

Pièces de tournage CNC nécessitent une planification minutieuse du plan d'usinage avant la finalisation de la conception. Lorsque votre conception est terminée et que vous êtes prêt à l'usiner à l'aide de machines CNC avancées, l'une des questions les plus importantes auxquelles vous devrez répondre est de savoir quelle option d'usinage est la meilleure : « tournage rotatif » ou « fraisage » ?
Choisir le bon processus et le bon partenaire pour un composant d'arbre ou de manchon apparemment simple garantit non seulement une précision et une fluidité excellentes, mais permet également une double optimisation des coûts et des délais de livraison. Lorsque vous recherchez des fabricants de composants de tournage CNC, êtes-vous limité aux options locales et négligez-vous l'expertise plus compétitive de la chaîne d'approvisionnement mondiale ?

Cet article fera une analyse organisée des principes de conception et de la logique de sélection des processus pour les pièces tournées CNC, afin d'explorer comment JS Precision, avec les avantages d'une expertise de tournage profondément enracinée en Chine, d'une technologie de tournage de précision équivalente à celle de l'Europe et de l'Amérique, et la réponse rapide de la fabrication chinoise, est devenue votre meilleur partenaire pour fabriquer des composants de tournage CNC.
Résumé des réponses de base
| Dimensions de la décision | Pièges courants | Solutions de précision JS |
| Définition du processus | Mélanger tournage et fraisage, prendre des solutions de fraisage inefficaces pour certaines pièces en rotation, ce qui augmente fortement les coûts. | Identifiez avec précision les caractéristiques des pièces rotatives, concentrez-vous sur le tournage CNC le plus efficace et intégrez le processus composite de tournage-fraisage pour les caractéristiques complexes. |
| Conception et coût | Nous proposons l'analyse DFM la plus approfondie qui optimise la structure des pièces, les tolérances et la sélection des matériaux, contrôle les coûts et réduit les risques dès le début. | Nous offrons le plus approfondi Analyse DFM qui optimise la structure des pièces, les tolérances et la sélection des matériaux, contrôle les coûts et réduit les risques dès le début. |
| Sélection des fournisseurs | Comparer uniquement les prix unitaires ignore les capacités techniques, les systèmes de qualité, la protection de la propriété intellectuelle et le soutien global au projet. | Nous offrons le meilleur en matière de tarification transparente, de documentation de qualité rigoureuse, d'une politique de protection IP robuste et d'un support technique complet. |
Points clés à retenir :
- Le tournage CNC est le processus privilégié le plus efficace et le plus économique pour les pièces en rotation, garantissant la précision tout en contrôlant les coûts dans la production de masse.
- Communiquer avec le fabricant sur DFM avant de finaliser les dessins évitera plus de 80 % des défauts de conception et des pièges de coûts, maximisant ainsi la valeur du projet.
- Le tournage-fraisage en une seule opération équilibre précision, efficacité et coût pour la rotation de pièces de formes irrégulières, ce qui rend le processus très adapté aux composants de tournage CNC complexes.
- D'excellents fabricants de composants de tournage CNC fournissent non seulement des services d'usinage, mais créent également de la valeur à long terme grâce aux améliorations technologiques et à la gestion des risques.
JS Precision : pièces de tournage CNC personnalisées hautes performances et économiques
Le tournage CNC est au cœur de la fabrication de précision. JS Precision est profondément impliqué depuis 15 ans dans le but de fournir à ses clients du monde entier des pièces de tournage CNC personnalisées de haute performance et à prix compétitif.
Nous avons servi plus de 500 clients des industries aérospatiale et médicale et avons réalisé plus de 1 000 projets qui étaient en fait assez complexes. Par exemple, nous avons optimisé les pièces à micro-arbres pour les clients médicaux afin d'atteindre les objectifs : une tolérance de lot stable à ±0,005 mm et un taux de défauts inférieur à 0,1 %.
Avantages principaux :
- Nous disposons de 20 tours de type suisse et de centres de fraisage et de tournage multi-axes, avec une plage d'usinage allant jusqu'à Φ0,5 m ~ Φ300 mm.
