

PCB包覆成型技术为封装提供了一种新的方法,使汽车和医疗器械封装能够解决现有方法无法解决的可靠性问题。
您的汽车传感器是否因渗油而在行驶 3 万公里后失效?您的手持式医疗设备外壳上的缝隙是否是消毒盲区?
传统的包装方案会产生隐性成本,降低信誉度,并且需要持续维护。该解决方案需要对现有的包装方法进行彻底变革。
关键答案概要
关键问题 | 传统解决方案的痛点 | JS精密包覆成型优势 |
|---|---|---|
密封和保护 | 螺丝会造成缝隙,胶粘灌封容易老化。 | 分子级无缝包覆成型,耐化学腐蚀 |
尺寸精度 | 装配公差会不断累积,ADAS传感器容易出现错位。 | 形变控制精度达0.1毫米,确保测距准确。 |
认证标准 | 材料缺乏医用级认证,难以通过 ISO 10993 标准认证。 | 提供符合美国药典VI级和洁净室标准的生产 |
要点总结
- 废弃螺丝和套管:
在面临高振动和持续清洁需求的情况下,实现物理隔离的唯一有效方法是采用 PCB 包覆成型技术。
- 医疗材料选择标准:
医疗领域使用 PCB 灌封服务来制造植入物,而包覆成型的 PCB 则作为需要多轮外部消毒的设备的重要组件。
- 总拥有成本:
JS Precision 通过其全面的包覆成型服务,可将完整的组装和返工成本降低 30% 以上。
为什么选择 JS Precision 进行 PCB 包覆成型?
选择合适的包覆成型合作伙伴直接决定了产品的可靠性和市场竞争力。
JS Precision 拥有 20 年的 PCB 包覆成型经验,提供稳定可靠的支持,已为全球 200 多家汽车和医疗客户提供服务,并完成了 500 多个定制项目,帮助您降低合作风险。
我们的生产流程严格遵守ISO 13485:2016 医疗质量管理体系,保证您收到的每一件产品都符合高标准的行业规范,不会出现任何质量问题。
JS Precision 的包覆成型服务为您的 L3 级自主毫米波雷达包装难题提供精准解决方案。这些难题包括天线翘曲和传统螺钉固定方式导致的测距偏差过大:
低压成型工艺可将尺寸偏差从2.5米降低至0.3米。1000小时盐雾试验确保产品完全防止泄漏问题。
我们定制的包覆成型PCB使医疗器械公司能够获得USP VI级认证,从而使其产品能够进入欧洲和美国市场,同时寻求国际商机。
JS Precision 7级洁净室环境及其全自动注塑机可满足您产品0.1毫米的精度控制需求。
我们提供从 DFM 分析和模具设计到批量生产交付的一站式服务,可帮助您减少供应链环节,同时缩短 3-5 天的交货时间,节省时间成本。
我们为汽车电子产品的抗振需求和医疗器械的无菌要求提供定制解决方案,帮助您降低总体拥有成本,同时提高产品的市场竞争力。
如果您在PCB封装的可靠性、准确性或认证方面遇到困难,请联系我们的工程师,提交您的要求,即可获得免费的DFM可制造性分析,从而获得定制解决方案。
为什么汽车和医疗外壳要采用PCB包覆成型工艺?
