

Токарные детали с ЧПУ требуют тщательного планирования плана обработки перед завершением проектирования. Когда ваш проект завершен и вы готовы обработать его на современном оборудовании с ЧПУ, один из наиболее важных вопросов, на который вам нужно будет ответить, — какой вариант обработки лучше — «вращательное точение» или «фрезерование»?
Выбор правильного технологического маршрута и партнера для, казалось бы, простого компонента вала или втулки не только обеспечивает превосходную точность и плавность хода, но также обеспечивает двойную оптимизацию затрат и времени доставки. При поиске производителей токарных станков с ЧПУ вы ограничиваетесь местными вариантами и упускаете из виду более конкурентоспособный опыт в глобальной цепочке поставок?

В этой статье будет проведен организованный анализ принципов проектирования и обоснования выбора процесса обработки деталей, токарной обработки с ЧПУ, чтобы изучить, как JS Precision, благодаря преимуществам токарной обработки, глубоко укоренившимся в Китае, технологии токарной обработки, эквивалентной технологиям Европы и Америки, и быстрому реагированию китайского производства, стала вашим лучшим партнером в производстве токарных компонентов с ЧПУ.
Основная сводка ответов
| Размеры решения | Распространенные ловушки | Прецизионные решения JS |
| Определение процесса | Смешение токарной и фрезерной обработки, применение неэффективных решений фрезерования некоторых вращающихся деталей, что сильно увеличивает затраты. | Точно определите особенности вращающихся деталей, сосредоточьтесь на наиболее эффективной токарной обработке с ЧПУ и интегрируйте токарно-фрезерный композитный процесс для получения сложных деталей. |
| Дизайн и стоимость | Мы предлагаем наиболее глубокий анализ DFM, который оптимизирует структуру детали, допуски и выбор материалов, контролирует затраты и снижает риски на ранних этапах. | Мы предлагаем самую подробную DFM-анализ Это оптимизирует структуру детали, допуски и выбор материалов, контролирует затраты и снижает риски на ранних этапах. |
| Выбор поставщика | Сравнение только цен за единицу продукции игнорирует технические возможности, системы качества, защиту интеллектуальной собственности и общую поддержку проекта. | Мы предлагаем лучшее в области прозрачного ценообразования, строгой документации по качеству, надежной политики защиты интеллектуальной собственности и полного цикла технической поддержки. |
Ключевые выводы:
- Токарная обработка с ЧПУ — наиболее эффективный и экономичный процесс обработки вращающихся деталей, обеспечивающий точность и одновременно контролирующий затраты при массовом производстве.
- Общение с производителем по DFM перед окончательной доработкой чертежей позволит избежать более 80% ошибок проектирования и финансовых ошибок, максимизируя ценность проекта.
- Фрезерная обработка за одну операцию обеспечивает баланс между точностью, эффективностью и стоимостью вращающихся деталей неправильной формы, что делает этот процесс очень подходящим для сложных токарных деталей с ЧПУ.
- Лучшие производители токарных станков с ЧПУ не только предоставляют услуги по механической обработке, но и создают долгосрочную выгоду за счет технологических усовершенствований и управления рисками.
JS Precision: высокопроизводительные и экономичные токарные детали с ЧПУ на заказ
Токарная обработка с ЧПУ лежит в основе точного производства. Компания JS Precision уже 15 лет активно участвует в поставке высокопроизводительных и конкурентоспособных по индивидуальному заказу деталей для токарных станков с ЧПУ клиентам по всему миру.
Мы обслужили более 500 клиентов из аэрокосмической и медицинской промышленности и завершили более 1000 проектов, которые на самом деле были довольно сложными. Например, мы оптимизировали детали микровала для медицинских клиентов, чтобы достичь поставленных целей: стабильный допуск партии на уровне ±0,005 мм и уровень брака менее 0,1%.
Основные преимущества:
- У нас есть 20 токарных станков швейцарского типа и многоосевые фрезерно-токарные центры с диапазоном обработки до 0,5–300 мм.
