

Injection molding cost depends on how complicated the tool is, the choice of the plastic, and the order size. In general, first-time mold investments vary between 3,000 and over 100,000 whereas the unit costs decrease from 5.00 to under 0.20 as volumes rise.
In this blog post we will explain the relationships between dimension accuracy requirements, different types of metal grades for making molds, cycle time, and present to the engineers working for the company of the parts how to reduce the total cost of the part (TCO).
Injection Molding Cost Quick Reference
|
Production Volume |
Recommended Tooling Steel |
Tooling Cost Range |
Avg Part Price |
Key Cost Optimization |
|---|---|---|---|---|
|
100–1,000 pcs (Prototype) |
Al 7075 / P20 |
$2,500–$8,000 |
$3.50–$8.00 |
MUD modular frame, skip base machining |
|
5,000–50,000 pcs (Mid-run) |
P20 / 718H |
$8,500–$25,000 |
$1.20–$2.50 |
Wall 2.0mm, multi-cavity + cold runner auto-eject |
|
100,000+ pcs (High-vol) |
H13 quenched (HRC 48–52) |
$30,000–$100,000+ |
$0.15–$0.80 |
Hot runner, eliminate sprue, shorten cycle |
Key Findings
- Life span of the mold is largely affected by steel hardness: For production runs involving millions of moldings, use 11-1/2% chrome hardened H13/ 1. 2344 mold steel having hardness of Rc 46 - 50 to be able to stand glass fiber rubbing.
- Thickness of the part walls greatly influences cooling time: A 1 mm increase in wall thickness would result in 4-fold increase of the cooling time and a substantial rise in the per-piece labor costs.
- Use of hot runner systems for production running into lakhs of pieces: If production volumes are more than 1 0,000 units, then it is possible to recover the initial mold cost with a gateless hot runner system within only 6 months.
Why Trust JS Precision's Low Cost Injection Molding Service?
Based on our team's 15 years of engineering expertise with plastic injection molding, a supplier that makes a reliable low-cost injection molding service promise should have traceable data loops in three major decisions: mold steel type, wall thickness design for manufacturing (DFM) and runner system choices. Based on our extensive industrial sensor housing projects experience, customers who used our mold and product solution were at a position to do about 38,000 molds at $185 each, 34 sec cycle time resulting in 8.5% defect rate.
Once H13 + conformal cooling system was introduced, cycle time was cut down to 23 sec, and the per piece cost came down to $1.12. Though the number of molds climbed to 42,000 we were able to recover the cost in 8.7 months and produce 120,000 pieces annually.
ISO 9001:2015 Quality Management System states clearly: Recording traceable parameter mechanisms shall be established for the mass production process of injection molded parts, and key process data and production activities will be kept until the end of the product life cycle.
To satisfy the standard, we run SPC monitoring in five phases of each mold and product development project: the mold is designed produced via CNC machine finished by EDM trial molding of the parts is done the parts are mass-produced. During this process, the critical dimensional Cpk of products is kept above 1.33.
These techniques have been developed into our company's JS Precision database of around 1,800 injection molding projects and span the entire range from AI/MUD microbatches to H13 mass production. This database enables an average TCO saving of 18-28% for our customers.
Download the 2026 Injection Molding Cost Optimization White Paper to master mold steel selection, wall thickness formulas, and runner ROI calculation methods, and proactively assess your low-cost injection molding service cost reduction potential.
How Much Does Injection Molding Cost Based On Core Tooling Factors?
The most vital factor that determines how much does injection molding cost lies in the mold's internal structure: the number of cavities, side core-pulling mechanisms such as sliders and ejectors, the grade of stainless steel and the surface finish standards being the key physical factors determining the cost of injection molding tooling.
Injection Mold Cost Elements and Time Management
- Mold Design Services (10-15%): DFM validation, mold flow simulation, 3D modeling of the mold structure.
- Mold Steel Purchases (25-35%): P20 about $5-8/kg, H13 around $12-18/kg, S136 approx $20-30/kg.
- Machining and Electrical Discharge Machining (35-45%): cavity semi-finishing - surface finishing - wire EDM - mirror EDM, which makes up the biggest share of mold machining duration altogether.
