

piezas de torneado cnc requieren una planificación cuidadosa del plan de mecanizado antes de finalizar el diseño. Cuando su diseño esté completo y esté listo para mecanizarlo utilizando maquinaria CNC avanzada, una de las preguntas más importantes que deberá responder es qué opción de mecanizado es mejor: ¿'torneado rotativo' o 'fresado'?
Elegir la ruta de proceso y el socio adecuados para un componente de eje o manguito aparentemente simple no solo garantiza una precisión y suavidad excelentes, sino que también logra una doble optimización del costo y el tiempo de entrega. Al buscar fabricantes de componentes de torneado CNC, ¿se limita a opciones locales y pasa por alto la experiencia más competitiva en la cadena de suministro global?

Este artículo realizará un análisis organizado de los principios de diseño y los fundamentos de selección de procesos de piezas torneadas por CNC, para explorar cómo JS Precision, con las ventajas de una experiencia en torneado profundamente arraigada en China, una tecnología de precisión de torneado equivalente a la de Europa y América y una rápida respuesta de la fabricación china, se ha convertido en su mejor socio para fabricar componentes de torneado CNC.
Resumen de respuestas principales
| Dimensiones de decisión | Errores comunes | Soluciones de precisión JS |
| Definición del proceso | Mezclar torneado y fresado y adoptar soluciones de fresado ineficientes para algunas piezas giratorias, lo que aumenta considerablemente los costes. | Identifique con precisión las características de las piezas rotativas, céntrese en el torneado CNC más eficiente e integre el proceso compuesto de torneado y fresado para características complejas. |
| Diseño y costo | Ofrecemos el análisis DFM más profundo que optimiza la estructura de piezas, las tolerancias y la selección de materiales, controla los costos y reduce los riesgos desde el principio. | Ofrecemos lo más profundo análisis DFM que optimiza la estructura de piezas, las tolerancias y la selección de materiales, controla los costos y reduce los riesgos desde el principio. |
| Selección de proveedores | Comparar sólo precios unitarios ignora las capacidades técnicas, los sistemas de calidad y la protección de la propiedad intelectual y el apoyo general al proyecto. | Ofrecemos lo mejor en precios transparentes, documentación de calidad rigurosa, una política sólida de protección de propiedad intelectual y soporte de ingeniería de ciclo completo. |
Conclusiones clave:
- El torneado CNC es el proceso preferido más eficiente y económico para piezas giratorias, ya que garantiza la precisión y controla los costos en la producción en masa.
- Comunicarse con el fabricante en DFM antes de finalizar los dibujos evitará más del 80% de los defectos de diseño y los problemas de costos, maximizando el valor del proyecto.
- El torneado por fresado en una sola operación equilibra la precisión, la eficiencia y el costo de piezas giratorias de formas irregulares, lo que hace que el proceso sea muy apto para componentes de torneado CNC complejos.
- Los excelentes fabricantes de componentes de torneado CNC no solo brindan servicios de mecanizado sino que también crean valor a largo plazo a través de mejoras tecnológicas y gestión de riesgos.
JS Precision: piezas de torneado CNC personalizadas, rentables y de alto rendimiento
El torneado CNC es el núcleo de la fabricación de precisión. JS Precision ha estado profundamente involucrado durante 15 años con el compromiso de ofrecer piezas de torneado CNC personalizadas de alto rendimiento y precios competitivos a clientes de todo el mundo.
Hemos atendido a más de 500 clientes de las industrias aeroespacial y médica y hemos completado más de 1000 proyectos que, de hecho, eran bastante complejos. Por ejemplo, hemos optimizado piezas de microeje para que los clientes médicos alcancen los objetivos: tolerancia de lote estable de ±0,005 mm y una tasa de defectos inferior al 0,1 %.
Beneficios principales:
- Contamos con 20 tornos tipo suizo y centros de torneado y fresado multieje, con un rango de mecanizado de hasta Φ0,5m~Φ300mm.
- Contamos con una base de datos de procesos dedicada para más de 10 materiales de uso común, como aluminio, aceros inoxidables y aleaciones de titanio, para encontrar de inmediato la mejor solución de mecanizado.
