

Estampage métalliqueest une technologie de fabrication avancée, grâce à une matrice et un punch professionnels pour transformer efficacement les feuilles de métal en produits métalliques de précision. Dans ce processus, le choix du matériau détermine directement le scénario de performance et d'application des estampes métalliques.
Avec la demande croissante de fabrication de précision, des métaux spéciaux tels que les alliages de titane et les alliages de magnésium infiltrent progressivement les champs des domaines de l'électronique aérospatiale et grand public. La conception et la précision deStamper en métalAméliore en outre le potentiel du matériau pour répondre à un large éventail de besoins, de l'électronique minuscule aux grandes doubères de voitures. La sélection raisonnable peut non seulement optimiser la résistance, la conductivité ou la résistance aux intempéries, mais également contrôler les coûts en réduisant les pertes de traitement, ce qui est la clé des estampes métalliques dans la fabrication industrielle.

Qu'est-ce que l'estampage du métal?
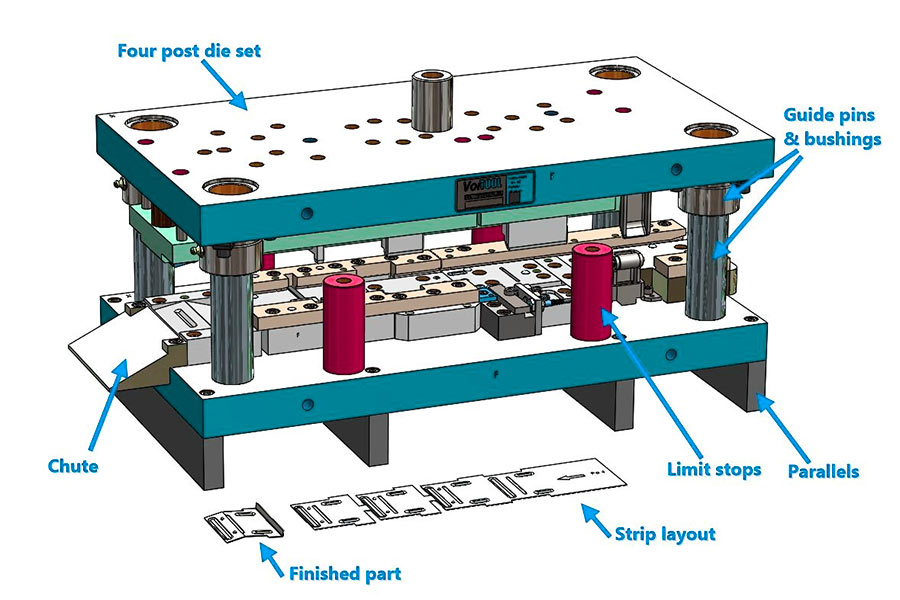
L'estampage métallique est un processus d'estampage sur des feuilles de métal avec des moules et de la presse. Il est largement utilisé dans l'automobile, l'électronique et les appareils domestiques. Au cœur de cet article, une matrice de haute précision est utilisée pour former des feuilles de métal à la fois, ce qui peut produire des fractures métalliques avec une forme complexe et des tolérances au niveau micrométrique.
Le processus améliore non seulement considérablement le taux d'utilisation des matériaux, mais réduit également considérablement les coûts de production grâce à la ligne de production automatisée, en particulier adapté à la fabrication de composants standardisés à grande échelle. Avec le développement de la précisiontechnologie d'estampage, l'estampage des métaux moderne a été en mesure de répondre aux exigences strictes de force, de conductivité et de résistance à la corrosion dans des champs haut de gamme tels que l'aérospatiale et l'équipement médical.
Qu'est-ce que le matériau d'estampage en métal?
Le type de matériau de tampons métalliques affecte directement l'effet de traitement et les performances du produit.Voici les classifications et les caractéristiques courantes des matériaux de tampon métallique:
1. acier inaccessible
L'acier inoxydable est un matériau largement utilisé dans l'estampage métallique.En raison de sa résistance à la corrosion et de sa haute résistance, il est couramment utilisé pour fabriquer des composants qui nécessitent des normes hygiéniques, telles que l'équipement médical et les équipements de transformation des aliments.Pendant le processus d'estampage, en ajustant les paramètres de moule et de pression, la douceur de surface peut être maintenue et des formes complexes peuvent être formées avec une haute précision.