PCB包覆成型工艺使用热塑性或热固性聚合物材料,形成一个连续的保护外壳,从而保护电路板。
该系统比传统的螺丝紧固方法能更好地防止振动和液体泄漏,因为它消除了造成这些问题的物理连接。
该系统使设备能够在极端条件下长时间可靠运行,同时最大限度地减少维护需求和设备更换费用。
汽车NVH性能:消除螺丝松动和共振
汽车运行会产生频率范围很广(10-2000Hz)的振动。传统的螺纹连接系统在运行500小时后会损失40%的预紧力,这容易导致设备故障。
低压成型是PCB包覆成型的主要方法。它通过形成阻尼系统来保护PCB和连接器尾部,该系统可以阻止整个结构中的所有振动。
该工艺建立了一个完整的保护系统,当汽车与其环境发生接触时,该系统可以吸收所有高频振动。
医疗器械彻底清洁:实现无菌表面
医疗器械对无菌性要求极高,外壳接缝处的细菌残留量远高于光滑表面。
包覆注塑成型工艺生产出的外壳无缝隙,表面粗糙度 Ra < 0.8μm,使材料能够在 134℃ 高压灭菌器中经受多次灭菌循环,同时保持无菌标准。
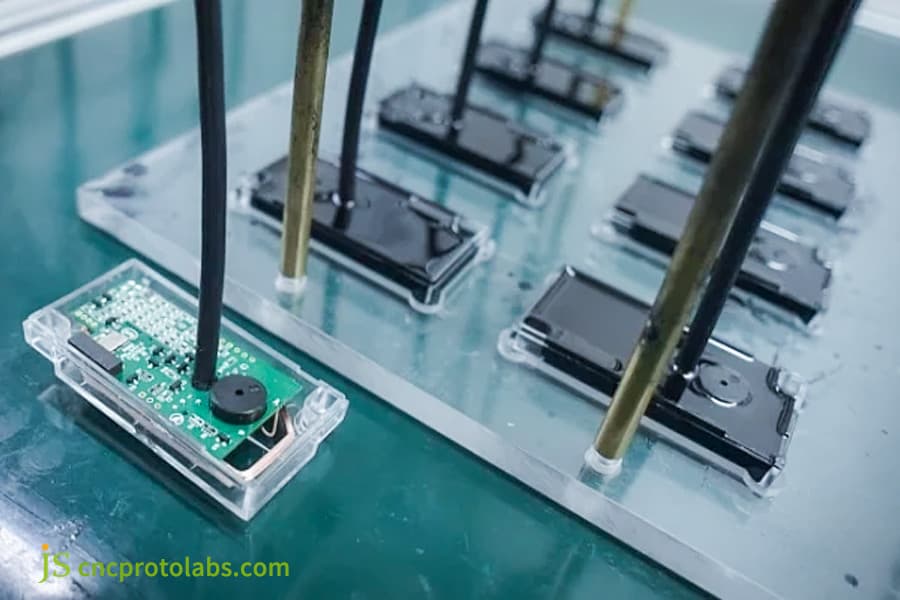
图 1:绿色 PCB 放置在透明模具内的特写视图,导线正在插入其组件中,说明了 PCB 包覆成型的设置。
PCB灌封服务与包覆成型:什么是医用级?
医疗行业使用弹性灌封化合物进行 PCB 灌封服务,因为这些材料可以控制植入物内部的压力。
医疗行业采用医用级包覆成型工艺来制造轻薄的热塑性外壳。这两种材料用途不同,一种用于体内植入物,另一种用于体外医疗器械。
PCB灌封:植入物应力缓冲
采用弹性模量低于 5MPa 的硅基 PCB 灌封工艺,可作为人体保护系统,保护心脏起搏器焊点免受 0.1-10Hz 循环压力的影响。我们使用的所有灌封材料均通过 USP VI 级认证,确保人体安全。
植入的PCB需要保护涂层,这种涂层就像“柔软的缓冲海绵” ,可以吸收身体的运动,同时保护焊点免受损坏。
包覆成型:用于反复消毒的外部医疗器械
手术手柄和其他体外器械需要经受超过1000次的消毒循环。包覆注塑成型采用表面硬度超过65(邵氏D硬度)的PP或COC材料,形成耐刮擦且不吸收消毒剂的表面,并能长时间保持表面清洁。
医用级包覆成型材料比较
材料类型 | 表面硬度(邵氏D) | 灭菌循环 | 介电常数(1MHz) | 体积变化率(24 小时浸泡) | 适用场景 |
|---|---|---|---|---|---|
PP | 65-70 | ≥1000 次循环 | 2.2-2.4 | 小于0.3% | 体外灭菌设备 |
控制 | 75-80 | ≥1500个循环 | 2.8-3.0 | 小于0.2% | 高精度医疗传感器 |
宾夕法尼亚州 | 70-75 | ≥800个循环 | 3.2-3.4 | 小于0.5% | 医疗器械外壳 |
TPU | 55-60 | ≥500个循环 | 3.0-3.2 | 小于0.4% | 医疗器械连接电缆 |
聚偏氟乙烯 | 80-85 | ≥2000 次循环 | 2.5-2.7 | 小于0.1% | 高腐蚀性环境下的医疗器械 |
还在犹豫医疗设备应该选择PCB灌封还是PCB包覆成型?联系我们,我们将免费为您提供选型建议,帮助您降低材料选择风险。
医用级注塑成型需要哪些生物相容性认证?
