

Изготовление листового металла - это технология производства Core, которая преобразует металлические листы в функциональные компоненты с помощью резки, листаМеталлическое изгиби сборка. Выбор материалов непосредственно определяет сценарии производительности, стоимости и применения продукта.
Гальванизированный листовой металл, алюминиевый листовой металл и нержавеющая сталь являются тремя основными субстратами. Цинк оцинкованного листового металла, широко используемый в домашних приборах и автомобильной промышленности, благодаря его эффективной анти-ростке, силе и экономике. Алюминийлистовой металлимеет преимущества легкого веса, коррозионной стойкости и высокой теплопроводности и стал предпочтительным радиатором для аэрокосмической и электронных продуктов. С другой стороны, нержавеющая сталь является доминирующей в химическом оборудовании и медицинских устройствах из -за его высокой температуры и коррозионной стойкости.
Кроме того, специальные материалы, такие как медные и титановые сплавы, обеспечивают различные свойства для конкретных потребностей, таких как проводимость, прочность или биосовместимость. Разумный выбор и сопоставлениепроцесс изгибаПараметры являются ключевыми предпосылками для обеспечения функции и экономии деталей листового металла.
Что такое изготовление листового металла?
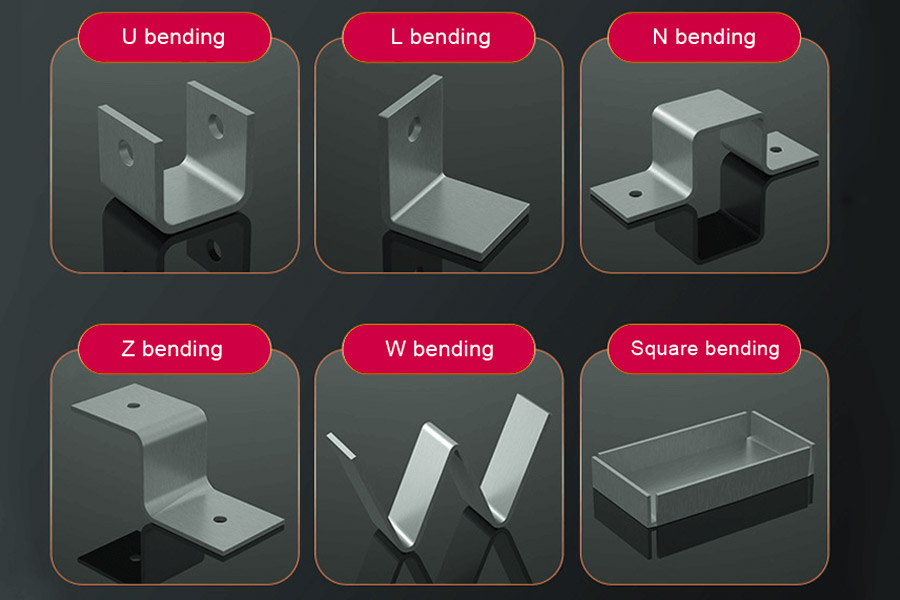
В изготовлении листового металлапроцесс резкиОпределяет начальную форму материала, а листовой металл изгиба является ключевым шагом в том, чтобы придать компоненту трехмерная структура, требующая точного контроля угла и радиуса, чтобы избежать деформации или концентрации напряжения.Последующий процесс сборки может включать в себя заклепки, подключения к болту или сварку, чтобы обеспечить функциональность и стабильность сборки.
Этот процесс уравновешивает эффективность массового производства с гибкостью малой пакетной настройки, что делает его особенно подходящим для сценариев применения, которые требуют быстрой итерации или сложной геометрии.Оптимизируя дизайн плесени, применение оборудования для автоматизации и проведение строгих качественных проверок, обработка листовых металлов может сбалансировать точность и затраты и стать одной из незаменимых фундаментальных технологий в современном производстве.
Какие материалы обычно используются в изготовлении листового металла?
1. Гальванизированный листовой металл
Поверхностный оцинкованный слой, превосходная способность профилактики ржавчины, высокая стоимость.Он широко используется в коррозионных средах, как холодильник, кондиционеры, заборы здания, крыша и автомобильное шасси.
