

TPE overmolding is an essential method for addressing the functional and touch related issues of intricate components. Chemical bonding plays a vital role in TPE overmolding, as the required interfacial bond strength should be higher than 5 N/mm.
Compensation for molds should be done for a 1.5%-3% double shrinkage. Tailor made formulations are capable of dealing with severe working conditions, and combining processing can lessen total assembly costs by 20%-40%.
Sealing failure, the rough feel, and expensive assembly are typical problems when making complex parts. TPE overmolding can become a solution by combining flexible TPE and hard substrates in one step to cater the needs for protection and shock absorption in various sectors.
JS Precision gives trustworthy overmolding solutions to worldwide clients, assisting in upgrading product competitiveness.
Core Answer Overview
|
Key Dimensions
|
Core Technical Standards/Solutions
|
|
Connection Mechanism
|
Chemical bonding (polar matching) is preferred, and the interface bonding force must be greater than 5 N/mm.
|
|
Material Selection
|
Customize TPE rheological index (MFI 10-25) according to the substrate (PP/ABS/PC/PA).
|
|
Mold Precision
|
Adopt two-shot mold with parting surface tolerance controlled within 0.01mm.
|
|
Quality Evaluation
|
Implement ASTM D6862 peel test to ensure no degumming after 100 thermal cycles.
|
Key Takeaways
- Strong chemical bonding is a key factor. Both the substrate and the TPE should have very similar solubility parameters (delta values that are close). In other words, these materials can create strong molecular bonds and will not come off easily.
- Accurate mold design should strictly allow for the two different shrinkage rates of the substrate and TPE (usually differing by 1.5% to 3%) so that there are no changes in the dimensions after molding.
- Specially made preparations can help the products maintain their qualities even in very harsh conditions like being resistant to oil and UV.
- JS Precision offers an end-to-end production line that can lower the total cost of assembly by 20% to 40%, which is a great help to customers to keep production costs in check.
How Does JS Precision's TPE Overmolding Manufacture Your Complex Parts?
Technical skills, previous records, and competence in solving complicated problems are factors to be considered in selecting a TPE overmolding partner. JS Precision is the company that exactly matches your main requirements and is deserving of your trust.
JS Precision has been in the overmolding business for a long time and has catered to the needs of more than 500 clients worldwide. The clients belong to different sectors like the medical sector, automotive sector, and consumer electronics sector.
It is an easy and confident choice to work with us due to our advanced technology and top quality that we can guarantee you stable and high quality overmolding services.
JS Precision technically works strictly within the limits set by industry standards. They ensure all products undergo the ASTM D6862 peel test standard, leaving no room for the reliability of the bonding of your required products to be in doubt and avoiding situations such as delamination that may arise later on.
Take, for instance, a scenario where you have automotive parts related requirements needing a tough bonding between the PP substrate and TPE, also satisfying the conditions for the use of materials in high and low temperature environments going from 40℃ to 80℃ and despite several attempts by different manufacturers, delamination problems are still a thing then JS Precision has the remedy to the problem.
First by understanding the substrate polarity, they can formulate a special polar modified TPE just for you, then by regulating the MFI to 18 g/10min, uplifting the two color mold design, and maintaining the parting line tolerance within 0.01mm.
Results, without doubt, they pull out a peel strength of 7.2 N/mm (killing your objective of 5 N/mm by miles), at the same time they are able to shorten the production cycle by 30% and have the cost per part reduced by $25, which is practically showing you how to control costs and increase efficiency.
At JS Precision, we can control every step and change from the material formulation, the mold designing and manufacturing to the injection molding production and quality inspection.
We have proficient engineers who supervise each stage to make sure the final products delivered can truly match your expectations. Thus, you won't have to do any coordinating at all.
No matter if you are challenged with complex thin walled parts or believe the performance requirement is quite high and the conditions are extreme, JS Precision with its rich experience and technological expertise can provide you with the best solution.
As a result, you are able to lessen production risks, enhance product quality, and make sure your project will be running smoothly.