- Nous disposons d'une base de données de processus dédiée pour plus de 10 matériaux couramment utilisés tels que l'aluminium, les aciers inoxydables et les alliages de titane, afin de trouver immédiatement la meilleure solution d'usinage.
- Equipée d'équipements de contrôle de haute précision, tels que des machines à mesurer tridimensionnelles et des testeurs d'arrondi, cette entreprise réalise des contrôles qualité allant de la première pièce jusqu'à la production en série.
Aussi, selon le ISO 13485:2016 standard, l’une des caractéristiques de la fabrication de précision est le contrôle qualité de bout en bout.
Tirant parti de notre vaste expérience de l’industrie, nous fabriquons non seulement selon les dessins, mais fournissons également de manière proactive des suggestions d’optimisation DFM. Nous avons déjà aidé un client à refactoriser une pièce qui nécessitait à l'origine un fraisage en plusieurs étapes en une solution d'usinage basée sur le tournage CNC, réduisant ainsi directement les coûts de production de 42 % et raccourcissant le cycle de livraison de 65 %.
Besoin d’une solution personnalisée d’optimisation de pièces de tournage CNC ? Contactez les ingénieurs de JS Precision, soumettez vos exigences et vous recevrez un rapport DFM standard ISO gratuit et un devis précis pour vous aider à démarrer votre projet.
Qu'est-ce qui constitue réellement une pièce de tournage CNC de précision ?
Ce que la plupart des gens sauraient s’ils posaient des questions sur les pièces de tournage CNC serait « l’usinage rotatif ». Mais la véritable précision dans le tournage de pièces CNC implique une relation synergique significative entre la géométrie, les capacités d'usinage, les matériaux et le contrôle de précision.
Caractéristiques géométriques communes : conditions préférées pour le tournage
La caractéristique déterminante des composants de tournage CNC est que la caractéristique géométrique dominante est créée par un mouvement de rotation. Cela distingue la pièce de tournage CNC des autres composants.
- Les éléments géométriques de base : cylindres, cônes, surfaces d'extrémité, filetages, etc. peuvent être fabriqués efficacement par rotation de la broche et mouvement de l'outil.
- Pièces typiques : arbres, broches, manchons, bagues, brides, etc. Ce sont les caractéristiques les plus recherchées dans les pièces qui impliquent le tournage CNC comme processus d'usinage.
Limites des capacités d'usinage - du micro au complexe
Les tours CNC modernes améliorent et étendent constamment les limites de capacité d'usinage des pièces de tournage CNC du micro au complexe.
- Échelle : des arbres microscopiques de Φ0,5 mm (par exemple, la partie de l'arbre du produit médical du fil-guide) aux grandes brides de Φ300 mm avec une longueur d'usinage maximale de 1 000 mm.
- Usinage complexe : les kits d'usinage avec porte-outils électriques, ainsi que l'axe Y et d'autres fonctions, permettent d'effectuer des opérations d'usinage secondaires comme le fraisage et le perçage. Cela permet de terminer des composants de tournage CNC complexes en une seule opération.
Tests de compatibilité et de précision des matériaux
La sélection des matériaux et le contrôle de précision déterminent directement les performances et le coût de Pièce de tournage CNC .
- Propriétés du matériau : L'aluminium a une bonne usinabilité avec une facilité de coupe et de finition de surface, l'acier inoxydable a une mauvaise usinabilité avec des difficultés de coupe, le laiton a une bonne usinabilité avec un filetage de précision, le titane a une usinabilité en fonction de la température.
- Normes de précision : des tolérances de fabrication de ±0,01 mm et Ra de 0,8 µm sont standard, mais des exigences particulières peuvent être respectées dans une plage de ±0,005 mm et Ra de 0,4 µm, selon ASME Y14.5-2009.

Figure 1 Les pièces de tournage de précision font référence aux pièces fabriquées grâce à la technologie de tournage CNC, où les matières premières tournent sur un tour pour créer des objets symétriques autour de l'axe de rotation.
Du projet à la réalité : optimisation de la conception de vos pièces de tournage CNC pour la fabricabilité
Une fabrication de classe mondiale nécessite des conceptions de classe mondiale. DFM (Design for Manufacturability) sert de lien entre les conceptions et la réalité. Une optimisation DFM modérée peut garantir la fonctionnalité équivalente des composants de tournage CNC , réduire les coûts et les délais de livraison : cela résume la philosophie de JS Precision.