2. Алюминиевый листовой металл
Известный своим легким, сильным, устойчивым к коррозии, хорошей электрической и теплопроводности, это материал для аэрокосмической промышленности (компоненты кузова), электронику (радиаторы, телефонные пластины) и автомобильные легкие (колесные хабы, аккумуляторные пакеты).
3. Листовый металл стали стали.
Хромий сплав имеет характеристики устойчивости к высокой температуре, кислотной и щелочной коррозии. Обычно используется в химическом оборудовании,медицинские устройства, кухонная посуда и высококачественная инженерия украшения.
4. Листовый металл сплавного сплава
Выдающаяся проводимость, теплопроводность и антибактериальные свойства, в основном используемые в электрических контакторах, охлажденных трубах, украшениях и высококлассном санитарном оборудовании.
5. Титановый листовой металл
Высокая прочность, весовое соотношение, коррозионная устойчивость, хорошая биосовместимость, подходящие для аэрокосмической, высококлассной спортивной оборудования, медицинских имплантатов и других суровых средств.
Каковы преимущества и недостатки оцинкованного стального металла?
Сильные стороны:
1. Исключенная производительность профилактики ржавчины
Цинковое покрытиена поверхности оцинкованной сталиметаллможет эффективно изолировать кислород и влагу, значительно продлевая срок службы металла (обычно до 15-30 лет), особенно для влажных или коррозионных сред (таких как строительные крыши, автокомпоненты и т. Д.).
2. Хорошая формируемость и обработка
При использовании технологии холодной обработки, такой как изгиб листового металла, оцинкованная стальметаллимеет высокую пластичность и легко обрабатывать в сложную форму.В то же время слой цинка нелегко очистить и сохранять поверхностную защиту.
3. Экономика и практичность
Оцинкованная стальметаллимеет более низкие затраты и более низкое обслуживание, чем высококачественные материалы, такие как нержавеющая сталь, что делает ее подходящим для крупномасштабных промышленных применений, таких как корпуса домашних устройств и конструкции шельфа.
4. Защита от окружающей среды и переработка
Гальванизированный стальный металл может быть переработан несколько раз для удовлетворения потребностей устойчивого развития. Во время процесса утилизации оцинкованный лист можно повторно использовано для сокращения отходов ресурсов.
Слабые стороны:
1. Высокая начальная стоимость
Процесс гальванизации увеличивает стоимость производства стальных пластин и может быть менее экономически эффективным, если он используется только в течение короткого периода времени.
2. Рассматривать с ограничениями
Во время изгиба из листового металла, если радиус изгиба слишком мал или неправильно эксплуатируется, оцинкованный слой может взломать или упасть.Необходимо стандартизировать параметры процесса (например, избегать резких углов).В течениесваркаЦинковый слой испаряется из -за тепла и токсичного газа, поэтому требуется для защиты, чтобы влиять на качество сварных швов.
3. Риск износа цинкового слоя
Долгосрочные трения или царапины могут привести к частичной потере покрытия цинка, потере антисептического эффекта, необходимо добавлять защиту в уязвимых областях.
4. Затраты на техническое обслуживание
Хотя первоначальная стоимость низкая, необходимо регулярно осматривать износ слоя цинка и применить или заменить слой цинка по мере необходимости.Долгосрочные затраты на техническое обслуживание высоки.
5. Окружающие споры
Цинк -отходы или шлак могут быть получены во время оцинкования.Неправильное лечение приведет к загрязнению окружающей среды, а производственный процесс должен строго контролироваться.
Как предотвратить растрескивание при изгибе металлических алюминиевых стальных металлов?
