

CNC-Drehteile erfordern eine sorgfältige Planung des Bearbeitungsplans vor der Fertigstellung des Entwurfs. Wenn Ihr Entwurf fertig ist und Sie bereit sind, ihn mit modernen CNC-Maschinen zu bearbeiten, ist eine der wichtigsten Fragen, die Sie beantworten müssen , welche Bearbeitungsoption die beste ist – „Drehdrehen“ oder „Fräsen“?
Die Wahl des richtigen Prozesswegs und Partners für ein scheinbar einfaches Wellen- oder Hülsenbauteil gewährleistet nicht nur hervorragende Präzision und Laufruhe, sondern erreicht auch eine doppelte Optimierung von Kosten und Lieferzeit. Sind Sie bei der Suche nach Herstellern von CNC-Drehkomponenten auf lokale Optionen beschränkt und übersehen Sie das wettbewerbsintensivere Fachwissen in der globalen Lieferkette?

In diesem Artikel werden die Konstruktionsprinzipien und die Gründe für die Prozessauswahl von CNC-Drehteilen organisiert analysiert, um zu untersuchen, wie JS Precision mit den Vorteilen der tief in China verwurzelten Drehkompetenz, der in Europa und Amerika gleichwertigen Drehpräzisionstechnologie und der schnellen Reaktionsfähigkeit der chinesischen Fertigung zu Ihrem besten Partner für die Herstellung von CNC-Drehkomponenten geworden ist .
Zusammenfassung der Kernantwort
| Entscheidungsdimensionen | Häufige Fallstricke | JS Precision Solutions |
| Prozessdefinition | Durch die Verwechslung von Drehen und Fräsen werden für einige rotierende Teile ineffiziente Fräslösungen eingesetzt, was die Kosten stark erhöht. | Identifizieren Sie Merkmale rotierender Teile genau, konzentrieren Sie sich auf das effizienteste CNC-Drehen und integrieren Sie den Dreh-Fräs-Verbundprozess für komplexe Merkmale. |
| Design und Kosten | Wir bieten die umfassendste DFM-Analyse, die Teilestruktur, Toleranzen und Materialauswahl optimiert, Kosten kontrolliert und Risiken frühzeitig reduziert. | Wir bieten das Ausführlichste DFM-Analyse Dadurch werden Teilestruktur, Toleranzen und Materialauswahl optimiert, Kosten kontrolliert und Risiken frühzeitig reduziert. |
| Lieferantenauswahl | Wenn man nur die Stückpreise vergleicht, werden technische Möglichkeiten, Qualitätssysteme, der Schutz des geistigen Eigentums und die allgemeine Projektunterstützung außer Acht gelassen. | Wir bieten das Beste an transparenten Preisen, strenger Qualitätsdokumentation, einer robusten IP-Schutzrichtlinie und umfassendem Engineering-Support. |
Wichtige Erkenntnisse:
- Das CNC-Drehen ist das effizienteste und wirtschaftlichste bevorzugte Verfahren für rotierende Teile und gewährleistet Genauigkeit bei gleichzeitiger Kostenkontrolle in der Massenproduktion.
- Durch die Kommunikation mit dem Hersteller über DFM vor der Fertigstellung der Zeichnungen werden mehr als 80 % der Konstruktionsfehler und Kostenfallen vermieden und der Projektwert maximiert.
- Das Fräsdrehen in einem einzigen Arbeitsgang gleicht Genauigkeit, Effizienz und Kosten für rotierende Teile mit unregelmäßigen Formen aus und macht den Prozess daher sehr gut für komplexe CNC-Drehkomponenten geeignet.
- Hervorragende Hersteller von CNC-Drehkomponenten bieten nicht nur Bearbeitungsdienstleistungen an, sondern schaffen durch technologische Verbesserungen und Risikomanagement auch langfristige Werte.
JS Precision: Leistungsstarke, kostengünstige kundenspezifische CNC-Drehteile
Das CNC-Drehen ist das Herzstück der Präzisionsfertigung. JS Precision engagiert sich seit 15 Jahren intensiv für die Lieferung leistungsstarker, kundenspezifischer CNC-Drehteile zu wettbewerbsfähigen Preisen an Kunden weltweit.
Wir haben mehr als 500 Kunden aus der Luft- und Raumfahrtindustrie sowie der Medizinbranche betreut und über 1.000 Projekte abgeschlossen, die durchaus sehr komplex waren. Beispielsweise haben wir Mikrowellenteile für medizinische Kunden optimiert, um die Ziele zu erreichen: stabile Chargentoleranz von ±0,005 mm und eine Fehlerrate von weniger als 0,1 %.