- Equipada con equipos de inspección de alta precisión, como máquinas de medición por coordenadas y probadores de redondez, esta empresa realiza controles de calidad que van desde la primera pieza hasta la producción en masa.
Asimismo, según el ISO 13485:2016 estándar, una de las características de la fabricación de precisión es el control de calidad de extremo a extremo.
Aprovechando nuestra amplia experiencia en la industria, no solo fabricamos según planos sino que también brindamos sugerencias de optimización DFM de manera proactiva. Una vez ayudamos a un cliente a refactorizar una pieza que originalmente requería fresado de múltiples etapas en una solución de mecanizado basada en piezas de torneado CNC, reduciendo directamente los costos de producción en un 42 % y acortando el ciclo de entrega en un 65 %.
¿Necesita una solución personalizada de optimización de piezas de torneado CNC? Comuníquese con los ingenieros de JS Precision, envíe sus requisitos y recibirá un informe DFM estándar ISO gratuito y una cotización precisa para ayudarlo a comenzar su proyecto.
¿Qué constituye realmente una pieza de torneado CNC de precisión?
Lo que la mayoría de las personas sabrían si preguntaran sobre piezas de torneado CNC sería "mecanizado rotacional". Pero la verdadera precisión en el torneado CNC de piezas implica una relación sinérgica significativa entre la geometría, las capacidades de mecanizado, el material y el control de precisión.
Características geométricas comunes: condiciones preferidas para tornear
La característica definitoria de los componentes de torneado CNC es que la característica geométrica dominante se crea mediante el movimiento de rotación. Esto distingue la pieza de torneado CNC de otros componentes.
- Los elementos geométricos básicos: cilindros, conos, superficies finales, roscas, etc. se pueden fabricar eficazmente mediante la rotación del husillo y el movimiento de la herramienta.
- Piezas típicas: ejes, pasadores, manguitos, anillos, bridas, etc. Estas son las características más deseables en las piezas que implican torneado CNC como proceso de mecanizado.
Límites de la capacidad de mecanizado: desde lo micro hasta lo complejo
Las modernas máquinas de torneado CNC mejoran y amplían constantemente los límites de capacidad de mecanizado de piezas de torneado CNC desde micro a complejas.
- Escala: desde ejes microscópicos de Φ0,5 mm (por ejemplo, la parte del eje del producto médico del alambre guía) hasta bridas grandes de Φ300 mm con una longitud máxima de mecanizado de 1000 mm.
- Mecanizado complejo: Los kits de mecanizado con portaherramientas eléctricas, así como el eje Y y otras funciones, permiten realizar operaciones de mecanizado secundarias como fresado y taladrado. Esto ayuda a terminar componentes complejos de torneado CNC en una sola operación.
Compatibilidad de materiales y puntos de referencia de precisión
La selección de materiales y el control de precisión determinan directamente el rendimiento y el costo de pieza de torneado CNC .
- Propiedades del material: El aluminio tiene buena maquinabilidad con facilidad de corte y acabado superficial, el acero inoxidable tiene mala maquinabilidad con dificultad para cortar, el latón tiene buena maquinabilidad con corte de rosca de precisión, el titanio tiene maquinabilidad dependiente de la temperatura.
- Estándares de precisión: Las tolerancias de fabricación de ±0,01 mm y Ra de 0,8 µm son estándar, pero se pueden lograr requisitos especiales dentro de ±0,005 mm y Ra de 0,4 µm, según ASME Y14.5-2009.

Figura 1 Las piezas de torneado de precisión se refieren a piezas fabricadas mediante tecnología de torneado CNC, donde las materias primas giran en un torno para crear objetos que son simétricos alrededor del eje de rotación.
Del plano a la realidad: optimización del diseño de piezas de torneado CNC para su fabricación
La fabricación de clase mundial requiere diseños de clase mundial. DFM (Design for Manufacturability) sirve como vínculo entre los diseños y la realidad. La optimización moderada de DFM puede garantizar la funcionalidad equivalente de los componentes de torneado CNC , disminuir los costos y reducir el tiempo de entrega ; esto resume la filosofía de JS Precision.