Основными причинами изгиба и растрескивания алюминиевого листового металла являются недостаточная материальная пластичность, концентрация напряжения или параметры процесса.Меры предосторожности должны быть приняты из трех аспектов материала предварительной обработки, оптимизации параметров и переработки параметров, следующим образом:
| Тип меры | Конкретные методы | Обоснование | Применимые сценарии |
| Материал предварительная обработка | Отжиг (O-государство) | Улучшить пластичность материала и снизить риск хрупкого перелома. | Высокий алюминиевый сплав (например, 7075). |
| Дизайн плесени | Зазор плесени> 15% толщины тарелки | Уменьшите деформацию сжатия и избегайте локальной концентрации напряжения. | Тонкие тарелки (толщиной менее 2 мм). |
| Изгибающие параметры | Радиус изгиба ≥ толщины пластины*2 | Избегайте трещин, вызванных небольшими радиусами. | Обычный процесс изгиба. |
| Управление процессом | Сегментарное изгиб (≤90 ° каждый раз) | Распределите напряжение деформации и предотвращает кумулятивную деформацию. | Сложные углы формы. |
| Поверхностная обработка | Смазочная смазка (такая как мыльная вода) | Уменьшить коэффициент трения, минимизировать поверхностные микротрещины. | Высокая точная сгибание плесени. |
| Технология после лечения | Отжиг для снятия напряжения (1 час при 150 ° C) | Устранить остаточное изгибающее напряжение и стабилизировать структуру материала. | Высокая прочность или изгибание доски. |
- Баланс между способностью к пластической деформации и точностью образования является противоречие в процессе изгибаалюминийлистовой металлПолем
- Риск разрыва: твердая алюминиевая пластина (состояние H)> Полубит (H32)> Государство отжига (O).
- Рекомендуемое решение: отжигание алюминиевой пластины+сегментированная изгиба+помощь смазки для снижения скорости растрескивания до <5%.
Техническая демонстрация компании JS
Корпус: Новый энергетический аккумулятор батарея батареи.
Задача: сложное многонаправленное изгиб серии алюминия (толщины 1,5 мм), требующая прочности на растяжение ≥150 МПа.
Схема JS:
- Оптимизация свойств материала посредством отжига и старения.
- Пользовательский асимметричный кубик для достижения r = 3 мм изгиба.
- Принять асегментированное изгибПроцесс (предварительно зарегистрирует при 90 ° до окончательного изгиба).
- Результаты: выход увеличился с 72% до 96%, а производственный цикл был снижен на 40%.
Как контролировать точность металла металла в лазерной резке?
Оптимизация оборудования и технологий
1. Система лазерной резки высокого определения
Принятие на международном уровнелазерная резкаОборудование (например, IPG Fiber Laser) с динамической системой фокусировки и автоматической функцией фокусировки для обеспечения гладких, безволосочных краев с допусками ± 0,005 мм (обычный стандарт точности компании JS).Поддержка контроля сцепления для удовлетворения сложных форм и нерегулярных потребностей в обработке пластин.
2. Интеллектуальная помощь в области программного обеспечения
- Интегрированные системы CAD/CAM используются для оптимизации пути резания и уменьшения эффекта тепловой деформации.
- Компания JS подчеркнула, что ее инженерная команда использует специализированное программное обеспечение для анализа распределения напряжений стальных пластин и заранее корректировать параметры резки для компенсации деформации.
Точное управление параметрами процесса
1. Установка лазерной мощности и скорости
- Динамическая корректировка лазерной мощности, скорости резки и давления вспомогательного газа (например, кислород, азот и т. Д.), Балансировать эффективность резки и качество поперечного сечения, в зависимости от материала (например, нержавеющая сталь, алюминий, медь и т. Д.) И толщина листа.
- Тематическое исследование JS показывает, что ошибка согласованности производства партии может контролироваться в диапазоне 0,002 мм путем создания базы данных параметров процесса для различных материалов.
2. Выравнивание фокусных позиций.
Автоматический датчик автофокусировки используется для мониторинга и регулировки положения фокусировки в режиме реального времени, чтобы гарантировать, что расстояние между резкой головкой и пластинкой постоянным и избегает колебаний точности, вызванных отклонением фокуса.
Материальные характеристики и предварительная обработка
1. Уравновешенность пластины гарантирована
Компания JS принимает вакуумную адсорбционную платформу для исправления листового металла с высокой точностьюПрокативное оборудованиеДля предварительной обработки устранение волнистой деформации листового металла, гарантируя, что поверхность разреза составляет менее 0,02 мм/м² ошибки плоскостности.
2. Управление очисткой и оксидным слоем
Ультразвуковая очистка используется для удаления нефтяных пятен и примесей перед резкой, чтобы предотвратить точность адгезии шлака. Для материалов с высокой отражательной способностью, таких как алюминиевые сплавы, для снижения отражательной способности используется специальное покрытие.
