

Parti di tornitura CNC richiedono un'attenta pianificazione del piano di lavorazione prima della finalizzazione del progetto. Quando il progetto è completo e sei pronto per lavorarlo utilizzando macchinari CNC avanzati, una delle domande più importanti a cui dovrai rispondere è quale opzione di lavorazione è la migliore: "tornitura rotativa" o "fresatura"?
La scelta del percorso di processo e del partner giusti per un componente di albero o manicotto apparentemente semplice non solo garantisce precisione e levigatezza eccellenti, ma consente anche una doppia ottimizzazione dei costi e dei tempi di consegna. Quando cerchi produttori di componenti per tornitura CNC, ti limiti alle opzioni locali e trascuri le competenze più competitive nella catena di fornitura globale?

Questo articolo effettuerà un'analisi organizzata dei principi di progettazione e della logica di selezione del processo dei pezzi torniti CNC, in modo da esplorare come JS Precision, con i vantaggi dell'esperienza di tornitura profondamente radicata in Cina, della tecnologia di tornitura di precisione equivalente a quella di Europa e America e della rapida risposta della produzione cinese, sia diventato il vostro miglior partner per la produzione di componenti di tornitura CNC.
Riepilogo delle risposte principali
| Dimensioni decisionali | Insidie comuni | Soluzioni di precisione JS |
| Definizione del processo | Mescolare tornitura e fresatura, adottando soluzioni di fresatura inefficienti per alcune parti rotanti, con un conseguente aumento dei costi. | Identifica con precisione le caratteristiche delle parti rotanti, concentrati sulla tornitura CNC più efficiente e integra il processo composito di tornitura-fresatura per caratteristiche complesse. |
| Design e costi | Offriamo l'analisi DFM più approfondita che ottimizza la struttura delle parti, le tolleranze e la selezione dei materiali, controlla i costi e riduce i rischi nella fase iniziale. | Offriamo il più approfondito Analisi DFM che ottimizza la struttura delle parti, le tolleranze e la selezione dei materiali, controlla i costi e riduce i rischi nella fase iniziale. |
| Selezione dei fornitori | Il confronto dei soli prezzi unitari ignora le capacità tecniche, i sistemi di qualità, la protezione della proprietà intellettuale e il supporto complessivo del progetto. | Offriamo il meglio in termini di prezzi trasparenti, documentazione di qualità rigorosa, una solida politica di protezione della proprietà intellettuale e supporto tecnico a ciclo completo. |
Punti chiave:
- La tornitura CNC è il processo preferito più efficiente ed economico per le parti rotanti, garantendo precisione e controllo dei costi nella produzione di massa.
- Comunicare con il produttore su DFM prima di finalizzare i disegni eviterà oltre l'80% dei difetti di progettazione e delle insidie in termini di costi, massimizzando il valore del progetto.
- La tornitura in un'unica operazione bilancia precisione, efficienza e costi per le parti rotanti di forme irregolari, rendendo il processo molto adatto per componenti di tornitura CNC complessi.
- Gli eccellenti produttori di componenti di tornitura CNC non solo forniscono servizi di lavorazione, ma creano anche valore a lungo termine attraverso miglioramenti tecnologici e gestione del rischio.
JS Precision: pezzi di tornitura CNC personalizzati ad alte prestazioni ed economici
La tornitura CNC è il cuore della produzione di precisione. JS Precision è stata profondamente coinvolta per 15 anni con l'impegno di fornire pezzi di tornitura CNC personalizzati ad alte prestazioni e a prezzi competitivi a clienti in tutto il mondo.
Abbiamo servito più di 500 clienti dell'industria aerospaziale e medica e abbiamo completato oltre 1000 progetti che erano in realtà piuttosto complessi. Ad esempio, abbiamo ottimizzato le parti del microalbero per i clienti del settore medico per raggiungere gli obiettivi prefissati: tolleranza del lotto stabile a ±0,005 mm e un tasso di difetti inferiore allo 0,1%.
Vantaggi principali:
- Disponiamo di 20 torni a fantina mobile e centri di fresatura e tornitura multiasse, con un intervallo di lavorazione fino a Φ0,5 m~Φ300 mm.
- Disponiamo di un database di processi dedicato per oltre 10 materiali di uso comune come alluminio, acciai inossidabili e leghe di titanio per individuare immediatamente la migliore soluzione di lavorazione.