- Heat Treatment Processes (3-8%): H13 must be heat treated by vacuum quenching + tempering to achieve HRC 48-52.
- Mold Assembly and Test Run (5-10%): mold setup, surface finishing, T1/T2 trial molding adjustment.
Cost Impact of Cavity Count and Side Mechanisms
- Single Cavity vs. Multi-Cavity: Single cavity is the standard 1x. Two-cavity machining time increases by 50-70% while four-cavity machining time can surge by 120-150% compared to single-cavity. On a per piece basis, four-cavity molds can be 3.2-3.8 times faster than single-cavity molds.
- Sliders and Lifters: Every additional lateral mechanism adds approximately $1,500-$3,500 to the cost since they require additional inclined mold fittings, wearing plates, springs, and the limit elements.
- The Surface Finish Level: SPI A1 mirror polishing (Ra<0.05μm) takes an additional post-processing cost of 800-3,000 unlike plain VDI 27 texturing.
Contact an engineer for a free cost breakdown of your mold structure and a transparent quote for injection molding tooling cost.
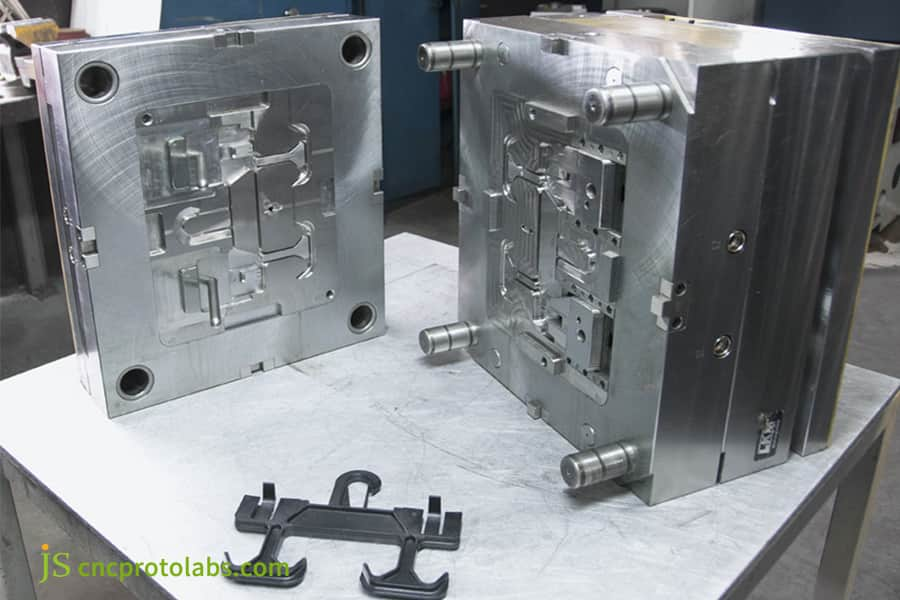
Figure 1: Precision-engineered steel mold with finished plastic components on a workshop table.
Why Does Wall Thickness Optimization Control Injection Molding Tooling Cost?
Setting a consistent part wall thickness around 1.5-2.5mm is the easiest way to save cooling cycle time and lower per-piece processing costs. Apart from cost factor, variations in wall thickness may lead other problems like warping and shrinking which in return raise the injection molding tooling cost further.
Empirical Formula for Cooling Time:
Cooling Time ≈ Material Cooling Coefficient × Wall Thickness²
Where C is the material cooling coefficient, for room-temperature engineering plastics such as ABS/PP, C≈2.5, for PC/POM, C≈3.0-3.5.
Quantitative Impact of Wall Thickness on Cycle Time
- 2mm wall thickness → Basic cooling time approximately 2.5 × 2² = 10 seconds
- 4mm wall thickness → Cooling time surges to 2.5 × 4² = 40 seconds
Adding wall thickness from 1mm to 2mm means quadrupling the time for cooling, and this results in machine labor costs increasing. This is one reason low cost injection molding service providers should focus strongly on design review of wall thickness in DFM (Design for Manufacturing). The concept in fact goes like this - for each millimeter extra wall thickness, you are not just buying plastic, but also machine waiting time.