Hauptvorteile:
- Wir verfügen über 20 Langdrehmaschinen und mehrachsige Fräs- und Drehzentren mit einem Bearbeitungsbereich von 0,5 m bis 300 mm.
- Wir verfügen über eine spezielle Prozessdatenbank für mehr als 10 häufig verwendete Materialien wie Aluminium, rostfreie Stähle und Titanlegierungen, um sofort die beste Bearbeitungslösung zu finden.
- Ausgestattet mit hochpräzisen Prüfgeräten wie Koordinatenmessgeräten und Rundheitsprüfgeräten realisiert das Unternehmen Qualitätskontrollen vom ersten Stück bis zur Massenproduktion.
Auch laut der ISO 13485:2016 Standard ist eine durchgängige Qualitätskontrolle eines der Merkmale der Präzisionsfertigung.
Mithilfe unserer umfangreichen Branchenerfahrung fertigen wir nicht nur nach Zeichnung, sondern unterbreiten auch proaktiv Vorschläge zur DFM-Optimierung. Wir haben einmal einem Kunden dabei geholfen, ein Teil, das ursprünglich mehrstufiges Fräsen erforderte, in eine CNC-Drehteil-basierte Bearbeitungslösung umzuwandeln, wodurch die Produktionskosten direkt um 42 % gesenkt und der Lieferzyklus um 65 % verkürzt wurden.
Benötigen Sie eine maßgeschneiderte Lösung zur Optimierung von CNC-Drehteilen? Kontaktieren Sie die Ingenieure von JS Precision, übermitteln Sie Ihre Anforderungen und Sie erhalten einen kostenlosen DFM-Bericht nach ISO-Standard und ein genaues Angebot, um den Start Ihres Projekts zu erleichtern.
Was macht ein Präzisions-CNC-Drehteil wirklich aus?
Was die meisten Leute wissen, wenn sie nach CNC-Drehteilen fragen würden, wäre „Rotationsbearbeitung“. Echte Präzision beim CNC-Drehen von Teilen erfordert jedoch eine erhebliche synergetische Beziehung zwischen Geometrie, Bearbeitungsmöglichkeiten, Material und Präzisionskontrolle.
Gemeinsame geometrische Merkmale: Bevorzugte Bedingungen für das Drehen
Das charakteristische Merkmal der CNC-Drehkomponenten besteht darin, dass das dominierende geometrische Merkmal durch Rotationsbewegung erzeugt wird. Dadurch hebt sich das CNC-Drehteil von anderen Bauteilen ab.
- Grundlegende geometrische Elemente: Zylinder, Kegel, Endflächen, Gewinde usw. können effektiv durch Spindeldrehung und Werkzeugbewegung hergestellt werden.
- Typische Teile: Wellen, Stifte, Hülsen, Ringe, Flansche usw. Dies sind die wünschenswertesten Merkmale bei Teilen, bei denen CNC-Drehen als Bearbeitungsprozess erforderlich ist.
Grenzen der Bearbeitungsmöglichkeiten – von mikro bis komplex
Moderne CNC-Drehmaschinen werden ständig verbessert und erweitern die Bearbeitungsmöglichkeiten von CNC-Drehteilen von Mikro- bis zu Komplexteilen.
- Maßstab: von 0,5 mm großen mikroskopischen Wellen (z. B. dem Schaftteil des medizinischen Produkts des Führungsdrahts) bis zu großen Flanschen mit 300 mm Durchmesser und einer maximalen Bearbeitungslänge von 1000 mm.
- Komplexe Bearbeitung: Bearbeitungskits mit Elektrowerkzeughaltern sowie Y-Achse und anderen Funktionen ermöglichen die Durchführung von Sekundärbearbeitungen wie Fräsen und Bohren. Dadurch können komplexe CNC-Drehteile in einem einzigen Arbeitsgang fertiggestellt werden.
Benchmarks für Materialkompatibilität und Genauigkeit
Materialauswahl und Präzisionskontrolle bestimmen direkt die Leistung und Kosten von CNC-Drehteil .
- Materialeigenschaften: Aluminium ist gut bearbeitbar und leicht zu schneiden und zu bearbeiten, Edelstahl ist schlecht bearbeitbar und schwierig zu schneiden, Messing ist gut bearbeitbar mit präzisem Gewindeschneiden, Titan ist temperaturabhängig bearbeitbar.