Проверка качества и механизм обратной связи
1. Инломная система обнаружения
Интегрированный датчик смещения лазера и камера ПЗС, мониторинг качества передовых, автоматического удаления дефектных продуктов, предлагаемой оптимизация процесса.
Процесс контроля качества JS компании JS
- Образцы из 3D -контурного сканера представлены для сравнения значений отклонения между моделью проектирования и фактическими частями резания, и опубликован подробный анализ точности (например, компонент авиационной авиации. Ошибка плоскостности составляет всего 0,003 мм в случае клиента).
- Установите трехуровневую систему инспекции качества для повторения заказа, включая первую проверку, проверку процессов и проверку готового продукта, чтобы обеспечить последовательность партии.
Экологический и устойчивый контроль развития
Влияние изменений температуры и влажности окружающей среды на стабильность размера материала снижается благодаря семинарам по постоянной температуре и влажности (температура ± 2 ° C, влажность 40-60% RH).
Моя компания напоминает вам, что его зеленые производственные процессы, такие как система переработки отходов, не только снижают потребление энергии, но и косвенно улучшаютТочность обработкипутем уменьшения отходов материала (скорость использования материалов увеличивается до более чем на 92%).
Может ли углеродная сталь и алюминиевая сталь быть непосредственно сваренной?
В изготовлении листового металла прямая сварка из нержавеющей стали и алюминиевых пластин сталкивается с большими проблемами, главным образом из -за их различных физических и химических свойств:
Трудности с прямой сваркой
1Формирование Интерметаллические соединения
Когда нержавеющая сталь (например, 304, 316) вступает в контакт с алюминием (например, 1060, 5052) при высоких температурах, железо реагирует с алюминием с образованием хрупких интерметаллических соединений, что приводит к снижению прочности сварки и даже растрескиванию.
2Различия в коэффициентах термического расширения
Коэффициент термического расширения алюминия (около 23 × 10-6 ° C) в 1,4 раза больше, чем у нержавеющей стали (около 17 × 10-6 ° C) и подвержен деформации или растрескиванию во время сварки из-за теплового напряжения.
3Различия в температуре плавления и теплопроводности
Температура плавления алюминия (660 ° C) намного ниже, чем внержавеющая сталь(1375-1530 ° C), а алюминий имеет теплопроводность в три раза больше, чем у стали, что приводит к быстрой потере тепла во время сварки и затрудняет поддержание стабильности плавления.
Возможные процессы и ограничения
1Традиционная дуговая сварка (например, тиг/миг)
- Обязанность: требуется специальная сварочная проволока (например, ER4043 AL SI) и добавляются защитные газы (смешанный газ аргона+гелий), но прочность сварки относительно низкая (только 50-70% от основного металла).
- Ограничения: включение пористости и шлака легко генерируется, а интерметаллические соединения могут расширяться во время долгосрочного использования, что приводит к разрушению.
2Сварка пайки или диффузии
- Brausing: низкотемпературные пабучивые материалы (например, серия Al-Si) используются для заполнения зазоров посредством капиллярного действия, избегая прямого плавления субстрата, но прочность сустава ограничена (обычно <150 МПа).
- Сварка
3Рекомендации для альтернативных решений
Если требуется подключение высокой интенсивности, рекомендуются следующие методы:
- Механическое соединение: используйте заклепки, подключение к болту или конструкцию пряжки, чтобы избежать проблем в подогреваемых областях, подходящих для автомобильного и электронного корпуса оборудования.
- Клей+Механический композит: объедините клей эпоксидной смолы с точечной сваркой, чтобы уравновешивать герметизацию и прочность.

