

Идеальная гибка листового металла обеспечивает жёсткое шасси, гладкие кронштейны и безупречную сборку. Но неконтролируемое пружинение или разрыв — и вся партия продукции отправляется на свалку! Дефекты гибки не только снижают выход продукции, но и увеличивают стоимость и сроки выполнения заказа. Гибка листового металла — сама простота, но при этом это сложное взаимодействие материалов, штампов и управления процессом .
Краткое изложение основных ответов
| Аспекты | Основное содержание |
| Сложность гибки листового металла | Необходим специальный листогибочный пресс и соответствующие формы для контроля давления, скорости и последовательности гибки. |
| Варианты выбора материала | Нержавеющая сталь жесткая и имеет низкое относительное удлинение, поэтому может треснуть, а алюминий имеет низкий модуль упругости и небольшой диапазон пластичности, что может привести к неконтролируемому отскоку. |
| Факторы, влияющие на дефекты изгиба | Свойства материала, условия процесса, состояние формы, точность оборудования, навыки оператора и условия окружающей среды. |
| Пять основных дефектов изгиба | Угловое отклонение (пружинивание), потеря прочности (растрескивание), сложная сборка (деформация), внутренняя деформация угла R и отклонение размеров. |
| План предотвращения дефектов | Учет мер предосторожности на всех этапах цепочки процессов, включая проектирование (например, рациональный радиус) и процесс (например, корректировку параметров). |
Почему этому руководству можно доверять?
Компания JS накопила богатый практический опыт в области точной гибки металлов. Мы знаем особенности гибки более 40 материалов. В рамках процесса мы оптимизировали параметры гибки для листов различной толщины (0,3–10 мм).
Мы можем точно регулировать раскрытие V-образной матрицы, скорость гибки и давление с точностью ±0,1 мм. Мы выполнили гибку с более чем 15 различными видами обработки поверхности и понимаем, как анодированные покрытия влияют на гибку и как предотвратить отслоение порошкового покрытия при гибке.
От небольших, хрупких деталей для медицинского оборудования до крупногабаритных стандартных деталей для промышленного оборудования — мы можем быстро найти решение.
Основываясь на нашем практическом опыте , эта книга предлагает проверенные методы, от выбора материалов и настройки параметров до устранения неисправностей, и поэтому является надежным руководством.
Нужна гибка листового металла? JS предлагает более 40 материалов, доставку от 3 до 7 дней и точность ±0,1 мм. Получите расчёт стоимости изготовления листового металла в течение нескольких минут — вы не пожалеете.
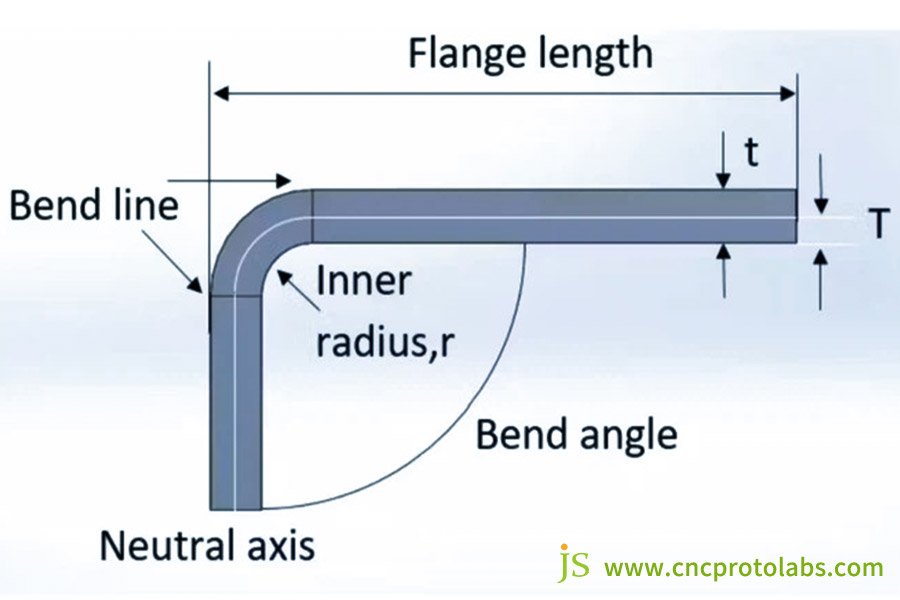
Гибка листового металла: больше, чем просто «сжатие»
Гибка листового металла — сложная операция, включающая организованное взаимодействие многочисленных параметров, что гораздо больше, чем просто «пресс».