- У нас есть специальная база данных процессов для более чем 10 широко используемых материалов, таких как алюминий, нержавеющая сталь и титановые сплавы, что позволяет сразу подобрать лучшее решение для обработки.
- Оснащенное высокоточным контрольным оборудованием, таким как координатно-измерительные машины и тестеры круглости, предприятие осуществляет контроль качества от первой детали до серийного производства.
Также, согласно ИСО 13485:2016 Согласно стандарту, одной из характеристик точного производства является сквозной контроль качества.
Используя наш обширный опыт в отрасли, мы не только производим по чертежам, но и активно предоставляем предложения по оптимизации DFM. Однажды мы помогли клиенту реорганизовать деталь, которая изначально требовала многоэтапного фрезерования, в решение для токарной обработки деталей с ЧПУ, что позволило напрямую снизить производственные затраты на 42 % и сократить цикл поставки на 65 %.
Вам нужно индивидуальное решение по оптимизации токарных деталей с ЧПУ? Свяжитесь с инженерами JS Precision, отправьте свои требования, и вы получите бесплатный отчет DFM по стандарту ISO и точную расценку, которая поможет начать ваш проект.
Что на самом деле представляет собой прецизионную токарную деталь с ЧПУ?
Если бы большинство людей спросили о токарных деталях с ЧПУ, большинство людей могли бы знать «ротационную обработку». Но истинная точность токарной обработки деталей с ЧПУ предполагает значительную синергетическую взаимосвязь между геометрией, возможностями обработки, материалом и контролем точности.
Общие геометрические характеристики: предпочтительные условия токарной обработки
Определяющей особенностью токарных компонентов с ЧПУ является то, что доминирующая геометрическая особенность создается за счет вращательного движения. Это отличает токарную деталь с ЧПУ от других компонентов.
- Основные геометрические элементы: цилиндры, конусы, торцевые поверхности, резьбы и т. д. можно эффективно изготавливать путем вращения шпинделя и движения инструмента.
- Типичные детали: валы, штифты, втулки, кольца, фланцы и т. д. Это наиболее желательные характеристики деталей, в которых в качестве процесса обработки используется токарная обработка с ЧПУ.
Ограничения возможностей обработки – от микро до сложных
Современные токарные станки с ЧПУ постоянно совершенствуются и расширяют возможности обработки токарных деталей с ЧПУ от микро до сложных.
- Масштаб: от микроскопических стержней диаметром 0,5 мм (например, часть стержня медицинского изделия, проводника) до больших фланцев диаметром 300 мм с максимальной длиной обработки 1000 мм.
- Комплексная обработка: комплекты для обработки с держателями электроинструмента, а также осью Y и другими функциями позволяют выполнять операции вторичной обработки, такие как фрезерование и сверление. Это помогает обрабатывать сложные токарные детали с ЧПУ за одну операцию.
Совместимость материалов и критерии точности
Выбор материала и контроль точности напрямую определяют производительность и стоимость Токарная часть с ЧПУ .
- Свойства материала: Алюминий имеет хорошую обрабатываемость с легкостью резки и отделки поверхности, нержавеющая сталь имеет плохую обрабатываемость с трудностью резки, латунь имеет хорошую обрабатываемость с прецизионным нарезанием резьбы, титан имеет обрабатываемость, зависящую от температуры.
- Стандарты точности: Производственные допуски ±0,01 мм и Ra 0,8 мкм являются стандартными, но особые требования могут быть достигнуты в пределах ±0,005 мм и Ra 0,4 мкм в соответствии с ASME Y14.5-2009.

Рисунок 1. Под прецизионными токарными деталями понимаются детали, изготовленные с помощью токарной технологии с ЧПУ, при которой сырье вращается на токарном станке для создания объектов, симметричных вокруг оси вращения.
От чертежа к реальности: оптимизация конструкции токарных деталей с ЧПУ для обеспечения технологичности
Производство мирового уровня требует разработки мирового уровня. DFM (Проектирование для технологичности) служит связующим звеном между проектами и реальностью. Умеренная оптимизация DFM может обеспечить эквивалентную функциональность токарных компонентов с ЧПУ , снизить затраты и сократить время поставки — в этом заключается философия JS Precision.