- Genauigkeitsstandards: Fertigungstoleranzen von ±0,01 mm und Ra von 0,8 µm sind Standard, aber spezielle Anforderungen können innerhalb von ±0,005 mm und Ra von 0,4 µm gemäß ASME Y14.5-2009 erreicht werden.

Abbildung 1 Unter Präzisionsdrehteilen versteht man Teile, die mithilfe der CNC-Drehtechnologie hergestellt werden, bei der Rohmaterialien auf einer Drehmaschine rotieren, um Objekte zu erzeugen, die symmetrisch um die Rotationsachse sind.
Vom Entwurf zur Realität: Optimierung Ihres CNC-Drehteildesigns für die Herstellbarkeit
Eine erstklassige Fertigung erfordert erstklassige Designs. DFM (Design for Manufacturability) dient als Bindeglied zwischen Design und Realität. Eine moderate DFM-Optimierung kann die gleichwertige Funktionalität von CNC-Drehkomponenten sicherstellen , Kosten senken und Lieferzeiten verkürzen – das fasst die Philosophie von JS Precision zusammen.
Design dünnwandiger Teile: Gleichgewicht zwischen Steifigkeit und Gewicht
Dünnwandige CNC-Drehteile werden häufig verwendet, sind jedoch anfällig für Vibrationen und Verformungen und erfordern eine gemeinsame Konstruktion und Prozessoptimierung.
- Strukturelles Design: Verwenden Sie Versteifungen und abgerundete Ecken, um die Steifigkeit zu erhöhen und parasitäre Vibrationen in dünnwandigen Abschnitten zu eliminieren.
- Prozessstrategie: Bearbeitungsprozess mit Schrupp- und Schlichtschritten , Optimierung der Schnittparameter zur Minimierung der Wirkung von Schnittkräften.
Verformungsvermeidung: Spannungs- und Wärmemanagement
Das Drehen von Teilen mit CNC-Maschinen ist mit komplexen Aufgaben im Umgang mit Spannung und Temperatur bei Verformungsprozessen verbunden.
- Stressmanagement: Stressreduzierende Rohlinge und symmetrische Schnitte, die Spannungskonzentrationen verhindern.
- Kontrolle der thermischen Verformung: Präzises Aufsprühen von Kühlmitteln, Optimierung der Schnittparameter und angemessene Anordnung der Prozessintervalle für die Kühlung.
Toleranzmarkierung: Präzise Anforderungsübertragung und Kostenkontrolle
Die Toleranzmarkierung wirkt sich auf Bearbeitungsschwierigkeiten und -kosten aus. Die richtige Markierung folgt dem ISO 8015:2011 Toleranzrichtlinien verhindern unnötige Kosten.
- Hierarchische Markierung: Die Unterscheidung zwischen kritischen und unkritischen Toleranzen nach Funktion reduziert Kosten und Prüfaufwand.
- Geometrische Toleranzen: Betonung von Rundheit und Koaxialität, Sicherstellung der Einhaltung durch präzise Klemmung und Kalibrierung.
Müssen Sie die Herstellbarkeit von CNC-Drehteilen verbessern? Kontaktieren Sie JS Precision mit dem Hinweis „DFM-Optimierung“. Unsere Ingenieure prüfen die Zeichnungen kostenlos und bieten professionelle Beratung, um während der Entwurfsphase Kosten zu senken und die Effizienz zu steigern.
Fräsen vs. Drehen: Ein strategischer Leitfaden zur Auswahl des richtigen Prozesses für Ihre CNC-Drehkomponenten
Kunden zögern oft bei der Wahl zwischen CNC-Drehen und Fräsen, da die beiden kein Widerspruch sind und es darauf ankommt , die Eigenschaften und Anforderungen der Teile aufeinander abzustimmen. Klären Sie die Prozessauswahllogik fürCNC-Drehkomponenten um Kosten und Genauigkeit in Einklang zu bringen.
Schlüsselsignale zur Begünstigung des Abbiegens
Komponenten mit den folgenden Eigenschaften machen das CNC-Drehen zur besten Option:
- Über 60 % der Merkmale sind rotierende Körper (Zylinder, Gewinde) und können durch Spindeldrehung bearbeitet werden.
- Hohe Toleranzniveaus bei Rotationsoberflächeneigenschaften wie Konzentrizität und Zylindrizität.