2Alliage en aluminium et en aluminium
L'aluminium est léger et facile à manipuler. Adapté àProduction de qualité rapide deéquipement électroniqueboîtier, composants automobiles, etc.Il a une bonne ductilité, peut réduire l'usure des moisissures et améliorer l'efficacité de la production, et convient particulièrement aux applications sensibles au poids.
3. Alliage cuivre et cuivre
Le cuivre a une conductivité élevée et est couramment utilisé dans la fabrication de connecteurs électriques et de radiateurs.Les pièces en cuivre à parois minces peuvent être utilisées conformément aux exigences de soudage ou d'assemblage à haute fréquence des exigences d'estampage.
4. acier à carbone
L'acier au carbone a une résistance élevée et un faible coût. C'est pour le châssis et les attaches automobiles.Pendant le traitement, les paramètres de pression doivent être ajustés en fonction de l'épaisseur du matériau pour éviter l'impact de la déformation du rebond sur la précision dimensionnelle.
5. ALLIAGE DE TITANIUM
Les alliages de titane peuvent résister à des températures élevées et à la corrosion. C'est un matériau commun dans l'industrie aérospatiale.Il a une forte dureté, une résistance à l'usure élevée à la mort et doit être utilisé en combinaison avec une technologie d'estampage précise pour le moulage stable.
6. Acier galvanisé
Surface galvaniséelui permet de résister à la rouille. Il est largement utilisé dans les panneaux d'appareil domestique, les matériaux de construction du toit, etc.Dans ce processus, la température et la pression doivent être contrôlées pour empêcher le pelage de la couche de zinc d'affecter l'adhésion du revêtement.

Quel prétraitement est nécessaire avant d'imprimer le matériau en métal?
Prétraitementmatériaux métalliquesAvant l'estampage est une étape critique pour assurer la qualité, la précision et la productivité des pièces de l'ampleur.Le processus de prétraitement principal et les faits saillants techniques connexes sont les suivants:
1 et 1Coupure de matériaux
Objectif: Coupez la tôle à la taille souhaitée pour éviter le curling ou la déformation.
JS Technology Association: la précision de la technologie de coupe ou de coupe laser peut être de ± 0,02 mm, ce qui peut assurer la stabilité de la taille de la billette.
| Méthode | Solutions applicables | Avantages JS |
| Coupure laser | Pièces de forme de précision. | Traitement sans contact, petite zone touchée par la chaleur. |
| Entrer l'ordinateur | Grand panneau de panneau. | Éliminez le stress résiduel et obtenez une planéité de 99%. |
2Nettoyage de surface et élimination de la rouille
Utilisation: Utilisé pour éliminer les taches d'huile, les échelles d'oxydation et la rouille, et empêcher la contamination des moisissures ou l'adhésion de la pièce.
Association technologique JS:
- Utilisez des détergents respectueux de l'environnement (conforme aux normes ROHS) avec une technologie de nettoyage à ultrasons.
- Acide phosphorique automatique / Production de passivationrevêtement de surfaceadhésion.
| Méthode de traitement | rôle | Mesures de protection de l'environnement JS |
| Dégraissement alcalin | Retirer la graisse. | Le taux de conformité pour le traitement des eaux usées est de 100%. |
| Pouvoir | Améliorer la douceur de la surface (Ra≤0,1 μm). | Réduisez la consommation d'énergie par produit unitaire de 30%. |
3 et 3Tauchage luxile
Objectif: Ajustez avec précision le coefficient de frottement de moulage (μ≤0,08) et dépassant 30% de la durée de vie de la moisissure, rugosité de surface ≤ 0,8 μm.
JS Technology Association: les matériaux JS sont largement sélectionnés (couverts sur 50 variétés) pour optimiser l'efficacité de l'estampage (réduction du temps du cycle du projet de 15%) est basée sur différentes combinaisons de métaux avec des lubrifiants spéciaux.
4Soulager le stress et le recuit
Objectif: Éliminer la pression interne du matériau, améliorer la ductilité et empêcher le tampon de se casser.
Association technologique JS:
- Le four de recuit à vide atteint un contrôle précis de la température (± 5 ° C) pour éviter l'oxydation.
