

Duas peças metálicas aparentemente idênticas, uma com uma superfície semelhante à da lua em nível microscópico, a outra com a superfície lisa como um espelho. Se forem utilizadas em um motor operando em altas rotações, a primeira pode falhar prematuramente devido ao atrito excessivo, enquanto a segunda passa silenciosamente para o seu ciclo de vida útil planejado. Essa diferença de nível micrométrico frequentemente determina o sucesso, a reputação e o custo de um produto.
Esta é a ciência e a arte do acabamento de superfícies. Ela afeta diretamente o desgaste, a vedação, a resistência à corrosão, a resistência à fadiga e a aparência de uma peça.
Este livreto desvendará todos os segredos das tabelas de acabamento de superfícies , desde a compreensão de símbolos complexos até a otimização de custos, para que você possa sempre tomar as decisões de fabricação mais inteligentes. Este livreto permitirá que você domine o conhecimento básico e aplique os serviços especializados da JS para aprimorar a qualidade das peças.
Resumo da resposta principal
| Aspectos de comparação | Macro Acabamento | Micro Acabamento |
| Foco | Recursos de forma global, como geometria, planura e contorno. | Características da superfície, como picos e vales microscópicos, rugosidade e ondulação. |
| Ferramentas de medição | Máquina de medição por coordenadas (CMM), mesa óptica, micrômetro. | Testador de rugosidade de superfície (profilômetro), microscópio de força atômica (AFM). |
| Parâmetros Característicos | Unidades de retidão, planicidade e milímetros (mm). | Ra, Rz, Rq, etc., unidades de micrômetros (μm) ou micropolegadas (μin). |
| Fatores de influência | Precisão da máquina-ferramenta, deflexão da ferramenta, estresse térmico. | Formato da ferramenta, taxa de avanço, parâmetros de corte, tamanho do grão abrasivo. |
| Objetivo principal | Garanta que as peças se encaixem corretamente e de forma funcional. | Otimize o atrito, a lubrificação, a vida útil da fadiga, a aparência e o desempenho da vedação. |
Por que confiar neste guia? Equipe Técnica de Interpretação de Gráficos JS
A equipe técnica da JS possui mais de 15 anos de experiência prática em tratamento de superfícies. Otimizamos o acabamento superficial de peças de liga de alumínio de precisão aeroespacial para garantir o desempenho de vedação sob alta pressão e altitude. Também solucionamos o problema da textura da superfície do bloco do motor para a indústria automotiva, aprimoramos a eficiência da dissipação de calor e prolongamos a vida útil.
Atendemos clientes em mais de 30 setores e executamos mais de 100.000 peças de acabamento de superfície ao longo de nossos anos de operação, acumulando ampla experiência no tratamento de acabamento de superfície para diferentes materiais e diferentes condições operacionais.
Este guia é o resultado da compilação da experiência prática e do conhecimento especializado da nossa equipe , com base em diversas tabelas de acabamento de superfície confiáveis. Seja para especificar os parâmetros adequados de acabamento de superfície ou solucionar problemas existentes de qualidade de superfície, este guia é um guia confiável.
A JS, com ampla experiência no setor e vasta experiência em peças de acabamento de superfície, pode fornecer soluções personalizadas de fabricação de acabamento de superfície. Escolha nossos serviços online de acabamento de superfície e deixe que nossa equipe experiente cuide das suas necessidades de fabricação.
O que é acabamento de superfície? Por que é uma "impressão digital" da indústria?
O acabamento superficial é a característica geométrica microscópica de um produto usinado. Como uma "impressão digital" da fabricação, ele revela a tecnologia de processamento, as características do material e a aplicação desejada, permitindo controlar a qualidade e o desempenho da peça.
Definição básica
O acabamento superficial mede a lisura e a planura da superfície de um componente. Além da aparência, também afeta diretamente a vedação, a resistência ao desgaste e a resistência à corrosão. Vedações, por exemplo, exigem um acabamento de alta qualidade para vedar firmemente, enquanto peças de desgaste exigem a rugosidade exata para melhorar o atrito.