If you are struggling with the overmolding challenges of complex parts and would like to obtain a customized solution and free cost calculation, please contact our technical team to embark on the path to efficient mass production.
Why Is The Key Technical Consideration For Choosing TPE Overmolding The Cornerstone Of Success?
This chapter discusses the main technological aspects for achieving successful TPE overmolding.
The secret is in obtaining permanent attachment between the substrate and the flexible adhesive. By fine tuning polarity matching and processing parameters, it has the potential to substitute conventional methods, enhance part performance, and lower overall assembly costs.
Synergistic Mechanism of Chemical Adhesion and Physical Locking
The primary factor to the TPE overmolding strength has been proven as a synergistic effect between chemical adhesion and physical locking features. An interpenetrating layer with the thickness of 0. 01-0.1 micrometer is formed at the interface.
Practically, it is like two pieces of wet dough that stick to each other not only are the surfaces glued, but the interior flour molecules are also combined so these bonds become even stronger than before, allowing them to withstand external forces that try to separate the two parts, thus effectively preventing any peeling later on.
Optimization Logic of Multi Component Injection Molding for Total Assembly Costs
Making products at lower costs is actually one of the main customer requirements when it comes to deciding on TPE overmolding. It not only reduces the need for fasteners and human intervention but also integrated design can lead to a 30% shorter production cycle.
Besides, the labor and material costs per part are around $5-15 less. The benefits of the above are even more amplified when it comes to mass production.
To understand the cost differences between various processing methods, get our TPE overmolding cost accounting white paper to have a straightforward understanding of the major cost optimization points.
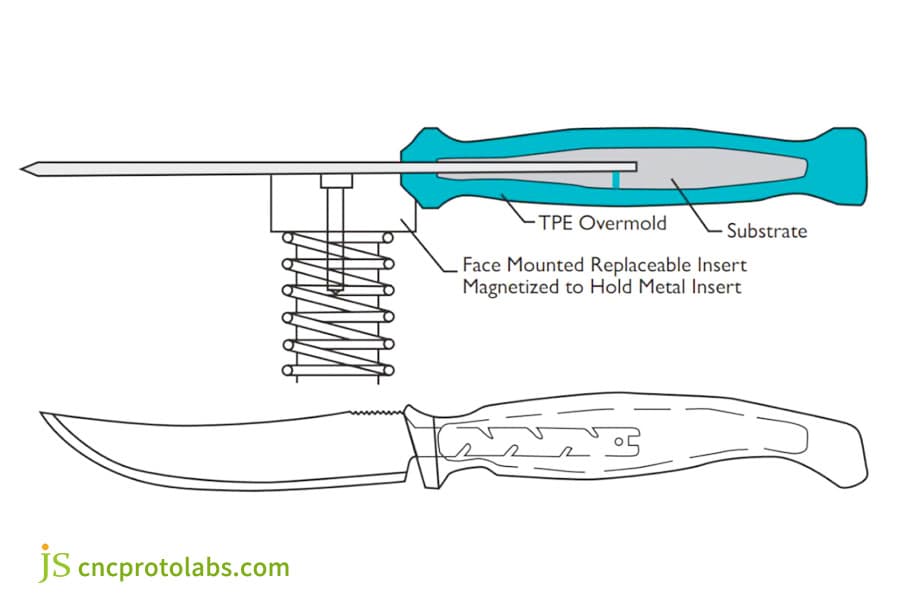
Figure1: A technical drawing of a screwdriver, showing an exploded and cross-sectional view of its handle that details the TPE overmold, substrate, and a magnetized, replaceable metal insert.
How Can Custom TPE Manufacturers Improve Part Performance Through Formula Optimization?
One of the ways a right custom TPE manufacturer can enhance part performance is by optimizing the formulation. Changes in properties like hardness and rheology can be made in customized TPEs.
The range for MFI can be set to 15-25 g/10min, which will not only solve the problem of insufficient filling of thin walled overmolding but also improve the tactile luxuriousness of the product.