- Dotata di apparecchiature di ispezione ad alta precisione, come macchine di misura a coordinate e rotondimetri, questa azienda realizza controlli di qualità che vanno dal primo pezzo alla produzione in serie.
Inoltre, secondo il ISO 13485:2016 standard, una delle caratteristiche della produzione di precisione è il controllo di qualità end-to-end.
Sfruttando la nostra vasta esperienza nel settore, non solo produciamo in base ai disegni, ma forniamo anche in modo proattivo suggerimenti per l'ottimizzazione del DFM. Una volta abbiamo aiutato un cliente a rifattorizzare una parte che originariamente richiedeva una fresatura in più fasi in una soluzione di lavorazione basata su parti di tornitura CNC, riducendo direttamente i costi di produzione del 42% e accorciando il ciclo di consegna del 65%.
Hai bisogno di una soluzione personalizzata per l'ottimizzazione delle parti tornite CNC? Contatta gli ingegneri JS Precision, invia le tue esigenze e riceverai un rapporto DFM standard ISO gratuito e un preventivo accurato per aiutare il tuo progetto a iniziare.
Cosa costituisce veramente una parte di tornitura CNC di precisione?
Ciò che la maggior parte delle persone potrebbe sapere se chiedessero informazioni sulle parti tornite CNC sarebbe "lavorazione rotazionale". Ma la vera precisione nella tornitura CNC implica una significativa relazione sinergica tra geometria, capacità di lavorazione, materiale e controllo di precisione.
Caratteristiche geometriche comuni: condizioni preferite per la tornitura
La caratteristica distintiva dei componenti di tornitura CNC è che la caratteristica geometrica dominante viene creata attraverso il movimento rotatorio. Ciò distingue la parte tornitura CNC dagli altri componenti.
- Elementi geometrici di base: cilindri, coni, superfici terminali, filettature, ecc. possono essere efficacemente prodotti mediante la rotazione del mandrino e il movimento dell'utensile.
- Parti tipiche: alberi, perni, manicotti, anelli, flange, ecc. Queste sono le caratteristiche più desiderabili nelle parti che coinvolgono la tornitura CNC come processo di lavorazione.
Limiti della capacità di lavorazione: dal micro al complesso
Le moderne macchine di tornitura CNC migliorano ed estendono costantemente i limiti della capacità di lavorazione delle parti di tornitura CNC da micro a complesse.
- Scala: da steli microscopici da Φ0,5 mm (ad esempio, la parte dello stelo del prodotto medico del filo guida) a flange di grandi dimensioni da Φ300 mm con una lunghezza di lavorazione massima di 1.000 mm.
- Lavorazioni complesse: i kit di lavorazione con portautensili elettrici, nonché l'asse Y e altre funzioni, consentono di eseguire operazioni di lavorazione secondarie come fresatura e foratura. Ciò aiuta a rifinire componenti complessi di tornitura CNC in un'unica operazione.
Compatibilità dei materiali e benchmark di accuratezza
La selezione dei materiali e il controllo di precisione determinano direttamente le prestazioni e i costi Parte di tornitura CNC .
- Proprietà del materiale: l'alluminio ha una buona lavorabilità con facilità di taglio e finitura superficiale, l'acciaio inossidabile ha una scarsa lavorabilità con difficoltà di taglio, l'ottone ha una buona lavorabilità con filettatura di precisione, il titanio ha una lavorabilità dipendente dalla temperatura.
- Standard di precisione: tolleranze di produzione di ±0,01 mm e Ra di 0,8 µm sono standard, ma è possibile ottenere requisiti speciali entro ±0,005 mm e Ra di 0,4 µm, secondo ASME Y14.5-2009.

Figura 1 Le parti di tornitura di precisione si riferiscono a parti prodotte tramite la tecnologia di tornitura CNC, in cui le materie prime ruotano su un tornio per creare oggetti simmetrici attorno all'asse di rotazione.
Dal progetto alla realtà: ottimizzazione della progettazione di pezzi di tornitura CNC per la producibilità
La produzione di livello mondiale richiede progetti di livello mondiale. DFM (Design for Manufacturability) funge da collegamento tra progetti e realtà. Una moderata ottimizzazione DFM può garantire la funzionalità equivalente dei componenti di tornitura CNC , diminuire i costi e ridurre i tempi di consegna : questo riassume la filosofia JS Precision.