- Massenproduktion mit dem Ziel maximaler Effizienz und Kostenvorteilen.
Anwendungsszenarien von Fräs-Dreh-Verbund-/Sequentiellbearbeitungsvorgängen
Die Teile, die die Grenzen des Drehvorgangs überschritten haben, erfordern einen vielseitigen Ansatz zwischen zusammengesetzten Prozessen/sequentieller Bearbeitung, der wie folgt beschrieben wird:
- Ein zusammengesetzter Prozess ist als Vorgang anwendbarer Situationen definiert: Die Hauptkomponente ist eine rotierende Komponente mit nicht rotierenden Details wie exzentrischen Löchern und Keilnuten.
- Lösungsvergleich: Bei Kleinserien bietet sich „Drehen + anschließendes Fräsen“ an (geringere Kosten), bei Großserien wird die Fräs-Dreh-Verbundbearbeitung bevorzugt (weniger Aufspannung, hohe Präzision, hohe Effizienz).
Entscheidungstabelle für die Prozessauswahl
| Entscheidungsfragen | Wählen Sie Drehen | Wählen Sie die Fräs-Dreh-Bearbeitung von Verbundwerkstoffen | Wählen Sie Fräsen |
| Ist der Hauptkörper des Teils ein rotierender Körper? | Ja | Ja | NEIN |
| Liegt der Anteil nichtrotatorischer Merkmale unter 40 %? | Ja | NEIN | |
| Ist eine extrem hohe Rundlaufgenauigkeit erforderlich? | Ja | Ja | NEIN |
| Ist die Chargengröße groß? | Ja | Ja |
Müssen Sie schnell den optimalen Prozess für CNC-Drehteile ermitteln? Stellen Sie JS Precision die Teilemerkmale, die Präzision und die Losgröße zur Verfügung, um genaue Prozessvorschläge und Kostenberechnungen zu erhalten und Auswahlfehler zu vermeiden.
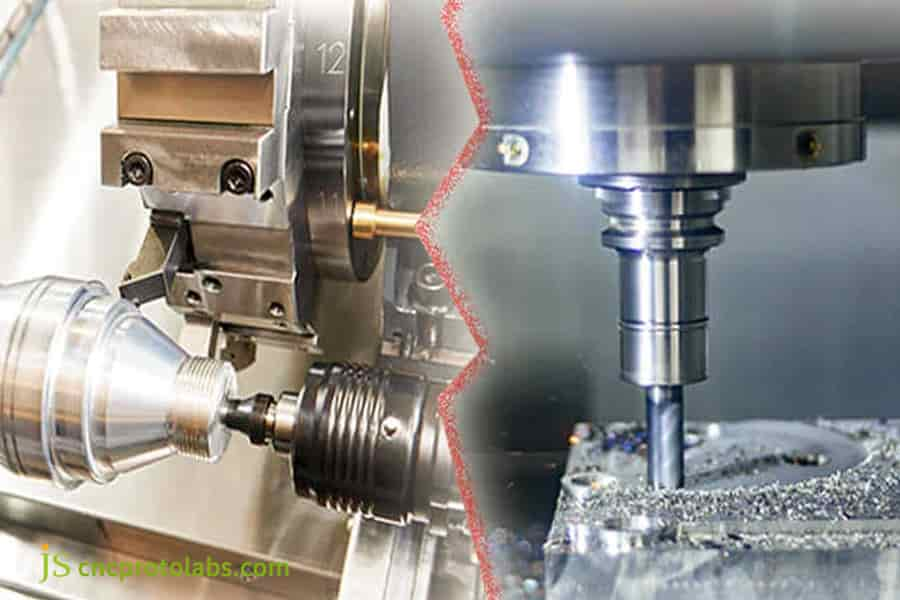
Abbildung 2: Vergleichsdiagramm der CNC-Dreh- und Vertikalfräsbearbeitung
Kritische Faktoren bei der Auswahl eines Herstellers von CNC-Drehkomponenten
Bei der Auswahl Hersteller von CNC-Drehkomponenten , der Preis ist nicht der Kern, und technische Fähigkeiten, Qualitätssysteme und Serviceniveaus entscheiden über Erfolg oder Misserfolg der Zusammenarbeit. Effektive Lieferanten können dazu beitragen, Bearbeitungsprobleme zu lösen, mit Projekten verbundene Risiken zu reduzieren und Mehrwert zu schaffen.
