

CNC 旋削部品では、設計を確定させる前に、慎重に加工計画を立てる必要があります。設計が完了し、高度な CNC 機械を使用して加工する準備が整ったら、どの加工オプションが最適であるか(「回転旋削」または「フライス加工」)という最も重要な質問に回答する必要があります。
一見シンプルなシャフトやスリーブ部品であっても、適切なプロセスパスとパートナーを選択することで、優れた精度と滑らかさが確保されるだけでなく、コストと納期の両面で最適化が実現します。CNC旋削部品メーカーを探す際、現地の選択肢ばかりにとらわれ、グローバルサプライチェーンにおけるより競争力のある専門知識を見落としていませんか?

この記事では、CNC旋削部品の設計原理とプロセス選択の根拠を体系的に分析し、中国に深く根付いた旋削専門知識、欧米と同等の旋削精密技術、中国製造の迅速な対応などの利点を持つJS Precisionが、どのようにしてCNC旋削部品を製造する最良のパートナーになったかを探ります。
コア回答の要約
| 意思決定の次元 | よくある落とし穴 | JSプレシジョンソリューションズ |
| プロセス定義 | 旋削とフライス加工を混同し、一部の回転部品に対して非効率的なフライス加工ソリューションを採用すると、コストが大幅に増加します。 | 回転部品の特徴を正確に識別し、最も効率的な CNC 旋削に重点を置き、複雑な特徴に対して旋削とフライス加工の複合プロセスを統合します。 |
| 設計とコスト | 当社では、部品の構造、許容差、材料の選択を最適化し、コストを管理し、早期にリスクを軽減する最も詳細な DFM 分析を提供しています。 | 当社では、部品の構造、許容差、材料の選択を最適化し、コストを管理し、早期にリスクを軽減する最も詳細なDFM 分析を提供しています。 |
| サプライヤーの選択 | 単価のみを比較すると、技術的能力、品質システム、知的財産の保護、プロジェクト全体のサポートが無視されます。 | 当社は、透明性のある価格設定、厳格な品質ドキュメント、堅牢な IP 保護ポリシー、フルサイクルのエンジニアリング サポートを最高レベルで提供します。 |
重要なポイント:
- CNC 旋削は、部品を回転させるための最も効率的で経済的な推奨プロセスであり、大量生産においてコストを抑えながら精度を保証します。
- 図面を確定させる前に DFM についてメーカーとコミュニケーションをとることで、設計上の欠陥やコストの落とし穴を 80% 以上回避でき、プロジェクトの価値を最大化できます。
- ミル旋削を 1 回の操作で行うと、不規則な形状の回転部品の精度、効率、コストのバランスが取れ、複雑な CNC 旋削部品に非常に適したプロセスになります。
- 優れた CNC 旋削部品メーカーは、機械加工サービスを提供するだけでなく、技術の向上とリスク管理を通じて長期的な価値も創造します。
JS Precision: 高性能、コスト効率の高いカスタムCNC旋削部品
CNC旋削加工は精密製造の核心です。JS Precisionは15年間にわたり、高性能で競争力のある価格のカスタムCNC旋削部品を世界中のお客様にお届けすることに尽力してきました。
航空宇宙産業と医療業界の500社以上のお客様にサービスを提供し、1,000件を超える非常に複雑なプロジェクトを完了してきました。例えば、医療分野のお客様向けにマイクロシャフト部品を最適化し、±0.005mmの安定したバッチ公差と0.1%未満の不良率という目標を達成しました。
主なメリット:
- 当社はスイス型旋盤と多軸フライス盤・ターニングセンターを20台保有しており、加工範囲はΦ0.5m~Φ300mmまで対応可能です。
- 当社には、アルミニウム、ステンレス鋼、チタン合金など、一般的に使用される 10 種類以上の材料専用のプロセス データベースがあり、最適な加工ソリューションを即座に見つけることができます。
- 三次元測定機や真円度測定機などの高精度検査設備を備え、 1個から量産まで品質管理を実現しています。
また、 ISO 13485:2016規格によれば、精密製造の特徴の1つはエンドツーエンドの品質管理です。
当社は豊富な業界経験を活かし、図面通りの製造を行うだけでなく、DFM最適化の提案も積極的に提供しています。あるお客様では、当初は多段階のフライス加工が必要だった部品をCNC旋盤加工による部品加工ソリューションにリファクタリングし、生産コストを42%削減し、納期を65%短縮することができました。
カスタマイズされたCNC旋盤部品の最適化ソリューションが必要ですか?JS Precisionのエンジニアにお問い合わせいただき、ご要望をお伝えいただければ、プロジェクト開始に役立つ無料のISO標準DFMレポートと正確なお見積もりをお送りします。
精密 CNC 旋削部品の真の構成要素は何でしょうか?