Selection of Hardness Ranges and Elastic Recovery Rate Parameters
Hardness is very important for the feel and the performance of TPE. Different applications need different hardness levels that should be matched. Specific data is shown in the table below:
|
Application Field
|
Recommended Hardness Range
|
Elastic Recovery Rate Requirement
|
Compression Set Requirement
|
Applicable Scenarios
|
|
Medical Handles
|
40A-60A
|
≥90%
|
70℃/22h ≤25%
|
Surgical instruments, diagnostic equipment.
|
|
Automotive Buttons
|
50A-70A
|
≥85%
|
80℃/24h ≤30%
|
In-car control panels, steering wheel buttons.
|
|
Consumer Electronics Casings
|
70A-85A
|
≥80%
|
60℃/24h ≤28%
|
Mobile phone cases, headphone casings.
|
|
Seals
|
30A-50A
|
≥92%
|
70℃/48h ≤20%
|
Water pipe joints, equipment sealing parts.
|
Compression set is critical for seals, directly determining whether they deform or lose their sealing effect after long-term use.
Rheology and MFI Tuning for Long Runner Designs
One of the most frequent issues in complex, thin walled parts is incomplete filling. Custom TPE manufacturer have ways of dealing with this by changing the TPE's rheology and MFI.
For parts with a wall thickness less than 1mm, the MFI should be raised to at least 30 g/10min, and the injection parameters should be optimized simultaneously to avoid substrate displacement.

Figure 2: A cleanroom manufacturing facility with technicians in protective gear working at stations equipped with automated machinery to assemble and inspect overmolded medical device components.
How To Select The Most Suitable Model From a Diverse Range Of Overmolding Materials?
Since the environment resistance and performance of the part are decided by the overmolding materials, if you choose the wrong one, you may later have performance problems and delamination.
For general consumer products, TPE-S can be used. While TPV is the only one that can resist high temperatures upto 135℃, and TPU has excellent abrasion resistance that makes it suitable for other applications.
Performance Parameter Comparison of TPS, TPV, and TPU
To facilitate quick selection, we have compiled detailed performance parameters for three commonly used overmolding materials, as shown in the table below.
|
Material Type
|
Temperature Resistance Range (℃)
|
Weather Resistance
|
Transparency
|
Abrasion Resistance
|
Processing Difficulty
|
Applicable Fields
|
|
TPS
|
-40~80
|
General
|
High
|
Medium
|
Low
|
General consumer goods, toys.
|
|
TPV
|
-40~135
|
Excellent
|
Medium
|
Excellent
|
Medium
|
Automotive parts, high-temperature resistant seals.
|
|
TPU
|
-30~120
|
Good
|
Medium
|
Outstanding
|
Medium to High
|
Mechanical parts, sports equipment.
|
|
TPEE
|
-50~150
|
Excellent
|
Medium
|
Excellent
|
High
|
High-end automotive parts, aerospace components.
|
|
TPR
|
-30~70
|
General
|
High
|
Medium
|
Low
|
Daily necessities, soft handles.
|
TPV can endure heating up to 135℃, whereas normal TPS becomes soft when heated beyond 80℃.
Therefore, TPV should be your first option when operating under very high temperature conditions. We perform biocompatibility tests of materials based on ISO 10993 standards to correspond with the requirements of the medical sector.
Environmental Weather Resistance Testing and Possibility of Using Eco friendly Materials
Outdoor overmolded pieces have to be very resistant to weather conditions. The selection of overmolding materials is a direct factor in determining their resistance to weather.
If 2% of UV-resistant additives are included, they will almost completely prevent color fading after 1000 hours of QUV exposure (Delta E will remain below 3). Besides this, our work is directed towards manufacturing eco-friendly bio based TPE materials.
How Can Leading TPE For Overmolding Manufacturers Solve Substrate Compatibility Challenges?
Compatibility of substrate with TPE is the major condition without which the TPE overmolding will be a failure. The main TPE for overmolding manufacturers can tackle the issue of surface energy differences existing between substrates and TPEs by using professional technology, which will also secure good adhesion.