Bewertung der Informationstechnologiefähigkeit: Ausrüstung und Team
Technologiekompetenz ist eine grundlegende Quelle der Wettbewerbsfähigkeit. Es muss aus zwei verschiedenen Bereichen beurteilt werden:
- Ausstattungskonfiguration: Ist vorhanden Mehrachs-Drehzentren , Fräs- und Drehkombinationsmaschinen und Präzisionsprüfgeräte (Koordinatenmessgeräte, Rundheitsprüfmaschinen usw.)?
- Teamprofessionalität: Verfügt das produzierende Unternehmen über die Fähigkeit, seinen Kunden DFM-Kommentare und Vorschläge zu Prozessverbesserungen zu übermitteln ?
Qualität & IP-Schutz: Voraussetzungen einer erfolgreichen Zusammenarbeit
Qualitätssicherung und Schutz des geistigen Eigentums bilden die Grundlage einer erfolgreichen gemeinsamen Anstrengung.
- Qualitätskontrolle: Gibt es vollständige Verfahren, die die Erstmusterprüfung, die Produktherstellung und die Endkontrolle beim Hersteller abdecken?
- IP-Schutz: Schützt das Unternehmen sein geistiges Eigentum durch eine NDA oder Datenverschlüsselung?
Kommunikation und Support: Garantie für effiziente Zusammenarbeit
Effiziente Kommunikation und Transparenz verbessern die effektive Zusammenarbeit:
- Reaktionseffizienz: Erfolgt die Kommunikation zeitnah und kann der Produktionsfortschritt visualisiert und verfolgt werden?
- Zusätzliche Dienstleistungen: Tragen zusätzliche Dienstleistungen wie Materialbeschaffung und Oberflächenbehandlung, die das Unternehmen anbietet, dazu bei, seine Lieferketten zu vereinfachen?
In einer führenden Fabrik für CNC-Drehkomponenten: Der JS Precision Advantage
Als Führender Fabrik für CNC-Drehkomponenten JS Precision ist stolz auf das Motiv oder Motto, das sich wie folgt zusammenfassen lässt: „Präzision, Effizienz und Zuverlässigkeit“, um ein Ökosystem zu schaffen, in dem maßgeschneiderte Bearbeitungsdienstleistungen die Erwartungen des Kunden übertreffen.
Das zentrale Fertigungsökosystem: Fokussierung auf die Präzisionsbearbeitung rotierender Komponenten
Im Fertigungsumfeld liegt der Schwerpunkt auf der exakten Bearbeitung rotierender Teile, was einige berufliche Vorteile bietet:
- Ausstattung: Die 20 Swiss-Type-Swiss-Type-Swiss-Type-Drehmaschinen mit Fräs-/Drehzentren mit automatischer Be- und Entladung zeichnen sich durch eine hohe Effektivität für die Massenfertigung hochpräziser, komplizierter CNC-Drehteile aus.
- Prozessunterstützung: Umfassende und aktualisierte Datenbank mit Prozessen für verschiedene Materialien, Bibliothek mit Werkzeugen und Vorrichtungen zur Reaktion auf Anforderungen.
Digitaler Projektworkflow: Reibungsloser Übergang von der Anfrage zur Ausführung
Digitale Tools, die Prozesse einfacher und effizienter machen:
- Online-Zusammenarbeit: Laden Sie Ihre 3D-Dateien hoch und erhalten Sie eine erste Analyse sowie DFM-Vorschläge und Angebote von unseren Ingenieuren.
- Fortschrittsvisualisierung: Echtzeitüberwachung von Auftragsmeilensteinen direkt von Ihrem Projekt-Dashboard aus – keine Bestätigungen erforderlich.
Nachhaltige Fertigung: Wo Effizienz und Umwelt aufeinander treffen
Produktionseffizienz und Umweltschutz in Einklang bringen:
- Energieeinsparung: Intelligente Planung und Optimierung im Werkzeugmanagement sparen Energie und senken den Verbrauch.
- Umweltschutz: Das Kühlmittelzirkulationssystem recycelt und verwendet das Kühlmittel wieder, und es entsteht keine Umweltverschmutzung.
Möchten Sie den führenden Werksservice für CNC-Drehkomponenten erleben? JS Precision bietet eine Komplettlösung für die Übermittlung von Teileanforderungen, die den gesamten Prozess vom Entwurf bis zur Lieferung abdeckt und so Zeit und Aufwand spart.
