подробное описание основных символов
- √: Общий символ, указывающий на поверхность, подлежащую обработке, но не определяющий конкретный процесс.
- √ с тире: Материал необходимо забрать (например, фрезерование, шлифование, точение).
- √ с окружностью: удаление материала не требуется (например, литая поверхность поковки или отливки или поверхность литьевой пластмассовой детали).
- √ со сферическим символом (Ø): Сферическая поверхность, требующая указания показателя шероховатости.
Требуются сокращения параметров
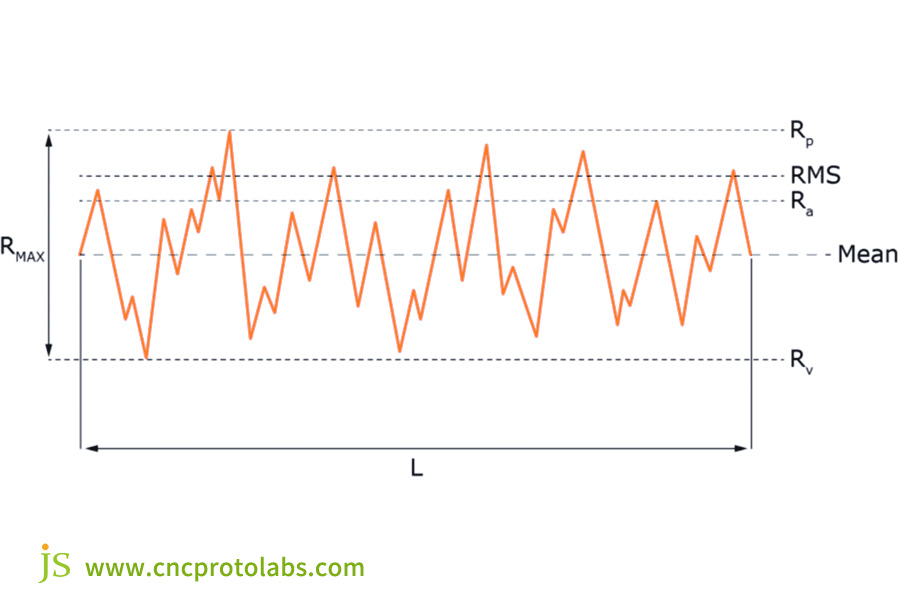
- Ra (среднее арифметическое отклонение): среднее арифметическое расстояние между точками контура и опорной линией на базовой длине. Это наиболее распространённый показатель; чем меньше это значение, тем более гладкая поверхность (например, Ra 0,8 мкм более гладкая, чем Ra 3,2 мкм).
- Rz (максимальная высота): сумма максимальной высоты пика и максимальной глубины впадины в пределах длины образца. Применяется к компонентам, подверженным ударным нагрузкам.
- Rq (среднеквадратичное отклонение): квадратный корень из среднего арифметического квадратов расстояний между точками контура и опорной линией в пределах длины выборки, который более чувствителен к пикам и впадинам и отражает ситуацию более полно.
- Менее распространённые, но важные параметры: Rsk (скошенность) указывает на асимметрию профиля (положительные значения указывают на наличие нескольких пиков, отрицательные значения — на наличие нескольких впадин). Rku (эксцесс) указывает на остроту профиля (большие значения указывают на повышенный износ).
Пример интерпретации символа
В качестве примера используем «√̄ Ra 0,8 мкм Rz 6,3 мкм ∥ 2,5 мм» :
- «√̄» указывает на то, что материал необходимо удалить.
- «Ra 0,8мкм» — среднее арифметическое отклонение.
- «Rz 6,3мкм» — максимальная высота.
- «∥» указывает на то, что текстура параллельна плоскости обзора.
- «2,5 мм» — длина выборки.
Инженеры JS знают различные сокращения и символы для обозначения различных типов обработки поверхности и помогут вам правильно интерпретировать спецификации чертежей. Мы также предоставляем услуги по изготовлению деталей с отделкой поверхности на заказ , адаптируя решения по обработке в соответствии с вашими требованиями к символам, чтобы детали изготавливались в соответствии с проектными спецификациями.