Design delle parti a parete sottile: equilibrio tra rigidità e peso
Le parti tornite CNC a pareti sottili sono ampiamente utilizzate ma soggette a vibrazioni e deformazioni, richiedendo una progettazione collaborativa e l'ottimizzazione dei processi.
- Progettazione strutturale: utilizzare rinforzi e angoli arrotondati per migliorare la rigidità ed eliminare le vibrazioni parassite nelle sezioni a pareti sottili.
- Strategia di processo: processo di lavorazione con fasi di sgrossatura e finitura , ottimizzazione dei parametri di taglio per ridurre al minimo l'effetto delle forze di taglio.
Prevenzione della deformazione: stress e gestione termica
La tornitura di pezzi con macchinari CNC comporta compiti complessi legati alla gestione dello stress e della temperatura durante i processi di deformazione.
- Gestione dello stress: grezzi per la riduzione dello stress e tagli simmetrici che impediscono la concentrazione dello stress.
- Controllo della deformazione termica: spruzzatura precisa di refrigeranti, ottimizzazione dei parametri di taglio e ragionevole disposizione degli intervalli di processo per il raffreddamento.
Marcatura delle tolleranze: trasferimento accurato dei requisiti e controllo dei costi
La marcatura della tolleranza incide sulle difficoltà e sui costi di lavorazione. La corretta marcatura successiva al ISO8015:2011 le linee guida sulla tolleranza eviteranno spese inutili.
- Marcatura gerarchica: la differenziazione tra tolleranze critiche e non critiche in base alla funzione riduce i costi e gli oneri di ispezione.
- Tolleranze geometriche: enfatizzano la rotondità e la coassialità, garantendo la conformità attraverso un bloccaggio e una calibrazione precisi.
Hai bisogno di migliorare la producibilità della parte tornita CNC? Contatta JS Precision con la nota "Ottimizzazione DFM". I nostri ingegneri esamineranno i disegni gratuitamente e forniranno consulenza professionale per ridurre i costi e aumentare l'efficienza durante la fase di progettazione.
Fresatura vs. Tornitura: una guida strategica per selezionare il processo giusto per i componenti di tornitura CNC
I clienti spesso esitano sulla scelta tra tornitura e fresatura CNC, poiché le due non sono in opposizione e la chiave è soddisfare le caratteristiche e i requisiti dei pezzi. Chiarire la logica di selezione del processo perComponenti di tornitura CNC per bilanciare costi e precisione.
Segnali chiave per favorire la svolta
I componenti che hanno le seguenti qualità renderanno la tornitura CNC l'opzione migliore:
- Oltre il 60% degli elementi sono corpi rotanti (cilindri, filetti) e possono essere finiti tramite la rotazione del mandrino.
- Elevati livelli di tolleranza nelle caratteristiche della superficie rotazionale come concentricità e cilindricità.
- Produzione di massa, alla ricerca della massima efficienza e vantaggi in termini di costi.
Scenari applicativi di operazioni di lavorazione composita/sequenziale di fresatura-tornitura
Le parti che hanno superato i limiti dell'operazione di tornitura richiedono un approccio versatile tra processi compositi/lavorazione sequenziale descritti come segue:
- Un processo composito è definito come l'operazione di situazioni applicabili: il componente primario è un componente rotazionale con dettagli non rotazionali come fori eccentrici e sedi di chiavetta.
- Confronto delle soluzioni: per piccoli lotti, la "tornitura + successiva fresatura" è un'opzione (basso costo), per grandi lotti è preferibile la lavorazione composita fresa-tornitura (meno serraggi, alta precisione, alta efficienza).
Tabella decisionale per la selezione del processo
| Domande decisionali | Scegli Tornitura | Scegli la lavorazione composita fresa-tornitura | Scegli Fresatura |
| Il corpo principale della parte è un corpo rotante? | SÌ | SÌ | NO |
| La percentuale di elementi non rotazionali è inferiore al 40%? | SÌ | NO | |
| È necessaria una precisione di concentricità estremamente elevata? | SÌ | SÌ | NO |
| La dimensione del lotto è grande? | SÌ | SÌ |
Hai bisogno di determinare rapidamente il processo ottimale per i componenti di tornitura CNC? Fornisci a JS Precision le caratteristiche della parte, la precisione e le dimensioni del lotto per ottenere suggerimenti di processo e calcoli dei costi accurati, evitando errori di selezione.