Sequence of Effects from Uneven Wall Thickness
- Warping: The temperature difference is greater than 25%, the cooling in the thick wall area is delayed, producing internal stress, flatness deviation is 0.15-0.30mm.
- Sink Mark: The holding pressure channels in the thick wall area are frozen off prematurely, the result is localized collapse depths of 0.05-0.20mm.
- Rib Design Rules: Rib root thickness should be maximum 60% of main wall thickness, height 5 times wall thickness, to eliminate back shrinkage marks.
Submit 3D drawings to receive free mold flow analysis and wall thickness cost reduction assessment for precise control of injection molding tooling cost.

Figure 2: Worker measuring a gray plastic enclosure with a digital caliper.
How To Evaluate Low Volume Injection Molding Service Options For Small Batch Runs?
Saving around 40% on the initial mold base price using Al 7075 aluminum rapid molds or universal MUD tool base systems is a huge core cost advantage for low volume injection molding service where a total of no more than 1,000 parts are to be produced.
Physical Limits Comparison of Aluminum Molds vs. Steel Molds
|
Property |
Al 7075 Tooling |
P20 Steel Tooling |
|---|---|---|
|
Hardness (HB) |
150–180 |
280–330 (HRC 28–32) |
|
Thermal Conductivity (W/m·K) |
130–170 |
35–45 |
|
Machining Speed |
2–3× faster than steel |
Standard |
|
Lifespan (cycles) |
5k–20k |
500k |
|
GF-filled Compatibility |
Not recommended |
Full range |
Application Scope: Al 7075
- Benefits: It has a high thermal conductivity (about 3-4 times that of P20) and can be cut very quickly via CNC milling. Besides that, the trial pattern cycle can be reduced to 2-3 weeks.
- Constraints: The yield strength is low, it is not resistance to glass fiber erosion. The presence of 30% glass fiber in PA66 will make the wear rate of the Al 7075 cavities of the mold about 5-8 times higher than the steel molds, and the life span of it would only be 5,000-10,000 cycles.
- Selection Guide: If you are going to use low-wear and filler-free materials (e.g. Pure PP, ABS, and PS) and do small runs (i.e. Less than 5,000 units), we highly recommend using Al 7075 to help cost saving, if there are fibers or glass particles added into the material or you plan to produce large numbers (more than 10,000 units) we advise you to use mold from P20 or higher grade stainless steel, which is more durable.
JS Precision small batch offering: MUD (Modular Mold Base)
- Standard Prefabricated MUD (Master Unit Die) Mold Base: The customer is only required to machine and charge for the core/cavity inserts, while the common parts like mold blanks, guide pillars, and reset rods are supplied free of charge.
- Cost Effectiveness: Contrary to traditional whole mold machining, the MUD mold is a solution which helps you save up to the 45% initial mold opening cost.
- Changeability: With the same MUD mold base you shall be able to fit different cores for small batches of different products.
What Key Material Factors Dictate Overall Injection Molding Cost Scales?
The price per kilogram plastic of the raw is mainly determined by these factors: thermal resistance, flame retardancy rating, ratio of modified material, and market. The quotation for custom injection molding service must also take into account these non physical elements.
Price and Performance Gradients of Commonly Used Engineering Plastics (2026 Reference)
|
Material |
Price ($/kg) |
Temp (°C) |
Key Trait |
|---|---|---|---|
|
PP / PE |
0.8–1.8 |
180–240 |
Low cost, easy process |
|
ABS |
1.8–3.5 |
220–260 |
Balance of mech & surface |
|
PA6 / PA66 |
3.5–6.0 |
240–290 |
High strength, hygroscopic |
|
PC |
4.0–7.0 |
280–320 |
Impact & transparency |
|
POM |
3.0–5.5 |
190–230 |
Low friction, wear resist |
|
PEEK |
80–120 |
360–400 |
Extreme temp & chem resist |
Non-physical Factors Affecting Material Unit Price
- Glass Fiber Reinforced (GF30): The unit price rises by about 50%, a huge increase from the original one, but the resistance is two to three times that of the original. You have to consider the higher cost resulting from the wearing of the molds.
- UL94-V0 Flame Retardant Certification: The price jumps 20%, but it is one of the musts for parts such as electronic/automotive.