Fallstudie: 42 % Kostensenkung erreicht: Umwandlung einer gefrästen Halterung in ein optimiertes CNC-Drehteil
Hintergrund:
Ein Kunde brauchte ein Steckverbinder aus Aluminiumlegierung , dessen Konstruktion ursprünglich die Herstellung als Mühlenteil aus Vierkantmaterial vorsah. Zu den Mängeln der aktuellen Lösung gehörten jedoch:
Geringe Materialnutzungsrate von weniger als 30 %, daher große Materialverschwendung, Gesamtbearbeitung des Produkts, die nur vier Aufspannungen erfordert, daher geringe Produktionseffizienz und großer koaxialer Toleranzfehler von nur 0,1 mm sowie hohe Stückkosten der Massenproduktion von etwa 50 US-Dollar, die für den Kunden nicht erschwinglich waren.
DFM-Intervention von JS Precision
JS Precision erhielt die Anforderung und unsere Ingenieure analysierten die Teilezeichnungen und die Anwendungsumstände. Wir haben festgestellt, dass das Teil über Funktionsflächen verfügt, die durch Rotation erzeugt werden können, und daher vollständig in ein CNC-Drehteil umwandelbar ist.
Das Teil hatte einige Löcher, die gebohrt werden mussten. Da das Teil jedoch sehr klein war und das Bohren einen hochpräzisen Prozess erfordern würde, beschlossen die Konstrukteure, das Teil in ein CNC-Drehteil umzuwandeln, um dem Unternehmen die Herstellung des Teils zu ermöglichen.
Dementsprechend haben wir eine gezielte Optimierungslösung angeboten:
- Aus dem Rohmaterial wurden Rundstäbe hergestellt, die durch CNC-Drehen und einige Fräsvorgänge mit Elektrowerkzeugen hergestellt wurden.
- Optimieren Sie die Montageschnittstelle der Teile , um sie für die Drehlogik geeignet zu machen.
- Die Vereinheitlichung des Bearbeitungsbezugspunkts erfolgt durch das Hinzufügen verschiedener Features, die durch Fräsen fertiggestellt wurden, zu den Drehoperationen.
Ergebnis
Die optimierte Lösung erwies sich als äußerst erfolgreich, da sie den Materialeinsatz von weniger als 30 % auf 85 % optimierte, die Bearbeitungszeit um 65 % reduzierte und die Anzahl der Spannvorgänge auf eine reduzierte. Die Genauigkeit der Koaxialität der wichtigen Achse wurde ebenfalls um 50 % auf 0,05 mm optimiert, was eine bessere Stabilität bei der Teilemontageleistung ermöglichte.
Während der Massenproduktion wurden die Stückkosten auf 29 US-Dollar gesenkt, was zu einer direkten Senkung der Gesamtkosten um 42 % und einer extrem hohen Kundenzufriedenheit führte. Dies ist nur ein weiterer Vorteil, der die Kostenprobleme der Kunden löst und die Leistung der Komponenten weiter verbessert, wodurch die Produktwettbewerbsfähigkeit der Kunden erhöht wird.
Möchten Sie, dass auch Ihre CNC-Drehteile eine Kostensenkung und Effizienzsteigerung erreichen? Sehen Sie sich die vollständige Fallbibliothek von JS Precision an, um mehr über Branchenlösungen zu erfahren, und übermitteln Sie Ihre Teileinformationen. Wir erstellen für Sie eine individuelle Optimierungslösung, die Ihnen die doppelten Vorteile von Kosten und Genauigkeit bietet.

Abbildung 3 CNC-Drehen von Steckverbindern aus Aluminiumlegierung
Grenzüberschreitende Partnerschaften: Optimieren Sie die Zusammenarbeit mit Ihrem Hersteller von CNC-Drehkomponenten in China
Zusammenarbeit mit einem Chinesen Hersteller von CNC-Drehkomponenten Kosteneffizienzvorteile genießen, die Fernkommunikation ist jedoch ein Problem. JS Precision macht die grenzüberschreitende Zusammenarbeit durch standardisierte Prozesse und digitale Tools einfach, transparent und zuverlässig .
Das perfekte Angebotsanfragepaket – „Projektstart beschleunigen“
Klare und vollständige Anfrageinformationen können die Genauigkeit und Effizienz des Angebotsprozesses verbessern. Es ist notwendig, Folgendes vorzubereiten:
- Technische Dokumentation: Technische Spezifikationen Die 2D-Detailzeichnungen und 3D-Modelle, die Abmessungen und Toleranzen klar definieren.