Substrate Matching Matrix and Polar Modification Technology
Each type of substrate needs polar modification technology designed specifically for it: for PP substrates maleic anhydride grafted TPE is a good choice whereas for PA substrates 0.5%-1.2% grafting agent addition and pretreatment are necessary.
To verify that the compatibility is up to the standard, the adhesion is tested according to the ASTM D3359 methods.
The Influence of Interface Preheating and Mold Temperature on Adhesion Strength
Heat is the main factor that causes mixing at the molecular level of the substrate and TPE, a very cold substrate may cause adhesion to fail.
The surface temperature of the substrate before injection molding should ideally not be lower than 80℃, and the temperature of the mold maintained at 60-90℃, among other things, will improve diffusion at the interface as well as adhesion reliability.
If you are unsure about the compatibility between your substrate and TPE, please submit your substrate type, and our technical team will provide you with a matching solution and compatibility testing free of charge.
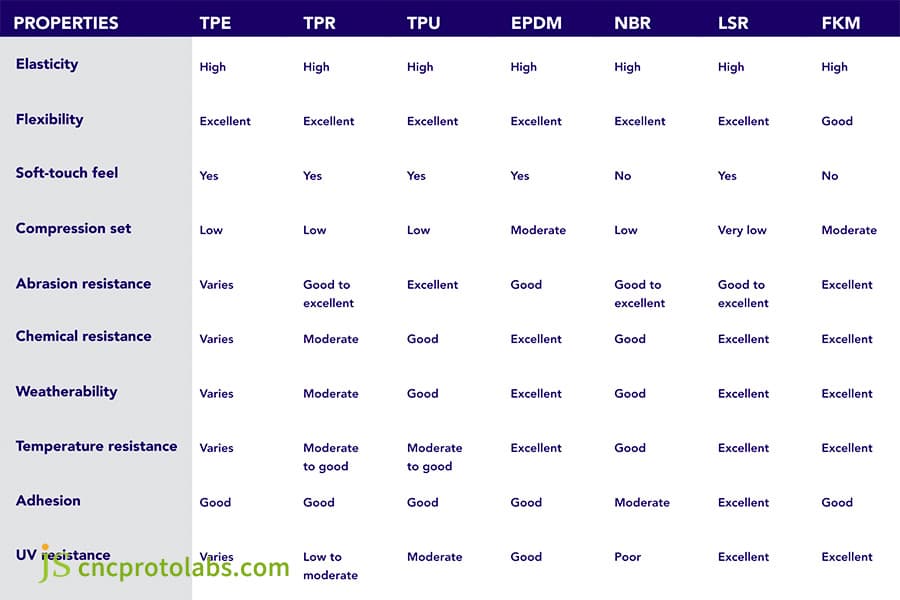
Figure 3: A detailed comparison chart listing the properties of various thermoplastic elastomers (TPE, TPU, LSR, etc.) used in overmolding, covering attributes like elasticity, chemical resistance, and temperature tolerance.
Why Does Injection Overmolding Mold Design Determine The Success Or Failure Of a Project?
Ignoring mold design can lead to product overflow, bubbles, and dimensional deviations. Injection overmolding molds must handle secondary injection pressure.
Precise gate positioning can prevent jetting, 0.01mm parting line tolerances can control overflow, and accurate shrinkage compensation calculations are also necessary.
Gate Positioning for Bubble and Jet Suppression
Incorrect gate positioning can easily lead to product displacement and bubbles. We implement a balanced runner system, and suggest gate depth to be 50%-80% of the TPE overmolding wall thickness. This not only effectively controls jetting but also guarantees uniform TPE filling, and lessens bubbles.
Dual Shrinkage Calculation and Precise Tolerance Control Strategy
Two material shrinkage of the substrate and TPE can cause product dimensional discrepancies. Hence, there is a need for very precise compensation in the mold design. The TPE shrinkage rate is 1.5%-2.5%, and the mold should be designed for a 0.02mm precision adjustment margin.
In simple terms, the process is like making garments with shrink allowance, pre-planning the fabric's shrinkage after washing will result in a well fitted final garment, thus avoiding it from being too loose or too tight.