- Brand Premium: Sabic/Covestro original materials cost 10-25% more than domestic alternative materials, but they can deliver better batch stability (Cpk).
- Shrinkage and Tolerance: Materials with a high-shrinkage such as POM 1.5-2.5% and PP 1.0-2.5% need mold compensation to have tolerances of 0.02mm which will double the number of trial moldings, with 500-2,000 trials per molding session.
JS Precision's Cost Saving Strategies
- Centralized procurement through annual purchase volume of 300+ tons, and signing annual structure agreements with original manufacturers so customers can make use of the price.
- Recycling Material: 20-30% materials are recycled in non-appearance structural parts to achieve further reduction of unit material costs by 8-15%.
- Energy consumption control during the drying stage PA6/PC are forced to dry until they contain less than 0.02% moisture to prevent the loss of silver wires (a hidden cost with 5-15% scrapping rate).
The material injection molding cost is not the cheaper the better, it is actually that it is not that low a price per unit which is the most advantageous. PC at $2-3/kg may look more expensive compared to PA66, but its shorter cycle by 5-second and 30% more mold life make it a more economical option for large-volume production.

Figure 3: Various plastic parts and molds on metal table.
How To Calculate The Long Term ROI Of Hot Runner Vs Cold Runner In Injection Molding Quote?
Cold runners are less expensive molds but in mass production they are outperformed by hot runner systems as their more substantial sprue waste combined with manual trimming operations leads to higher overall inefficiency. When evaluating injection molding quote, it is necessary to conduct ROI calculations for the flow channel system.
The Runner Waste Cost Formula
Material waste cost = Runner weight × Production volume × Material unit price
Note that runner weight is presented in kg, production volume will be number of units, material unit price is given in $/kg.
Case Example: 1 mold, 4-cavity ABS parts, 15g/p, 20g runner, yearly production = 100,000 p
- Cold runner: Total runner weight = 20g×100,000=2,000kg. ABS weight is calculated at 3g/kg, scrap cost = 6,000-manual cutting cost 0.08g/part×100,000=8,000-total runner-related losses $14,000/year.
- Hot runner: Runner scrap 0 (excluding gate residue only < 3.2%) but the mold cost raises by $6,000-$12,000.
- Cycle time benefit: With hot runner holding pressure + cooling time is reduced about 25%, so the per-single-part cycle time goes from 30s down to 22.5s. At an 80 percent hourly equipment rate, single-part processing time goes down from 0.67 to 0.50 yielding a savings of $17,000 per 100,000 parts yearly.
- Payback Period Of ROI: Hot runner premium 9,000÷(14,000+17,000-0)/year ≈ 3.5 months.
JS Precision's Runner Selection Recommendations:
- <10,000 units/year: Cold runner + MUD mold base, control initial investment.
- 10,000-100,000 units/year: Evaluate hot runner ROI, the critical point is approximately 25,000 units/year.
- >100,000 units/year: Hot runner standard configuration, payback period within 6 months.
Contact us for free to calculate the ROI of your project's flow channel and obtain a comparative analysis report of the cold and hot flow channels in the injection molding quote.
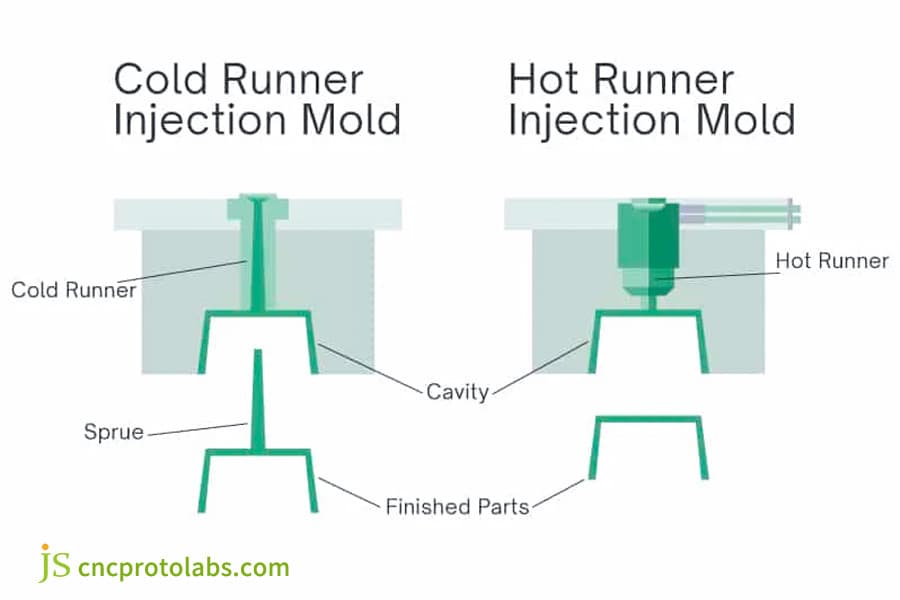
Figure 4: Complex hot runner mold system in factory.