Конструкция тонкостенных деталей: баланс между жесткостью и весом.
Тонкостенные токарные детали с ЧПУ широко используются, но подвержены вибрации и деформации, что требует совместного проектирования и оптимизации процесса.
- Конструктивное проектирование: используйте ребра жесткости и закругленные углы для повышения жесткости и устранения паразитных вибраций в тонкостенных секциях.
- Стратегия процесса: процесс обработки с черновыми и чистовыми этапами , оптимизация параметров резания для минимизации воздействия сил резания.
Предотвращение деформации: управление напряжением и температурой
Токарная обработка деталей на станках с ЧПУ включает в себя сложные задачи по борьбе с напряжением и температурой во время процессов деформации.
- Управление стрессом: заготовки, снижающие напряжение, и симметричные разрезы, предотвращающие концентрацию стресса.
- Контроль термической деформации: точное распыление охлаждающей жидкости, оптимизация параметров резки и разумное распределение технологических интервалов для охлаждения.
Маркировка допусков: точная передача требований и контроль затрат
Маркировка допусков влияет на трудности обработки и затраты. Надлежащая маркировка после ИСО 8015:2011 руководящие принципы толерантности предотвратят ненужные расходы.
- Иерархическая маркировка: разделение критических и некритических допусков по функциям снижает затраты и нагрузку на проверку.
- Геометрические допуски: подчеркивание круглости и соосности, обеспечение соответствия за счет точного зажима и калибровки.
Необходимо повысить технологичность токарных деталей с ЧПУ? Свяжитесь с JS Precision с пометкой «Оптимизация DFM». Наши инженеры бесплатно рассмотрят чертежи и предоставят профессиональные советы по снижению затрат и повышению эффективности на этапе проектирования.
Миллинг против. Токарная обработка: стратегическое руководство по выбору правильного процесса для токарных деталей с ЧПУ
Клиенты часто сомневаются в выборе между токарной и фрезерной обработкой с ЧПУ, поскольку эти два понятия не противоречат друг другу, и главное – обеспечить соответствие характеристикам и требованиям деталей. Разъяснить логику выбора процесса дляТокарные детали с ЧПУ чтобы сбалансировать стоимость и точность.
Ключевые сигналы в пользу поворота
Компоненты, обладающие следующими качествами, сделают токарную обработку с ЧПУ лучшим вариантом:
- Более 60% деталей представляют собой вращающиеся тела (цилиндры, резьбу) и могут быть обработаны вращением шпинделя.
- Высокие уровни допуска по таким характеристикам поверхности вращения, как концентричность и цилиндричность.
- Массовое производство, стремящееся к максимальной эффективности и снижению затрат.
Сценарии применения фрезерно-токарной составной/последовательной обработки
Детали, которые вышли за пределы токарной обработки, требуют универсального подхода к составным процессам/последовательной обработке, описанному следующим образом:
- Составной процесс определяется как операция в применимых ситуациях: основной компонент — это вращающийся компонент с невращающимися деталями, такими как эксцентричные отверстия и шпоночные канавки.
- Сравнение решений: Для небольших партий вариант «точение + последующее фрезерование» (низкая стоимость), для больших партий предпочтительна токарно-фрезерная композитная обработка (меньше зажимов, высокая точность, высокая эффективность).
Таблица решений по выбору процесса
| Вопросы для принятия решения | Выберите токарную обработку | Выбирайте фрезерно-токарную обработку композитных материалов | Выберите фрезерование |
| Является ли основное тело детали вращающимся телом? | Да | Да | Нет |
| Доля невращательных элементов составляет менее 40 %? | Да | Нет | |
| Требуется ли чрезвычайно высокая точность концентричности? | Да | Да | Нет |
| Размер партии большой? | Да | Да |
Вам нужно быстро определить оптимальный процесс токарной обработки деталей с ЧПУ? Предоставьте JS Precision сведения о характеристиках деталей, точности и размере партии, чтобы получить точные предложения по процессам и расчеты затрат, избегая ошибок при выборе.