医用级注塑成型产品必须通过 ISO 10993-4/-5/-10 细胞毒性、致敏性和血液相容性测试,以及符合 ISO 10993-1:2021 标准的 USP VI 级 121°C 萃取测试。生产环境必须符合 ISO 14644-1 7 级洁净室标准。
洁净室生产和材料安全
医用级包覆注塑成型必须在 7 级洁净室(每立方米 < 352,000 个 >0.5μm 的颗粒)中生产,以避免污染。
本工艺中使用的材料必须获得 USP VI 级认证,证明其对人类食用安全,因为它们不会产生急性全身毒性。
灭菌耐受性:高压灭菌和伽马射线耐受性
医疗器械需要反复灭菌。封装式注塑PCB需要经受100次134°C、2巴蒸汽或25-50 kGy伽马射线辐照循环,且不会出现泛黄或开裂现象。我们常用的PP和COC材料完全能够满足这一要求。
超小型化封装:手持式和植入式设备
手持式和小型植入式设备的设计要求其整体壁厚不超过 1.5 毫米,而注射过程需要达到 2000 巴以上的压力水平才能成功填充其内部空间。
该模具需要热流道系统和针阀顺序控制系统才能有效运行。我们的技术团队能够精准地实现这一点,从而使设备更小巧、更便携。
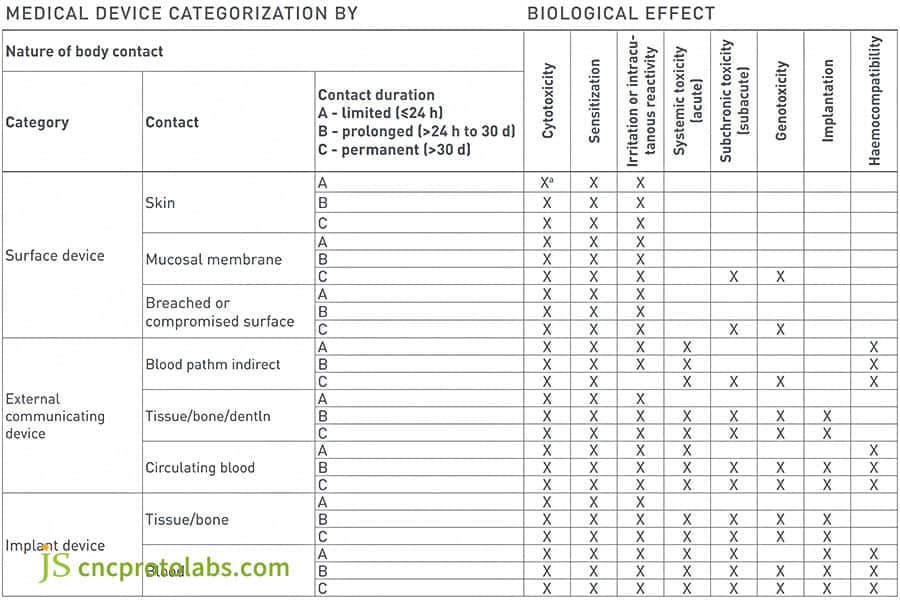
图 2:根据生物效应、接触性质和持续时间对医疗器械进行分类的详细图表,概述了认证所需的生物相容性标准。
低压成型工艺能否经受住汽车油液和冷启动的考验?