Conception de pièces à paroi mince : équilibre entre rigidité et poids
Les pièces de tournage CNC à parois minces sont largement utilisées mais sujettes aux vibrations et à la déformation, ce qui nécessite une conception collaborative et une optimisation des processus.
- Conception structurelle : utilisez des raidisseurs et des coins arrondis pour améliorer la rigidité et éliminer les vibrations parasites dans les sections à parois minces.
- Stratégie de processus : processus d'usinage avec étapes d'ébauche et de finition , optimisant les paramètres de coupe pour minimiser l'effet des forces de coupe.
Évitement des déformations : gestion des contraintes et de la chaleur
Le tournage de pièces avec des machines CNC implique des tâches complexes liées à la gestion des contraintes et de la température lors des processus de déformation.
- Gestion du stress : ébauches de réduction du stress et coupes symétriques qui empêchent la concentration du stress.
- Contrôle de la déformation thermique : pulvérisation précise des liquides de refroidissement, optimisation des paramètres de coupe et disposition raisonnable des intervalles de processus pour le refroidissement.
Marquage de tolérance : transfert précis des exigences et contrôle des coûts
Le marquage de tolérance impacte les difficultés et les coûts d'usinage. Le marquage approprié suivant les ISO 8015:2011 les directives de tolérance éviteront des dépenses inutiles.
- Marquage hiérarchique : la différenciation entre les tolérances critiques et non critiques par fonction réduit les coûts et la charge d'inspection.
- Tolérances géométriques : mettant l'accent sur la rondeur et la coaxialité, garantissant la conformité grâce à un serrage et un calibrage précis.
Besoin d'améliorer la fabricabilité des pièces de tournage CNC ? Contactez JS Precision avec la note « Optimisation DFM ». Nos ingénieurs examineront gratuitement les dessins et fourniront des conseils professionnels pour réduire les coûts et augmenter l’efficacité pendant la phase de conception.
Fraisage contre. Tournage : un guide stratégique pour sélectionner le bon processus pour vos composants de tournage CNC
Les clients hésitent souvent sur le choix entre le tournage et le fraisage CNC, car les deux ne sont pas opposés et l'essentiel est de faire correspondre les caractéristiques et les exigences des pièces. Clarifier la logique de sélection des processus pourComposants de tournage CNC pour équilibrer le coût et la précision.
Signaux clés pour favoriser le virage
Les composants présentant les qualités suivantes feront du tournage CNC la meilleure option :
- Plus de 60 % des éléments sont des corps en rotation (cylindres, filetages) et peuvent être finis par rotation de la broche.
- Niveaux de tolérance élevés dans les caractéristiques de surface en rotation telles que la concentricité et la cylindricité.
- Production de masse, recherchant une efficacité maximale et des avantages en termes de coûts.
Scénarios d'application des opérations d'usinage composites fraisage-tournage/séquentiel
Les pièces ayant dépassé les limites de l’opération de tournage nécessitent une approche polyvalente entre procédés composites/usinage séquentiel décrite comme suit :
- Un processus composite est défini comme le fonctionnement de situations applicables : le composant principal est un composant rotatif avec des détails non rotatifs tels que des trous excentriques et des rainures de clavette.
- Comparaison des solutions : Pour les petits lots, le « tournage + fraisage ultérieur » est une option (faible coût), pour les gros lots, l'usinage composite fraisage-tournage est privilégié (moins de serrage, haute précision, haute efficacité).
Tableau de décision de sélection de processus
| Questions de décision | Choisissez le tournage | Choisissez l'usinage composite fraisage-tournage | Choisissez le fraisage |
| Le corps principal de la pièce est-il un corps rotatif ? | Oui | Oui | Non |
| La proportion de fonctionnalités non rotationnelles est-elle inférieure à 40 % ? | Oui | Non | |
| Une précision de concentricité extrêmement élevée est-elle requise ? | Oui | Oui | Non |
| La taille du lot est-elle importante ? | Oui | Oui |
Besoin de déterminer rapidement le processus optimal pour les composants de tournage CNC ? Fournissez à JS Precision les caractéristiques des pièces, la précision et la taille du lot pour obtenir des suggestions de processus et des calculs de coûts précis, en évitant les erreurs de sélection.