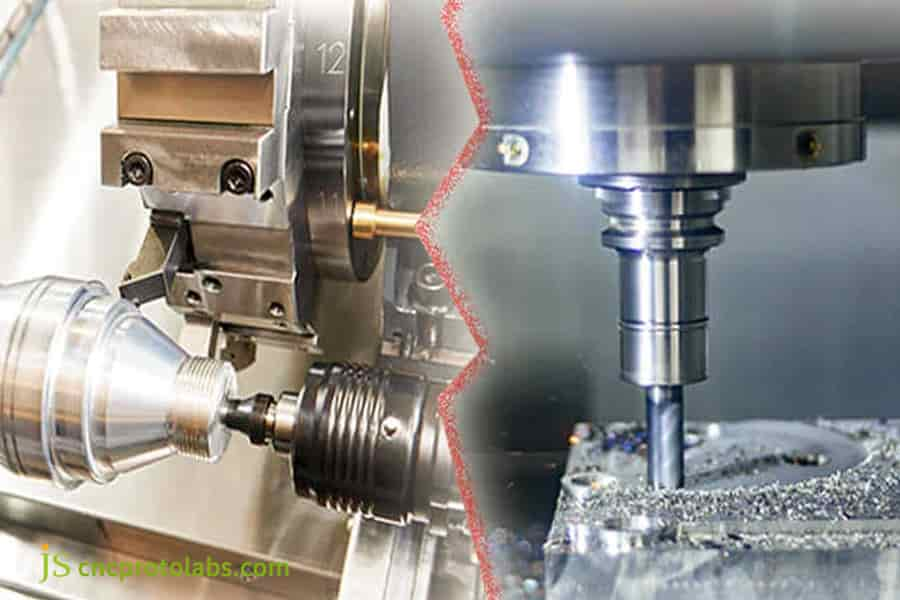
Рисунок 2: Сравнительная диаграмма токарной и вертикально-фрезерной обработки с ЧПУ.
Критические факторы при выборе среди производителей токарных станков с ЧПУ
При выборе Производители токарных компонентов с ЧПУ , цена не является основным, а технические возможности, системы качества и уровень обслуживания определяют успех или неудачу сотрудничества. Эффективные поставщики могут внести свой вклад в решение проблем механической обработки, снижение рисков, связанных с проектами, и увеличение стоимости.
Оценка возможностей информационных технологий: оборудование и команда
Технологические возможности являются основным источником конкурентоспособности. Его необходимо оценивать по двум различным направлениям:
- Конфигурация оборудования: есть ли у него многоосные токарные центры , фрезерно-токарные комбинированные станки и прецизионное испытательное оборудование (координатно-измерительные машины, машины для контроля круглости и т. д.)?
- Профессионализм команды: имеет ли производственная компания возможность предоставлять своим клиентам комментарии и предложения DFM относительно улучшения процессов?
Качество и защита интеллектуальной собственности: требования успешного сотрудничества
Обеспечение качества и защита интеллектуальной собственности составляют основу успешных совместных усилий.
- Контроль качества: существуют ли полные процедуры, охватывающие первую проверку изделия, производство продукции и окончательную проверку у производителя?
- Защита интеллектуальной собственности. Защищает ли компания свою интеллектуальную собственность с помощью соглашения о неразглашении или шифрования данных?
Коммуникация и поддержка: гарантия эффективного сотрудничества
Эффективная коммуникация вместе с прозрачностью повышает эффективность сотрудничества:
- Эффективность реагирования: своевременна ли связь и можно ли визуализировать и отслеживать ход производства?
- Дополнительные услуги: помогают ли дополнительные услуги, такие как закупка материалов и обработка поверхности, предлагаемые компанией, упростить ее цепочки поставок?
Внутри ведущего завода токарных станков с ЧПУ: преимущество точности JS
Будучи ведущим Завод токарных деталей с ЧПУ , JS Precision гордится своим мотивом или девизом, который можно резюмировать следующим образом: «Точность, эффективность и надежность», чтобы сформировать экосистему, в которой индивидуальные услуги по обработке превосходят ожидания клиента.