- Besondere Anforderungen: Material, Produktionsmenge, Oberflächenbehandlung und Prüfanforderungen.
- Anmerkungsvorschläge: Kritische und unkritische Dimensionen sollten in einer Anmerkung klar voneinander unterschieden werden, ohne strenge Toleranzen.
Digitale Technologie: Einen transparenten Produktionsprozess realisieren
Das Kundenportal von JS Precision bietet einen vollständigen Überblick über die Zusammenarbeit weltweit.
- Kollaborationsplattform: Dateiübertragung, Kommunikation und Versionsverwaltung, wichtige Prozesse sind transparent.
- Dokumentenlieferung: Erstmusterprüfberichte und Versandprüfberichte werden automatisch generiert, um die Rückverfolgbarkeit der Qualität sicherzustellen.
Aufbau von Partnerschaften durch Vertrauen
JS Precision setzt auf langfristige Partnerschaften und nicht auf einmalige Transaktionen:
- Abgestufte Zusammenarbeit: Qualitäts- und technische Unterstützung während des gesamten Produktionszyklus, vom Prototyp bis zum Produktionsvolumen.
- Erweiterte Dienstleistungen: Ermöglichung von Dienstleistungen wie Materialbeschaffung, Oberflächenveredelungen und Montageprozesse, um die Verwaltung der Lieferkette zu vereinfachen.
Ihr nächster Schritt: Starten eines Projekts für Präzisions-CNC-Drehteile mit Js Precision
Als Endergebnis der oben vorgestellten ausführlichen Informationen glaube ich, dass Sie nun ausreichende Kenntnisse über CNC-Drehteileprozesse, Designoptimierung und Zusammenarbeit gewonnen haben. Es ist höchste Zeit, dass Sie Ihr Designkonzept in ein Qualitätsprodukt umsetzen.
Als erfahrener Lieferant von CNC-Drehteilen verfügt JS Precision über umfassendes Fachwissen, fortschrittliche Technologie und ein weitverbreitetes Servicenetzwerk, um Sie bei Ihren Bemühungen zu unterstützen.
Laden Sie die Teilezeichnungen sofort auf die Echtzeit-Angebotsseite von JS Precision hoch, um ein transparentes, wettbewerbsfähiges Angebot zu erhalten und gleichzeitig die Vorprüfung durch den leitenden Ingenieur DFM einzuleiten. Wir freuen uns darauf, gemeinsam mit Ihnen das Design zu optimieren und uns auf eine Reise der effizienten, präzisen und vertrauensvollen Zusammenarbeit zu begeben.
FAQs
F1: Was sind die maximalen und minimalen Durchmesser, die in einem CNC-Drehprozess gedreht werden können?
Die Bearbeitung, die wir durchführen können, reicht von Mikrowellen mit einem Durchmesser von 0,5 mm bis zu scheibenähnlichen Objekten mit einer Größe von 300 mm . Die genauen Möglichkeiten, die wir hinsichtlich der Abmessungen, des Materials und der Toleranz der Objekte haben, hängen von Ihren Informationen ab. Wenn Sie jedoch eine bestimmte Größe benötigen, teilen Sie uns dies bei der Anfrage mit, damit wir feststellen können, ob wir eine Bearbeitung durchführen können. Unsere Bearbeitung basiert auf der üblichen Bearbeitungspraxis.
F2: Was ist der Unterschied zwischen der Bearbeitung von Aluminiumteilen und Edelstahlteilen?
Die Hauptunterschiede in Bezug auf einfache Bearbeitung, Effizienz und Kosten sind folgende: Aluminiumkomponenten lassen sich leicht schneiden, haben hohe Geschwindigkeiten, eine einfache Oberflächenbearbeitung und sind kostengünstig. wohingegen Edelstahlkomponenten starke Materialeigenschaften, niedrige Bearbeitungsgeschwindigkeiten und große Schnittkräfte aufweisen, hohe Werkzeugqualitäten erfordern und höhere Bearbeitungszeiten und Bearbeitungskosten mit sich bringen.
F3: Wie erreichen in großen Stückzahlen produzierte Drehteile Konsistenz?
Spannfehler werden durch die Automatisierung des Be- und Entladens, die ständige Analyse des Werkzeugverschleißes durch Online-Erkennungssonden und die Reduzierung von Maßunterschieden sowie die regelmäßige Analyse von Bearbeitungsfehlern durch SPC minimiert. Diese vielfältigen Maßnahmen sorgen für Konsistenz Drehteile in Massenproduktion .