低压成型采用聚酰胺或聚烯烃材料与金属嵌件形成分子级化学键,使材料能够承受变速箱油、制动液和除冰盐的渗透,同时在-40°C冷启动时保持密封。
传统密封件的失效模式
使用变速箱油会导致传统的丁腈橡胶密封件膨胀 15%-25%,从而导致硬度降低 30%,最终导致长时间运行期间出现泄漏问题。
我们的包覆成型服务采用非极性聚酰胺材料,其最大 24 小时浸泡体积变化小于 0.5%,从而提供可靠的密封性能。
实现零渗透通道
低压成型采用5 至 30 巴的注射压力范围,要求熔体粘度小于 500 Pa·s,以使材料能够渗入 PCB 元件和引脚之间 0.2 毫米的间隙。
固化过程结束后,该材料会形成分子级屏障,防止油和水蒸气进入空间,水蒸气渗透率低于 0.01 g/m²/天。
简单来说,这就像在PCB上穿上一件“无缝聚合物防水雨衣” ,油和水蒸气甚至无法渗透到任何缝隙中。
汽车流体耐受性测试数据对比表
测试液 | 测试条件 | 传统密封圈(丁腈橡胶) | 低压成型(PA材料) | 验收标准 | 客户收益 |
|---|---|---|---|---|---|
变速箱油 | 120℃,1000小时 | 体积膨胀 22%,泄漏 | 体积膨胀0.4%,无泄漏 | 体积膨胀<1%,无泄漏 | 防止传感器故障,降低维护成本 |
刹车油 | 80℃,500小时 | 体积膨胀18%,硬度降低28% | 体积膨胀0.3%,硬度无变化 | 硬度变化小于5%,无泄漏 | 确保制动系统电子设备的稳定性 |
除冰盐 | 室温,1000 小时盐雾试验 | 表面腐蚀、密封圈老化 | 无表面腐蚀,密封完好 | 无腐蚀,无泄漏 | 适应严酷的冬季环境,延长产品寿命 |
汽油 | 室温下浸泡24小时 | 严重肿胀,无法使用 | 体积膨胀0.2%,无泄漏 | 体积膨胀<0.5%,无泄漏 | 适用于燃料相关电子设备 |
冷却液 | 100℃,800小时 | 体积膨胀 15%,泄漏 | 体积膨胀0.3%,无泄漏 | 体积膨胀小于1%,无泄漏 | 确保外围电子设备的可靠性 |
如何通过包覆成型工艺实现汽车电子产品零缺陷制造?
汽车中使用的电子设备必须满足极高的可靠性标准。
包覆成型服务通过其标准化的生产系统和精确的工艺控制,实现了汽车电子产品零缺陷交付,缺陷率低于百万分之十,从而帮助客户节省返工费用。
IATF 16949 合规制造系统
我们的生产线按照 IATF 16949 标准运行,因为我们采用PFMEA 方法和控制计划进行运营。该系统记录并跟踪注塑成型工艺参数,包括温度控制在 1 摄氏度以内,压力控制在 0.5 巴以内。
加强型传感器和ECU封装结构
包覆成型工艺可对 PCB 和连接器端子进行全面保护,从而使拉拔强度从 5kgf 提高到 30kgf ,同时该组件可承受 50g 的机械冲击,从而防止汽车振动和冲击导致连接器脱落和损坏。
抗高频振动和热循环疲劳性能
按照 ISO 16750 标准对包覆成型 PCB 进行了测试,结果表明,在 -40℃ 至 125℃ 之间 500 次热循环后,未出现分层裂纹。
我们选择低模量材料(如TPU)来吸收PCB和外壳之间的热膨胀差异,避免封装失效。
ADAS用注塑成型PCB:如何保持激光雷达瞄准的准确性?
通过使用低收缩率模具设计(可补偿 0.2% 至 0.5% 的收缩率)和玻璃纤维增强材料,我们实现了包覆成型 PCB 的平整度控制在 0.1 毫米以内,这使得激光雷达能够在 100 米的距离上保持满足 ADAS 要求的测距精度。
0.1毫米形变对激光雷达的影响
激光雷达光学镜头的安装平面必须保持0.1毫米的倾斜,因为这会导致100米处光斑偏移0.5米,从而造成车道识别失败并引发误刹车。因此,PCB包覆成型工艺需要制定严格的翘曲变形控制要求。
低收缩材料和模具补偿设计