CNC旋削部品について尋ねられた場合、ほとんどの人が「回転加工」と答えるでしょう。しかし、CNC旋削部品の真の精度は、形状、加工能力、材料、そして精度管理の間に大きな相乗効果を生み出すことで実現されます。
共通の幾何学的特性:旋削加工に好ましい条件
CNC旋削部品の特徴は、主要な幾何学的特徴が回転運動によって生み出されることです。これがCNC旋削部品を他の部品と区別する特徴です。
- 基本的な幾何学的要素(円筒、円錐、端面、ねじなど)は、スピンドルの回転とツールの動きによって効率的に製造できます。
- 代表的な部品:シャフト、ピン、スリーブ、リング、フランジなど。これらは、機械加工プロセスとして CNC 旋削を使用する部品で最も望ましい機能です。
加工能力の限界 - 微細から複雑なものまで
現代の CNC 旋盤は、CNC 旋盤部品の加工能力の限界を微細なものから複雑なものまで継続的に改善し、拡張しています。
- 規模: Φ0.5mmの極小シャフト(例:ガイドワイヤの医療製品のシャフト部分)からΦ300mmの大フランジまで、最大加工長さは1000mm。
- 複雑な加工:電動工具ホルダー、Y軸、その他の機能を備えた加工キットは、フライス加工や穴あけ加工などの二次加工を可能にします。これにより、複雑なCNC旋盤部品を1回の加工で仕上げることができます。
材料の適合性と精度のベンチマーク
材料の選択と精度管理は、CNC 旋削部品の性能とコストを直接決定します。
- 材料特性:アルミニウムは切削や表面仕上げが容易で機械加工性が良い一方、ステンレス鋼は切削が難しく機械加工性が悪い、真鍮は精密なねじ切りが可能で機械加工性が良い、チタンは温度に依存した機械加工性があります。
- 精度基準:製造公差は ±0.01mm、 Ra 0.8µm が標準ですが、ASME Y14.5-2009 に従って、±0.005mm、Ra 0.4µm 以内の特別要件も達成できます。

図 1 精密旋削部品とは、CNC 旋削技術によって製造される部品のことです。この技術では、旋盤上で原材料を回転させ、回転軸を中心に対称な形状の物体を作成します。
設計図から現実へ:製造性を考慮したCNC旋盤部品の設計の最適化
世界クラスの製造には、世界クラスの設計が必要です。DFM(製造性を考慮した設計)は、設計と現実を繋ぐ役割を果たします。適度なDFM最適化により、CNC旋盤部品の同等の機能性を確保し、コストを削減し、納期を短縮することができます。これがJS Precisionの理念です。
薄肉部品設計:剛性と重量のバランス
薄壁の CNC 旋削部品は広く使用されていますが、振動や変形が発生しやすいため、共同設計とプロセスの最適化が必要です。
- 構造設計:補強材と丸い角を使用して剛性を高め、薄肉部分の寄生振動を排除します。
- プロセス戦略:荒加工と仕上げ加工のステップを含む機械加工プロセスで、切削力の影響を最小限に抑えるために切削パラメータを最適化します。
変形回避:応力と熱管理
CNC 機械で部品を旋削する場合、変形プロセス中の応力と温度を処理する複雑な作業が必要になります。
- 応力管理:応力集中を防ぐ応力軽減ブランクと対称カット。
- 熱変形制御:冷却剤の正確な噴霧、切削パラメータの最適化、および冷却のための適切なプロセス間隔の調整。
公差マーキング:要件とコスト管理の正確な伝達
公差マーキングは、加工の難易度や費用に影響を及ぼします。ISO 8015:2011公差ガイドラインに従った適切なマーキングを行うことで、不要な費用を回避できます。