- Rapidetechnologie de refroidissementraccourcit les cycles de processus et augmente l'efficacité de 25%.
| Type de processus | Solutions applicables | Indicateurs de contrôle de la qualité JS |
|
Menket de soulagement de la pression
|
Empirement de plaque en acier à froid. | Stress résiduel ≤ 30 MPA. |
| Recuit complet | Formation d'acier à haute résistance. | L'uniformité de la taille des grains est conforme à la norme ASTM. |
5Étalonnage précis et positionnement
Objectif: assurer la précision dimensionnelle et la cohérence des pièces tamponnées.
Association technologique JS:
- Le scanner Blu-ray 3D a détecté la forme et la tolérance de position de la billette, et le taux de compensation d'erreur a atteint 98%.
- Le système d'alimentation automatique intègre la technologie de positionnement visuel avec une précision de positionnement ± 0,01 mm.
| Moyens techniques | Fonction | Avantages techniques JS |
| Alignement optique | Positionnement d'artefact complexe. | Corrigé automatiquement, le rendement est passé à 99,5%. |
| Appuyez sur la moisissure | Compendez-vous sur la déviation d'épaisseur du matériau. | Le contrôle de la tolérance est jusqu'à ± 0,005 mm. |
Aperçu des avantages de la technologie de prétraitement de la société JS
| aspect | Caractéristiques techniques | Revenus du client |
| Contrôle précis | Contrôle conjoint multi-capteurs + optimisation de l'algorithme AI. | Taux de conformité de la tolérance> 95%. |
| Améliorer l'efficacité | Ligne de montage automatique complète + processus modulaire. | Réduisez le délai de livraison de 15 à 20 jours. |
| Optimisation des coûts | Standardisation du système de recyclage des déchets + paramètres de processus. | Réduisez le coût unitaire de 12 à 18%. |
| Conformité environnementale | Production propre + utilisation à 100% des ressources de déchets. | Respecté la directive environnementale de l'UE. |
Grâce au processus de prétraitement ci-dessus, la société JS peut assurer la précision et la qualité demétal estampéProduits tout en garantissant les performances maximales des matériaux des produits en métal Stamp.
Comment les matériaux à haute résistance peuvent-ils améliorer la durabilité des pièces tamponnées?
1. résistance améliorée à la déformation
Les matériaux à haute résistance tels que les alliages en acier et en titane à haute résistance ont un rendement élevé et une résistance à la traction, ce qui peut améliorer considérablement la résistance à la déformation des timbres métalliques sous charge dynamique. Par exemple, après l'estampage de l'acier à haute résistance, les composants du châssis de voiture à haute résistance augmentent BV 40%, la tatiau structurelle de l'eftectvelv Avoica a provoqué des vibrations bv ona-term.
2. Life de fatigue étendue
La structure cristalline des matériaux à haute résistance est dense, ce qui peut retarder la propagation des fissures. Dans le métal estampillé, comme l'emboutissage en alliage de titane utilisé dans les lames du moteur des avions, la durée de vie de la fatigue peut atteindre 2 à 3 fois celle des matériaux traditionnels et s'y contester de cyclisme de contrainte mécanique à haute fréquence.
3. Optimisation de résistance
Les matériaux à haute résistance, tels que le durcissement en acier élevé ou en surface, peuvent réduire les pertes de friction en augmentant la dureté, comme HV ou supérieure. Par exemple, lorsque l'acier au carbone est utilisé pour le tampon métallique, la résistance à l'abrasion du timbre du métal d'engrenage augmente de 60%, prolongeant la durée de vie et réduisant la fréquence d'entretien.
4Améliorer la résistance à la corrosion
Matériaux à haute résistance(comme l'acier inoxydable) ont des propriétés inhérentes à la résistance à l'acide et aux alcalins et à la résistance oxydative.Par exemple, le timbre métallique pour l'équipement côtier est tamponné de 316 litres d'acier inoxydable, qui peuvent être maintenus dans un environnement de pulvérisation saline pendant plus de 10 ans sans aucun signe de corrosion, réduisant ainsi considérablement les coûts de remplacement.