Основная производственная экосистема: фокус на прецизионную обработку вращающихся компонентов
В производственной среде особое внимание уделяется точной обработке вращающихся деталей, что дает некоторые профессиональные преимущества:
- Комплектация оборудования: 20 токарных станков швейцарского типа с фрезерно-токарными центрами с автоматической загрузкой и разгрузкой характеризуются высокой эффективностью для массового производства высокоточных сложных токарных деталей с ЧПУ.
- Поддержка процессов: обширная и обновляемая база данных процессов для различных материалов, библиотека инструментов и приспособлений для удовлетворения требований.
Рабочий процесс цифрового проекта: плавный переход от запроса к исполнению
Цифровые инструменты, которые упрощают и повышают эффективность процессов:
- Сотрудничество в Интернете: загрузите свои 3D-файлы и получите первоначальный анализ + предложения и расценки DFM от наших инженеров.
- Визуализация прогресса: мониторинг этапов заказа в режиме реального времени прямо с панели управления вашего проекта — никаких подтверждений не требуется.
Устойчивое производство: сочетание эффективности и окружающей среды
Баланс между эффективностью производства и защитой окружающей среды:
- Энергосбережение: интеллектуальное планирование и оптимизация управления инструментом позволят сэкономить энергию и снизить потребление.
- Защита окружающей среды: Система циркуляции охлаждающей жидкости будет перерабатывать и повторно использовать охлаждающую жидкость без загрязнения.
Хотите воспользоваться услугами ведущего завода токарных компонентов с ЧПУ? JS Precision предоставляет универсальное решение для подачи требований к деталям, охватывающее весь процесс от проектирования до поставки, экономя время и усилия.
Практический пример: снижение затрат на 42 %: преобразование фрезерованного кронштейна в оптимизированную токарную деталь с ЧПУ
Фон:
Заказчику требовался разъем из алюминиевого сплава , конструкция которого изначально предусматривала изготовление детали из квадратного проката. Однако недостатки текущего решения включали:
Низкая степень использования материала (менее 30%), отсюда большие отходы материала, общая обработка изделия, требующая всего четырех зажимов, что приводит к низкой эффективности производства и большой погрешности коаксиального допуска всего 0,1 мм, а также высокой удельной стоимости массового производства около 50 долларов США, что было не по карману заказчику.
Вмешательство JS Precision в DFM
Компания JS Precision получила требования, и наши инженеры проанализировали чертежи деталей и условия применения. Мы обнаружили, что, поскольку деталь имеет функциональные поверхности, которые можно изготавливать путем вращения, ее можно полностью преобразовать в токарную деталь с ЧПУ.
В детали было несколько отверстий, которые нужно было просверлить, но, поскольку деталь была очень маленькой, а сверление требовало высокой точности, конструкторы решили преобразовать деталь в деталь, обработанную на станке с ЧПУ, чтобы компания могла изготовить ее.
В соответствии с этим мы предложили решение целевой оптимизации:
- Сырьем стала круглая заготовка, изготовленная с помощью токарной обработки на станке с ЧПУ, а также нескольких операций фрезерования с использованием электроинструментов.
- Оптимизируйте монтажный интерфейс деталей , чтобы сделать его подходящим для логики поворота.
- Унификация исходных данных обработки осуществляется путем добавления к токарных операциям различных деталей, обработанных фрезерованием.
Результат
Оптимизированное решение оказалось чрезвычайно успешным, поскольку оно оптимизировало расход материала с менее чем 30% до 85%, сократило время обработки на 65% и сократило количество операций зажима до одной. Точность соосности важных осей также была оптимизирована на 50% до 0,05 мм, что позволило повысить стабильность сборки деталей.
В ходе массового производства стоимость единицы продукции была снижена до 29 долларов США, что привело к прямому снижению общей стоимости на 42 % и чрезвычайно высокому удовлетворению клиентов. Это еще одно преимущество, которое решает проблемы, связанные с затратами, с которыми сталкиваются клиенты, и еще больше повышает производительность компонентов, повышая конкурентоспособность продукции клиентов.