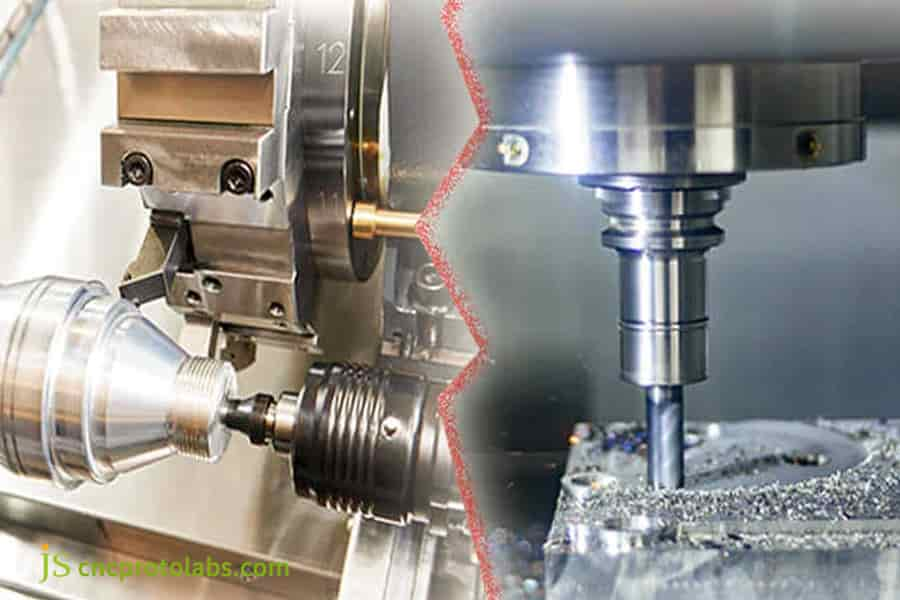
Figure 2 : Diagramme comparatif du tournage CNC et de l'usinage par fraisage vertical
Facteurs critiques dans le choix parmi les fabricants de composants de tournage CNC
Au moment de choisir Fabricants de composants de tournage CNC , le prix n'est pas l'élément central et les capacités techniques, les systèmes de qualité et les niveaux de service déterminent le succès ou l'échec de la coopération. Les fournisseurs efficaces peuvent contribuer à résoudre les problèmes d’usinage, à réduire les risques associés aux projets et à ajouter de la valeur.
Évaluation des capacités en technologies de l'information : équipement et équipe
La capacité technologique est une source fondamentale de compétitivité. Il doit être évalué dans deux domaines différents :
- Configuration de l'équipement : dispose-t-il centres de tournage multi-axes , machines combinées de fraisage et de tournage et équipements de contrôle de précision (machines à mesurer tridimensionnelles, machines de test d'arrondi, etc.) ?
- Professionnalisme de l'équipe : l'entreprise de fabrication possède-t-elle la capacité de fournir à ses clients des commentaires et des suggestions DFM concernant l'amélioration des processus ?
Qualité et protection de la propriété intellectuelle : les exigences d'une collaboration réussie
L'assurance qualité et la protection de la propriété intellectuelle constituent la base d' un effort commun réussi.
- Contrôle qualité : existe-t-il des procédures complètes en place couvrant l'inspection du premier article, la fabrication du produit et l'inspection finale chez le fabricant ?
- Protection IP : l'entreprise protège-t-elle son IP à l'aide d'un NDA ou du cryptage des données ?
Communication et accompagnement : garantie d’une coopération efficace
Une communication efficace, ainsi que la transparence, améliorent une collaboration efficace :
- Efficacité de la réponse : la communication est-elle opportune et la progression de la production peut-elle être visualisée et suivie ?
- Services supplémentaires : les services supplémentaires tels que l'approvisionnement en matériaux et le traitement de surface proposés par l'entreprise contribuent-ils à simplifier ses chaînes d'approvisionnement ?
Au sein d’une usine leader de composants de tournage CNC : l’avantage JS Precision
En tant que leader Usine de composants de tournage CNC , JS Precision est fier du motif ou de la devise qui peut être résumée comme suit : « Précision, efficacité et fiabilité » pour former un écosystème où les services d'usinage personnalisés dépassent les attentes du client.