非晶态材料的收缩率在0.5%至0.7%之间,而半晶态材料的收缩率则在1.5%至2.0%之间(根据测量结果)。我们系统的3D模腔利用测量得到的收缩率进行补偿,并增加0.2°的拔模斜度以防止产品翘曲。
需要将包覆成型PCB的平整度控制在0.1mm以内?提交您的图纸即可获得报价,享受一站式包覆成型服务。
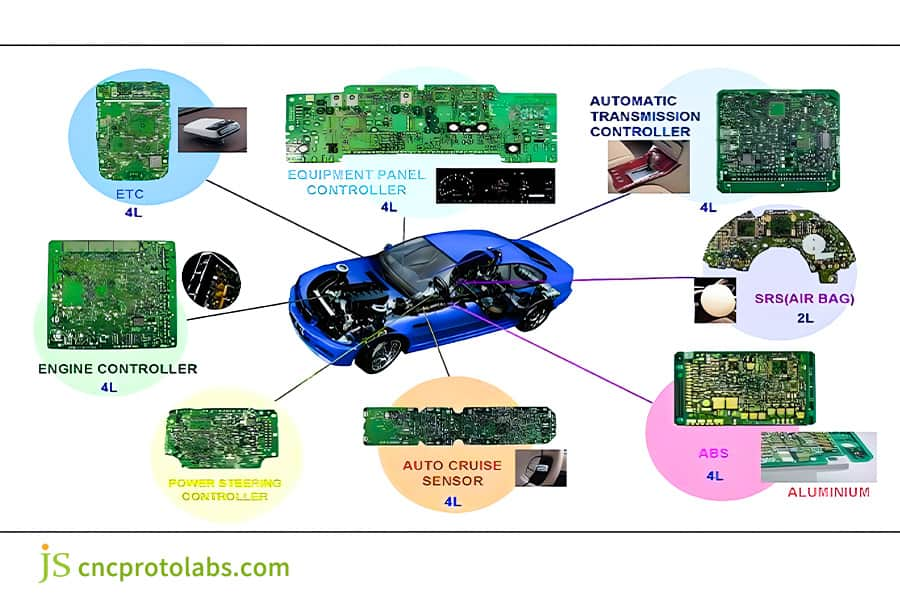
图 3:示意图,展示了各种汽车电子控制单元及其相应的 PCB,这些单元集成到汽车结构中,突出了包覆成型在 ADAS 和其他车辆系统中的应用。
包覆成型零件模具设计中常见的工程故障及预防措施有哪些?
包覆成型零件的质量首先通过模具设计进行评估,模具设计也由此确立了初始评估标准。模具失效的三大主要类型包括溢料问题、气孔问题以及嵌件错位。
DFM 阶段可以通过三个特定流程防止 90% 的缺陷,这三个流程包括精确的模具闭合、排气槽设计以及符合ASTM D3641-21 模具设计标准的模内定位柱。
溢流控制:精密模具分型线
当包覆层厚度超过0.05mm时,装配操作将无法进行。我们的包覆成型服务要求模具钢硬度HRC 52或更高,分型面平整度小于0.01mm,并且注射保压切换点精度达到0.1秒,以有效控制溢料。
消除孔隙:排气和工艺参数优化
孔隙率可使介电强度降低 30%。我们采用分段注塑成型工艺,将低速填充 95% 的型腔与高速冲压相结合,并采用 0.02 毫米宽的排气槽,将残余气体减少到 0.1% 以下,从而完全消除孔隙率。
插入定位:防止注射错位
注塑压力会导致厚度为 0.2mm 的 PCB 板弯曲超过 0.1mm,从而造成元件错位。我们的模具设计包含直径为 1.0mm 的支撑柱,用于在 PCB 板上预钻定位孔,并将定位销间隙设置为 0.005-0.01mm,以实现精确定位。
案例研究:自动驾驶毫米波雷达天线模块封装项目
一家以其L3级77GHz毫米波雷达而闻名的自动驾驶公司,在量产部署过程中因雷达封装工艺问题而遭遇困境。最终,JS Precision的包覆成型服务成功解决了这一问题。
遇到的挑战:
客户最初使用螺丝固定外壳。装配公差导致0.12毫米的翘曲,影响了天线平面,在150米处产生2.5米的距离误差,造成误刹车,且该系统未达到汽车级测试要求。
外壳缝隙允许热循环,使除冰盐渗入,导致进料管腐蚀,性能下降4dB。产品良率达到75% ,但五个装配工序需要大量人工,导致生产效率低下。
解决方案:
JS Precision 为客户提供一站式包覆成型服务,开发定制解决方案以解决他们的痛点。
我们采用低压注塑成型系统来制造雷达PCB和天线馈线区域,完全消除了所有装配公差和外壳间隙。
选用的低介电常数聚烯烃材料(Dk=3.0,1MHz)具有优异的绝缘性能,同时可减少信号干扰,从而保持精确的雷达探测。
该系统将注射压力维持在 20 巴,模具温度维持在 90℃,以防止 PCB 包覆成型部件因高温高压条件而受到损坏。
我们的模具设计包括八个直径为 0.6 毫米的 PCB 支撑柱,以防止 PCB 在注塑成型过程中弯曲和变形。
我们采用 3D 型腔补偿来修正材料收缩率 (0.4%),同时增加了 0.2° 的拔模角度,以达到成品的标准平整度要求。
涂层厚度严格控制在1.2mm±0.05mm,确保密封性能的同时不影响雷达信号传输。生产工艺经过优化,将装配步骤从五道减少到一道,显著提高了生产效率。
最终结果:
测试表明,天线翘曲度达到 0.03 毫米,150 米范围测试的测量误差为 0.3 米,符合汽车级标准。
测试结果表明,产品在经过1000小时盐雾试验和2000小时热冲击试验后未出现泄漏。馈线插入损耗性能提升至-5.1dB。产品良率提高了99.8%。
组装过程变得更加简单,使得每台设备的组装时间从 12 分钟减少到 3 分钟,人工成本下降了 40% ,单位总成本下降了 18%,从而每年为客户节省了近 50 万美元。