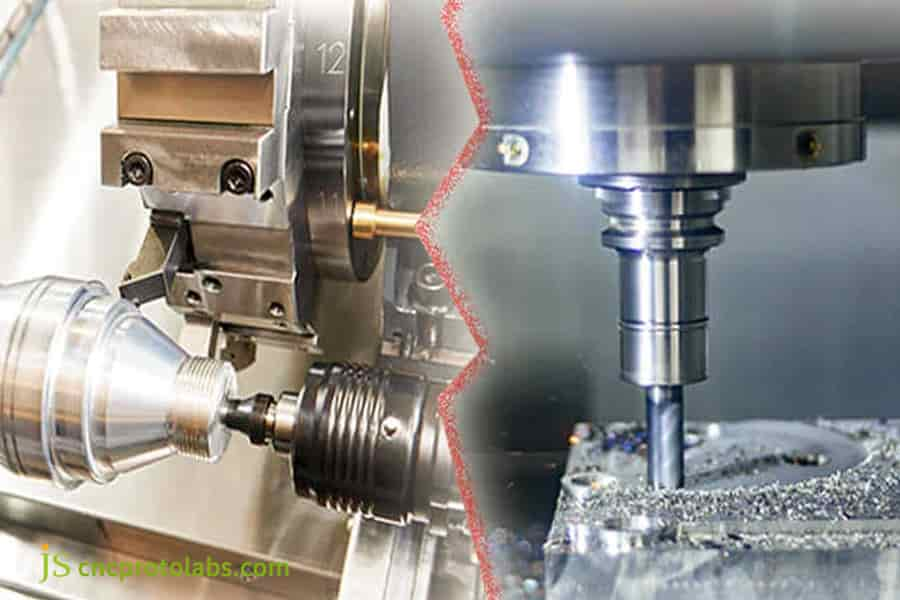
Figura 2: Diagramma comparativo della lavorazione di tornitura CNC e fresatura verticale
Fattori critici nella scelta tra i produttori di componenti per tornitura CNC
Quando si sceglie Produttori di componenti per tornitura CNC , il prezzo non è il punto centrale e le capacità tecniche, i sistemi di qualità e i livelli di servizio determinano il successo o il fallimento della cooperazione. Fornitori efficaci possono contribuire a risolvere i problemi di lavorazione, ridurre i rischi associati ai progetti e aggiungere valore.
Valutazione delle capacità informatiche: attrezzature e team
La capacità tecnologica è una fonte fondamentale di competitività. Deve essere valutato da due campi diversi:
- Configurazione dell'attrezzatura: ce l'ha centri di tornitura multiasse , macchine combinate per fresatura e tornitura e apparecchiature per controlli di precisione (macchine di misura a coordinate, macchine per controlli di rotondità, ecc.)?
- Professionalità del team: l'azienda manifatturiera possiede la capacità di fornire ai propri clienti commenti e suggerimenti DFM relativi ai miglioramenti dei processi?
Qualità e tutela della proprietà intellettuale: requisiti per una collaborazione di successo
La garanzia della qualità e la tutela della proprietà intellettuale costituiscono la base di uno sforzo congiunto di successo.
- Controllo qualità: sono in atto procedure complete che coprono l'ispezione del primo articolo, la fabbricazione del prodotto e l'ispezione finale presso il produttore?
- Protezione della proprietà intellettuale: l'azienda protegge la propria proprietà intellettuale utilizzando una NDA o la crittografia dei dati?
Comunicazione e supporto: garanzia di una cooperazione efficiente
Una comunicazione efficiente, insieme alla trasparenza, migliora la collaborazione efficace:
- Efficienza della risposta: la comunicazione è tempestiva ed è possibile visualizzare e monitorare l'avanzamento della produzione?
- Servizi aggiuntivi: i servizi aggiuntivi come l'approvvigionamento di materiali e il trattamento delle superfici offerti dall'azienda aiutano a semplificare le sue catene di fornitura?
All'interno di una fabbrica leader di componenti per tornitura CNC: il vantaggio di precisione JS
Come leader Fabbrica di componenti per tornitura CNC , JS Precision è orgogliosa del motivo o motto che può essere riassunto come segue: "Precisione, efficienza e affidabilità" per formare un ecosistema in cui i servizi di lavorazione personalizzati superano le aspettative del cliente.