L'écosystème de fabrication de base : se concentrer sur l'usinage de précision des composants rotatifs
L'environnement manufacturier met l'accent sur l'usinage précis des pièces rotatives, ce qui offre certains avantages professionnels :
- Configuration de l'équipement : Les 20 tours de type suisse avec centres de fraisage/tournage avec chargement et déchargement automatiques se caractérisent par une grande efficacité pour la production en série de pièces de tournage CNC complexes de haute précision .
- Prise en charge des processus : base de données complète et mise à jour des processus pour différents matériaux, bibliothèque d'outils et de dispositifs pour répondre aux exigences.
Flux de travail de projet numérique : faciliter la transition de l'enquête à l'exécution
Des outils numériques qui rendent les processus plus simples et plus efficaces :
- Collaboration en ligne : téléchargez vos fichiers 3D et obtenez une analyse initiale + des suggestions et des devis DFM de nos ingénieurs.
- Visualisation de la progression : suivi en temps réel des étapes de commande directement depuis le tableau de bord de votre projet – aucune confirmation n'est nécessaire.
Fabrication durable : là où l'efficacité et l'environnement se rencontrent
Équilibrer l’efficacité de la production et la protection de l’environnement :
- Économie d'énergie : la planification intelligente et l'optimisation de la gestion des outils permettront d'économiser de l'énergie et de réduire la consommation.
- Protection de l'environnement : le système de circulation du liquide de refroidissement recyclera et réutilisera le liquide de refroidissement, et il n'y aura aucune pollution.
Voulez-vous faire l’expérience du service d’usine leader de composants de tournage CNC ? JS Precision fournit une solution unique pour soumettre les exigences en matière de pièces, couvrant l'ensemble du processus, de la conception à la livraison, permettant ainsi d'économiser du temps et des efforts.
Étude de cas : Réduction des coûts de 42 % obtenue : transformation d'un support fraisé en une pièce de tournage CNC optimisée
Arrière-plan:
Un client avait besoin d'un connecteur en alliage d'aluminium , dont la conception prévoyait à l'origine d'être fabriquée comme une pièce de moulin à partir d'un stock carré. Cependant, les lacunes de la solution actuelle comprenaient :
Faible taux d'utilisation du matériau inférieur à 30 %, d'où un gaspillage important de matériau, un usinage total du produit ne nécessitant que quatre serrages, donc une faible efficacité de production et une grande erreur de tolérance coaxiale de seulement 0,1 mm, et un coût unitaire élevé de production de masse d' environ 50 $, ce qui n'était pas abordable pour le client.
Intervention DFM de JS Precision
JS Precision a reçu cette exigence et nos ingénieurs ont analysé les dessins des pièces et les circonstances de l'application. Nous avons constaté que la pièce ayant des surfaces fonctionnelles pouvant être produites par rotation, elle était entièrement transformable en pièce de tournage CNC.
La pièce comportait quelques trous qui devaient être percés, mais étant donné que la pièce était très petite et que le perçage nécessiterait un processus de haute précision, les concepteurs ont décidé de convertir la pièce en pièce tournée CNC pour permettre à l'entreprise de fabriquer la pièce.
Selon cela, nous avons proposé une solution d’optimisation ciblée :
- La matière première est devenue un stock de barres rondes fabriquées par tournage CNC, ainsi que par quelques opérations de fraisage à l'aide d'outils électriques.
- Optimisez l'interface de montage des pièces pour la rendre adaptée à la logique de tournage.
- L'unification des données d'usinage consiste à ajouter diverses fonctionnalités qui ont été finies par fraisage aux opérations de tournage.
Résultat
La solution optimisée s'est avérée extrêmement efficace, car elle a optimisé l'utilisation du matériau de moins de 30 % à 85 %, réduit le temps d'usinage de 65 % et réduit le nombre de tâches de serrage à une seule. La précision de la coaxialité de l'axe important a également été optimisée de 50 % à 0,05 mm, ce qui a permis une meilleure stabilité dans les performances d'assemblage des pièces.