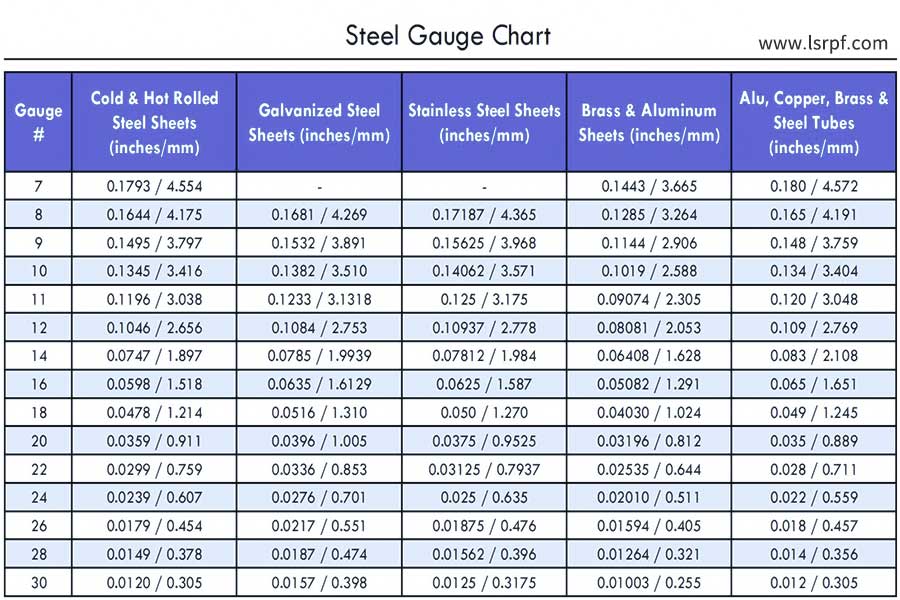
Как выбрать толщину листового металла на основе диаграммы манометра листового металла?
1Уточнить сценарии приложения и функциональные требования
Определите требуемый диапазон толщины листового металла в соответствии с нагрузкойтребования к подшипению, среда использования и метод сборки участника.Например:
- Легкие компоненты (электронный корпус): предпочтение должно быть дано тонким пластинам (соответствующие датчики 20-24, толщина 0,5-0,8 мм).
- Структурная поддержка (механическая скоба): требуются толстые пластины средней толщины (спецификации 10-14, толщина 1,0-1,6 мм).
2Соответствие типа материала и диапазон толщины
Толщина различных материалов широко варьируется, и необходимо выбрать механические свойства:
| Тип материала | Общий диапазон толщины (мм) | Соответствующий цифр | Применимые сценарии |
| Нержавеющая сталь | 0,5-2,5 | 20-10 | Медицинские устройства, химические контейнеры. |
| Алюминиевая пластина | 0,4-1,5 | 22-14 | Электронический радиатор, автомобильная легкая. |
| Углеродистая сталь | 0,8-3,0 | 18-8 | Электронический радиатор, автомобильная легкая. |
3Толщина проверки совместимости справочного процесса.
Чтобы гарантировать, что толщина соответствует параметрам процесса для ограничений процесса обработки:
| Тип процесса | Принцип адаптации толщины |
Пример параметров процесса
|
| Процесс изгиба | Минимальный радиус изгиба ≥thyckness*2. | Алюминиевый листовой металлический манометр 18 (1,0 мм) требует R ≥2,0 мм. |
| Лазерная резка | Чудолетные пластины (≤ датчик 24) были очень точными (± 0,05 мм). | Скорость резки 10 м/мин, питание 2000 Вт. |
| Сварка процесса | Разогрейте, если толщина превышает 1,5 мм (например, нержавеющая сталь). | Температура предварительного нагрева до 150-200 ℃. |
4Сравните стандарты терпимости с балансами стоимости
Выберите оптимальную оптимальную спецификацию в соответствии с отраслевыми стандартами (ISO 2768) и требованиями стоимости:
| Класс толерантности | Диапазон толерантности к толщине (мм) | Влияние стоимости |
| Точная оценка (F) | ± 0,05 | Подходит для высокопрофильных инструментов с высокой стоимостью. |
| Обычный уровень (м) | ± 0,1 | Общий промышленный сценарий, лучшее соотношение цены и качества. |
Используядиаграмма листового металла, может быстро найти характеристики материала, оптимизировать радиус изгиба, лазерную мощность и другие технологические параметры, прочность баланса, стоимость и обработка осуществимости.Например:
- Листовый металл (измерения 20-24): низкая стоимость, но ограниченная прочность, подходящая для декоративных деталей.
- Средняя пластина (датчик 12-18): сильная универсальность, охватывающая 80% промышленных сцен.
- Тяжелая пластина (измерение ≤10): высокая стоимость тяжелого оборудования, но выдающаяся способность подшипника.