С точки зрения оборудования, листогибочный пресс необходим именно для этой цели, и его точность и усилие напрямую влияют на результат гибки. Ход ползунов листогибочного пресса и плоскостность рабочего стола должны быть отрегулированы в соответствии с обрабатываемым материалом и размером.
В процессе гибки очень важен выбор гибочного инструмента . Различные углы гибки и толщина требуют использования пресс-форм разных форм и размеров, например, V-образных и U-образных. Точность пресс-формы будет напрямую передаваться заготовке; износ или погрешности размеров могут привести к дефектам.
Точный контроль изгибающего усилия и точки приложения силы также важен при гибке. Слишком малое изгибающее усилие не позволит заготовке изогнуться под нужным углом, а слишком большое приведёт к чрезмерной деформации или даже к растрескиванию.
Кроме того, важна последовательность гибки . Для многогнутых деталей необходимо соблюдать приемлемую последовательность гибки, чтобы избежать повреждения предыдущих изгибов и обеспечить соответствие размеров и углов каждого компонента требуемым стандартам.
Не позволяйте гибке листового металла стать проблемой. JS предлагает надежные детали из листового металла с 15 видами обработки поверхности. Мы также предоставляем услуги по изготовлению изделий из листового металла онлайн для быстрого расчета стоимости и эффективного производства. Свяжитесь с нами прямо сейчас.

Выбор материала: почему нержавеющая сталь всегда трескается, а алюминий бесконтрольно восстанавливается?
Различия в физических и химических свойствах различных материалов приводят к разным проблемам, возникающим при гибке листового металла.
Нержавеющая сталь склонна к растрескиванию , прежде всего из-за своих свойств. Она твёрдая и прочная, но обладает сравнительно малым удлинением. При изгибе в материале возникают избыточные напряжения. Превышение допустимых пределов напряжения приводит к растрескиванию.
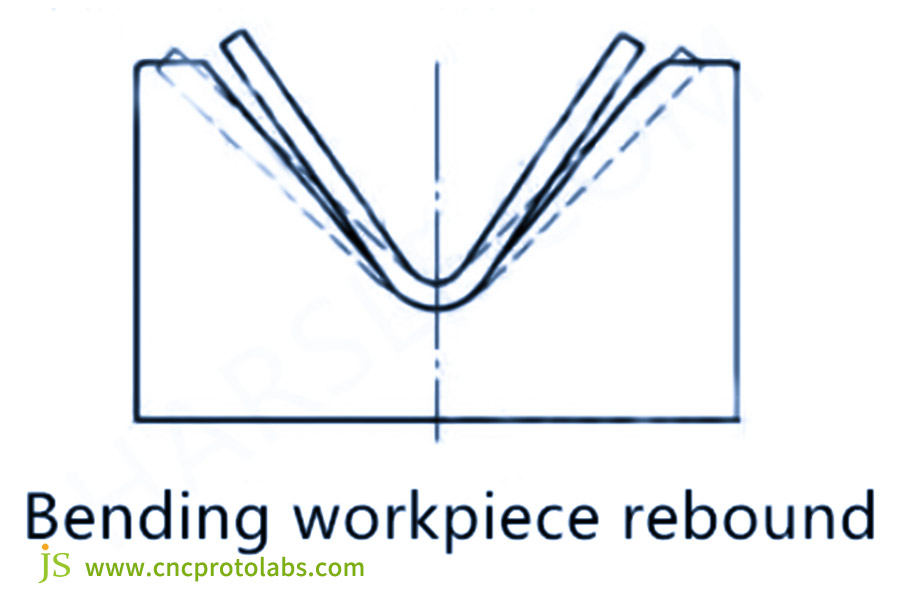
Алюминий склонен к неконтролируемому пружинению . Алюминий имеет низкий модуль упругости. При изгибе материал претерпевает как пластическую, так и значительную упругую деформацию. Упругая деформация исчезает после снятия внешней нагрузки, что приводит к пружинению.