Lors de la production de masse, le coût unitaire a été réduit à 29 $, ce qui a entraîné une diminution directe de 42 % du coût total et une satisfaction client extrêmement élevée. Il s'agit là d'un autre avantage qui résout les problèmes liés aux coûts rencontrés par les clients et améliore encore les performances des composants, augmentant ainsi la compétitivité des produits des clients.
Souhaitez-vous que vos pièces de tournage CNC permettent également de réduire les coûts et d’améliorer l’efficacité ? Consultez la bibliothèque de cas complète de JS Precision pour en savoir plus sur les solutions industrielles et soumettez les informations sur vos pièces. Nous personnaliserons pour vous une solution d’optimisation exclusive, vous offrant ainsi le double avantage du coût et de la précision.

Figure 3 Tournage CNC de connecteurs en alliage d'aluminium
Partenariat au-delà des frontières : rationaliser la collaboration avec votre fabricant de composants de tournage CNC en Chine
Collaborer avec un chinois Fabricant de composants de tournage CNC peuvent bénéficier d’avantages en termes de rentabilité, mais la communication à distance reste un problème. JS Precision rend la coopération transfrontalière simple, transparente et fiable grâce à des processus standardisés et des outils numériques.
Le package de demande de devis parfait – « Accélérer le démarrage de projets »
Des informations de demande claires et complètes peuvent améliorer l’exactitude et l’efficacité du processus de devis. Il faut préparer :
- Documentation technique : Spécifications techniques Les dessins détaillés 2D et les modèles 3D, qui définissent clairement les dimensions et les tolérances.
- Exigences particulières : Matériau, quantité de production, traitement de surface et exigences de test.
- Suggestions d'annotation : les dimensions critiques et non critiques doivent être clairement différenciées les unes des autres dans une annotation, sans tolérances strictes.
Technologie numérique : réaliser un processus de production transparent
Le portail client de JS Precision offre une vue complète de la collaboration dans le monde entier.
- Plateforme de collaboration : transfert de fichiers, communication et gestion des versions, les processus importants sont transparents.
- Livraison des documents : les rapports d'inspection du premier article et les rapports d'inspection de l'expédition sont automatiquement générés pour garantir la traçabilité de la qualité.
Bâtir des partenariats par la confiance
JS Precision s'engage dans des partenariats à long terme plutôt que dans des transactions ponctuelles :
- Collaboration à plusieurs niveaux : support qualité et ingénierie tout au long du cycle de production, du prototype au volume de production.
- Services étendus : services habilitants tels que l'approvisionnement en matériel, finitions de surface , et l'assemblage des processus afin de faciliter la gestion de la chaîne d'approvisionnement.
Votre prochaine étape : lancer un projet de pièces de tournage CNC de précision avec Js Precision
Grâce aux informations détaillées présentées ci-dessus, je pense que vous avez désormais acquis une compréhension suffisante des processus de tournage CNC, de l'optimisation de la conception et de la collaboration. Il est grand temps de transformer votre concept de design en un produit de qualité.
En tant que fournisseur chevronné de composants tournés CNC, JS Precision apporte une riche expertise, une technologie de pointe et un vaste réseau de services pour vous soutenir dans vos efforts.
Téléchargez immédiatement les dessins de pièces sur la page de devis en temps réel de JS Precision pour obtenir un devis compétitif transparent, tout en déclenchant l'examen préliminaire de l'ingénieur principal DFM. Au plaisir d’optimiser la conception avec vous et de nous lancer dans un voyage de coopération efficace, précise et de confiance mutuelle.
FAQ
Q1 : Quels sont les diamètres maximum et minimum qui peuvent être tournés dans un processus de tournage CNC ?
L'usinage que nous pouvons entreprendre va des micro-arbres de 0,5 mm de diamètre aux objets en forme de disque de 300 mm . Les capacités exactes dont nous disposons concernant les dimensions, les matériaux et la tolérance des objets dépendront de vos informations. Toutefois, si vous avez besoin d'une taille spécifique, faites-le-nous savoir lors de votre demande afin que nous puissions vérifier si nous pouvons usiner. Notre usinage est basé sur les pratiques normales d’usinage.
Q2 : Quelle est la différence entre le traitement des pièces en aluminium et des pièces en acier inoxydable ?