F4: Was sind einige gängige Oberflächenbehandlungen von Drehteilen?
Gängige Oberflächenbehandlungen werden je nach Material und Szenario ausgewählt, und Aluminiumteile werden üblicherweise eloxiert, um die Korrosionsbeständigkeit und Ästhetik zu verbessern; Edelstahl wird häufig zum Schutz vor Rost passiviert/vernickelt und zur Verbesserung der Verschleißfestigkeit oder dekorativen Eigenschaften verchromt, geschwärzt, poliert, sandgestrahlt usw.
F5: Mit welcher Präzision kann der Gewindedrehprozess durchgeführt werden?
Die beim Gewindedrehen garantierten Toleranzwerte liegen durchgängig bei ISO 6H/6g oder besser . Beim Gewindeschneiden setzen wir professionelle Schneidwerkzeuge ein, stellen genaue Parameter sicher und prüfen entweder mittels Gut/Schlecht-Prüfung oder Gewindescannen. Darauf folgen Inspektionsberichte, die die Genauigkeit gewährleisten.
F6: Wie lange dauert es von der Anfrage bis zum Erhalt des Prototyps?
Die benötigte Zeit von der Anfrage bis zum Erhalt des Prototyps hängt von der Komplexität des bestellten Teils ab. Handelt es sich um ein einfaches CNC-Drehteil, erfolgt die Lieferung innerhalb von 5 bis 7 Werktagen nach Auftragsbestätigung. Für ein komplexes Stück aus einem Spezialmaterial dauert es jedoch 10 bis 15 Werktage.
F7: Wie schütze ich mein Design vor Auslaufen oder Diebstahl?
Wir schließen mit unseren Kunden strenge NDA-Vereinbarungen ab, um die Vertraulichkeitspflichten zu klären. Die Dateien unserer Kunden werden auf verschlüsselten Servern gespeichert und die Zugriffsberechtigungen sind eingeschränkt. Wir führen regelmäßig Vertraulichkeitsschulungen für unsere Mitarbeiter durch, um sicherzustellen, dass unsere Designs nicht aus allen Bereichen unserer Systeme und Prozesse durchsickern oder gestohlen werden.
F8: Können Sie Inspektionen gemäß den Standards unseres Unternehmens durchführen?
Wir können Inspektionen gemäß den Unternehmensstandards Ihres Unternehmens durchführen. Zu Beginn der Zusammenarbeit stellen wir Inspektionsstandards oder Kontrollpläne zur Verfügung. Unser Qualitätsteam untersucht und passt den Inspektionsprozess und die Beurteilungsstandards an, um sicherzustellen, dass die Ergebnisse den Anforderungen entsprechen, und stellt Inspektionsprotokolle bereit.
Zusammenfassung
Die Auswahl der Bearbeitungsmethode für CNC-Drehteile ist nie nur ein technisches Problem, sondern erfordert eine umfassende Beurteilung der Bearbeitungsgenauigkeit, der Kosten und anderer Möglichkeiten.
JS Precision ist bestrebt, mit unserer professionellen Technologie, zuverlässigen Qualität und unserem Service Ihr vertrauenswürdiger Partner im Bereich Präzisionsdrehen zu sein, um sicherzustellen, dass jedes Design effizient umgesetzt wird und jede Zusammenarbeit einen Win-Win-Effekt erzielt.
Es ist an der Zeit, dass Sie Ihre Blaupausen zu Ihrem Vorteil nutzen.
Besuchen Sie noch heute die Website von JS Precision. Laden Sie Ihre Zeichnungen des Teils hoch und erhalten Sie ein genaues Angebot mit Expertenanalyse aus dem DFM-Prozess. Gemeinsam finden wir den besten Weg, jeden kritischen Teil Ihres CNC-Drehprojekts umzusetzen und Ihrem kreativen Prozess den Vorsprung zu verschaffen, den er braucht, um in der Branche erfolgreich zu sein.

Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. JS Precision Services Es gibt keine Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das JS Precision Network bereitstellt. Es liegt in der Verantwortung des Käufers Erfordern Sie ein Ersatzteilangebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
JS Präzision Team
JS Precision ist ein branchenführendes Unternehmen , konzentrieren sich auf kundenspezifische Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen JS Präzision Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.cncprotolabs.com