L’ecosistema produttivo principale: focalizzazione sulla lavorazione meccanica di precisione di componenti rotanti
Nell'ambiente produttivo si pone l'accento sull'esatta lavorazione delle parti rotanti, che offre alcuni vantaggi professionali:
- Configurazione dell'attrezzatura: I 20 torni a fantina mobile a fantina mobile con centri di fresatura/tornitura con carico e scarico automatico sono caratterizzati da un'elevata efficacia per la produzione in serie di pezzi torniti CNC complicati ad alta precisione .
- Supporto al processo: database completo e aggiornato di processi per diversi materiali, libreria di strumenti e dispositivi per rispondere ai requisiti.
Flusso di lavoro del progetto digitale: semplificare la transizione dalla richiesta all'esecuzione
Strumenti digitali che rendono i processi più semplici ed efficienti:
- Collaborazione online: carica i tuoi file 3D e ottieni l'analisi iniziale + suggerimenti e preventivi DFM da parte dei nostri ingegneri.
- Visualizzazione dell'avanzamento: monitoraggio in tempo reale delle tappe fondamentali degli ordini direttamente dalla dashboard del progetto, senza bisogno di conferme.
Produzione sostenibile: dove efficienza e ambiente si incontrano
Bilanciare l’efficienza produttiva con la tutela dell’ambiente:
- Risparmio energetico: la programmazione intelligente e l'ottimizzazione della gestione degli utensili faranno risparmiare energia e ridurranno i consumi.
- Protezione ambientale: il sistema di circolazione del liquido di raffreddamento riciclerà e riproporrà il liquido di raffreddamento e non ci sarà inquinamento.
Vuoi provare il servizio di fabbrica leader di componenti di tornitura CNC? JS Precision fornisce una soluzione completa per la presentazione dei requisiti delle parti, coprendo l'intero processo dalla progettazione alla consegna, risparmiando tempo e fatica.
Case Study: riduzione dei costi del 42% ottenuta: trasformazione di una staffa fresata in un pezzo di tornitura CNC ottimizzato
Sfondo:
Un cliente aveva bisogno di un connettore in lega di alluminio , il cui design originariamente prevedeva la produzione come parte di un mulino da un pezzo quadrato. Tuttavia, le carenze della soluzione attuale includevano:
Basso tasso di utilizzo del materiale inferiore al 30%, quindi grande spreco di materiale, lavorazione totale del prodotto che richiede solo quattro serraggi, quindi bassa efficienza produttiva e ampio errore di tolleranza coassiale di soli 0,1 mm e alto costo unitario di produzione di massa di circa $ 50, che non era accessibile al cliente.
Intervento DFM di JS Precision
A JS Precision è stato assegnato il requisito e i nostri ingegneri hanno analizzato i disegni delle parti e le circostanze dell'applicazione. Abbiamo scoperto che, poiché la parte ha superfici funzionali che possono essere prodotte mediante rotazione, era completamente convertibile in una parte tornita CNC.
Il pezzo aveva alcuni fori che dovevano essere praticati, ma dato che il pezzo era molto piccolo e la perforazione avrebbe richiesto un processo di alta precisione, i progettisti hanno deciso di convertire il pezzo in un pezzo tornito CNC per consentire all'azienda di fabbricarlo.
Per questo motivo abbiamo offerto una soluzione di ottimizzazione mirata:
- La materia prima è diventata barra tonda prodotta mediante tornitura CNC, insieme ad alcune operazioni di fresatura utilizzando utensili elettrici.
- Ottimizza l'interfaccia di montaggio delle parti per renderla adeguata alla logica di rotazione.
- L'unificazione del dato di lavorazione avviene aggiungendo varie caratteristiche che sono state rifinite mediante fresatura alle operazioni di tornitura.
Risultato
La soluzione ottimizzata si è rivelata estremamente efficace, poiché ha ottimizzato l'utilizzo del materiale da meno del 30% all'85%, ha ridotto il tempo di lavorazione del 65% e ha ridotto il numero di operazioni di serraggio a uno. Anche la precisione della coassialità dell'asse importante è stata ottimizzata del 50% a 0,05 mm, il che ha consentito una migliore stabilità nelle prestazioni dell'assemblaggio delle parti.
Durante la produzione di massa, il costo unitario è stato ridotto a 29 dollari, con una conseguente diminuzione diretta del 42% del costo totale e una soddisfazione del cliente estremamente elevata. Questo è solo un altro vantaggio che risolve i problemi legati ai costi affrontati dai clienti e migliora ulteriormente le prestazioni dei componenti, aumentando la competitività dei prodotti dei clienti.