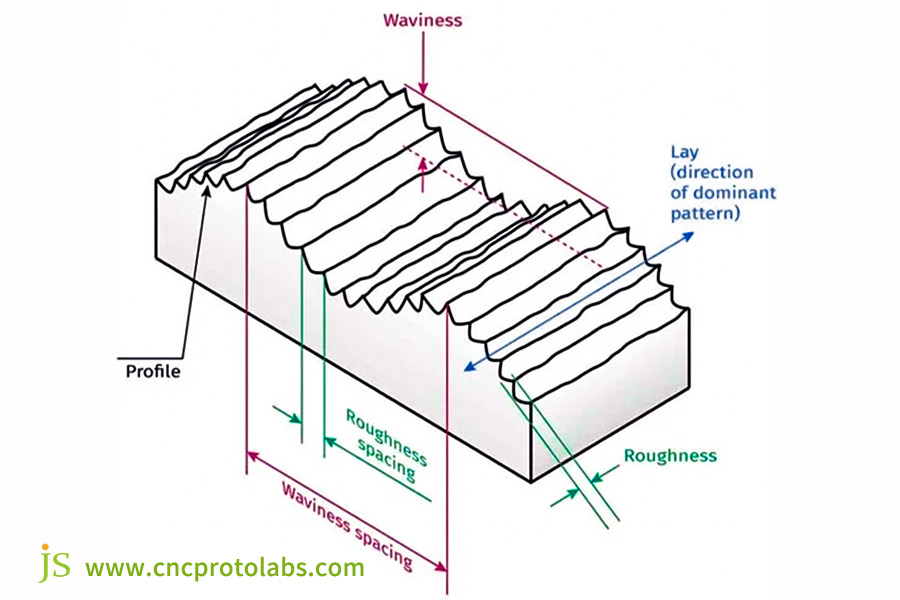
Composição do núcleo
- Rugosidade: Irregularidades microscópicas da superfície com comprimento de onda de 0,001-0,1 mm , resultantes de marcas de ferramentas de usinagem (por exemplo, marcas de fresa ).
- Ondulação: Ondulações mesoscópicas com comprimento de onda de 0,1-10 mm , resultantes da vibração do equipamento e rigidez insuficiente da peça, afetando a precisão e a aparência da montagem.
- Textura: A direcionalidade das marcas de usinagem (por exemplo, marcas circulares de torno e marcas paralelas de fresadoras) determina a resistência ao desgaste e o desempenho da vedação. Por exemplo, se a textura da superfície de vedação for orientada paralelamente à direção do fluxo, pode haver o potencial de aumentar o risco de vazamento.
Quantificando a sensação tátil: como medir com precisão a rugosidade da superfície
Para garantir que o acabamento superficial da peça esteja conforme o necessário, você deve primeiro medir a rugosidade da superfície com precisão. Existem três métodos de medição, cada um adequado a um conjunto específico de circunstâncias. Você pode selecionar um com base nas suas necessidades:
| Método de Medição | Pontos fortes | Fraquezas | Usos |
| Medição de contato | Dados precisos e repetíveis. | Lento, pode arranhar a superfície. | Peças de precisão (rolamentos, vedações). |
| Medição sem contato | Rápido, sem danos superficiais. | Equipamento caro, muito sensível à luz. | Peças de material macio moldadas delicadamente (plástico, cobre). |
| Método de comparação | Simples de operar e barato. | Resultados aproximados, dependentes do operador. | Verificações iniciais, verificação rápida de lotes. |
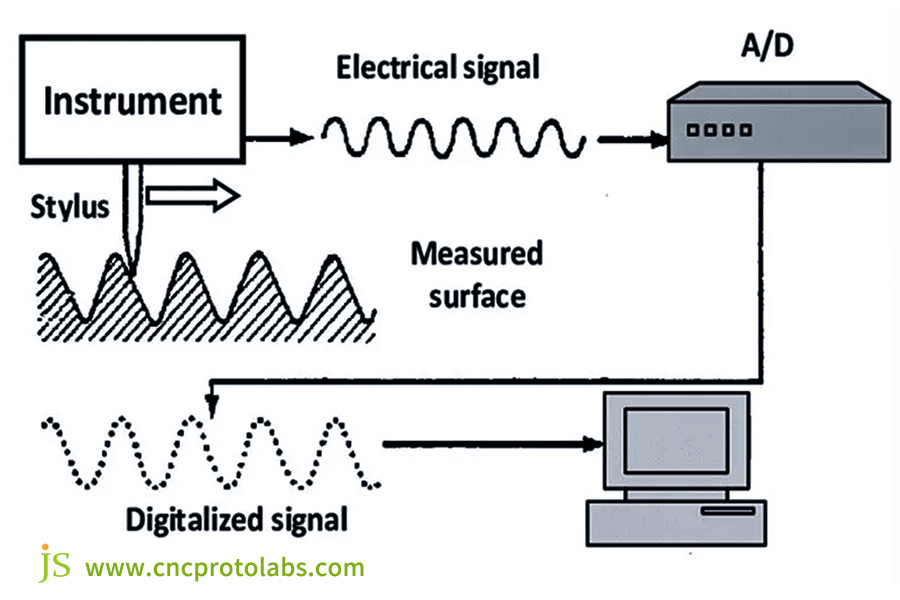