5.Aups de poids et de force
Certains alliages d'aluminium à haute résistance, tels que 7075, sont légers tout en conservant leur résistance, lorsqu'ils sont utilisés avec des tampons métalliques, ils peuvent réduire le poids (par exemple, de 30% pour les composants de la voiture) tout en maintenant la stabilité structurelle. Ce sont des allusions appropriées où une sensibilité au poids et une durabilité élevée sont nécessaires.
6.Adaptabilité de température améliorée
Les alliages en titane et autres matériaux peuvent maintenir leur résistance à des températures élevées (> 400 ° C) ou à basse température (<-50 ° C) et fonctionner régulièrement dans des conditions extrêmes, par exemple, les joints de vaisseau spatial doivent supporter une différence de température de -100 ° C à 200 ° C pour garantir la scelle.
Chemin de mise en œuvre technique
| Type de matériau | Indice de force | Solutions d'application typiques | Effet d'amélioration de la durabilité |
| Acier à haute résistance (HSS) | Limite d'élasticité ≥800 MPA | Poutre de collision de voiture, équipement. | La durée de vie prolongée de 50% à 200%. |
| Alliage de titane (Ti-6Al-4V) |
Résistance à la traction ≥900MPA
|
Composants d'aviation, implants. | Prolonger la vie de la fatigue 2 à 3 fois. |
| Alliage d'aluminium à haute résistance (7075) |
Résistance à la traction ≥570MPA
|
Cadre de drone, shell 3C. | La perte de poids était de 30%, mais l'intensité reste la même. |
En sélectionnant un matériau à haute résistance approprié et en le combinant avec précisiontimbre métalliqueLa technologie, la durabilité globale des pièces estampillée peut être considérablement améliorée et les exigences strictes de l'industrie pour la fiabilité à long terme peuvent être satisfaites.
Comment empêcher le traitement de la rouille sur les pièces estampillées en acier inoxydable?
1 et 1Nettoyage de surface et élimination des polluants
Utilisations: éliminer l'huile, couper le liquide, les débris métalliques et autres polluants dans le processus d'estampage pour éviter les dommages causés par les films d'oxyde.
Mesures JS:
- Une combinaison de dégraissant alcalin et de processus de nettoyage à ultrasons a été utilisée pour atteindre la propreté de niveau SA2.5 (standard ISO).
- Ligne de production automatisée de phosphation / passivation pour former une couche de protection uniforme sursurface traitée.
Opérations principales:
- Badigeonner les taches d'huile de surface avec un chiffon propre immédiatement après l'estampage.
- Les solvants contenant du chlore tels que l'acide chlorhydrique sont interdits pour prévenir la corrosion et la fissuration du stress.
2Traitement de passivation chimique
Objectif: améliorer la densité et la résistance à la corrosion du film d'oxyde de surface en acier inoxydable (cr₂o₃).
Mesures JS:
- La solution de passivation respectueuse de l'environnement (sans chrome hexavalent) répond aux normes ROHS.
- Le test de pulvérisation de sel passivé dure plus de 240 heures (304 en acier inoxydable en standard).
Paramètres de processus:
- Température: normal ~ 50 ° C (ajusté pour le matériau).
- Heure: 15-30 minutes.
Post-traitement: rincer + sécher avec de l'eau pure pour assurer aucun résidu.
3 et 3Revêtement de protection physique
Objectif: couche d'isolement physique pour un environnement spécial tel qu'une humidité élevée et un milieu chimique.
Mesures JS:
- Revêtement électrophorétique: revêtement en résine époxy, temps de pulvérisation résistant au sel jusqu'à 500 heures.
- Revêtement sous vide PVD: dépôt de nitrure de chrome, dureté HV 2000+, augmentation de la résistance à l'abrasion.
4Conception structurelle et optimisation des processus
Objectif: réduire la concentration de stress, les dommages à la surface et le risque de corrosion.
Mesures JS:
- Chrome dur (Ra ≤ 0,1 μm) sur la surface de la matrice pour éviter d'ajouter les rayures.
- Formage hydrauliqueest utilisé au lieu de l'estampage traditionnel pour réduire la tension sur le matériau.
Faits saillants de conception:
- Transition arrondie: Évitez la concentration de stress causée par des angles nets.
- Conception d'échappement: Évitez l'accumulation de liquide à l'intérieur des pièces estampillées.