Вы хотите, чтобы ваши токарные детали с ЧПУ также обеспечили снижение затрат и повышение эффективности? Просмотрите полную библиотеку корпусов JS Precision, чтобы узнать больше об отраслевых решениях и отправить информацию о своей детали. Мы разработаем для вас эксклюзивное решение по оптимизации, раскрывающее двойное преимущество стоимости и точности.

Рисунок 3. Токарная обработка разъемов из алюминиевого сплава на станке с ЧПУ.
Трансграничное партнерство: оптимизация сотрудничества с вашим производителем токарных станков с ЧПУ в Китае
Сотрудничество с китайцем Производитель токарных деталей с ЧПУ могут пользоваться преимуществами экономической эффективности, но дистанционная связь вызывает беспокойство. JS Precision делает трансграничное сотрудничество простым, прозрачным и надежным благодаря стандартизированным процессам и цифровым инструментам.
Идеальный пакет запроса цен – «Ускорение запуска проекта»
Четкая и полная информация о запросе может повысить точность и эффективность процесса ценообразования. Необходимо подготовить:
- Техническая документация: Технические характеристики. Подробные 2D-чертежи и 3D-модели, в которых четко определены размеры и допуски.
- Особые требования: материал, количество продукции, обработка поверхности и требования к испытаниям.
- Предложения по аннотациям: Критические и некритические размеры должны быть четко разграничены друг от друга в аннотации без строгих допусков.
Цифровые технологии: реализация прозрачного производственного процесса
Портал для клиентов JS Precision предлагает полное представление о сотрудничестве по всему миру.
- Платформа для совместной работы: передача файлов, связь и управление версиями, важные процессы прозрачны.
- Доставка документов: отчеты о проверке первых изделий и отчеты о проверке отгрузки генерируются автоматически, чтобы обеспечить отслеживание качества.
Построение партнерства через доверие
JS Precision стремится к долгосрочному партнерству , а не к разовым сделкам:
- Многоуровневое сотрудничество: качество и инженерная поддержка на протяжении всего производственного цикла, от прототипа до объема производства.
- Расширенные услуги: предоставление таких услуг, как закупка материалов, обработка поверхности и процессы сборки, чтобы упростить управление цепочкой поставок.
Ваш следующий шаг: запуск проекта прецизионной токарной обработки деталей с ЧПУ с помощью Js Precision
Я считаю, что благодаря подробной информации, представленной выше, вы теперь получили достаточное представление о процессах точения деталей на станках с ЧПУ, оптимизации проектирования и сотрудничестве. Пришло время превратить вашу дизайнерскую концепцию в качественный продукт.
Являясь опытным поставщиком компонентов, обработанных на станках с ЧПУ, компания JS Precision предлагает богатый опыт, передовые технологии и обширную сервисную сеть, чтобы поддержать вас в ваших начинаниях.
Немедленно загрузите чертежи деталей на страницу предложений JS Precision в режиме реального времени, чтобы получить прозрачное конкурентное предложение, одновременно вызывая предварительное рассмотрение старшим инженером DFM. С нетерпением ждем возможности оптимизировать дизайн вместе с вами и отправиться в путь эффективного, точного и взаимного доверия.
Часто задаваемые вопросы
В1: Каковы максимальный и минимальный диаметры, которые можно обточить на станке с ЧПУ?
Обработка, которую мы можем выполнить, варьируется от микровалов диаметром 0,5 мм до дискообразных объектов размером 300 мм . Точные возможности, которые мы имеем в отношении размеров, материала и допусков объектов, будут зависеть от вашей информации. Однако, если вам нужен конкретный размер, сообщите нам об этом при запросе, чтобы мы могли выяснить, можем ли мы его обработать. Наша обработка основана на обычной практике обработки.
В2: В чем разница между обработкой деталей из алюминия и деталей из нержавеющей стали?