- A medição de contato é o método predominante, calculando a rugosidade percorrendo uma sonda para registrar ondulações da superfície.
- A medição sem contato é um método de alta tecnologia que emprega tecnologia óptica e laser.
- O método de comparação emprega uma amostra de comparação de rugosidade de superfície (modelo Ra) para determinar o grau por comparação visual e tátil.
A JS oferece instrumentos profissionais de teste com e sem contato para fornecer medições precisas da rugosidade de suas peças de acabamento de superfície . Também oferecemos serviços de acabamento de superfície online, permitindo que você acesse os resultados dos testes sempre que desejar.
Quebrando o "Código": Traduzindo Símbolos e Abreviações de Acabamento de Superfície
Os símbolos e abreviações de acabamento de superfície em desenhos de engenharia são um "código". Entendê-los é fundamental para interpretar os requisitos com precisão.
Descrição detalhada dos símbolos básicos
- √: Símbolo geral, que indica uma superfície a ser usinada, mas não especifica um processo específico.
- √ com um travessão: O material deve ser retirado (por exemplo, fresagem, retificação, torneamento).
- √ com um círculo: A remoção de material é desnecessária (por exemplo, a superfície fundida de uma peça forjada ou fundida, ou a superfície de uma peça plástica moldada por injeção ).
- √ com símbolo esférico (Ø): Superfície esférica, solicitando um indicador de rugosidade.
Abreviações de parâmetros necessárias
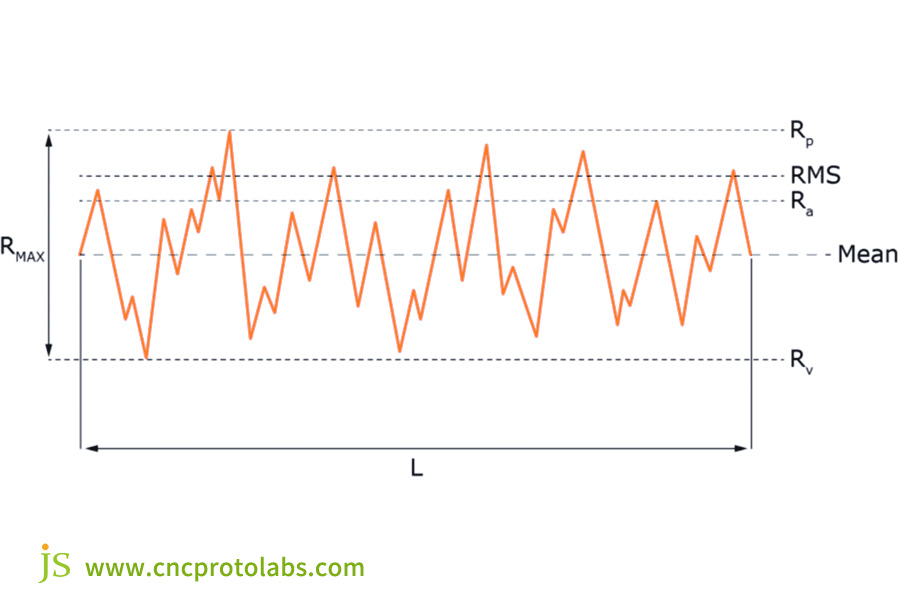
- Ra (Desvio Médio Aritmético): A média aritmética da distância dos pontos de um contorno até a linha de referência no comprimento amostrado. É a medida mais comum; quanto menor este valor, mais lisa é a superfície (por exemplo, Ra 0,8 μm é mais lisa que Ra 3,2 μm).