5Contrôle et maintenance environnementaux
Objectif: bloquer les sources de corrosion externes et prolonger le temps de prévention de la rouille.
Mesures JS:
- Environnement de stockage: entrepôt de température constante et d'humidité (humidité ≤ 60%).
- Protection des transports: enveloppé dans un film en polyéthylène et rempli de dessiccants, résistants à l'humidité et rouille.
- Entretien périodique: Vérifiez les conditions de surface mensuellement, traitez les petites taches de rouille avec un nettoyage professionnel en acier inoxydable et réparez la passivation locale des zones soudées.

Quelles sont les difficultés à concevoir des moules d'estampage pour les pièces irrégulières?
Le divisant de l'estampage de la conception des pièces irrégulières implique de nombreux défis techniques et nécessite une combinaison d'expérience de fabrication de précision et de solutions innovantes. Voici des difficultés spécifiques et comment les stratégies de réponse de la société JS:
1 et 1Défis de conception posés par la complexité structurelle
Problèmes:
- Conception divisée: les pièces irrégulières nécessitent généralement undie multi-cavitéou des structures de curseur avec une complexité de moisissure élevée (par exemple 7-8 liaison du curseur pour les revêtements de voiture).
- Extracteur de noyau: Pour les pièces d'extracteur en profondeur ou le noyau latéral, un noyau de précision est nécessaire, sinon un brouillage de moisissure ou une déviation de taille peut se produire.
- Résistance au moule: les structures complexes sont sujettes à la concentration de stress et une optimisation de la topologie est nécessaire pour améliorer la rigidité.
Stratégies de réponse:
- Conception modulaire et fabrication individuelle de composants clés.
- La distribution de la force de la matrice est optimisée par FEA.
2Utilisation des matériaux et optimisation de mise en page
Problèmes:
- Les pièces irrégulières sont sujettes au processus de mise en page des déchets, ce qui entraîne un taux d'utilisation des matériaux inférieur à 60%.
- Les contours complexes nécessitent un équilibre entre la séquence d'estampage et le contrôle de la déformation.
Stratégies de réponse:
- Les échantillons sont automatiquement optimisés et disposés à l'aide d'algorithmes AI.
- Le bord universeltechnologie de couperéduit les déchets.
3 et 3Contrôle de précision et stabilité dimensionnelle
Problèmes:
- Les tolérances pour les pièces irrégulières (par exemple, les composants électroniques se dressent ± 0,02 mm) sont strictement nécessaires.
- L'ajustement du recul entraîne un biais de taille (le taux de recul en acier inoxydable peut être de 8% à 12%).
Stratégies de réponse:
- Système de détection en ligne en temps réel (CCD + Laser Trémoire).
- La surface de la matrice est modifiée par l'algorithme de l'algorithme de compensation de rebond.
4Vie à service et résistance à l'abrasion de la moisissure
Problèmes:
- La fréquence d'estampage des pièces irrégulières est limitée (500 000 fois la durée de vie des moules ordinaires et plus de 2 millions de fois la durée de vie des pièces très exigeantes).
- Le processus de soudage de l'alliage dur et de l'acier à moule est difficile.
Stratégies de réponse:
- Durcissement de surface (par exemple le revêtement TD, revêtement PVD).
- La zone d'abrasion a été réparée parrevêtement laser.
5Coût et efficacité du mode d'essai
Problèmes:
- Les pièces irrégulières ont de longs cycles d'essai et coûtent plus de 10000 yuans par pièce.
- Les méthodes traditionnelles d'essais et d'erreurs sont difficiles à localiser rapidement la cause profonde du problème.
Stratégies de réponse:
- Digital Twin Technology simule le processus d'estampage.
- Moules de prototypage rapide (Impression 3D) raccourcir le cycle de vérification.
Comment JS Company optimise-t-elle le taux d'utilisation des matériaux d'estampage?
1 et 1Conception de mise en page intelligente
Moyens techniques:
- L'algorithme d'intelligence artificielle est utilisé pour organiser le métal de timbre intelligemment et calculer automatiquement le schéma de nidification le plus optimal.
- Prise en charge du téléchargement d'étape / IGES et d'autres fichiers de formatage, le système reconnaît automatiquement les contours de pièce et génère une mise en page.