- 階層的マーキング:機能ごとに重要な許容値と非重要な許容値を区別することで、コストと検査の負担が軽減されます。
- 幾何公差:真円度と同軸度を重視し、正確なクランプとキャリブレーションによってコンプライアンスを確保します。
CNC旋削部品の製造性向上をお考えですか?JS Precisionまで、「DFM最適化」とご記入の上、お気軽にお問い合わせください。当社のエンジニアが図面を無料で確認し、設計段階におけるコスト削減と効率向上のための専門的なアドバイスを提供いたします。
フライス加工 vs. 旋削加工:CNC旋削部品に最適な加工方法を選択するための戦略ガイド
CNC旋削とフライス加工は相反するものではなく、部品の特性と要件を一致させることが重要であるため、お客様はどちらを選択するか迷うことがよくあります。CNC旋削部品の加工プロセス選択ロジックを明確にすることで、コストと精度のバランスをとることができます。
旋回を促す重要なシグナル
次の特性を持つコンポーネントの場合、CNC 旋削が最適な選択肢となります。
- 回転体(シリンダー、スレッド)であり、スピンドルの回転によって仕上げることができるフィーチャが60% 以上あります。
- 同心度や円筒度などの回転面特性における高い許容レベル。
- 最大限の効率とコストの優位性を追求した大量生産。
ミルターン複合/シーケンシャル加工の適用シナリオ
旋削加工の限界を超えた部品には、次に説明する複合工程と連続加工を組み合わせた多角的なアプローチが必要です。
- 複合プロセスは、適用可能な状況の操作として定義されます。主なコンポーネントは、偏心穴やキー溝などの非回転詳細を備えた回転コンポーネントです。
- ソリューションの比較:少量バッチの場合、「旋削 + 後続のフライス加工」がオプション (低コスト) であり、大量バッチの場合、ミルターン複合加工が推奨されます (クランプが少なく、高精度、高効率)。
プロセス選択決定表
| 意思決定に関する質問 | 旋盤を選択 | ミルターン複合加工を選択 | ミリングを選択 |
| 部品本体は回転体ですか? | はい | はい | いいえ |
| 非回転特徴の割合は 40% 未満ですか? | はい | いいえ | |
| 極めて高い同心度精度が必要ですか? | はい | はい | いいえ |
| バッチサイズは大きいですか? | はい | はい |
CNC旋削部品の最適なプロセスを迅速に決定する必要がありますか?部品の特徴、精度、バッチサイズをJS Precisionに提供することで、正確なプロセスの提案とコスト計算が得られ、選択エラーを回避できます。
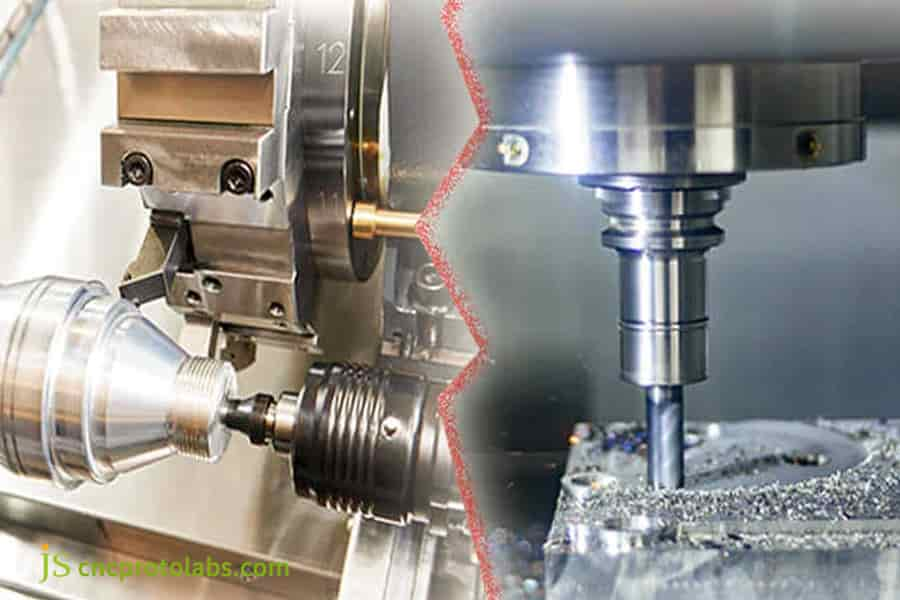
図2:CNC旋削加工と垂直フライス加工の比較図
CNC旋削部品メーカーを選ぶ際の重要な要素
CNC旋盤部品メーカーを選ぶ際には、価格が重要ではなく、技術力、品質システム、そしてサービスレベルが協力の成否を左右します。効果的なサプライヤーは、加工上の問題解決、プロジェクト関連リスクの軽減、そして付加価値の向上に貢献します。
情報技術能力評価:設備とチーム
技術力は競争力の基本的な源泉です。これは2つの異なる分野から評価する必要があります。
- 設備構成: 多軸旋盤、フライス加工と旋盤加工の複合機、精密試験装置(座標測定機、真円度試験機など)はありますか?