Кроме того, алюминий имеет узкий диапазон пластичности. Даже незначительное превышение этого диапазона может привести к разрушению при изгибе, что ещё больше затруднит управление упругим возвратом. Более того, величина упругого возврата также зависит от химического состава алюминиевого сплава, а добавление некоторых легирующих элементов может повлиять на его способность к упругому восстановлению.
Для более простого сравнения изгибаемости нержавеющей стали и алюминия обратитесь к следующей таблице:
| Материал | Сила | Удлинение | Модуль упругости | Часто задаваемые вопросы |
| Нержавеющая сталь | Выше | Ниже | Выше | Склонен к растрескиванию |
| Алюминий | Ниже | Выше | Ниже | Неконтролируемая отдача |
Недовольны выбором материала? Компания JS знакома со свойствами нержавеющей стали, алюминия и других металлов и предлагает услуги по изготовлению изделий из листового металла на заказ, позволяющих избежать трещин и упругого восстановления, а также оперативно предоставляет расценки.
Причины дефектов изгиба: 6 важных факторов влияния
Дефекты изгиба не являются случайностями, они в основном вызваны следующими шестью основными факторами:
1.Свойства материала: Химическая структура и механические свойства (например, прочность, твёрдость и относительное удлинение) материала существенно влияют на качество гибки. Материалы различаются по способности поддаваться изгибу, как уже было сказано, например, нержавеющая сталь и алюминий.
2. Параметры процесса гибки: к ним относятся угол гиба, радиус гиба, изгибающее усилие и скорость гибки. Неправильная оценка этих параметров может привести к возникновению различных дефектов . Например, слишком малый радиус гиба приводит к образованию трещин, а слишком малое изгибающее усилие – к отклонению угла.
3. Состояние пресс-формы: Точность пресс-формы, износ и качество её поверхности также могут влиять на результаты гибки. Низкая точность пресс-формы приводит к ошибкам в размерах заготовки, а плохое качество поверхности пресс-формы вызывает трение между материалом и пресс-формой, что приводит к царапинам и деформации.
4. Точность оборудования: Точность позиционирования и перемещения ползуна листогибочного пресса существенно влияет на качество заготовок. Неточное оборудование может привести к нестабильным углам гибки и неточности размеров.
5. Квалификация оператора: Навыки и опыт оператора также влияют на качество гибки. Неправильная настройка параметров процесса, монтаж пресс-формы и наладка могут привести к различным дефектам.
6. Условия окружающей среды: температура и влажность окружающей среды также влияют на процесс гибки. Например, низкая температура повышает хрупкость некоторых материалов, и они могут треснуть при изгибе.
Хотите избежать дефектов гибки? JS использует современное оборудование для контроля каждого этапа процесса, предлагая услуги по изготовлению изделий из листового металла онлайн по доступной цене. Доверьтесь нам с уверенностью.
Пять смертельных дефектов изгиба: критическая идентификация и анализ причин
Springback: первый убийца точности
Пружинный возврат — это явление, при котором фактический угол заготовки отличается от желаемого угла после упругого восстановления при изгибе. Чем меньше модуль упругости и выше предел текучести материала, тем сильнее явление пружинного возврата, которое широко распространено в алюминии и алюминиевых сплавах.
Трещины: прямая потеря прочности
Трещины — это дефект материала, возникающий при изгибе и значительно снижающий прочность заготовки . Если пластичность материала недостаточна для компенсации деформаций при изгибе, трещины образуются в местах концентрации напряжений. Нержавеющая сталь, благодаря высокой прочности, но относительно низкой пластичности, очень склонна к образованию трещин.
Скручивание: Кошмар сборки
Скручивание — это деформация неравномерного скручивания заготовки во время изгиба, которая приводит к серьезным проблемам при сборке. В ситуации, когда деформация неравномерно распределена по всему материалу во время изгиба заготовки, возникает внутреннее напряжение и возникает коробление.
Деформация внутреннего радиуса: скрытая опасность для качества
Деформация внутреннего радиуса возникает, когда внутренний радиус криволинейной поверхности заготовки меньше проектного. Избыточный или слишком малый внутренний радиус отрицательно влияет на качество заготовки. Избыточный радиус приводит к неравномерному распределению напряжений в условиях эксплуатации, а слишком малый радиус — к концентрации напряжений.
Отклонение размеров: разница между чертежом и фактическим продуктом
Отклонение размеров — это разница между фактическим размером заготовки и размером, указанным на чертеже. Отклонение размеров возникает по разным причинам, включая неточность позиционирования оборудования, дефекты размеров пресс-формы и ошибки оператора при измерениях.