What Overmolding Design Guide Can Reduce Scrap Rates?
After the selection of molds and materials is in place, following the scientific overmolding design guide can avoid 90% of production defects, reduce scrap rates, control costs, and optimize product feel and performance.
Criteria for the Relationship between Wall Thickness Balance and Adhesive Force
The balance of TPE coating wall thickness directly affects the molding quality and adhesive strength. Uneven wall thickness is prone to shrinkage marks and delamination.
The ratio of adjacent wall thickness changes should be controlled within 1:1.5. It is recommended that the TPE wall thickness be between 1.5mm-3.0mm to ensure stable molding.
Mechanical Chain Structure and Geometric Edge Optimization
When the chemical compatibility between the substrate and TPE is weak, mechanical locking structures should be used to assist in fixation.
Sandwich style wrapping, edge chamfering, and penetration holes can be designed, with edge stopping depth not less than 0.5mm to prevent edge peeling and improve hand feel.
To quickly master the complete overmolding design guide, you can download our design manual to easily avoid production defects and reduce scrap rates.
What Are The Core Technical Indicators For Evaluating The Quality Of Overmolded Parts?
The quality of overmolded parts must be evaluated by measurable criteria. The demands of very high end applications are even stricter. Through a well designed testing program, not only do we ensure that all our products meet the customer's specifications, but we also prevent the shipment of defective items.
Quantitative Test of Peel Strength & Material Standards
One very important aspect of adhesive strength is the peel strength. We use the 90-degree peel test as per the ASTM D6862 standard only.
If the peel force is to be extremely reliable at an industrial level, it should be in the range of 5-10 N/mm, and the test result should show material breakage rather than interface separation.
Thermal Cycling Aging Lab Test & Surface Defect Inspection
We conduct thermal cycling aging laboratory test on overmolded parts by exposing them to temperatures ranging from -40℃ to 120℃. After doing the cycle continuously for 120 hours, the interface should be completely intact, without any signs of blisters or delamination.
Alongside this, we also use a high magnification optical device to examine the surface and make sure there are no burrs or shrinkage markings.
JS Precision Case Study: Precision Encapsulation Molding Solution For Medical Device Handle
Here is a case study which features a real medical device handle. It explains the techniques that JS Precision used to overcome the complex challenge of TPE overmolding. You will get a clear picture of our skills through the example.
Project Background
We manufactured surgical instrument handles according to the exact specifications of a worldwide medical device company.
The key requirement was to create a very strong bond between PA66+30%GF material and antibacterial TPE which can withstand a 134℃ high pressure steam sterilization test in order to ensure medical grade safety. Scrap rate was to be maintained below 1%.
Challenges Encountered
At the project start, two major problems were revealed: very severe edge peeling, peel force was only 2 N/mm (this is very much below the medical grade standard of 5 N/mm), and pores at the end of long flow channels.
These pores bubbled during sterilization, leading to a scrap rate of 12%. The client had tried several changes, but without success.
Solution
First of all, addressing the client's problems, the JS Precision technical team analyzed thoroughly and came up with an effective three step method:
1.Material Optimization:
Delamination was effectively tackled chemically through a stronger bond between the TPE material and PA66+30%GF substrate, achieved by JS Precision's uniquely developed polar grafted TPE with a special grafting agent and a grafting rate maintained at 0.8%.
2. Mold Improvement:
We changed the mold type to two shot injection molding, improved the runner layout, and also raised the mold temperature to 95 degrees Celsius. This not only facilitates molecular diffusion between substrate and TPE but also results in the reduction of bubble generation.
3. Process Adjustment:
So as to discharge the gases released during the injection molding, we took the measure of opening a 0.02mm deep precision venting groove at the end of the handle.
Besides that, the PA66 substrate was put through the correct drying process, in which its moisture level was lowered to less than 0.02%, thereby preventing the formation of the moisture layer at the interface.
Lessons Learned and Experiences
The main lesson we learned was the disregard of the fact that PA66 substrate is quite hygroscopic. The inadequate pre-drying of the substrate produced the moisture layer at the interface, which gave rise to the delamination problem.