- Rz (Altura Máxima): Soma da altura máxima do pico e da profundidade máxima do vale dentro do comprimento amostrado. Aplicado a componentes sujeitos a carga de impacto.
- Rq (Root Mean Square Deviation): Raiz quadrada da média aritmética dos quadrados das distâncias entre pontos de contorno e a linha de referência dentro do comprimento de amostragem, que é mais sensível a picos e vales e reflete de forma mais abrangente.
- Parâmetros menos comuns, mas essenciais: Rsk (assimetria) indica assimetria do perfil (números positivos indicam picos múltiplos, números negativos indicam vales múltiplos). Rku (curtose) indica nitidez do perfil (números grandes indicam desgaste aumentado).
Exemplo de interpretação de símbolos
Empregue "√̄ Ra 0,8μm Rz 6,3μm ∥ 2,5mm" como exemplo:
- "√̄ " indica que o material deve ser removido.
- "Ra 0,8μm" é o desvio médio aritmético.
- "Rz 6,3μm" é a altura máxima.
- "∥" indica que a textura é paralela ao plano de visão.
- "2,5 mm" é o comprimento de amostragem.
Os engenheiros da JS conhecem diversas abreviações e símbolos para diferentes acabamentos de superfície e podem auxiliá-lo na interpretação correta das especificações de desenho. Também oferecemos serviços personalizados de fabricação de acabamento de superfície , onde adaptamos soluções de usinagem às suas necessidades de simbologia, de forma que as peças sejam fabricadas conforme as especificações do projeto.
Linguagem comum: Padrões de acabamento de superfície Master Key
Cada país e indústria possui padrões específicos para acabamento de superfície. Entender esses padrões evita confusões e perdas na colaboração:
| Tipo padrão | Número Padrão Principal | Principais recursos | Regiões/Indústrias aplicáveis |
| Norma Internacional (ISO) | ISO 4287 | Parâmetros padronizados e universais, com definições e medições definitivas de Ra/Rz. | Global (predominantemente Europa e Ásia). |
| Norma Americana (ASME) | ASME B46.1 | Notação específica de direção do grão e método de processo. | Adequado para os Estados Unidos e América do Norte. |
| Padrões específicos da indústria | Médico: ISO 10993-1 | Alta qualidade de acabamento, enfatizando esterilidade e biocompatibilidade. | Usado na indústria de dispositivos médicos. |
| Padrões específicos da indústria | Aeroespacial: SAE AS9100 | Resistência à corrosão e ao desgaste, para ambientes extremos. | Usado na indústria aeroespacial. |
Fatores que impulsionam o custo do acabamento de superfície - Análise aprofundada
O custo é um fator importante na escolha do acabamento da superfície. A regra geral é: "quanto mais liso, mais caro". Conhecer os fatores que influenciam o custo permitirá que você otimize os custos e, ao mesmo tempo, atenda aos requisitos funcionais.
A regra "Quanto mais suave, mais caro"
Um Ra de 3,2 μm ( fresamento de rotina ) custará cerca de US$ 5 por peça, um Ra de 0,8 μm (fresamento + alargamento fino) custará cerca de US$ 8 , e um Ra de 0,025 μm (polimento espelhado, várias etapas) custará mais de US$ 20 .
Fatores de Custo
- Tempo de processamento: quanto melhor o acabamento, mais operações serão necessárias e maior será o tempo de processamento (por exemplo, Ra 3,2 → 0,8 requer alargamento fino e aumenta o tempo de processamento em mais de 30% ).