Diseño de piezas de pared delgada: equilibrio entre rigidez y peso
Las piezas de torneado CNC de paredes delgadas se utilizan ampliamente, pero son propensas a vibraciones y deformaciones, lo que requiere un diseño colaborativo y una optimización de procesos.
- Diseño estructural: utilice refuerzos y esquinas redondeadas para mejorar la rigidez y eliminar vibraciones parásitas en secciones de paredes delgadas.
- Estrategia de proceso: Proceso de mecanizado con pasos de desbaste y acabado , optimizando los parámetros de corte para minimizar el efecto de las fuerzas de corte.
Prevención de deformaciones: gestión térmica y de tensiones
El torneado de piezas con maquinaria CNC implica tareas complejas al lidiar con la tensión y la temperatura durante los procesos de deformación.
- Manejo del estrés: espacios en blanco para reducir el estrés y cortes simétricos que evitan la concentración del estrés.
- Control de deformación térmica: pulverización precisa de refrigerantes, optimización de los parámetros de corte y disposición de intervalos de proceso razonables para el enfriamiento.
Marcado de tolerancia: transferencia precisa de requisitos y control de costos
El marcado de tolerancia influye en las dificultades y gastos de mecanizado. El marcado adecuado siguiendo las ISO 8015:2011 Las pautas de tolerancia evitarán gastos innecesarios.
- Marcado jerárquico: diferenciar entre tolerancias críticas y no críticas por función reduce los costos y la carga de inspección.
- Tolerancias geométricas: enfatiza la redondez y la coaxialidad, garantizando el cumplimiento mediante una sujeción y calibración precisas.
¿Necesita mejorar la capacidad de fabricación de piezas de torneado CNC? Póngase en contacto con JS Precision con la nota "Optimización DFM". Nuestros ingenieros revisarán los planos de forma gratuita y brindarán asesoramiento profesional para reducir costos y aumentar la eficiencia durante la fase de diseño.
Fresado vs. Torneado: una guía estratégica para seleccionar el proceso adecuado para sus componentes de torneado CNC
Los clientes suelen dudar a la hora de elegir entre torneado y fresado CNC, ya que ambos no están opuestos y la clave es coincidir con las características y requisitos de las piezas. Aclarar la lógica de selección de procesos paraComponentes de torneado CNC para equilibrar el costo y la precisión.
Señales clave para favorecer el giro
Componentes que tengan las siguientes cualidades harán del torneado CNC la mejor opción:
- Hay más del 60% de las funciones que son cuerpos giratorios (cilindros, roscas) y se pueden terminar mediante la rotación del husillo.
- Altos niveles de tolerancia en características de superficies rotacionales como concentricidad y cilindricidad.
- Producción en masa, buscando la máxima eficiencia y ventajas en costes.
Escenarios de aplicación de operaciones de mecanizado secuencial/compuesto fresado-torneado
Las piezas que han superado los límites de la operación de torneado requieren un enfoque versátil entre procesos compuestos/mecanizado secuencial que se describe a continuación:
- Un proceso compuesto se define como la operación de Situaciones aplicables: El componente principal es un componente rotacional con detalles no rotacionales como orificios excéntricos y chaveteros.
- Comparación de soluciones: para lotes pequeños, "torneado + fresado posterior" es una opción (bajo costo); para lotes grandes, se prefiere el mecanizado compuesto por fresado-torneado (menos sujeción, alta precisión, alta eficiencia).
Tabla de decisión de selección de procesos
| Preguntas de decisión | Elija girar | Elija el mecanizado compuesto de fresado y torneado | Elija fresado |
| ¿Es el cuerpo principal de la pieza un cuerpo giratorio? | Sí | Sí | No |
| ¿La proporción de funciones no rotativas es inferior al 40%? | Sí | No | |
| ¿Se requiere una precisión de concentricidad extremadamente alta? | Sí | Sí | No |
| ¿El tamaño del lote es grande? | Sí | Sí |
¿Necesita determinar rápidamente el proceso óptimo para componentes de torneado CNC? Proporcione a JS Precision las características, la precisión y el tamaño del lote de la pieza para obtener sugerencias de procesos y cálculos de costos precisos, evitando errores de selección.