Общий язык: основные стандарты отделки поверхности
В каждой стране и отрасли существуют свои стандарты отделки поверхности. Понимание этих стандартов поможет избежать путаницы и потерь при совместной работе:
| Стандартный тип | Основной стандартный номер | Основные характеристики | Применимые регионы/отрасли |
| Международный стандарт (ИСО) | ИСО 4287 | Стандартизированные и универсальные параметры с точным определением и измерениями Ra/Rz. | Глобальный (преимущественно Европа и Азия). |
| Американский стандарт (ASME) | ASME B46.1 | Обозначение конкретного направления зерна и метода обработки. | Подходит для США и Северной Америки. |
| Отраслевые стандарты | Медицина: ISO 10993-1 | Высокое качество отделки, особое внимание уделяется стерильности и биосовместимости. | Используется в производстве медицинского оборудования. |
| Отраслевые стандарты | Авиакосмическая промышленность: SAE AS9100 | Устойчивость к коррозии и износу для экстремальных условий. | Используется в аэрокосмической промышленности. |
Факторы, влияющие на стоимость отделки поверхности: углубленный анализ
Стоимость является важным фактором при выборе отделки поверхности. Обычно действует правило: «чем глаже, тем дороже». Знание факторов, влияющих на стоимость, позволит вам оптимизировать затраты, удовлетворяя при этом функциональные требования.
Правило «Чем глаже, тем дороже»
Стоимость Ra 3,2 мкм ( обычная фрезеровка ) составит около 5 долларов за деталь, Ra 0,8 мкм (фрезерование + чистовое развертывание) составит около 8 долларов , а Ra 0,025 мкм (зеркальная полировка, многоэтапная) — более 20 долларов .
Факторы, влияющие на стоимость
- Время обработки: чем выше чистота обработки, тем больше операций требуется и тем больше время обработки (например, Ra 3,2 → 0,8 требует чистовой развертки и увеличивает время обработки более чем на 30% ).
- Инвестиции в оборудование: прецизионные инструменты для обработки и измерения стоят дорого (например, бесконтактные лазерные измерительные инструменты могут быть более чем на 50% дороже традиционных контактных инструментов).
- Удаление материала: Высокоточная обработка требует удаления дополнительного материала (например, удаление на 20% больше материала с нержавеющей стали Ra 0,4, чем с 1,6).
- Стоимость рабочей силы: Высокоточная обработка подразумевает использование квалифицированных специалистов, что увеличивает стоимость рабочей силы.
Ключевые рекомендации
Определите «достаточно хорошую» отделку вместо «лучшей». Очень качественная отделка стоит дорого, если не считать её более функциональной.
Например, хотя стандартный кронштейн с шероховатостью Ra 6,3 мкм приемлем, использование Ra 0,8 мкм приведёт к неоправданным расходам. Функциональные требования к деталям, такие как герметичность и износостойкость, следует обсудить с производителем, прежде чем определять необходимую гладкость.
Компания JS может предоставить вам открытый расчет стоимости обработки поверхности. Мы порекомендуем подходящий класс обработки поверхности в соответствии с вашими функциональными требованиями, что позволит снизить затраты, сохранить эксплуатационные характеристики детали и избежать ненужных расходов.
Помимо плоских поверхностей: проблемы обработки поверхности сложных кривых и внутренних каналов
Многие детали содержат такие структуры, как сложные поверхности, глубокие отверстия и мелкая резьба . Эти «скрытые» поверхности имеют решающее значение для производительности (например, внутренняя стенка трубы влияет на поток жидкости), но их измерение и обработка могут быть сложными.
Проблема
Традиционные контактные датчики не способны проникать в изогнутые трубы, глубокие отверстия или зазоры в резьбе, а также полностью касаться сложных поверхностей зубьев шестерен, что приводит к ошибочным измерениям. Плохая обработка поверхности может легко привести к проблемам с потоком жидкости и преждевременному износу компонентов.