- チームの専門性:製造会社は、プロセス改善に関するDFM のコメントや提案を顧客に伝える能力を備えていますか?
品質と知的財産保護:成功するコラボレーションの要件
品質保証と知的財産の保護は共同の取り組みを成功させるための基盤となります。
- 品質管理:初回品目検査、製品製造、製造元での最終検査を網羅する完全な手順が整っていますか?
- IP 保護:企業は NDA またはデータの暗号化を使用して IP を保護していますか?
コミュニケーションとサポート:効率的な協力の保証
効率的なコミュニケーションと透明性により、効果的なコラボレーションが向上します。
- 応答効率:コミュニケーションはタイムリーですか? 生産の進捗状況を視覚化して追跡できますか?
- 追加サービス:会社が提供する材料調達や表面処理などの追加サービスは、サプライ チェーンの簡素化に役立ちますか?
大手CNC旋盤部品工場の内部:JS Precisionの優位性
大手CNC 旋削部品工場として、JS Precision は、次のように要約できる動機またはモットーを誇りとしています。 「精度、効率、信頼性」は、カスタマイズされた機械加工サービスが顧客の期待を上回るエコシステムを形成するためのものです。
コア製造エコシステム:回転部品の精密加工に焦点を当てる
製造環境では回転部品の正確な機械加工に重点が置かれており、次のような専門的な利点があります。
- 設備構成:自動ローディングおよびアンローディング機能を備えたフライス/ターニングセンターを備えた20台のスイス型旋盤は、高精度で複雑なCNC旋盤部品の大量生産に高い効率性があることが特徴です。
- プロセス サポート:さまざまな材料のプロセスに関する包括的かつ最新のデータベース、要件に対応するためのツールと固定具のライブラリ。
デジタルプロジェクトワークフロー:問い合わせから実行までのスムーズな移行
プロセスをよりシンプルかつ効率的にするデジタルツール:
- オンライン コラボレーション: 3D ファイルをアップロードして、当社のエンジニアによる初期分析、 DFM の提案、見積りを取得します。
- 進捗状況の視覚化:プロジェクト ダッシュボードから注文のマイルストーンをリアルタイムで監視します。確認は必要ありません。
持続可能な製造:効率と環境が出会う場所
生産効率と環境保護の両立:
- 省エネ:ツール管理におけるインテリジェントなスケジュール設定と最適化により、エネルギーを節約し、消費量を削減します。
- 環境保護:冷媒循環システムにより冷媒がリサイクルされ再利用されるため、汚染は発生しません。
業界をリードするCNC旋盤部品工場サービスを体験してみませんか?JS Precisionは、部品要件の提出から設計から納品までの全プロセスを網羅するワンストップソリューションを提供し、時間と労力を節約します。
ケーススタディ:42%のコスト削減を達成:フライス加工されたブラケットを最適化されたCNC旋盤部品に変換
背景:
あるお客様は、 アルミニウム合金製のコネクタを必要としていました。当初の設計では、角材からミル部品として製造することを想定していました。しかし、現在のソリューションには以下の欠陥がありました。
材料の使用率が 30% 未満と低いため材料の無駄が多く、製品全体の機械加工に 4 回のクランプしか必要ないため生産効率が低く、同軸許容誤差がわずか 0.1 mm と大きく、大量生産の単価が約 50 ドルと高く、顧客が負担できるものではありませんでした。
JS PrecisionのDFM介入
JS Precisionに要件が提示され、当社のエンジニアが部品図面と適用状況を分析しました。その結果、この部品は回転加工によって加工可能な機能面を有しているため、 CNC旋盤部品への完全な変換が可能であることが分かりました。
部品にはドリルで穴を開ける必要のある穴がいくつかありましたが、部品が非常に小さく、穴あけには高精度のプロセスが必要であることを考慮して、設計者は部品を CNC 旋盤部品に変換し、会社で製造できるようにすることにしました。
これに応じて、ターゲットを絞った最適化ソリューションを提案しました。
- 原材料は、CNC 旋盤と電動工具を使用したいくつかのフライス加工によって製造された丸棒材になりました。
- 部品の取り付けインターフェースを最適化して、旋削ロジックに適したものにします。
