

PEEK嵌件成型工艺为高性能塑料零件的生产开辟了新的方向。由于其极高的技术门槛,PEEK嵌件成型已成为工程师们热议的话题。
因此,处理 PEEK 等高性能热塑性塑料的工程师通常会遇到嵌件松动、材料热降解和尺寸不准确等问题,尤其是在加工温度超过 343℃ 时。
本文将探讨如何通过精密模具设计和工艺控制来解决 PEEK 嵌件成型中的粘合强度和变形问题。
此外,它还提供了JS Precision测量的技术参数,包括核心工艺参数和嵌件预热标准。熟练掌握这些参数是保证航空航天或医疗级零件长期稳定性的关键。
PEEK嵌件成型服务技术指标概述
核心维度 | 关键技术规格/参数指标 | 客户收益 | 操作要点 |
加工温度控制 | 熔体温度360℃-400℃,模具温度160℃-200℃。 | 确保PEEK结晶度并提高耐磨性。 | 使用油温仪进行精确的温度控制,误差小于±1℃。 |
插入流程标准 | 预热温度为 150°C-180°C,带滚花/凹槽。 | 增强粘合力,防止剥落和开裂。 | 用于精确放置热嵌件的自动化机械臂。 |
尺寸公差控制 | 稳定性为±0.02mm。 | 符合航空航天和医疗级别的严格要求。 | 使用坐标测量机(CMM)进行100%检测。 |
服务流程 | DFM分析 - 模具设计 - 注塑成型生产- 检验和交付。 | 全程无忧,缩短项目周期。 | 24小时内提供详细的成本分析报告。 |
材料适应性 | Victrex 450G、Solvay KetaSpire 等。 | 满足不同的性能要求,延长零件使用寿命。 | 不同PEEK型号的专属参数。 |
要点总结:
- 模具温度至关重要:结晶度决定了 PEEK 的耐磨性,因此必须使用油温控制器精确控制模具温度。
- 预热至关重要:当金属嵌件预热时,界面热应力就会消除,从而防止 PEEK 基材开裂或剥落。
- DFM 优先:在零件开发的早期阶段进行设计变更和壁厚布局优化,是减少 PEEK 注塑成型中收缩腔的最有效方法。
为什么信赖 JS Precision 的 PEEK 嵌件成型服务?高温制造领域的专业技术
我们的嵌件成型技术的主要竞争优势可能在于能够非常精确地控制高温材料的性能,以及我们背后深厚的工程经验。
当客户选择 PEEK 嵌件成型供应商时,他们最担心的是我们能否成功解决他们的主要问题,例如粘合强度弱和尺寸偏差——而这些恰恰是我们的主要技能。
我们是一支拥有20年高性能塑料加工经验的资深团队。我们擅长PEEK等高科技材料的嵌件成型,这使我们有别于大多数注塑成型公司。
此外,这意味着我们能够正确处理标准制造商无法处理的问题,例如结晶变化、斑点碳化等等。
我们的高温注塑车间不仅配备了模具,还配备了高度专业化的高温螺杆头,确保 PEEK 在 380℃ 的熔融温度下不会发生劣化。
选择我们的客户将获得完全定制的服务,包括 DFM 分析以优化零件设计并减少缩孔,以及模具制造、工艺调试、测试和交付——所有步骤均有记录的数据。
因此,对于一家航空航天零部件客户而言,由于其零部件供应商的模具温度控制不当,导致产品的耐磨性较低。在我们接手后,合格率从 82% 提升至 99.7%。
我们的技术符合ASTM D6869材料标准,确保零件质量稳定。此外,我们采用透明的定价体系,在一天内提供详细的成本明细,帮助客户管理预算,避免意外支出。
无论是医用级还是航空航天级零件,稳定的质量和专业的技术支持都是我们客户的核心需求。如果您在PEEK嵌件成型方面遇到质量问题,请联系我们的工程师进行免费的技术可行性评估,我们将为您量身定制嵌件成型解决方案。
如何通过PEEK嵌件成型服务解决高难度医疗器械零件的粘合问题?