Основные различия в простоте обработки, эффективности и стоимости заключаются в следующем: алюминиевые компоненты легко режутся, имеют высокие скорости, простую обработку поверхности и низкую стоимость. тогда как компоненты из нержавеющей стали имеют прочные свойства материала, низкие скорости обработки, большие силы резания, требуют высокого качества инструмента и требуют более длительного времени обработки и затрат на обработку.
Вопрос 3: Как точёные детали, производимые в больших количествах, достигают стабильности?
Ошибки зажима сводятся к минимуму за счет автоматизации загрузки и разгрузки, постоянного анализа износа инструмента с помощью датчиков онлайн-обнаружения и уменьшения различий в размерах, а также периодического анализа ошибок обработки с помощью SPC . Эти многочисленные меры обеспечивают последовательность токарные детали массового производства .
Вопрос 4. Каковы наиболее распространенные способы обработки поверхности точеных деталей?
Общие методы обработки поверхности выбираются в зависимости от материалов и сценариев, а алюминиевые детали обычно анодируются для повышения коррозионной стойкости и эстетики; Нержавеющую сталь часто пассивируют/никелируют для предотвращения ржавчины, а также хромируют, чернят, полируют, пескоструйно обрабатывают и т. д. для повышения износостойкости или декоративных свойств.
В5: С какой точностью можно выполнять процесс точения резьбы?
Уровни допусков, гарантированные при токарной обработке резьбы, соответствуют стандарту ISO 6H/6g или выше . Для нарезания резьбы мы используем профессиональные режущие инструменты, обеспечивая точные параметры, и проверяем с помощью проверки годности/непроходимости или сканирования резьбы. За этим следуют отчеты об инспекциях, которые обеспечат точность.
В6: Сколько времени пройдет от запроса до получения прототипа?
Время, необходимое от момента запроса до получения прототипа, зависит от сложности заказанной детали. Если это простая деталь, изготовленная токарной обработкой на станке с ЧПУ, она будет доставлена в течение 5–7 рабочих дней после подтверждения заказа. А вот для сложной детали из специального материала потребуется от 10 до 15 рабочих дней.
В7: Как защитить свой дизайн от утечки или кражи?
Мы подписываем с нашими клиентами строгие соглашения NDA, чтобы прояснить обязательства по конфиденциальности. Файлы наших клиентов хранятся на зашифрованных серверах, и права доступа к ним ограничены. Мы регулярно проводим обучение сотрудников конфиденциальности, чтобы гарантировать, что наши разработки не будут раскрыты или украдены из всех аспектов наших систем и процессов.
В8: Можете ли вы проводить проверки в соответствии со стандартами нашей компании?
Мы можем провести проверку в соответствии со стандартами предприятия вашей компании . В начале сотрудничества мы предоставим стандарты проверки или планы контроля. Наша команда по качеству изучит и скорректирует процесс проверки и стандарты оценки, чтобы гарантировать, что результаты соответствуют требованиям, и предоставит записи проверки.
Краткое содержание
Выбор метода обработки токарных деталей с ЧПУ никогда не является просто технической проблемой, поскольку он предполагает всестороннюю оценку точности обработки, затрат и других возможностей.
Компания JS Precision стремится стать вашим надежным партнером в области прецизионной токарной обработки благодаря нашим профессиональным технологиям, надежному качеству и обслуживанию, которые гарантируют эффективную реализацию каждого проекта и взаимовыгодное сотрудничество.
Пришло время использовать чертежи в своих интересах.
Пожалуйста, посетите веб-сайт JS Precision сегодня, загрузите свои чертежи детали и получите точную расценку с помощью экспертного анализа процесса DFM. Вместе мы найдем лучший способ реализовать каждую важную часть вашего проекта токарной обработки с ЧПУ и дать вашему творческому процессу фору, необходимую для успеха в отрасли.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. JS Прецизионные услуги ,нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через JS Precision Network. Это ответственность покупателя Требуйте расценки на запчасти Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
JS Точность Команда
JS Precision — ведущая компания отрасли , сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением , Штамповка металла, и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. Выбирать JS Точность это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com