- Investimento em equipamentos: ferramentas de usinagem e medição de precisão são caras (por exemplo, ferramentas de medição a laser sem contato podem ser mais de 50% mais caras do que instrumentos de contato tradicionais).
- Remoção de material: a usinagem de alta precisão requer remoção adicional de material (como remover 20% mais material do aço inoxidável Ra 0,4 do que 1,6).
- Custo de mão de obra: a usinagem de alta precisão envolve o uso de técnicos qualificados, o que aumenta o custo de mão de obra.
Recomendações Principais
Defina um acabamento "bom o suficiente" em vez de um "melhor". Acabamentos muito bons são caros sem a necessidade de serem mais funcionais.
Por exemplo, embora um suporte típico com Ra 6,3 μm seja aceitável, insistir em um Ra 0,8 μm simplesmente incorrerá em custos desnecessários. Os requisitos funcionais das peças, como vedação e resistência ao desgaste, devem ser comunicados ao fabricante antes de determinar a lisura adequada.
A JS pode fornecer uma estimativa de preço para acabamento de superfície. Recomendaremos o grau de acabamento de superfície apropriado para sua necessidade funcional, controlando seus custos, preservando o desempenho da peça e evitando despesas desnecessárias.
Além de superfícies planas: desafios de acabamento de superfície para curvas complexas e canais internos
Muitas peças contêm estruturas como superfícies complexas, furos profundos e pequenas roscas . Essas superfícies "ocultas" são essenciais para o desempenho (por exemplo, a parede interna de um tubo afeta o fluxo de fluido), mas podem ser difíceis de medir e processar.
Problema
Sondas de contato tradicionais não conseguem penetrar tubos curvos, furos profundos ou fendas de rosca, nem tocar completamente superfícies complexas de dentes de engrenagens e, portanto, gerar medições errôneas. Um acabamento superficial ruim pode facilmente levar a problemas de fluxo de fluido e desgaste prematuro dos componentes.
Por exemplo, um acabamento superficial ruim em tubos curvos em sistemas hidráulicos pode aumentar a resistência ao fluxo de fluidos, reter contaminantes e diminuir a vida útil do sistema.
Soluções Inovadoras
1. Técnica de Replicação:
Copie o contorno da superfície com um filme especial, retire o filme e meça com equipamento comum para obter indiretamente a rugosidade. A técnica pode ser usada para furos profundos e tubos curvos, onde há operação simples e baixo custo.
2. Digitalização óptica 3D:
Uma máquina de alta precisão é utilizada para escanear e produzir um modelo 3D. A rugosidade é verificada usando um software especializado. Este processo é rápido, preciso e adequado para curvas irregulares e superfícies complexas de dentes de engrenagens .
Atingindo Metas: Considerações Principais para Especificar o Acabamento da Superfície
Para atender às necessidades de acabamento de superfície, você precisa analisar cuidadosamente os seguintes parâmetros e estabelecer requisitos racionais:
Identificar os requisitos funcionais da peça
A funcionalidade é a questão principal: vedações (por exemplo, superfícies de vedação de válvulas hidráulicas) exigem um Ra de 0,8 μm ou menos para um encaixe adequado e vazamento zero, peças de desgaste (por exemplo, superfícies de rolamentos) exigem um Ra de 0,4-1,6 μm para maximizar o atrito e a taxa de desgaste (muito alto resultará em deslizamento, muito baixo resultará em desgaste).
Considere as propriedades do material
Diferentes materiais apresentam diferentes dificuldades de processamento e requisitos de acabamento: ligas de alumínio são macias e atingem facilmente um Ra de 0,4 μm, o aço inoxidável é duro e, para atingir um Ra de 0,4 μm, são necessárias mais etapas e tecnologias, o que é mais caro. Ao especificar, é preciso observar as características do material para que os requisitos sejam viáveis.
Equilíbrio de Custo e Desempenho
Um nível de acabamento mais alto custa mais, portanto, é preciso encontrar um equilíbrio. Por exemplo, em peças decorativas, um Ra 6,3 μm é satisfatório para o visual. Embora um Ra 0,8 μm apresente melhor aparência, é muito caro sem ganho de desempenho. Portanto, um nível de acabamento menor deve ser selecionado.