Например, плохая отделка поверхности изогнутых труб в гидравлических системах может привести к увеличению сопротивления потоку жидкости, скоплению загрязняющих веществ и сокращению срока службы системы.
Инновационные решения
1. Метод репликации:
Скопируйте контур поверхности специальной пленкой, снимите пленку и измерьте ее обычным оборудованием, чтобы косвенно получить шероховатость. Эту технологию можно использовать для глубоких отверстий и изогнутых труб, где операция проста и недорога.
2. 3D оптическое сканирование:
Для сканирования и создания 3D-модели используется высокоточный станок. Шероховатость проверяется с помощью специализированного программного обеспечения. Этот процесс быстрый и точный , подходит для обработки неровных кривых и сложных поверхностей зубьев шестерен .
Достижение целей: ключевые моменты при выборе отделки поверхности
Для соответствия требованиям к отделке поверхности необходимо тщательно проанализировать следующие параметры и установить рациональные требования:
Определить функциональные требования к детали
Функциональность является ключевым вопросом: для уплотнений (например, поверхностей уплотнений гидравлических клапанов) требуется Ra 0,8 мкм или меньше для надлежащей посадки и нулевой утечки, для изнашиваемых деталей (например, поверхностей подшипников качения) требуется Ra 0,4–1,6 мкм для максимального трения и износа (слишком высокое значение приведет к проскальзыванию, слишком низкое — к износу).
Учитывайте свойства материала
Различные материалы имеют разные сложности обработки и требования к качеству: алюминиевые сплавы мягкие и легко достигают Ra 0,4 мкм, нержавеющая сталь твёрдая, и для достижения Ra 0,4 мкм требуется больше этапов и технологий, что приводит к более высоким затратам. При составлении спецификации необходимо учитывать характеристики материала, чтобы требования были выполнимыми.
Баланс стоимости и производительности
Более высокий уровень отделки стоит дороже, поэтому необходимо найти баланс. Например, для декоративных деталей Ra 6,3 мкм достаточно для визуального эффекта. Ra 0,8 мкм, хотя и лучше подходит для улучшения внешнего вида, обходится очень дорого без повышения производительности. Поэтому следует выбирать более низкий уровень отделки.
Определить осуществимость технологии обработки
Различные процессы имеют разные диапазоны чистоты обработки: фрезерование (Ra 1,6–6,3 мкм), шлифование (Ra 0,2–1,6 мкм) и полирование (Ra 0,025–0,2 мкм). Не устанавливайте требования, которые невозможно выполнить или которые требуют чрезмерных затрат. Например, требование Ra 0,2 мкм для фрезерования нереалистично.
Компания JS может предоставить вам профессиональные требования к отделке поверхности, основанные на функциональных требованиях вашей детали, свойствах материала, допустимой стоимости и технологичности используемой технологии. Вы также можете быстро найти подходящие таблицы обработки поверхности с помощью наших онлайн-сервисов по обработке поверхностей, которые помогут вам достичь ваших целей.
Обзор практического примера: битва за миллиметр – поверхностная обработка коллектора гидравлического клапана искупает вину
Болевая точка клиента
В остальном обычный распределительный коллектор гидравлической системы производителя обнаружил внутреннюю утечку, что привело к 20% отказу системы, многочисленным жалобам клиентов и более чем 50 000 долларов США в месяц на послепродажные расходы.
Производитель сначала заподозрил некачественность уплотнительного кольца. Замена нескольких марок безуспешно, но первоначальный осмотр выявил повреждение поверхности уплотнения.
Анализ проблемы
Инженеры JS осмотрели неисправный клапанный коллектор и пришли к выводу, что дно канавки уплотнения имело чистоту всего Ra 3,2 мкм (стандартное значение завода) и имело значительные следы вибрации (волнистость). Микроскопические углубления на шероховатой поверхности препятствовали полной деформации уплотнительного кольца и его заполнению, что позволяло маслу под высоким давлением вытекать через микроскопические каналы утечки.