至于 PEEK 和不锈钢嵌件之间容易分层的问题,主要在于通过 180℃ 预热和微米级机械互锁图案将分层强度提高 40% 以上。
许多医疗器械客户抱怨他们的产品在高温高压灭菌后出现渗漏,原因是粘合强度不够高。科学管理PEEK嵌件成型工艺是彻底解决这一问题的唯一途径。
非均质界面应力分布分析
PEEK 同时经历冷却和收缩,再加上金属嵌件不同的热膨胀系数,导致界面热应力。
这实际上就是导致粘接层分层的主要原因。我们借助仿真软件来精确预测应力分布,提前修改嵌件设计,从而降低应力集中。
定制化注射压力曲线技术
由于医疗器械的形状通常比较复杂,我们为嵌件成型服务制定了定制的注塑压力模式。主要要点如下:
- 注射压力根据零件壁厚而定,范围在 70-120 MPa 之间,即壁越厚,压力应越接近上限。
- 为了防止高压导致嵌件移位,采用了三级压力控制系统,使嵌件不会直接受到高压冲击。
- 注塑成型过程保持15-25 秒,以确保 PEEK 完全填充嵌件的空隙,并促进分子链的交织。
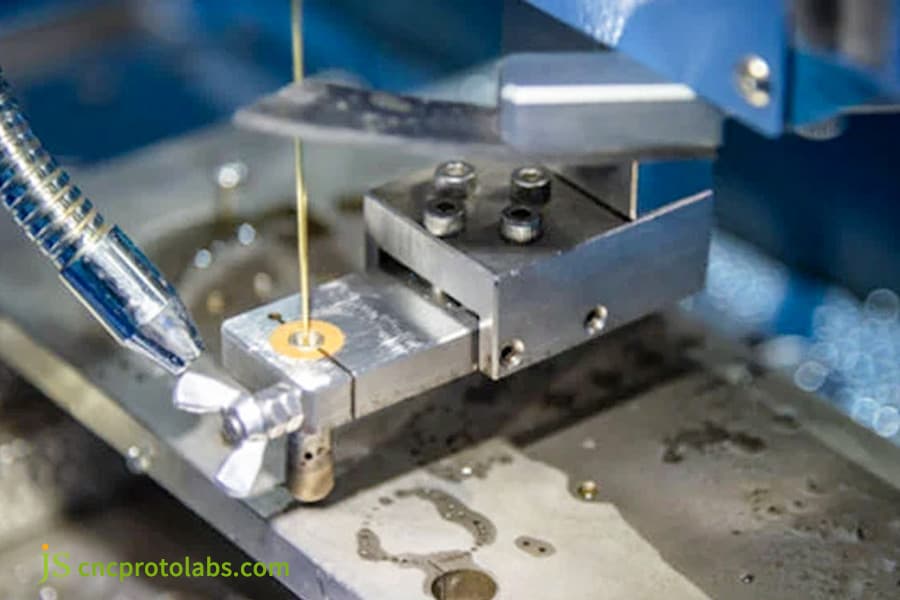
图 1:数控机床对金属医疗部件进行精密加工的特写视图。
专业注塑成型服务如何在 380°C 的高温环境下保持精确尺寸?