What DFM Guidelines Lower Custom Injection Molding Service Costs?
Product development can be revolutionized when DFM analysis is done at the early design phase, research shows that the implementation can result in a saving of 30% off mold cost by not implementing lateral core pulling and by making draft angles more efficient. This is an advantage that custom injection molding service use to stand out for pricing.
Draft Angle
- Outer Surface: 1-2° per side, for textured surfaces, an additional 1.5 draft angle is required for every 0.025mm of etching depth.
- Inner Surface (including ribs): 0.5-1° per side, for deep cavities (>50mm), 2-3°is required.
- Cost: Each 1 decrease in draft angle causes ejection force increase in about 20%, scrap rate increase in 3-8%, and post-processing polishing cost increase between $500- 2000.
Removing Undercuts
- Undercuts Slider/Angled Ejector: Each lateral mechanical feature adds a cost between $1,500-3,500.
- The best solution is to eliminate undercuts and have a shut-off type of design, obtaining a straight-pull mold structure, reducing mold costs by 30-40%.
- Typical Case: The initial design has 4 undercuts which results in 4 sliders and costs around 10,000+, it was changed to a through-hole + straight pull which brought a saving over 7,000+ and reduced the period of production by 5-8 days.
Wall Thickness and Ribs (echoing Chapter 4)
- Uniform wall thickness 1.5-2.5mm, difference <25%.
- Rib thickness ≤ 60% of main wall thickness, height ≤ 5 × wall thickness.
How JS Precision Optimized Tool Temperature And Cycle Time For Industrial Sensor Housings?
Making a precision injection molded PC/ABS housing, JS Precision managed to reduce the production cycle by 11 seconds through the use of conformal cooling and H13 steel, which is a typical method of cost reduction through processes in the custom injection molding manufacturing.
Problems Raised by the Customer:
Having mass-produced an item for industrial sensor equipment, the customer continues producing a PC/ABS housing of precision clips. In some areas of walls the thickness is uneven (2.8mm), and since conventional straight water channels do not work well in dissipating heat, cooling is inadequate. The molding cycle length is 34 seconds, and the surface shrinkage defects ratio has reached up to 8.5%, which is high. Per the customer, the demand per year is 120,000 units. Based on a machine capacity of 80 units per hour and a processing cost of 0.76 per unit, the annual machine cost would be $91,200.
JS Precision's solution:
- Core Mold Changeover: conformal cooling channels are printed using three-dimensional technology at a fixed distance of 4.5mm from cavity surface to channel midpoint line (traditional straight water channels are characterized by surface distances of 6-12mm that keep on changing).
- Upgrade of the Steel: steel was upgraded from P20 (HRC 30) to specially imported H13 hardened steel (HRC 50), thereby allowing resistance to minor wear of PC/ABS + glass fiber and doubling and more the thermal fatigue life.
- Optimization of the Pressure Holding Parameters: pressure holding 75MPa, holding time 4.5s (confirmed by gateway freezing test), residual stress reduction
Troubleshooting Experience:
In the initial trial molding phase of the T1 cycle, too high cooling medium flow rate (Reynolds number > 10,000) caused cavitation in the conformal water channels, thereby resulting in local low temperatures on the mold surface by 3-5℃, which led to shrinkage.
Solution: Adjust water pump circuit that Reynolds number remains at turbulent ideal state of 4,000 (the point where heat transfer coefficient is maximum and cavitation is not an issue) and the uneven temperature gradient is resolved.