现在生产流程只需 18 天即可完成产品交付,而之前需要 25 天。
如果您的设备面临类似的包装挑战,请提交您的 3D 模型以获得免费的 DFM 分析,快速找到解决方案并降低生产成本。
常见问题解答
Q1:PCB包覆成型的最小起订量是多少?
测试所需最低订购量为 10 件。批量生产建议年订购量达到 1000 件或以上,以便更好地分摊模具成本并降低单位生产成本。
Q2:低压成型可以覆盖多厚的PCB元件?
低压成型可覆盖厚度达 15 毫米的组件,最小壁厚为 0.8 毫米,满足大多数汽车和医疗电子设备以及小型化设计应用的要求。
Q3:注塑成型的PCB可以返工吗?
理论上,可以通过加热软化材料进行返工,但该工艺复杂且成本高昂,通常被认为无法返工。建议在生产过程中进行严格的质量控制。
Q4:医用级包覆成型材料是否具有固有的抗菌性能?
PP和COC等基本医用级材料不具备抗菌性能。可添加银/锌离子抗菌剂以满足医疗无菌要求。
Q5:汽车级包覆成型材料能否承受柴油或汽油的腐蚀?
普通聚酰胺材料不耐燃料腐蚀。对于与燃料相关的设备,我们使用含氟聚合物(例如PVDF),这种材料可以承受长期的燃料腐蚀。
Q6:包覆成型模具成本的大致范围是多少?
模具成本从 2 万美元到 8 万美元不等,主要取决于型腔数量、抽芯机构和热流道系统。结构越复杂,成本越高。
Q7:可封装的最小PCB尺寸是多少?
我们可以封装各种尺寸的PCB,从最小的2mm x 2mm微型PCB到最大的500mm x 500mm大型PCB 。具体尺寸可根据具体需求进行调整。
Q8:JS Precision能否同时提供PCB组装和包覆成型服务?
我公司提供PCB组装和包覆成型的完整服务,简化供应链运营,降低成本,并可实现3至5天的更快交货。
概括
汽车和医疗行业需要比标准螺钉和灌封方法更先进的解决方案,因为这些方法无法满足必要的振动和流体控制以及无菌和精度标准。
PCB包覆成型,特别是低压成型技术,能够提供永久保护,因为它在分子层面上密封,并且能够抵抗振动和腐蚀,同时保持高精度。
JS Precision 的包覆成型服务可助您获得同时满足汽车和医疗行业要求的产品。我们的一站式服务可将装配返工成本降低 30% 以上,并缩短交货周期。
我们的工程团队邀请您提交您的 3D 模型和操作规范,以便我们为您提供免费的 DFM 分析和量身定制的材料建议。
我们提供从原型制作到批量生产的全面支持,帮助您降低总体拥有成本并获得竞争优势。

免责声明
本页面内容仅供参考。JS Precision Services对信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过 JS Precision 网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方有责任索取零件报价并明确各部分的具体要求。请联系我们了解更多信息。
JS 精准团队
JS Precision是一家行业领先的公司,专注于定制制造解决方案。我们拥有超过20年的经验,服务过5000多家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压以及其他一站式制造服务。
我们工厂拥有超过100台最先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家和地区的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能在24小时内以最快的速度满足您的需求。选择JS Precision,意味着选择高效、优质和专业。
欲了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