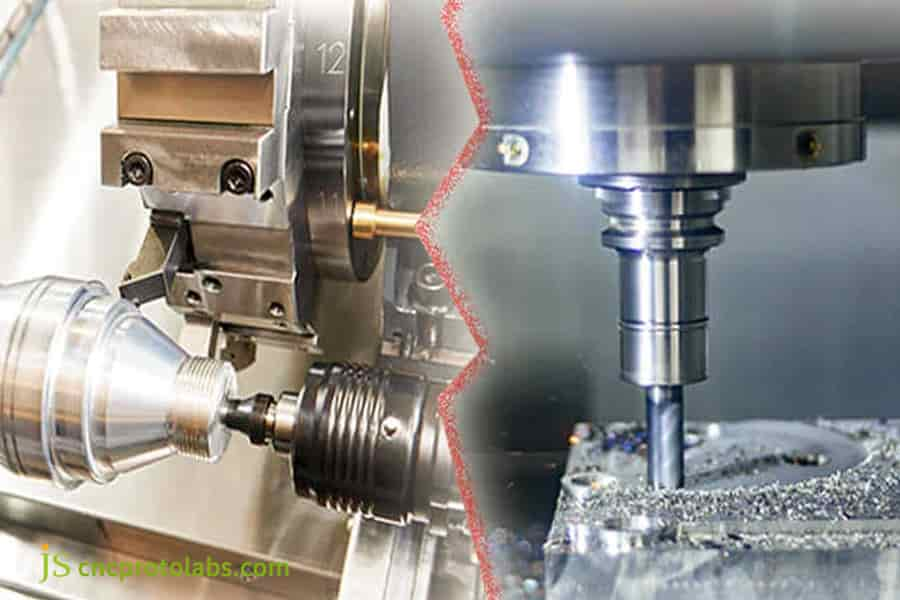
Figura 2: Diagrama comparativo de torneado CNC y fresado vertical
Factores críticos al elegir entre fabricantes de componentes de torneado CNC
Al elegir Fabricantes de componentes de torneado CNC. , el precio no es el núcleo y las capacidades técnicas, los sistemas de calidad y los niveles de servicio determinan el éxito o el fracaso de la cooperación. Los proveedores eficaces pueden contribuir a resolver problemas de mecanizado, reducir los riesgos asociados con los proyectos y agregar valor.
Evaluación de la capacidad de tecnología de la información: equipo y equipo
La capacidad en tecnología es una fuente básica de competitividad. Es necesario evaluarlo desde dos ámbitos diferentes:
- Configuración del equipo: ¿Tiene centros de torneado multieje , máquinas combinadas de fresado y torneado y equipos de ensayo de precisión (máquinas de medición de coordenadas, máquinas de ensayo de redondez, etc.)?
- Profesionalismo del equipo: ¿Posee la empresa de fabricación la capacidad de enviar comentarios y sugerencias de DFM sobre mejoras de procesos a sus clientes?
Calidad y protección de la propiedad intelectual: requisitos de una colaboración exitosa
La garantía de calidad y la salvaguardia de la propiedad intelectual son la base de un esfuerzo conjunto exitoso.
- Control de calidad: ¿Existen procedimientos completos que cubran la inspección del primer artículo, la fabricación del producto y la inspección final en el fabricante?
- Protección de propiedad intelectual: ¿La empresa protege su propiedad intelectual mediante un acuerdo de confidencialidad o cifrado de datos?
Comunicación y Soporte: Garantía de Cooperación Eficiente
La comunicación eficiente, junto con la transparencia, mejora la colaboración efectiva:
- Eficiencia de respuesta: ¿La comunicación es oportuna y se puede visualizar y rastrear el progreso de la producción?
- Servicios adicionales: ¿Los servicios adicionales, como la adquisición de materiales y el tratamiento de superficies ofrecidos por la empresa, ayudan a simplificar sus cadenas de suministro?
Dentro de una fábrica líder de componentes de torneado CNC: la ventaja de JS Precision
como líder Fábrica de componentes de torneado CNC , JS Precision se enorgullece del motivo o lema que se puede resumir de la siguiente manera: “Precisión, Eficiencia y Confiabilidad” para formar un ecosistema donde los servicios de mecanizado personalizados superan las expectativas del cliente.