ISO 20457:2018 specifies that: Dimensional tolerances of the precision molded parts must be marked out in segments as per the functional requirements, while the shrinkage compensation at the corners, where the thickness of the wall changes rapidly, must be done separately.
The trial molding process phase of the present project, we made the fit more accurate by adjusting the snap-fit tolerance to ±0.03mm (DIN 16742 excellent grade) to guarantee the safe snap-fit.
Final Results
- Cycle Time: 34s → 23s (↓32.3%)
- Single Part Processing: 0.76 → 0.51 (↓32.9%)
- Annual Machine Cost: 91,200 → 61,200 (Savings of $30,000/year)
- Defect Rate: 8.5% → 0.1%
- Mold Recovery Period: (42,000−29,000)=13,000÷(30,000+$120,000×Shrinkage Scrap Savings) ≈ Approximately 4.2 months
Customer Feedback: JS Precision's precision mold flow analysis and conformal cooling design saved us nearly 30% in labor costs per part, and delivery was very on time.
View industrial precision injection molding success stories to learn how custom injection molding services can reduce costs by 30%.
How Do High Precision Tolerance Requirements Dictate Injection Molding Tooling Cost Scales?
Increasing tolerance requirements from a relatively loose ±0.1mm up to a very tight ±0.02mm will lead to a doubling of the mold machining time and the injection molding quote will be a majorly higher premium one.
Processing Flow for Precision Mold Manufacturing
- Standard (±0.1mm): CNC precision milling the cavity + roughing work by EDM is good enough, one cavity machining time around 8-12 hours.
- Precision (±0.05mm): CNC precision milling + EDM fine finishing + local polishing, one cavity machining time 12-20 hours.
- Ultra-precise (±0.02mm): It demands extremely accurate creep-feed grinding + slow wire-cut EDM (wire-cut) micron-level machining, single cavity machining time of 20-35 hours. Additional electrode consumables expense of 300-800.
Issues Caused by Shrinkage Variations to Precision Tolerances
- Crystalline Materials (POM, PA66): Shrinks 1.0-2.5%, strongly anisotropic (differentiating shrinkage in flow direction to transverse is about 0.3-0.8%). A mold compensation technique using separate coefficients in the flow and transverse directions is necessary.
- Amorphous Materials (PC, ABS): Shrinkage about 0.4-0.7%, pretty controllable though there is still a need for approximately 1-2 trial molding corrections at tolerance +/-0.02mm levels.
- Glass Fiber Reinforced Materials: Shrinkage is only 0.1-0.8 % but anisotropy increases even more difficult to compensate a mold.
JS Precision's Recommendations:
Unless they are assemblies with very tight fits ( e.g, bearing press-fit, hermetic seal grooves), it is recommended to use the DIN 16742 standard tolerance grade (0.10-0.25mm) for industrial parts, as it could help reduce mold opening costs by 25-40%. The injection molded tools precision is not the only factor to be looked upon as it would mean paying the precision premium for the tooling only when it is a necessity.
Why Choose JS Precision For Your Low Cost Injection Molding Service In 2026?
JS Precision relies on its integrated supply chain at Humen Dongguan together with our ISO 9001:2015 certification, state-of-the-art process management, to deliver tailored injection molded services with affordable manufacturing and dependable lead time.
Geographical and Supply Chain Advantages
- Location: The company is at Humen, Dongguan - 30km area gives whole range of support for mold frames, steel heat treatment, surface texturing, and masterbatch preparation. The T1 trial mold lead time is approximately 5-7 days shorter than inland manufacturers.
- Mold Workshop: Fully equipped with CNC/EDM/wire EDM/coordinate measuring machine, a mold can be delivered within the time frame of 4-6 weeks (Industry average being 8-10 weeks).
Manufacturing and Quality Control Capabilities
- Machine Availability: JS Precision have high-precision single/double-color injection molding machines ranging from 50T-450T, capable of performing LSR liquid silicone overmolding, insert molding, and two-color overlay molding.
- Closed-Loop Quality Management: Material inspection First piece full-dimensional (FAIR, CMM + 2D) SPC process monitoring (Cpk≥1.33) outgoing full inspection, batch traceability.