- 加工基準の統一は、フライス加工で仕上げた各種フィーチャを旋削加工に追加することで実現します。
結果
最適化されたソリューションは、材料使用量を30%未満から85%に最適化し、加工時間を65%短縮し、クランプ作業を1回にまで削減したことで、非常に大きな成果をもたらしました。また、主要軸の同軸度精度も50%向上し、0.05mmとなり、部品組立性能の安定性が向上しました。
量産段階において、単価は29ドルまで削減され、総コストは42%削減され、顧客満足度も非常に高くなりました。これは、お客様が直面しているコスト関連の問題を解決し、部品の性能をさらに向上させ、お客様の製品競争力を高める、もう一つのメリットです。
CNC旋削部品のコスト削減と効率向上も実現したいとお考えですか?JS Precisionの豊富な事例ライブラリで業界ソリューションの詳細をご覧いただき、部品情報をお送りください。お客様に最適な最適化ソリューションをカスタマイズし、コストと精度という二つのメリットを実現します。

図3 アルミニウム合金コネクタのCNC旋削
国境を越えたパートナーシップ:中国のCNC旋盤部品メーカーとの効率的なコラボレーション
中国のCNC旋盤部品メーカーとの協業はコスト効率のメリットを享受できますが、遠距離でのコミュニケーションが懸念材料となります。JS Precisionは、標準化されたプロセスとデジタルツールを通じて、国境を越えた協業をシンプルかつ透明性が高く、信頼性の高いものにします。
完璧な見積依頼パッケージ - 「プロジェクトの立ち上げを加速」
明確かつ完全なお問い合わせ情報は、見積プロセスの精度と効率性を向上させるために役立ちます。以下の点を準備する必要があります。
- 技術文書:技術仕様 寸法と許容差を明確に定義した 2D の詳細図面と 3D モデル。
- 特別な要件:材質、生産量、表面処理、テスト要件。
- 注釈の提案:重要な寸法と非重要な寸法は、厳密な許容差を設けずに、注釈で明確に区別する必要があります。
デジタル技術:透明性の高い生産プロセスの実現
JS Precision の顧客ポータルでは、世界中のコラボレーションの完全なビューが提供されます。
- コラボレーション プラットフォーム:ファイル転送、通信、バージョン管理、重要なプロセスが透明化されます。
- ドキュメント配信:初回品目検査レポートと出荷検査レポートが自動的に生成され、品質の追跡可能性が確保されます。
信頼に基づくパートナーシップの構築
JS Precision は、一度限りの取引ではなく長期的なパートナーシップを重視しています。
- 階層型コラボレーション:プロトタイプから量産まで、生産サイクル全体にわたる品質とエンジニアリングのサポート。
- 拡張サービス:材料調達、表面仕上げ、組み立てプロセスなどのサービスを有効にして、サプライ チェーンの管理を容易にします。
次のステップ:Js Precisionを使用した精密CNC旋盤部品プロジェクトの開始
上記の詳細な情報により、CNC旋削部品のプロセス、設計の最適化、そしてコラボレーションについて十分な理解を得られたと思います。さあ、設計コンセプトを高品質な製品へと形にする時が来ました。
JS Precision は、CNC 旋削部品の経験豊富なサプライヤーとして、豊富な専門知識、高度なテクノロジー、広範なサービス ネットワークを提供し、お客様の取り組みをサポートします。
部品図面をJS Precisionのリアルタイム見積ページにすぐにアップロードしていただくと、透明性のある競争力のある見積書が発行され、同時にシニアエンジニアによるDFM事前レビューが開始されます。お客様と共に設計を最適化し、効率的で正確、そして相互信頼に基づいた協力関係を築くことを楽しみにしております。
よくある質問
Q1: CNC 旋削工程で旋削できる最大直径と最小直径はどれくらいですか?
直径0.5mmのマイクロシャフトから300mmサイズの円盤状物体まで、幅広い加工に対応可能です。加工可能な物体の寸法、材質、公差については、お客様からいただいた情報に基づいて決定いたします。特定のサイズをご希望の場合は、お問い合わせの際にお知らせください。加工可能かどうかを確認いたします。当社の加工は、一般的な加工方法に基づいています。
Q2: アルミ部品とステンレス部品の加工の違いは何ですか?