Les principaux points de différence en termes de facilité d'usinage, d'efficacité et de coût sont les suivants : Les composants en aluminium sont faciles à couper, à grande vitesse, avec une finition de surface facile et à faible coût. tandis que les composants en acier inoxydable ont des propriétés matérielles élevées, de faibles vitesses d'usinage, des forces de coupe importantes, exigent des qualités d'outils élevées et impliquent des temps et des coûts d'usinage plus élevés.
Q3 : Comment les pièces tournées produites en grand nombre parviennent-elles à assurer la cohérence ?
Les erreurs de serrage sont minimisées grâce à l'automatisation du chargement et du déchargement, à l'analyse constante de l'usure des outils grâce à des sondes de détection en ligne et à l'atténuation des différences dimensionnelles, ainsi qu'à l'analyse périodique via SPC, des erreurs d'usinage. Ces multiples mesures assurent la cohérence pièces tournées en série .
Q4 : Quels sont les traitements de surface courants des pièces tournées ?
Les traitements de surface courants sont sélectionnés en fonction des matériaux et des scénarios, et les pièces en aluminium sont généralement anodisées pour améliorer la résistance à la corrosion et l'esthétique ; L'acier inoxydable est souvent passivé/nickelé pour prévenir la rouille, ainsi que le chromage, le noircissement, le polissage, le sablage, etc. pour améliorer la résistance à l'usure ou les propriétés décoratives.
Q5 : Avec quelle précision le processus de filetage au tour peut-il être effectué ?
Les niveaux de tolérance garantis par le filetage au tour sont systématiquement ISO 6H/6g ou mieux . Pour le filetage, nous utilisons des outils de coupe professionnels, garantissant des paramètres précis, et inspectons à l'aide d'une inspection go/no-go ou d'un balayage de filetage. Ceci est suivi de rapports d’inspection qui garantiront l’exactitude.
Q6 : Combien de temps cela prendra-t-il entre la demande de renseignements et la réception du prototype ?
Le délai entre la demande de renseignements et la réception du prototype dépend de la complexité de la pièce commandée. S'il s'agit d'une simple pièce réalisée en tournage CNC, elle sera livrée dans un délai de 5 à 7 jours ouvrés après la confirmation de la commande. Mais pour une pièce complexe réalisée à partir d’un matériau spécialisé, il faudra compter 10 à 15 jours ouvrés.
Q7 : Comment puis-je protéger ma conception contre les fuites ou le vol ?
Nous signons des accords NDA stricts avec nos clients pour clarifier les obligations de confidentialité. Les fichiers de nos clients sont stockés sur des serveurs cryptés et les autorisations d'accès sont restreintes. Nous organisons régulièrement des formations sur la confidentialité des employés pour garantir que nos conceptions ne sont pas divulguées ou volées dans tous les aspects de nos systèmes et processus.
Q8 : Pouvez-vous effectuer des inspections conformément aux normes de notre entreprise ?
Nous pouvons inspecter selon les normes d'entreprise de votre entreprise . Au début de la coopération, nous fournirons des normes d'inspection ou des plans de contrôle. Notre équipe qualité étudiera et ajustera le processus d'inspection et les normes de jugement pour garantir que les résultats répondent aux exigences et fournira des dossiers d'inspection.
Résumé
Comment choisir la méthode de traitement des pièces de tournage CNC n'est jamais seulement un problème technique, car cela implique de juger de manière globale la précision du traitement, les coûts et d'autres capacités.
JS Precision se consacre à être votre partenaire de confiance en matière de tournage de précision grâce à notre technologie professionnelle, notre qualité fiable et notre service pour garantir que chaque conception est réalisée efficacement et que chaque collaboration atteint un effet gagnant-gagnant.
Il est temps que vous utilisiez vos plans à votre avantage.
Veuillez visiter le site Web de JS Precision dès aujourd'hui, téléchargez vos dessins de la pièce , et obtenez un devis précis avec une analyse experte du processus DFM. Ensemble, nous trouverons la meilleure façon de réaliser chaque partie critique de votre projet de tournage CNC et de donner à votre processus créatif l'avance dont il a besoin pour réussir dans l'industrie.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Précision JS Équipe
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com