- Process Improvement: Hot runner in combination with cold spray to decrease mold temperature gradient, MUD small batch production, conformal cooling 3D printing further cutting down total procurement costs by 15-25%.
Choosing an injection molding service at a low price does not mean looking for the cheapest workshop, but rather, engaging engineering data effectively to spend every penny wisely. JS precision can be different due to this philosophy.
FAQs
Q1:How much does injection molding cost on average for low-volume production at JS Precision?
Low volumes say 100-5,000 units of products by using MUD modular steel molds will have a mold fee of $2,500-$6,000 and the mold fee average of one piece will be $1.50-$4.50. You need to submit 3D drawings for an exact quote.
Q2:Why are upfront injection molding tooling costs higher than 3D printing or CNC machining?
Injection molds have to withstand temperature and pressure and be accurate at the micron level. The design, CNC finishing, wire EDM, and multi-part assembly require a lot of advanced machining hours, so the initial cost is higher.
Q3:How can we get an accurate injection molding quote within 24 hours from JS Precision?
Please provide 3D CAD (STEP/IGES) and 2D drawings with tolerances, specifying production volumes, material grade (e.g. PC/ABS), and surface finishing. You may directly upload your drawings for a quote, the team at JS Precision will respond fast.
Q4:How do glass fibers impact tooling and custom injection molding service costs?
Glass fibers wear and tear the mold cavity which demands H13 or S136 (30Rockwell) hardened steel to be used, initial mold cost being raised by approximately 20%.
Q5:What is a MUD mold base and how does it support low cost injection molding service?
MUD stands for 'Standardized Universal Mold Base. With the help of already made mold bases from JS Precision you only need to pay for core machining cavity part so you can save up to 45% on the initial mold cost.
Q6:How does mold cycle time directly affect the final injection molded part cost?
The cost of a part includes the depreciation of the machine with seconds. Thick walls increase the amount of cooling time from 20s to 40s and double the machine time and the result is that the unit cost doubles.
Q7:Do textured surfaces create extra expenses in custom injection molding service?
Chemical etching or laser texturing will add to the post-processing costs (approximately from USD800 to USD3000), and a larger draft angle (1.5° per 0.025mm depth) is required to prevent wear.
Q8:Is it expensive to modify an injection mold once tool manufacturing is completed?
Steel-removal modifications like increasing thickness, merely resulting in deeper mold cavities being milled cost USD500 - USD1500, while steel-additions modifications like thickness reduction, welding & insertions cost more than USD2000.
Summary
Optimizing injection molding costs in 2026 is not about blindly seeking low-priced workshops, but rather achieving cost reduction at the supply chain level through scientific balance of mold life, cycle time, and material characteristics in the early stages of product development. By making precise DFM draft angle corrections, designing appropriate wall thickness, and selecting steel grade and runner setup that most benefit you, you will Much reduce both your initial mold investment and unit price while ensuring the assembly capability of parts.
Hoping for cost reduction that still maintains your parts' tolerance and appearance quality? JS Precision engineering staff is prepared to help in your situation. Upload your 3D STEP/IGES drawings now, and we will provide you with detailed DFM manufacturability analysis, ROI calculation for cold and hot runner, and multi solution injection molding quotation within 24 hours.

Disclaimer
The contents of this page are for informational purposes only. For JS Precision Services, there are no representations or warranties, express or implied, as to the accuracy, completeness, or validity of the information. It is the buyer's responsibility to identify specific technical requirements and request a formal parts quotation. Please contact us for more information.
JS Precision Team
Custom manufacturing solutions. With over 15 years of experience serving more than 1,000 customers, we specialize in high-precision CNC machining, sheet metal fabrication, 3D printing, injection molding, and metal stamping. Having successfully delivered over 300,000 precision parts, we maintain a 99.2% on-time delivery rate across all custom projects.
Our facility is equipped with over 100 state-of-the-art 5-axis machining centers and is ISO 9001:2015 certified. We deliver fast, efficient, and high-quality manufacturing solutions to B2B clients across 150 countries. Whether you require low-volume prototyping or large-scale customization, we support your project with lead times as short as 24 hours. Choose JS Precision for unparalleled efficiency, quality, and professionalism.
To learn more or submit your RFQ, visit our website: www.cncprotolabs.com
Resource

