

Peças de torneamento CNC exigem um planejamento cuidadoso do plano de usinagem antes da finalização do projeto. Quando seu projeto estiver concluído e você estiver pronto para usiná-lo usando máquinas CNC avançadas, uma das perguntas mais importantes que você precisará responder é qual opção de usinagem é melhor - 'torneamento rotativo' ou 'fresamento'?
Escolher o caminho de processo e o parceiro corretos para um componente de eixo ou luva aparentemente simples não apenas garante excelente precisão e suavidade, mas também alcança otimização dupla de custo e tempo de entrega. Ao procurar fabricantes de componentes para torneamento CNC, você está limitado às opções locais e negligencia a experiência mais competitiva na cadeia de fornecimento global?

Este artigo fará uma análise organizada dos princípios de design e da lógica de seleção do processo de peças torneadas CNC, de modo a explorar como a JS Precision, com as vantagens da experiência em torneamento profundamente enraizada na China, tecnologia de torneamento de precisão equivalente à da Europa e América, e resposta rápida da fabricação chinesa, tornou-se seu melhor parceiro para fabricar componentes de torneamento CNC.
Resumo da resposta principal
| Dimensões de decisão | Armadilhas Comuns | Soluções de precisão JS |
| Definição de Processo | Misturar torneamento e fresamento, adotando soluções de fresamento ineficientes para algumas peças rotativas, o que aumenta muito os custos. | Identifique com precisão os recursos das peças rotativas, concentre-se no torneamento CNC mais eficiente e integre o processo composto de torneamento-fresamento para recursos complexos. |
| Projeto e custo | Oferecemos a análise DFM mais aprofundada que otimiza a estrutura das peças, as tolerâncias e a seleção de materiais, controla os custos e reduz os riscos desde o início. | Oferecemos o que há de mais aprofundado Análise DFM que otimiza a estrutura das peças, as tolerâncias e a seleção de materiais, controla os custos e reduz os riscos desde o início. |
| Seleção de Fornecedores | Comparar apenas os preços unitários ignora as capacidades técnicas, os sistemas de qualidade e a protecção da propriedade intelectual e o apoio global ao projecto. | Oferecemos o melhor em preços transparentes, documentação de qualidade rigorosa, uma política robusta de proteção de IP e suporte de engenharia de ciclo completo. |
Principais vantagens:
- O torneamento CNC é o processo preferido mais eficiente e econômico para peças rotativas, garantindo precisão e ao mesmo tempo controlando custos na produção em massa.
- A comunicação com o fabricante no DFM antes de finalizar os desenhos evitará mais de 80% das falhas de projeto e armadilhas de custos, maximizando o valor do projeto.
- O fresamento em uma única operação equilibra precisão, eficiência e custo para girar peças de formatos irregulares, tornando o processo muito adequado para componentes complexos de torneamento CNC.
- Excelentes fabricantes de componentes de torneamento CNC não apenas fornecem serviços de usinagem, mas também criam valor a longo prazo por meio de aprimoramentos tecnológicos e gerenciamento de riscos.
Precisão JS: peças de torneamento CNC personalizadas de alto desempenho e econômicas
O torneamento CNC está no centro da fabricação de precisão. A JS Precision está profundamente envolvida há 15 anos com o compromisso de fornecer peças de torneamento CNC personalizadas de alto desempenho e preços competitivos para clientes em todo o mundo.
Atendemos mais de 500 clientes das indústrias aeroespacial e médica e concluímos mais de 1.000 projetos que eram, na verdade, bastante complexos. Por exemplo, otimizamos peças de microeixos para clientes médicos para atingir as metas: tolerância de lote estável de ±0,005 mm e uma taxa de defeito inferior a 0,1%.
Benefícios principais:
- Temos 20 tornos suíços e centros de fresamento e torneamento multieixos, com faixa de usinagem de até Φ0,5m ~ Φ300mm.
- Temos um banco de dados de processos dedicado para mais de 10 materiais comumente usados, como alumínio, aço inoxidável e ligas de titânio, para encontrar imediatamente a melhor solução de usinagem.
- Equipada com equipamentos de inspeção de alta precisão, como máquinas de medição por coordenadas e testadores de circularidade, esta empresa realiza controle de qualidade desde a primeira peça até a produção em massa.
Também, de acordo com o ISO 13485:2016 padrão, uma das características da fabricação de precisão é o controle de qualidade de ponta a ponta.
Aproveitando nossa ampla experiência no setor, não apenas fabricamos de acordo com desenhos, mas também fornecemos sugestões de otimização de DFM de forma proativa. Certa vez, ajudamos um cliente a refatorar uma peça que originalmente exigia fresamento em vários estágios em uma solução de usinagem baseada em torneamento CNC, reduzindo diretamente os custos de produção em 42% e encurtando o ciclo de entrega em 65%.
Precisa de uma solução personalizada de otimização de peças de torneamento CNC? Entre em contato com os engenheiros da JS Precision, envie seus requisitos e você receberá um relatório DFM padrão ISO gratuito e um orçamento preciso para ajudar no início do seu projeto.
O que realmente constitui uma peça de torneamento CNC de precisão?
O que a maioria das pessoas saberia se perguntassem sobre peças de torneamento CNC seria "usinagem rotacional". Mas a verdadeira precisão no torneamento CNC envolve uma relação sinérgica significativa entre geometria, capacidades de usinagem, material e controle de precisão.
Características geométricas comuns: condições preferidas para torneamento
A característica definidora dos componentes de torneamento CNC é que a característica geométrica dominante é criada através do movimento rotacional. Isso diferencia a peça de torneamento CNC de outros componentes.
- Elementos geométricos básicos: cilindros, cones, superfícies finais, roscas, etc. podem ser fabricados com eficiência pela rotação do fuso e movimento da ferramenta.
- Peças típicas: eixos, pinos, buchas, anéis, flanges, etc. Estas são as características mais desejáveis nas peças que envolvem o torneamento CNC como processo de usinagem.
Limites de capacidade de usinagem – do micro ao complexo
Os modernos tornos CNC estão constantemente melhorando e ampliando os limites da capacidade de usinagem do torneamento CNC de peças micro a complexas.
- Escala: de eixos microscópicos de Φ0,5 mm (por exemplo, a parte do eixo do produto médico do fio-guia) a flanges grandes de Φ300 mm com comprimento máximo de usinagem de 1000 mm.
- Usinagem complexa: Kits de usinagem com porta-ferramentas elétricas, bem como eixo Y e outras funções, possibilitam a execução de operações de usinagem secundárias, como fresamento e furação. Isso ajuda a finalizar componentes complexos de torneamento CNC em uma única operação.
Benchmarks de compatibilidade e precisão de materiais
A seleção de materiais e o controle de precisão determinam diretamente o desempenho e o custo de Peça de torneamento CNC .
- Propriedades do material: O alumínio tem boa usinabilidade com facilidade de corte e acabamento superficial, o aço inoxidável tem baixa usinabilidade com dificuldade de corte, o latão tem boa usinabilidade com corte de rosca de precisão, o titânio tem usinabilidade dependente da temperatura.
- Padrões de precisão: Tolerâncias de fabricação de ±0,01 mm e Ra de 0,8 µm são padrão, mas requisitos especiais podem ser alcançados dentro de ± 0,005 mm e Ra de 0,4 µm, de acordo com ASME Y14.5-2009.