Identificar a viabilidade da tecnologia de processamento
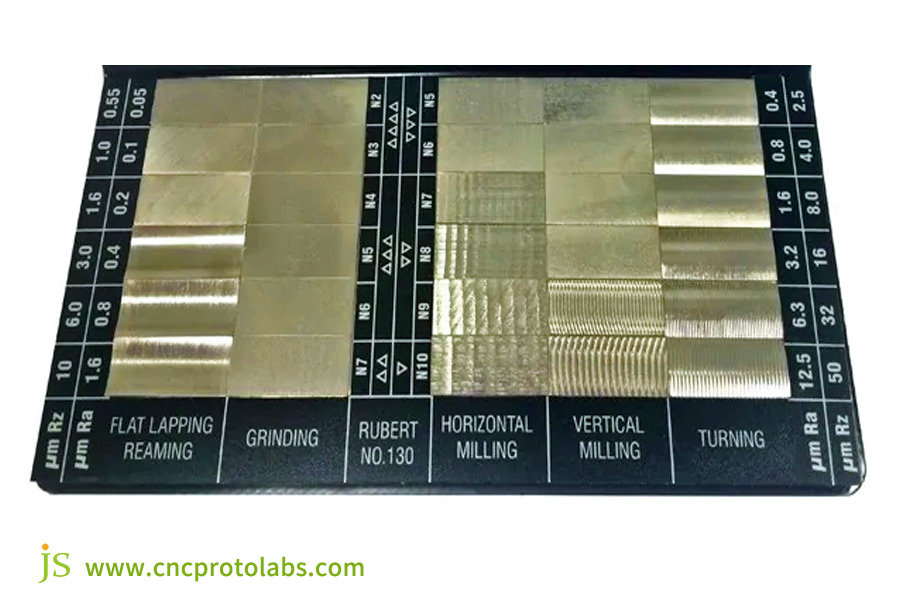
Vários processos têm faixas de acabamento variadas: fresamento (Ra 1,6-6,3 μm), retificação (Ra 0,2-1,6 μm) e polimento (Ra 0,025-0,2 μm). Não utilize requisitos que não sejam possíveis ou excessivamente caros. Por exemplo, um requisito de Ra 0,2 μm por meio de processos de fresamento é irrealista.
A JS pode fornecer requisitos profissionais de acabamento de superfície com base nos requisitos funcionais da sua peça, nas propriedades do material, na tolerância de custo e na processabilidade da tecnologia. Ou você pode pesquisar rapidamente por tabelas de acabamento de superfície adequadas em nossos serviços online de acabamento de superfície para ajudar a atingir seus objetivos.
Análise de estudo de caso: A batalha de um milímetro - O acabamento da superfície de um coletor de válvulas hidráulicas redime
Ponto problemático do cliente
Um coletor de válvulas normal de um fabricante de sistemas hidráulicos desenvolveu um vazamento interno grave, e houve uma taxa de falha do sistema de 20%, inúmeras reclamações de clientes e mais de US$ 50.000 por mês em despesas de pós-venda.
O fabricante inicialmente suspeitou da qualidade inferior do anel de vedação. Substituiu diversas marcas sem sucesso e as investigações iniciais revelaram a superfície da vedação.
Análise de Problemas
Os engenheiros da JS inspecionaram o coletor de válvulas defeituoso e concluíram que a parte inferior da ranhura da vedação tinha um acabamento de apenas Ra 3,2 μm (o padrão da fábrica) e apresentava enormes marcas de vibração (ondulações). Vales microscópicos na superfície áspera impediam que o anel de vedação se distorcesse completamente e enchesse, permitindo que o óleo de alta pressão escapasse por caminhos de vazamento microscópicos.
Solução de JS
1. Redefinição de padrões: Com base nos requisitos de vedação, o acabamento da superfície de vedação foi melhorado de "fresado" (Ra 3,2 μm) para Ra 0,8 μm e um novo requisito de ondulação de ≤ 5 μm para uma superfície de vedação lisa.