Беспокоитесь о дефектах деталей? Компания JS специализируется на решении различных проблем, предлагая разумные цены на изготовление деталей из листового металла, что гарантирует их соответствие требованиям. Приходите и проконсультируйтесь прямо сейчас.

Устранитель дефектов: комплексное решение для предотвращения дефектов от проектирования до производства
Для пружинного возврата
- Расчет радиуса изгиба: выберите подходящий радиус изгиба на основе свойств материала, чтобы избежать упругого возврата из-за слишком малого или слишком большого радиуса.
- Используйте метод компенсации: учитывайте упругий возврат при проектировании пресс-формы, спроектируйте пресс-форму и сделайте угол ее наклона соответственно меньше необходимого, чтобы компенсировать влияние упругого возврата.
- Используйте процесс коррекции: откорректируйте заготовку после гибки, чтобы уменьшить упругое возвращение, подвергая заготовку определенному давлению.
Для взлома
- Используйте соответствующий материал : для деталей, склонных к изгибу, используйте материалы с высоким удлинением и хорошей пластичностью.
- Увеличьте радиус изгиба: для удовлетворения требований проекта пропорционально увеличьте радиус изгиба, чтобы уменьшить напряжение в материале.
- Нагрейте материал перед изгибом: некоторые материалы высокой твердости и прочности предварительно нагрейте перед изгибом, чтобы улучшить их пластичность.
Для искажения
- Оптимизация последовательности изгибов: оптимизируйте последовательность многоугловых изгибов, чтобы обеспечить равномерное распределение силы на материале и снизить внутреннее напряжение.
- Улучшите позиционирование штампа: получите точное позиционирование штампа, чтобы предотвратить перемещение заготовки во время гибки, которое может привести к ее деформации.
- Используйте симметричную гибку: для симметричных деталей используйте симметричную гибку, чтобы обеспечить симметричную деформацию материала.
Для деформации внутреннего радиуса
- Точность радиуса угла формы: Радиус угла формы должен соответствовать требованиям проекта и иметь гладкую поверхность, чтобы износ материала был минимальным.
- Контролируйте изгибающее усилие: Контролируйте изгибающее усилие соответствующим образом, чтобы избежать деформации внутреннего закругленного угла из-за чрезмерного или недостаточного усилия.
- Выбирайте материалы с хорошей пластичностью: Материалы с хорошей пластичностью с большей вероятностью будут образовывать стабильные внутренние закругленные углы при изгибе.
Для отклонения размеров
- Повышение точности оборудования: периодическая калибровка и техническое обслуживание листогибочного пресса гарантируют точность позиционирования и перемещения.
- Обеспечение качества пресс-форм: контролируйте точность изготовления пресс-форм, регулярно проверяйте износ пресс-форм и своевременно меняйте изношенные пресс-формы.
- Улучшение измерений и контроля: более регулярно проводите измерения в ходе производственного процесса, чтобы обнаружить ранние отклонения размеров и устранить их.
| Тип дефекта | Основные профилактические меры |
| Пружинный отскок | Правильно спроектируйте радиус изгиба, компенсацию угла штампа, добавьте шаг коррекции. |
| Трещины | Использование высокоэластичного материала, увеличение радиуса изгиба, предварительная термическая обработка |
| Скручивание | Оптимизируйте последовательность гибки, укрепите позиционирование штампа, используйте симметричную гибку. |
| Внутренняя деформация R-угла | Обеспечьте точность радиуса штампа, контролируйте силу гибки, выбирайте материалы с хорошей пластичностью. |
| Отклонение размеров | Повышение точности оборудования, обеспечение качества штампов, усиление измерений и контроля |
Хотите избежать дефектов? JS предлагает комплексное решение: от проектирования до производства, изготовление изделий из листового металла на заказ , экспертизу в гибке листового металла и прозрачное ценообразование. Выбрав нас, вы будете спокойны.
Пример: «Корректирующий» опыт алюминиевых корпусов медицинских приборов
Болевая точка клиента:
Корпус из алюминиевого сплава монитора высокого класса (5052-H32, толщина 1,5 мм) в ходе ограниченного опытного производства столкнулся с серьезным отскоком (89°→94°), микротрещинами на кромках и чрезмерным зазором при сборке.