Desideri che i tuoi pezzi torniti CNC ottengano anche una riduzione dei costi e un miglioramento dell'efficienza? Visualizza la libreria completa di casi di JS Precision per saperne di più sulle soluzioni di settore e inviare le informazioni sulla parte. Personalizzeremo per te una soluzione di ottimizzazione esclusiva, sbloccando il duplice vantaggio di costo e precisione.

Figura 3 Tornitura CNC di connettori in lega di alluminio
Collaborazione oltre confine: semplificazione della collaborazione con il vostro produttore di componenti per tornitura CNC in Cina
Collaborare con un cinese Produttore di componenti per tornitura CNC possono godere di vantaggi in termini di efficienza dei costi, ma la comunicazione a distanza costituisce un problema. JS Precision rende la cooperazione transfrontaliera semplice, trasparente e affidabile attraverso processi standardizzati e strumenti digitali.
Il pacchetto perfetto per la richiesta di preventivo: "Accelerare l'avvio del progetto"
Informazioni chiare e complete sulla richiesta possono migliorare l'accuratezza e l'efficienza del processo di quotazione. È necessario preparare:
- Documentazione tecnica: Specifiche tecniche I disegni dettagliati 2D e i modelli 3D, che definiscono chiaramente dimensioni e tolleranze.
- Requisiti speciali: materiale, quantità di produzione, trattamento superficiale e requisiti di prova.
- Suggerimenti per l'annotazione: le dimensioni critiche e non critiche dovrebbero essere chiaramente differenziate l'una dall'altra in un'annotazione, senza tolleranze rigide.
Tecnologia digitale: realizzare un processo produttivo trasparente
Il portale clienti di JS Precision offre una visione completa della collaborazione in tutto il mondo.
- Piattaforma di collaborazione: trasferimento di file, comunicazione e gestione delle versioni, i processi importanti sono trasparenti.
- Consegna dei documenti: i rapporti di ispezione del primo articolo e i rapporti di ispezione della spedizione vengono generati automaticamente per garantire la tracciabilità della qualità.
Costruire partenariati attraverso la fiducia
JS Precision si impegna in partnership a lungo termine piuttosto che in transazioni una tantum:
- Collaborazione a più livelli: qualità e supporto tecnico durante tutto il ciclo produttivo, dal prototipo al volume di produzione.
- Servizi estesi: abilitazione di servizi quali approvvigionamento di materiali, finiture superficiali e assemblare processi per facilitare la gestione della catena di fornitura.
Il tuo prossimo passo: avviare un progetto di parti di tornitura CNC di precisione con Js Precision
Come risultato finale delle informazioni elaborate introdotte sopra, credo che ora tu abbia acquisito una conoscenza sufficiente sui processi delle parti di tornitura CNC, sull'ottimizzazione della progettazione e sulla collaborazione. È giunto il momento di trasformare il tuo concetto di design in un prodotto di qualità.
In qualità di fornitore esperto di componenti torniti CNC, JS Precision offre una ricca esperienza, tecnologia avanzata e una rete di servizi capillare per supportarti nei tuoi sforzi.
Carica immediatamente i disegni delle parti sulla pagina dei preventivi in tempo reale di JS Precision per ottenere un preventivo competitivo trasparente, attivando al tempo stesso la revisione preliminare dell'ingegnere senior DFM. Non vedo l'ora di ottimizzare la progettazione insieme a voi e di intraprendere un percorso di collaborazione efficiente, precisa e basata sulla fiducia reciproca.
Domande frequenti
Q1: Quali sono i diametri massimi e minimi che possono essere torniti in un processo di tornitura CNC?
Le lavorazioni che possiamo eseguire spaziano da micro-alberi da 0,5 mm di diametro a oggetti simili a dischi da 300 mm . Le esatte capacità di cui disponiamo riguardo alle dimensioni, al materiale e alla tolleranza degli oggetti dipenderanno dalle tue informazioni. Tuttavia, se hai bisogno di una dimensione specifica, faccelo sapere quando richiedi informazioni in modo che possiamo verificare se possiamo lavorare. La nostra lavorazione si basa sulla normale pratica di lavorazione.
Q2: Qual è la differenza tra la lavorazione di parti in alluminio e parti in acciaio inossidabile?