2. Processo de mudança: O " processo de fresamento de uma só vez" foi substituído por "fresamento + alargamento fino". O fresamento é empregado para remover a maior parte do material inicialmente e, em seguida, o alargamento fino da parte inferior da ranhura de vedação para raspar marcas de ferramentas e marcas de vibração, melhorando o acabamento.
3. Compensação de Custo: O processamento de um único bloco de válvulas ficou 40% mais longo após a mudança no processo, e o custo passou a ser de US$ 20 em vez de US$ 23 (15% mais caro). No entanto, o custo original de reparo pós-venda do cliente para cada bloco de válvulas defeituoso era de US$ 100, e o custo adicional de processamento superou em muito a economia obtida no pós-venda.
Resultados finais
Após a melhoria, o acabamento da superfície de vedação de todos os blocos de válvulas ficou dentro das especificações, a taxa de falhas por vazamento foi quase zero e as despesas mensais de pós-venda foram reduzidas de US$ 50.000 para menos de US$ 1.000.
A satisfação do cliente e a reputação da marca melhoraram significativamente, a quantidade de pedidos aumentou em 30% e as despesas gerais foram reduzidas devido à redução do serviço de pós-venda. Este caso comprova o imenso valor da especificação correta do acabamento superficial.
Perguntas frequentes
P1: Marquei "polido" no desenho. Isso é suficiente?
Longe de ser suficiente! "Polido" é um termo subjetivo e qualitativo, e as expectativas variam muito de fornecedor para fornecedor. Esse tipo de especificação pode facilmente levar a acabamentos de peças ruins, o que gera controvérsias e erros de fabricação. Uma boa ideia é especificar os requisitos por meio de valores explícitos (por exemplo, Ra 0,4 μm) para que os fornecedores saibam o que é necessário de forma consistente.
P2: E se eu não conseguir fornecer um valor exato de Ra?
A prática ideal é fornecer os requisitos funcionais da peça ou uma amostra para referência. Se as condições de função e serviço forem estabelecidas, o fornecedor pode recomendar um acabamento adequado com base nesses parâmetros. Se amostras qualificadas forem fornecidas, o fornecedor pode aceitar os parâmetros da amostra para garantir que a peça produzida corresponda à amostra.
Q3: O que preciso fornecer da minha ação para obter uma cotação precisa?
Você deve nos fornecer desenhos de engenharia 2D claros, claramente identificados com: símbolo e valor da rugosidade da superfície, tipo e dureza do material, superfícies específicas que requerem o acabamento desejado e demanda anual por volume. Os engenheiros da plataforma JS combinarão essas informações com suas próprias habilidades de processamento para fazer uma recomendação para o processo ideal de tratamento de superfície e fornecer um orçamento preciso.
Resumo
O acabamento de superfície é mais do que um comentário cosmético em um desenho; é um contrato de desempenho crítico entre o projeto e a fabricação. Dominar sua terminologia, custo e impacto é vital para alcançar a otimização do melhor produto, o controle de custos e a confiabilidade. Isso nos diz que a precisão, na verdade, se resume a detalhes muito pequenos que o olho nu não consegue observar.
A JS oferece serviços completos, desde a medição do acabamento superficial e desenvolvimento de processos até a usinagem final. Independentemente de você precisar de peças de acabamento superficial padrão ou fabricação personalizada, podemos atender às suas necessidades com nossa expertise e profundo conhecimento.
Nosso serviço de acabamento de superfície online permite que você acompanhe o progresso a qualquer momento, e preços transparentes permitem que você controle seus custos. Ao escolher a JS, você evita o custo de acabamento de superfície e pode elevar a qualidade do seu produto a um novo patamar.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. JS Services Não há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede Jusheng. É de responsabilidade do comprador . Solicitar cotação de peças. Identificar requisitos específicos para estas seções. Entre em contato conosco para obter mais informações .
Equipe JS
A JS é uma empresa líder do setor, focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência, atendendo mais de 5.000 clientes, e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metal e outros serviços de fabricação completos.
Nossa fábrica conta com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequena escala ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolha a JS Technology. Isso significa eficiência, qualidade e profissionalismo na seleção.
Para saber mais, visite nosso site: www.cncprotolabs.com
Recurso