From the past, we knew that the moisture content of PA66 substrate must be drained to less than 0.02% before injection molding overmolding.
Final Results
The implementation of the solution brought about substantial effects:
- The peel strength climbed to 8.5 N/mm, a level way above what is expected from medical grade standards.
- Successfully underwent 100 cycles of 134℃ high pressure steam sterilization testing without any signs of bubbling or delamination.
- The scrap rate was lowered from 12% to below 0.5%, greatly cutting down customer costs.
Customer Feedback:
JS Precision addressed the delamination problem, and the tactile sensation of the handle as well as the sealing reliability were much better than medical grade standards.
Not only did the partnership result in excellent products, but it also made our technical support available in a very professional manner, which in turn led to the successful implementation of the project.
If you also have TPE injection overmolding needs in medical devices or other fields, please contact our technical team for free solution evaluation and sample testing services.

Figure 4: Three identical blue plastic medical sprayer components, featuring a metallic top section and a blue overmolded base, presented on a white background.
FAQs
Q1: What is the ideal wall thickness for TPE overmolding?
The ideal thickness ranges from 1.5mm to 3.0mm. A layer that is too thin might not be properly filled and could show shrinkage marks, whereas a layer that is too thick might shrink and develop air bubbles, thus affecting the appearance and performance of the product.
Q2: How to ensure adhesion between TPE and nylon?
You will need to use a special kind of TPE that includes polar modifiers. The nylon substrate should be completely dried and preheated to a moisture reduction rate of 0.02%, and the mold temperature should be increased to 60-90℃ to promote the diffusion of molecules at the interface of the two materials.
Q3: How to choose between two step and two color molds?
If your production volume is low, you can go for the two step method in order to save mold costs, for high volume production and high precision (0.05mm) requirements, two color molds are a better option as they increase efficiency and product uniformity.
Q4: What are the main causes of delamination in the overmolding layer?
Generally these are the result of substrate contamination, a molding temperature that is lower than 60℃, the mismatch of polarity, or the substrate not being sufficiently pre-dried, which causes a moisture layer to be present at the interface and thus leads to delamination.
Q5: Is it possible to overmold TPE onto metal?
Of course, the metal should first be preheated, and a special primer should be applied before overmolding to improve the adhesion property. Moreover, designing the metal with penetrating holes can provide physical locking advantages to further enhance the bond strength of the two materials.
Q6: What measures can be taken to get rid of surface scorching marks?
You need to consider optimizing mold venting, implementing venting channels, and lowering injection speed and pressure because high temperatures generated by compressed air at the end of the runner could cause scorching of the TPE surface.
Q7: If I do TPE overmolding, will the dimensions of the substrate change?
High injection pressure can lead to distortion of thin substrates. Well-thought-out mold design is needed to incorporate support structures and the injection parameters should be modified to lessen the pressure's effect on substrate dimensions.
Q8: What is JS Precision's delivery cycle?
It will take 3-5 weeks for mold manufacturing. After sample confirmation, mass production will be completed within 1-2 weeks. The plan can be changed according to customer requirements in order to ensure on time delivery.
Summary
There are crucial factors that decide how effective and cost efficient your product will end up if you go through the TPE overmolding process.
As a trusted custom TPE manufacturer, JS Precision is capable of providing you with the whole range of support from selecting appropriate materials to producing your parts in volume, thereby quickly resolving many different overmolding issues.
Whatever stage your project might be at, our technical team is always willing to extend a hand with professional support. Reach out to us now and take advantage of a tailor made quotation plus a no charge DFM design evaluation to embark on your way to high volume manufacturing efficiency.

Disclaimer
The contents of this page are for informational purposes only.JS Precision Services,there are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the JS Precision Network. It's the buyer's responsibility Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
JS Precision Team
JS Precision is an industry-leading company, focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precisionCNC machining,Sheet metal manufacturing,3D printing,Injection molding,Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. Choose JS Precision this means selection efficiency, quality and professionalism.
To learn more, visit our website:www.cncprotolabs.com
Resource