Решение JS
1. Переосмысление стандартов: на основе требований к герметизации качество обработки уплотнительной поверхности было улучшено с «фрезерованного» (Ra 3,2 мкм) до Ra 0,8 мкм , а также введено новое требование к волнистости ≤5 мкм для гладкой уплотнительной поверхности.
2. Изменение процесса: «Одноразовая фрезеровка » была заменена на «фрезерование + чистовое развертывание». Сначала фрезерование применяется для снятия большей части материала, а затем чистовое развертывание дна уплотнительной канавки для удаления следов инструмента и вибрации, что улучшает качество обработки.
3. Компромисс в стоимости: После изменения процесса обработка одного блока клапанов увеличилась на 40% и стоила 20 долларов вместо 23 (на 15% дороже). Однако первоначальная стоимость послепродажного ремонта для клиента каждого дефектного блока клапанов составляла 100 долларов, а дополнительные затраты на обработку значительно превышали экономию от послепродажного ремонта.
Окончательные результаты
После усовершенствования качество обработки уплотнительных поверхностей всех клапанных блоков соответствовало техническим характеристикам, частота протечек практически свелась к нулю, а ежемесячные расходы на послепродажное обслуживание сократились с 50 000 до менее 1 000 долларов США.
Удовлетворенность клиентов и репутация бренда значительно повысились, объём заказов увеличился на 30%, а общие расходы сократились благодаря сокращению затрат на послепродажное обслуживание. Этот случай подтверждает огромную ценность правильного определения качества поверхности.
Часто задаваемые вопросы
В1: Я отметил на чертеже «полированный». Этого достаточно?
Это далеко не достаточно! «Полировка» — субъективный и качественный термин, и ожидания от поставщиков сильно различаются. Такие требования могут легко привести к некачественной отделке деталей, что, в свою очередь, может привести к спорам и производственным ошибкам. Рекомендуется указывать требования с помощью конкретных значений (например, Ra 0,4 мкм), чтобы поставщики всегда знали, что требуется.
В2: Что делать, если я не могу указать точное значение Ra?
Идеальным вариантом является предоставление функциональных требований к детали или образца для справки. Если функция и условия эксплуатации известны, поставщик может рекомендовать соответствующую степень отделки на основе этих параметров. При предоставлении квалифицированных образцов поставщик может принять параметры образца, чтобы гарантировать соответствие изготовленной детали образцу.
В3: Что мне нужно предоставить для получения точной цены на мою акцию?
Вам необходимо предоставить нам чёткие двухмерные инженерные чертежи с чёткой маркировкой: символом и значением шероховатости поверхности, типом и твёрдостью материала, конкретными поверхностями, требующими желаемой отделки, и годовым объёмом потребности. Инженеры платформы JS сопоставят эту информацию со своими собственными возможностями обработки, чтобы разработать рекомендации по оптимальному процессу обработки поверхности и предоставить вам точную смету.
Краткое содержание
Качество поверхности — это не просто косметический комментарий к чертежу, это критически важный контракт между проектированием и производством. Свободное владение терминологией, её стоимостью и влиянием критически важно для оптимизации продукта, контроля затрат и обеспечения надёжности. Это говорит нам о том, что точность на самом деле заключается в очень маленьких деталях, которые не видны невооружённым глазом.
Компания JS предлагает полный спектр услуг: от измерения чистоты поверхности и разработки технологического процесса до окончательной обработки. Независимо от того, требуются ли вам стандартные детали с финишной обработкой поверхности или изготовление деталей с индивидуальной обработкой, мы готовы удовлетворить любые ваши потребности благодаря нашему опыту и глубокому пониманию.
Наши услуги по обработке поверхностей онлайн позволяют отслеживать ход работ в любой момент времени, а прозрачные цены на обработку поверхностей позволяют вам контролировать расходы. Выбирая JS, вы избавляетесь от расходов на обработку поверхностей и можете вывести качество своей продукции на новый уровень.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Услуги JS. Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Jusheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