在高温环境下,导致零件尺寸偏差的主要原因是热膨胀系数的差异。我们通过选用热膨胀系数低的模具钢,并采用不同阶段的保压工艺,实现了0.02mm的精度控制。
为了配合专业的嵌件成型服务,完善的高温控制系统被认为是满足航空航天和高端医疗应用严苛要求的先决条件。
模具材料的选择标准
在高温嵌件成型过程中,模具材料的热稳定性将直接影响尺寸精度。我们优先选用两种模具钢,其参数如下表所示。
模具钢模型 | 热膨胀系数(10^-6/°C) | 高温耐受极限(°C) | 硬度(HRC) | 应用场景 |
S136 | 11.2 | 400 | 52-56 | 医用级精密零件。 |
H13 | 11.5 | 550 | 48-52 | 航空航天级复杂部件。 |
普通模钢 | 13.8 | 300 | 40-45 | 普通塑料零件。 |
SKD11 | 12.0 | 350 | 58-62 | 小型精密嵌件。 |
温度控制与保压系统的协同控制
通过采用闭环温度控制系统,我们可以监测每个模具循环的温度变化,并将误差控制在 1℃ 以内,从而保持稳定的模具温度。
同时,我们研究了保压时间和冷却速率相互作用产生的 PEEK 结晶度水平,并最终确定了产品质量和生产效率之间的良好平衡。
高温环境下的精确尺寸控制取决于模具材料、温度控制和保压工艺之间的协同作用。正在寻找高稳定性嵌件注塑成型服务供应商?联系我们获取高温注塑成型技术白皮书,快速掌握高温嵌件注塑成型的核心技术。

图 2:采用嵌件成型技术制造的电子连接器的特写。
为什么定制嵌件成型需要对金属嵌件进行二次预热处理?
注塑成型前不预热嵌件会导致特定区域出现冷点和应力集中。将温度提高到约150℃-180℃可以显著促进PEEK-金属界面处的分子链缠结。
令人惊讶的是,仍然有很多客户省略预热步骤,而这通常会导致零件开裂、嵌件松动以及更高的返工成本。 定制嵌件成型离不开预热。
预热和未预热插件的性能比较
扫描电镜图像分析表明,在160℃预热的嵌件的PEEK界面处的分子链缠结密度增加了60%。相应地,拔出力增加到2500N ,而未预热嵌件的拔出力仅为800N ,并且界面有分层的趋势。
自动化预热和放置解决方案
1.在定制嵌件成型中,人工放置热嵌件会导致时间延迟和热量散失,从而改变预热效果。因此,需要采用机器人手臂操作自动化。
2.机械臂可以自动拾取预热的插件,并将放置时间控制在 2 秒以内,使热损失不超过 5℃,从而每次都能使插件达到相同的预热温度。
3.推出了一种用于 PEEK 成型服务的特殊感应加热装置,有助于嵌件的均匀预热,从而防止嵌件碳化,并进一步提高粘合稳定性。
选择PEEK注塑成型时,如何通过通道设计减少昂贵的材料浪费?
PEEK是一种高成本材料。降低溢流率至5%以下,从而显著降低单件成本的一种方法,是调整热流道系统或尽量缩短冷流道的长度。
PEEK注塑成型流道优化的关键在于降低批量生产产品的客户的成本。
针阀热流道结构变化
- 改变 PEEK 注塑成型的针阀热流道设计,采用能够承受 380℃ 熔体温度的耐高温针阀,是彻底防止流道堵塞的一种方法。
- 热流道直径必须根据零件重量进行调整,通常控制在 4-8 毫米之间,以减少材料停留时间和 PEEK 材料降解的风险。
- 应改进热流道与型腔之间的连接,以确保熔体流动顺畅,从而减少溢料和材料浪费。
跑步机恢复率与材料降解之间的权衡
PEEK材料的回收率应控制在一定范围内。回收率过高会导致材料性能下降。以下是我们从PEEK组件嵌件注塑成型的大规模生产中获得的对比数据:
方案类型 | 跑道长度(毫米) | 闪光率(%) | 回收率(%) | 零件合格率(%) | 单位材料成本(美元) |
旧方案(冷跑者) | 120 | 12 | 30 | 92.5 | 8.6 |