El ecosistema de fabricación principal: centrándose en el mecanizado de precisión de componentes rotativos
En el entorno de fabricación se hace hincapié en el mecanizado exacto de piezas giratorias, lo que ofrece algunas ventajas profesionales:
- Configuración del equipo: Las 20 máquinas de torneado tipo suizo con centros de fresado/torneado con carga y descarga automática se caracterizan por su alta efectividad para la producción en masa de piezas de torneado CNC complicadas de alta precisión .
- Soporte de Procesos: Base de datos completa y actualizada de procesos para diferentes materiales, biblioteca de herramientas y accesorios para responder a los requerimientos.
Flujo de trabajo de proyectos digitales: suavizar la transición de la investigación a la ejecución
Herramientas digitales que hacen los procesos más simples y eficientes:
- Colaboración en línea: cargue sus archivos 3D y obtenga análisis inicial + sugerencias y cotizaciones DFM de nuestros ingenieros.
- Visualización del progreso: monitoreo en tiempo real de los hitos de los pedidos directamente desde el panel de su proyecto, sin necesidad de confirmaciones.
Fabricación sostenible: donde la eficiencia y el medio ambiente se encuentran
Equilibrar la eficiencia de la producción con la protección del medio ambiente:
- Ahorro de energía: La programación inteligente y la optimización en la gestión de herramientas ahorrarán energía y reducirán el consumo.
- Protección ambiental: el sistema de circulación de refrigerante reciclará y reutilizará el refrigerante y no habrá contaminación.
¿Quiere experimentar el servicio líder de fábrica de componentes de torneado CNC? JS Precision proporciona una solución integral para enviar requisitos de piezas, cubriendo todo el proceso desde el diseño hasta la entrega, ahorrando tiempo y esfuerzo.
Estudio de caso: Reducción de costes del 42 % lograda: transformación de un soporte fresado en una pieza de torneado CNC optimizada
Fondo:
Un cliente necesitaba un conector de aleación de aluminio , cuyo diseño originalmente incluía ser fabricado como pieza de molino a partir de material cuadrado. Sin embargo, las deficiencias de la solución actual incluían:
La baja tasa de uso del material es inferior al 30%, por lo tanto, un gran desperdicio de material, el mecanizado total del producto que requiere solo cuatro abrazaderas, por lo tanto, una baja eficiencia de producción y un gran error de tolerancia coaxial de solo 0,1 mm, y un alto costo unitario de producción en masa de alrededor de $50, que no era asequible para el cliente.
Intervención DFM de JS Precision
A JS Precision se le asignó el requisito y nuestros ingenieros analizaron los dibujos de las piezas y las circunstancias de la aplicación. Descubrimos que, como la pieza tiene superficies funcionales que se pueden producir mediante rotación, era completamente convertible en una pieza giratoria CNC.
La pieza tenía algunos agujeros que debían perforarse, pero dado que la pieza era muy pequeña y la perforación requeriría un proceso de alta precisión, los diseñadores decidieron convertir la pieza en una pieza torneada por CNC para permitir a la empresa fabricarla.
En consecuencia, ofrecimos una solución de optimización específica:
- La materia prima se convirtió en barras redondas fabricadas mediante torneado CNC, junto con algunas operaciones de fresado con herramientas eléctricas.
- Optimice la interfaz de montaje de las piezas para que sea adecuada para la lógica de giro.
- La unificación de los datos de mecanizado se realiza agregando a las operaciones de torneado varias características que se terminaron mediante fresado.
Resultado
La solución optimizada resultó ser un gran éxito, ya que optimizó el uso de material de menos del 30% al 85%, redujo el tiempo de mecanizado en un 65% y redujo el número de tareas de sujeción a una. La precisión de la coaxialidad del eje importante también se optimizó en un 50 % a 0,05 mm, lo que permitió una mejor estabilidad en el rendimiento del ensamblaje de piezas.