Анализ дефектов: Отсутствие компенсации пружинения (для прямого пресса с углом 90°). Линия изгиба была параллельна направлению прокатки (концентрация напряжений на кромке). Неправильный выбор V-образного штампа (ширина V-образного отверстия = 12 мм < 8*t = 12 мм, что приводит к высокому давлению).
Решение JS:
Оптимизация DFM: переделали линию изгиба так, чтобы она образовала угол 45° с направлением прокатки материала для снижения концентрации напряжений на кромке, на основе модуля упругости 5052-H32; в конструкцию штампа был включен угол компенсации пружинения 1,2°, изменив целевой угол изгиба до 88,8°.
Модернизация процесса: заменили V-образную матрицу на V-образную с шириной горловины 15 мм (соответствующую требованию 8*t = 12 мм) для снижения давления на единицу площади, изменили скорость гибки с 5 мм/с до 3 мм/с для более равномерной деформации материала, добавили этап предварительного нагрева для нагревания материала до 120 °C перед гибкой для повышения пластичности материала.
Усиленный контроль: на производственной линии установлен дополнительный прибор для измерения угла в реальном времени, который проводит выборочную проверку угла каждого 10-го изделия, что позволяет своевременно корректировать параметры процесса.
Результаты:
Допуски на углы при массовом производстве поддерживались на уровне ±0,5°, что соответствовало всем проектным требованиям . Микротрещины на кромках были эффективно устранены благодаря оптимизации параметров пресс-формы и процесса, что позволило добиться полного отсутствия микротрещин. Зазоры при сборке строго контролировались на уровне 0,2 мм, что соответствовало требованиям к точности сборки.
Выход готовой продукции заказчику значительно увеличился с 65% в опытном производстве до 98% , что значительно сократило отходы материалов и объемы переделок, а также циклы поставки продукции.
Нашли надёжного партнёра после изучения этого примера? JS обладает обширным опытом гибки листового металла, быстрыми расценками и гарантированным качеством . Присоединяйтесь к нам сегодня!
Часто задаваемые вопросы
В1: Почему углы изгиба одних и тех же материалов не группируются?
Три основные причины: колебания толщины материала (максимум ±5%), износ пресс-форм и несвоевременная замена, а также низкая повторяемость показаний задних упоров оборудования. Входной контроль и контроль оборудования следует удвоить.
В2: Должен ли коэффициент К быть равен 0,33 или 0,4? Как он определяется?
Коэффициент K не постоянен! Он зависит от материала, толщины, угла R и формы. Рекомендуемые значения: ≈0,43 для мягкого алюминия, ≈0,35 для SPCC и ≈0,38 для нержавеющей стали. Оптимальный надёжный процесс: контрольные гибы и измерения → определение значения K → ввод его в CAM-систему.
В3: Требуются ли специальные этапы обработки для изгибов, отличных от 90° (острые/тупые углы)?
Да! Крутые углы необходимо изготавливать с помощью специального островерхого штампа и узкого V-образного нижнего штампа. Для тупых углов рекомендуется выполнять пошаговое прессование с перепрессовкой на 2–5° для предотвращения пружинения. Для больших углов допуск по толщине материала должен составлять ±3%.
В4: Каким образом JS обрабатывает материалы с высокой упругостью (например, фосфористую бронзу)?
Для изготовления эластичных контактных деталей в серийном производстве успешно применены метод ступенчатой компенсации (пошаговая гибка) + гидравлический пресс с возможностью коррекции + локальный отжиг (бесконтактный лазерный отжиг).
Краткое содержание
Большинство дефектов гибки листового металла не требуют дорогостоящего ремонта, но требуют улучшенной настройки, продуманного проектирования и профилактики. Складки, заусенцы, неправильные углы или трещины — это не только производственные дефекты, но и предотвратимые расходы.
Знание этих типичных дефектов формовки листового металла может фактически сократить количество дефектов вдвое и повысить качество гнутых деталей из листового металла, позволяя им соответствовать производственным и сборочным спецификациям.
Нужны прецизионные детали из листового металла? JS предлагает широкий спектр услуг и прозрачные цены на изготовление деталей из листового металла , которые подойдут для самых разных задач. Выбирайте нас, и ваш проект будет реализован более гладко.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Услуги JS. Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Jusheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology . Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
Ресурс