加工の容易さ、効率、コストにおける主な相違点は次のとおりです。アルミニウム部品は、切削が容易で、加工速度が速く、表面仕上げが容易で、コストが低いのに対し、ステンレス鋼部品は材料特性が強く、加工速度が遅く、切削力が大きく、高い工具品質が求められ、加工時間と加工コストが高くなります。
Q3: 旋削部品を大量生産する場合、一貫性をどのように実現するのでしょうか?
クランプ誤差は、ローディングとアンローディングの自動化、オンライン検出プローブによる工具摩耗の常時分析、寸法差の低減、そしてSPCによる加工誤差の定期分析によって最小限に抑えられます。これらの複数の対策により、量産旋削部品の安定性が確保されます。
Q4: 旋削部品の一般的な表面処理にはどのようなものがありますか?
一般的な表面処理は材質やシナリオに基づいて選択され、アルミニウム部品は耐腐食性と美観を高めるために陽極酸化処理されるのが一般的です。ステンレス鋼は、錆防止のために不動態化/ニッケルメッキが施されることが多く、耐摩耗性や装飾性を高めるためにクロムメッキ、黒色化、研磨、サンドブラストなどが施されることもあります。
Q5: ねじ切り加工はどの程度の精度で行えますか?
ねじ旋削加工で保証される公差レベルは、常にISO 6H/6g以上です。ねじ切り加工では、高精度なパラメータを保証する専門の切削工具を使用し、合否判定検査またはねじスキャン検査を実施しています。検査結果は、精度を保証する検査報告書にまとめられています。
Q6: お問い合わせから試作品の受け取りまでどのくらい時間がかかりますか?
お問い合わせから試作品の受領までの所要時間は、ご注文いただいた製品の複雑さによって異なります。CNC旋盤加工によるシンプルな製品であれば、ご注文確定後5~7営業日で納品いたします。ただし、特殊素材を使用した複雑な製品の場合は、 10~15営業日かかります。
Q7: デザインの漏洩や盗難を防ぐにはどうすればよいですか?
お客様とは厳格な秘密保持契約(NDA)を締結し、守秘義務を明確にしています。お客様のファイルは暗号化されたサーバーに保存され、アクセス権限は制限されています。また、システムとプロセスのあらゆる側面から設計情報の漏洩や盗難を防止するため、従業員への守秘義務研修を定期的に実施しています。
Q8: 弊社基準に沿った検査を実施してもらえますか?
貴社の企業基準に沿った検査を実施いたします。協力開始時には、検査基準または管理計画をご提供いたします。弊社の品質チームが検査プロセスと判定基準を検討・調整し、結果が要件を満たしていることを確認し、検査記録をご提供いたします。
まとめ
CNC旋削部品の加工方法の選択は、加工精度、費用、その他の能力を総合的に判断する必要があるため、単なる技術的な問題ではありません。
JS Precision は、専門的な技術、信頼できる品質、サービスにより、精密旋削における信頼できるパートナーとなることに専念し、すべての設計が効率的に実現され、すべてのコラボレーションが双方にメリットをもたらすことを保証します。
そろそろ設計図を有利に活用すべき時期です。
JS Precisionのウェブサイトに今すぐアクセスして、部品の図面をアップロードしてください。DFMプロセスの専門家による分析に基づいた正確なお見積もりをお送りします。お客様と一緒に、CNC旋削プロジェクトの重要な部品を一つ一つ丁寧に仕上げ、業界で成功するために必要なクリエイティブなプロセスをスムーズにスタートさせましょう。

免責事項
このページの内容は情報提供のみを目的としています。JS Precision Servicesは、明示的または黙示的を問わず、情報の正確性、完全性、または有効性について、いかなる表明または保証も行いません。第三者サプライヤーまたはメーカーが、JS Precisionネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質および種類、または製造技術を提供すると推測しないでください。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件をお知らせください。詳細については、お問い合わせください。
JSプレシジョンチーム
JS Precisionは、カスタム製造ソリューションに注力する業界をリードする企業です。20年以上の実績と5,000社以上の顧客基盤を有し、高精度CNC加工、板金加工、 3Dプリント、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社の工場には、ISO 9001:2015認証を取得した最先端の5軸加工センターが100台以上あります。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに最速24時間以内の納品で対応いたします。JS Precisionをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムの選択を意味します。
詳細については、当社のウェブサイトをご覧ください: www.cncprotolabs.com
リソース