Effet: Le taux d'utilisation des matériaux est passé de 85% de la moyenne de l'industrie à plus de 92% (en particulier les parties irrégulières).Réduisez les déchets et économisez environ 15% à 20% sur les matériaux par commande.
2Système de recyclage et de réutilisation des matériaux résiduels
Moyens techniques:
- Un équipement de tri des déchets entièrement automatisé est fourni pour la classification en temps réel des débris métalliques recyclables, tels que l'estampage des restes de métaux.
- Le matériau restant est transformé en petites pièces d'estampage par processus de thermopression.
Effet: respecter la norme de la production durable, unmétal non ferreuxtaux de récupération jusqu'à 98%, réduisez les coûts annuels de l'approvisionnement en matières premières de plus d'un million.
3 et 3Processus modulaire, ligne de production flexible
Moyens techniques:
- Les pièces complexes sont décomposées en sous-modules standardisés (tels que les trous et les zones de flexion) et le traitement par lots à l'aide de moules uniformes.
- La commutation transparente de différentes pièces de métal de tampon est réalisée grâce au système de conversion de la matrice rapide, et le temps de changement ne dépasse pas 15 minutes.
Effet: 30% de délais plus court et 10% de perte de matériau moins pour la petite commande multi-variétés.
4Caractéristiques des matériaux et base de données de correspondance des processus
Moyens techniques:
- Il existe une base de données de plus de 50 matériaux métalliques, y compris des paramètres tels que l'épaisseur, la ductilité et la résilience.
- Des paramètres de processus d'estampage automatique sont générés pour éviter les déchets en raison d'une mauvaise sélection de matériaux.
Effet: Le taux de qualification d'estampage à haute résistance (comme 430 en acier inoxydable) est passé à 99,5%, ce qui réduit les déchets de reprise.
5Simulation numérique et débogage virtuel
Moyens techniques:
- Le logiciel AutoFORG est utilisé pour simuler le processus d'estampage du métal de tampon et prédire des défauts tels que les rides et les fractures.
- La surface du moule est optimisée par le débogage virtuel et le nombre de tests physiques est réduit.
Effet: 100% Taux de réussite de l'inspection initiale du moule, 100% cycle de moisissure d'essai.
Résumé
Dans le domaine de l'estampage métallique, le choix des matériaux détermine directement les performances et la qualité des produits estampés en métal. De l'alliage d'aluminium à l'acier inoxydable, chaque matériau répond aux besoins de précision des différentes industries avec ses propriétés uniques.
JS Company a une technologie de timbres de métal avancée et la flexibilité de sélectionner plus de 50 matériaux métalliques en fonction des besoins des clients. Le niveau de précision du métal estampillé est de ± 0,005 mm en optimisantconception de moisissureet processus de production. Qu'il s'agisse de la résistance à l'impact des revêtements de voiture ou de la résistance à la corrosion des dispositifs médicaux, l'équipe professionnelle de JS est en mesure de créer une solution d'estampage en métaux entièrement fonctionnelle et rentable pour les clients.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1. Quels sont les avantages des pièces d'estampage en acier inoxydable?
Les pièces d'estampage en acier inoxydable sont résistantes à la corrosion, résistantes à l'abrasion et à haute résistance. Il convient à une utilisation à long terme dans les appareils électroménagers, les dispositifs médicaux, etc.
2.visont lesmatérielsavecBonne ductilité?
Y compris l'alliage d'aluminium, l'alliage de cuivre, le laiton et les métaux purs tels que l'or, l'argent, l'aluminium, ces matériaux sont faciles à façonner, adaptés au traitement des pièces complexes.
3.Comment faire l'épaisseurdeLa feuille de métaux affecte l'effet d'estampage?
La plaque mince est facile à déformer, mais la résistance est faible. Il convient aux pièces de précision.Les plaques épaisses nécessitent une plus grande force de poinçonnage et sont sujettes à la bavure, ce qui les rend adaptées aux composants structurels.Les paramètres de dégagement et de pression doivent être ajustés en fonction de la ductilité du matériau.
4. est la précision dimensionnelle des pièces d'estampage métalliques liées au matériau?
De près à cela, la ductilité, le rebond et l'uniformité du matériau affectent directement la stabilité de la moulure et doivent être contrôlées par la conception du moule et l'optimisation des paramètres de processus.
Ressources