Durante la producción en masa, el costo unitario se redujo a $29, lo que resultó en una disminución directa del 42% en el costo total y una satisfacción del cliente extremadamente alta. Este es sólo otro beneficio que resuelve los problemas relacionados con los costos que enfrentan los clientes y mejora aún más el rendimiento de los componentes, aumentando la competitividad del producto de los clientes.
¿Quiere que sus piezas de torneado CNC también consigan una reducción de costes y una mejora de la eficiencia? Vea la biblioteca de casos completa de JS Precision para obtener más información sobre las soluciones de la industria y enviar la información de sus piezas. Personalizaremos una solución de optimización exclusiva para usted, desbloqueando las ventajas duales de costo y precisión.

Figura 3 Torneado CNC de conectores de aleación de aluminio.
Asociación transfronteriza: optimización de la colaboración con su fabricante de componentes de torneado CNC en China
Colaborando con un chino Fabricante de componentes de torneado CNC pueden disfrutar de ventajas de rentabilidad, pero la comunicación a distancia es una preocupación. JS Precision hace que la cooperación transfronteriza sea simple, transparente y confiable a través de procesos estandarizados y herramientas digitales.
El paquete perfecto de solicitud de cotización: "Acelerar la puesta en marcha del proyecto"
La información de consulta clara y completa puede mejorar la precisión y eficiencia del proceso de cotización. Es necesario preparar:
- Documentación Técnica: Especificaciones Técnicas Los dibujos de detalle 2D y los modelos 3D, que definen claramente las dimensiones y tolerancias.
- Requisitos Especiales: Material, cantidad de producción, tratamiento superficial y requisitos de prueba.
- Sugerencias de anotaciones: Las dimensiones críticas y no críticas deben diferenciarse claramente entre sí en una anotación, sin tolerancias estrictas.
Tecnología digital: lograr un proceso de producción transparente
El portal del cliente de JS Precision ofrece una visión completa de la colaboración en todo el mundo.
- Plataforma de colaboración: transferencia de archivos, comunicación y gestión de versiones, los procesos importantes son transparentes.
- Entrega de documentos: los informes de inspección del primer artículo y los informes de inspección de envío se generan automáticamente para garantizar la trazabilidad de la calidad.
Construyendo asociaciones a través de la confianza
JS Precision está comprometido con asociaciones a largo plazo en lugar de transacciones únicas:
- Colaboración escalonada: soporte de calidad e ingeniería durante todo el ciclo de producción, desde el prototipo hasta el volumen de producción.
- Servicios ampliados: habilitación de servicios como adquisición de materiales, acabados superficiales y procesos de ensamblaje para facilitar la gestión de la cadena de suministro.
Su próximo paso: iniciar un proyecto de piezas de torneado CNC de precisión con Js Precision
Como resultado final de la información detallada presentada anteriormente, creo que ahora ha adquirido suficiente conocimiento sobre los procesos de torneado de piezas CNC, la optimización del diseño y la colaboración. Ya es hora de que convierta su concepto de diseño en un producto de calidad.
Como proveedor experimentado de componentes torneados por CNC, JS Precision aporta una amplia experiencia, tecnología avanzada y una amplia red de servicios para respaldarlo en sus esfuerzos.
Cargue los dibujos de las piezas inmediatamente en la página de cotizaciones en tiempo real de JS Precision para obtener una cotización competitiva transparente, mientras activa la revisión preliminar del ingeniero senior DFM. Esperamos optimizar el diseño con usted y embarcarnos en un viaje de cooperación eficiente, precisa y de confianza mutua.
Preguntas frecuentes
P1: ¿Cuáles son los diámetros máximo y mínimo que se pueden tornear en un proceso de torneado CNC?
El mecanizado que podemos realizar abarca desde microejes de 0,5 mm de diámetro hasta objetos en forma de disco de 300 mm de tamaño. Las capacidades exactas que tenemos con respecto a las dimensiones, el material y la tolerancia de los objetos dependerán de su información. Sin embargo, si necesita un tamaño específico, háganoslo saber cuando realice la consulta para que podamos determinar si podemos mecanizarlo. Nuestro mecanizado se basa en la práctica normal de mecanizado.