新方案(热门跑者) | 40 | 4.2 | 50 | 99.3 | 5.3 |

图 3:采用 PEEK 注塑成型工艺生产的工程塑料零件种类繁多。
JS精密医用级PEEK传感器外壳精密嵌件成型服务成功案例
用于医疗保健的可穿戴传感器组件在密封性、耐磨性和尺寸精度方面确实有着极其严格的要求。此外,即使经过多次高压灭菌,它们也必须保持同样的高性能。
因此, 精密嵌件注塑服务要达到如此高的标准极其困难。例如,我们曾为一家医疗传感器公司定制开发了一套医疗传感器解决方案。
客户关注点
一家医疗传感器公司生产的由PEEK和不锈钢基板制成的密封元件,在经过10000次高压灭菌循环后开始出现泄漏。传统的注塑成型工艺导致12%的故障率,最终导致该产品未能通过医疗认证。
客户主要关注的是解决泄漏问题,在 15,000 次灭菌循环后达到 99% 以上的合格率,以及成本效益。
JS精密解决方案
收到此请求后,我们的第一步是应用DFM分析来找出主要问题:
- 金属嵌件表面没有足够有效的机械互锁结构,因此结合力很低。
- 模具温度控制不稳定导致 PEEK 结晶不均匀,因此密封效果差。
- 保压工艺不当,导致灌装量不足。
由此,我们提出了以下三个主要解决方案:
- 改变了金属嵌件的燕尾槽设计,以便增加界面接触面积,从而增强机械互锁效果,提高粘合力。
- 采用高精度油温控制器,使模具温度持续保持在 190℃,这将使 PEEK 充分结晶,同时提高密封性和耐磨性。
- 设置三阶段保压逻辑,峰值压力锁定在95MPa。第一阶段保压稳定填充,中间阶段补偿收缩,最后阶段消除应力,从而使复杂结构中的填充完全完成。
从失败中吸取的教训
我们最初将模具温度降低至160℃以缩短生产周期,但这导致PEEK结晶不均匀、零件脆性增加以及泄漏增多。我们意识到,在PEEK加工过程中,即使要牺牲生产周期,也必须将质量稳定性放在首位。
在实验过程中,我们将模具温度改为 190℃,并将保温时间改为 20 秒,从而解决了结晶问题。
最终结果
经过优化,这些部件在15000次高压灭菌循环中几乎没有泄漏。批次合格率从88%提升至99.8%,从而满足了医疗认证要求,使客户能够继续推进项目实施。
客户满意度: “JS Precision深厚的技术知识帮助我们打入了高端医疗市场。他们细致入微的服务非常出色,解决了我们长期以来无法克服的技术难题。”
该案例验证了专业的精密注塑成型服务能够解决医用级PEEK零件加工的根本问题。如果您也面临医用级PEEK零件加工的挑战,请上传您的图纸,让JS Precision为您优化并定制专属解决方案,助力您的产品顺利通过认证。
如何通过PEEK注塑成型服务满足航空航天级产品的严格公差要求?
为了生产航空航天级零件,必须确保最高的尺寸一致性。我们使用坐标测量机 (CMM) 进行 100% 全检,并微调压力保持切换点,以确保峰值处无压力脉冲。
PEEK成型服务的公差控制能力与航空航天零件的安全性直接相关。
多插件布局的位置公差控制
对于精密嵌件成型服务而言,难点之一在于控制多个嵌件布局的位置公差。
我们采用定制夹具,确保注塑成型过程中嵌件零位移,从而将位置公差控制在0.015mm以内。同时,我们优化流道布局,避免因填充不均匀而导致的尺寸偏差。
注射速率对收缩率的影响
PEEK材料的收缩率是受注射速率影响的因素之一,因此也会影响零件的尺寸精度。一系列全面的现场试验使我们获得了以下关于不同注射速率如何影响零件收缩率的数据:
- 在注射速度为 50-80mm/s 的范围内,收缩率保持不变,为 1.2%-1.5%。
- 当速度低于 50 毫米/秒时,收缩率会发生较大波动,最大值为 2.3%。
- 速度超过 80 毫米/秒会导致熔体破裂,从而导致零件表面质量和尺寸精度下降。
为什么JS Precision是您首选的PEEK嵌件成型服务合作伙伴?