I principali punti di differenza in termini di facilità di lavorazione, efficienza e costi sono i seguenti: i componenti in alluminio hanno facilità di taglio, velocità elevate, facile finitura superficiale e basso costo. mentre i componenti in acciaio inossidabile hanno elevate proprietà del materiale, basse velocità di lavorazione, grandi forze di taglio, richiedono elevate qualità degli utensili e comportano tempi e costi di lavorazione più elevati.
D3: In che modo i pezzi torniti prodotti in grandi quantità raggiungono la consistenza?
Gli errori di bloccaggio sono ridotti al minimo attraverso l'automazione delle operazioni di carico e scarico, l'analisi costante dell'usura degli utensili tramite sonde di rilevamento online e la mitigazione delle differenze dimensionali, insieme all'analisi periodica tramite SPC, degli errori di lavorazione. Queste molteplici misure garantiscono la coerenza particolari torniti prodotti in serie .
Q4: Quali sono alcuni trattamenti superficiali comuni delle parti tornite?
I trattamenti superficiali comuni vengono selezionati in base a materiali e scenari e le parti in alluminio sono comunemente anodizzate per migliorare la resistenza alla corrosione e l'estetica; L'acciaio inossidabile è spesso passivato/nichelato per prevenire la ruggine, nonché cromato, annerito, lucidato, sabbiato, ecc. per migliorare la resistenza all'usura o le proprietà decorative.
Q5: Con quale precisione può essere eseguito il processo di tornitura del filetto?
I livelli di tolleranza garantiti dalla tornitura dei filetti sono costantemente ISO 6H/6g o superiori . Per il taglio del filo, utilizziamo strumenti di taglio professionali, garantendo parametri accurati, e ispezioniamo utilizzando l'ispezione passa/non passa o la scansione del filo. Questo è seguito da rapporti di ispezione che ne garantiranno l'accuratezza.
Q6: Quanto tempo ci vorrà dalla richiesta alla ricezione del prototipo?
Il tempo necessario dal momento della richiesta alla ricezione del prototipo dipende dalla complessità del pezzo ordinato. Se si tratta di un pezzo semplice realizzato con tornitura CNC, verrà consegnato entro 5-7 giorni lavorativi dalla conferma dell'ordine. Ma per un pezzo complesso realizzato con un materiale speciale, ci vorranno dai 10 ai 15 giorni lavorativi.
Q7: Come posso proteggere il mio progetto da perdite o furti?
Firmiamo rigorosi accordi NDA con i nostri clienti per chiarire gli obblighi di riservatezza. I file dei nostri clienti sono archiviati su server crittografati e le autorizzazioni di accesso sono limitate. Conduciamo regolarmente corsi di formazione sulla riservatezza dei dipendenti per garantire che i nostri progetti non vengano divulgati o rubati da tutti gli aspetti dei nostri sistemi e processi.
Q8: Potete effettuare ispezioni in linea con gli standard della nostra azienda?
Possiamo effettuare ispezioni in base agli standard aziendali della vostra azienda . All'inizio della collaborazione forniremo standard di ispezione o piani di controllo. Il nostro team di qualità studierà e adeguerà il processo di ispezione e gli standard di giudizio per garantire che i risultati soddisfino i requisiti e fornire registrazioni di ispezione.
Riepilogo
Come scegliere il metodo di lavorazione delle parti tornite CNC non è mai solo un problema tecnico, poiché implica una valutazione esaustiva della precisione di lavorazione, dei costi e di altre capacità.
JS Precision si impegna ad essere il vostro partner di fiducia nella tornitura di precisione con la nostra tecnologia professionale, qualità affidabile e servizio per garantire che ogni progetto sia realizzato in modo efficiente e che ogni collaborazione raggiunga un effetto vantaggioso per tutti.
Era giunto il momento di utilizzare i tuoi progetti a tuo vantaggio.
Visita il sito Web JS Precision oggi stesso, carica i tuoi disegni della parte e ottieni un preventivo accurato con l'analisi degli esperti dal processo DFM. Insieme, troveremo il modo migliore per realizzare ogni parte critica del tuo progetto di tornitura CNC e dare al tuo processo creativo il vantaggio di cui ha bisogno per avere successo nel settore.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di precisione JS ,non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite JS Precision Network. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Precisione JS Squadra
JS Precision è un'azienda leader del settore , concentrarsi su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione Lavorazione CNC , Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione , Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. Scegliere Precisione JS questo significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com