P2: ¿Cuál es la diferencia entre el procesamiento de piezas de aluminio y piezas de acero inoxidable?
Los principales puntos de diferencia en facilidad, eficiencia y costo de mecanizado son los siguientes: Los componentes de aluminio tienen facilidad de corte, altas velocidades, fácil acabado superficial y bajo costo. mientras que los componentes de acero inoxidable tienen fuertes propiedades materiales, bajas velocidades de mecanizado, grandes fuerzas de corte, exigen altas calidades de herramientas e implican mayores tiempos y costos de mecanizado.
P3: ¿Cómo logran consistencia las piezas torneadas producidas en grandes cantidades?
Los errores de sujeción se minimizan mediante la automatización de la carga y descarga, el análisis constante del desgaste de la herramienta mediante sondas de detección en línea y la mitigación de las diferencias dimensionales, junto con el análisis periódico mediante SPC, de los errores de mecanizado. Estas múltiples medidas garantizan la coherencia en piezas torneadas producidas en masa .
P4: ¿Cuáles son algunos tratamientos superficiales comunes de piezas torneadas?
Los tratamientos superficiales comunes se seleccionan en función de los materiales y escenarios, y las piezas de aluminio suelen anodizarse para mejorar la resistencia a la corrosión y la estética; El acero inoxidable suele estar pasivado/niquelado para prevenir la oxidación, así como cromado, ennegrecido, pulido, arenado, etc. para mejorar la resistencia al desgaste o las propiedades decorativas.
P5: ¿Con qué precisión se puede realizar el proceso de torneado de roscas?
Los niveles de tolerancia garantizados por el torneado de roscas son consistentemente ISO 6H/6g o mejores . Para el corte de roscas, empleamos herramientas de corte profesionales, lo que garantiza parámetros precisos e inspeccionamos mediante inspección pasa/no pasa o escaneo de roscas. A esto le siguen informes de inspección que garantizarán la precisión.
P6: ¿Cuánto tiempo pasará desde la consulta hasta la recepción del prototipo?
El tiempo transcurrido desde el momento de la consulta hasta la recepción del prototipo depende de la complejidad de la pieza solicitada. Si se trata de una pieza sencilla realizada mediante torneado CNC, se entregará en 5 a 7 días hábiles tras la confirmación del pedido. Pero para una pieza compleja hecha de un material especial, tomará de 10 a 15 días hábiles.
P7: ¿Cómo protejo mi diseño contra fugas o robos?
Firmamos estrictos acuerdos de confidencialidad con nuestros clientes para aclarar las obligaciones de confidencialidad. Los archivos de nuestros clientes se almacenan en servidores cifrados y los permisos de acceso están restringidos. Regularmente llevamos a cabo capacitaciones sobre confidencialidad para los empleados para garantizar que nuestros diseños no se filtren ni sean robados en todos los aspectos de nuestros sistemas y procesos.
P8: ¿Pueden realizar inspecciones de acuerdo con los estándares de nuestra empresa?
Podemos inspeccionar de acuerdo con los estándares empresariales de su empresa . Al comienzo de la cooperación, proporcionaremos estándares de inspección o planes de control. Nuestro equipo de calidad estudiará y ajustará el proceso de inspección y los estándares de juicio para garantizar que los resultados cumplan con los requisitos y proporcionen registros de inspección.
Resumen
Cómo elegir el método de procesamiento de piezas de torneado CNC nunca es solo un problema técnico, ya que implica juzgar de manera integral la precisión del procesamiento, los gastos y otras capacidades.
JS Precision se dedica a ser su socio confiable en torneado de precisión con nuestra tecnología profesional, calidad confiable y servicio para garantizar que cada diseño se realice de manera eficiente y que cada colaboración alcance un efecto beneficioso para todos.
Ya es hora de que utilices tus planos a tu favor.
Visite el sitio web de JS Precision hoy, sube tus dibujos de la pieza y obtenga una cotización precisa con análisis de expertos del proceso DFM. Juntos, encontraremos la mejor manera de realizar cada parte crítica de su proyecto de torneado CNC y darle a su proceso creativo la ventaja que necesita para tener éxito en la industria.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Precisión JS Equipo
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com