JS Precision 拥有 15 年高性能塑料加工经验,集 DFM 设计、高精度模具制造和 AI 辅助注塑成型于一体,提供一站式 PEEK 定制解决方案,帮助客户降低技术风险、控制成本并缩短项目周期。
全面的质量和服务保证
1.我们通过了 ISO9001 和ISO 13485:2016 医疗器械质量体系认证,确保生产的每一批 PEEK 零件都符合国际标准,质量有保证。
2.我们实行非常透明的定价政策,并在24小时内提供详细的PEEK嵌件成型服务成本明细报告。这样,客户就可以提前做好预算规划。
3.我们拥有完善的综合测试体系,配备先进的专业测试设备,进行全过程测试,保证工厂不会放出任何缺陷产品,并将客户的使用风险降至最低。
以客户为中心的服务优势
我们始终将客户放在首位,甚至在DFM分析阶段就致力于改进零件设计,使其更易于生产且更具成本效益。对于成本较高的PEEK材料,我们预计损耗率低于3%。此外,我们拥有全球快速交付能力,可满足原型制作和批量生产的需求。
与我们合作,客户将获得专家级技术支持、可靠的质量保证体系以及从始至终的全面无忧服务,能够充分应对PEEK 组件嵌件成型的各种挑战。您准备好启动您的 PEEK 项目了吗?请联系我们的工程师,我们将在 24 小时内为您提供专业的 PEEK 嵌件成型服务报价和解决方案评估。
常见问题解答
Q1:PEEK嵌件成型的平均价格是多少?
价格取决于PEEK材料、零件复杂程度、嵌件材料以及模腔数量。模具开发费用在3,000美元至15,000美元之间。单价取决于零件重量和加工时间。我们提供免费的首次报价评估。
Q2:如何确保金属嵌件与PEEK之间的粘合力不失效?
除了化学清洗外,金属表面最好还要有滚花或环形沟槽。精密嵌件成型工艺的机械互锁结构可以比光滑表面承受高3-5倍的拉拔力。
Q3:PEEK加工过程中的最高温度限制是多少?
PEEK的连续工作温度约为260℃,但成型熔体温度必须高达380℃。我们采用耐高温螺杆头,确保材料在高温下不会发生降解。
Q4:JS Precision可以加工哪些类型的PEEK材料?
我们具备加工 Victrex 450G、Solvay KetaSpire 以及碳纤维/玻璃纤维增强 PEEK 的能力。我们将调整相应的加工参数,以满足零件的性能要求。
Q5:是否有最低订购量(MOQ)限制?
我们对高价值PEEK材料的订单数量没有太多限制。无论是10个原型样品,还是数万件的大批量生产,我们都能提供PEEK成型服务。
Q6:PEEK嵌件注塑件是否需要后处理退火?
正火退火实际上是一种后处理工艺,应在注塑成型后进行。退火温度通常在200℃左右,属于可控退火。该工艺能够消除注塑应力,提高结晶度,并降低零件受热变形的影响。
Q7:如何防止在高注射压力下嵌件移位?
对于嵌件成型,采用精密模具定位销、液压辅助夹紧系统和流道平衡模拟来确保嵌件周围压力的均匀分布,并防止其在高压下发生位移。
Q8:为什么选择JS Precision而不是其他普通供应商?
首先,工程塑料加工是我们的主要业务。我们拥有高温注塑车间和一支经验丰富的工程师团队。我们有能力解决普通注塑厂无法处理的特殊PEEK加工难题,并确保产品质量稳定。
概括
PEEK嵌件成型是一项复杂的工程壮举,它在深层次上结合了材料科学、热力学和精密模具设计。
精确控制模具温度在 160-200℃ 范围内,并预先进行适当的镶件预热和 DFM 优化,可以完美解决粘合强度和尺寸偏差问题,从而使零件能够在极端条件下工作。
JS Precision 的 PEEK 嵌件注塑成型工艺是突破技术壁垒、降低成本并保持质量的理想之选。需要 PEEK 加工方面的专业帮助?只需分享您的设计文件,我们训练有素的团队即可在 24 小时内为您提供免费的 DFM 报告和极具竞争力的报价。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