Как JS может помочь изготовителям из листового металла в быстрого выборе материалов?
Интеллектуальная база данных материалов и онлайн -система выбора материалов
1. Мюлти формат совместима с загрузкой: Поддерживает прямую загрузку промышленных стандартных файлов, таких как шаг, IGE, STL и т. Д.Система может автоматически соответствовать параметрам материала и сокращать цикл выбора материала.
2. Материальная библиотека в реальном времени поиск: Построенный на базе данных из более чем 50 металлов, композитов и специальных пластин, классифицированных и отфильтрованных в соответствии с сценариями применения для повышения эффективности.
3. Функция рекомендации по параметрированию:ВходЧасти листового металлаПараметры дизайна, алгоритм искусственного интеллекта рекомендует подходящие материалы и комбинации процессов.
Старшая инженерная команда оказывает полную техническую поддержку на протяжении всего процесса
1. Боже, чем 20 -летний опыт работы в отрасли.
2. Соответствующий анализ свойств материала: формируемость, устойчивость к усталости и экономическая эффективность различных материалов проверяются с помощью моделирования CAE для снижения проб и ошибок.
3. Механизм отклика: консультация по выбору материалов, своевременной обратной связи и выдаче технических белых документов в сложных ситуациях в течение 48 часов.
Стандартизированная сертификация материала и система быстрой доставки
1. ПРЕДУПРЕЖДЕНИЕ КВЕТИФИЦИИ МАТЕРИФИКАЦИИ: Все входящие материалы были сертифицированы ISO, ASTM и другими международными стандартами, сокращая цикл проверки клиентов.
2. Глобальная интеграция цепочки поставок: установить непосредственное сотрудничество по подаче снабжения с поставщиками верхних листов для регулярного оборота запасов материала ≤24 часа.
3. Звездный канал для аварийных заказов: специальные требования к материалам запускают глобальную систему распределения, обещайте запустить процесс закупок в течение 72 часов.
Стратегии выбора материалов для устойчивого развития
1. Приоритет зеленые материалы: создайте базу данных углеродного следа и определяйте приоритеты зеленых материалов, таких как переработанный алюминиевый и низкоуглеродистый сталь в соответствии с ЕС ROHS и другими экологическими директивами.
2. Оптимизация использования материалов: через моделирование3D лазерная резкаПуть, отходы углового материала уменьшаются, а всеобъемлющий уровень использования материалов увеличивается до более чем 92%.
Краткое содержание
При изготовлении листового металла выбор материалов и технологии обработки напрямую влияет на срок службы и срока службы конечного продукта.Например, оцинкованный стальной лист стал одним из наиболее широко используемых материалов из -за его преимуществ предотвращения ржавчины, экономики и простоты обработки, особенно в структурных компонентах, которые требуют коррозионной стойкости.
Однако визгибПроцесс листового металла, особое внимание должно быть уделено защите слоя цинка, чтобы избежать чрезмерного изгиба или ненадлежащей обработки, что приводит кПовреждение повреждения, таким образом, ослабляя долговечность материала.Благодаря разработке технологий, современное производство листовых металлов развивается в направлении высокой точной, легкой и устойчивой, при этом учитывая свойства материала и эффективность обработки, а также решать экологические проблемы.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Легко ли работать из нержавеющей стали?
Обработка листового металла из нержавеющей стали из -за его очевидной упрочнения, высокой скорости отскока, есть некоторые трудности.Технология штамповки лазерной резки может эффективно решить проблемы с твердостью.
2. Как обеспечить консистенцию изгиба нерегулярных частей?
Численное программирование управления+высокие формы+приспособления для оптимизации параметров и обеспечения последовательного изгиба нерегулярных частей.
3. Снизится ли цинк, когда оцинкованный стальной лист согнут?
Во время процесса изгиба слой цинка может отчасти отчасти, но риск растрескивания слоя цинка может быть значительно снижен путем выбора соответствующего типа оцинкования, контроля радиуса изгиба и процесса смазки.
4. Обработка листового металла должна учитывать гибкость материалов?
Необходимо принять во внимание, что пластина с плохой пластичностью подвержена растрескиванию, и соответствующие параметры процесса должны быть выбраны в соответствии с характеристиками материала для снижения риска растрескивания.
Ресурсы