Figura 1 Peças de torneamento de precisão referem-se a peças fabricadas por meio da tecnologia de torneamento CNC, onde as matérias-primas giram em um torno para criar objetos simétricos em torno do eixo de rotação.
Do projeto à realidade: otimizando o projeto de peças de torneamento CNC para capacidade de fabricação
A fabricação de classe mundial requer projetos de classe mundial. DFM (Design for Manufacturability) serve como um elo entre os designs e a realidade. A otimização moderada do DFM pode garantir a funcionalidade equivalente dos componentes de torneamento CNC , diminuir custos e reduzir o tempo de entrega - isso resume a filosofia JS Precision.
Projeto de peças de parede fina:Equilíbrio entre rigidez e peso
Peças de torneamento CNC de paredes finas são amplamente utilizadas, mas são propensas a vibrações e deformações, exigindo projeto colaborativo e otimização de processos.
- Projeto Estrutural: Use reforços e cantos arredondados para aumentar a rigidez e eliminar vibrações parasitas em seções de paredes finas.
- Estratégia de Processo: Processo de usinagem com etapas de desbaste e acabamento , otimizando parâmetros de corte para minimizar o efeito das forças de corte.
Prevenção de Deformação: Estresse e Gerenciamento Térmico
O torneamento de peças com máquinas CNC envolve tarefas complexas ao lidar com tensões e temperaturas durante processos de deformação.
- Gerenciamento de tensão: Blanks para redução de tensão e cortes simétricos que evitam a concentração de tensão.
- Controle de Deformação Térmica: Pulverização precisa de refrigerantes, otimização de parâmetros de corte e arranjo razoável de intervalos de processo para resfriamento.
Marcação de tolerância: transferência precisa de requisitos e controle de custos
A marcação de tolerância impacta dificuldades e gastos de usinagem. A marcação adequada seguindo as ISO 8015:2011 diretrizes de tolerância evitarão despesas desnecessárias.
- Marcação hierárquica: A diferenciação entre tolerâncias críticas e não críticas por função reduz os custos e a carga de inspeção.
- Tolerâncias geométricas: Enfatizando a redondeza e a coaxialidade, garantindo conformidade por meio de fixação e calibração precisas.
Precisa melhorar a capacidade de fabricação de peças de torneamento CNC? Entre em contato com a JS Precision com a nota "Otimização DFM". Nossos engenheiros revisarão os desenhos gratuitamente e fornecerão aconselhamento profissional para reduzir custos e aumentar a eficiência durante a fase de projeto.
Fresagem vs. Torneamento: um guia estratégico para selecionar o processo certo para seus componentes de torneamento CNC
Os clientes muitas vezes hesitam na escolha entre torneamento CNC e fresamento, pois os dois não se opõem e o segredo é combinar as características e requisitos das peças. Esclareça a lógica de seleção do processo paraComponentes de torneamento CNC para equilibrar custo e precisão.
Sinais-chave para favorecer a mudança
Componentes que possuem as seguintes qualidades farão do torneamento CNC a melhor opção:
- Existem mais de 60% dos recursos que são corpos rotativos (cilindros, roscas) e podem ser finalizados por meio da rotação do fuso.
- Altos níveis de tolerância em características de superfície rotacional, como concentricidade e cilindricidade.
- Produção em massa, buscando máxima eficiência e vantagens de custo.
Cenários de aplicação de operações de usinagem sequencial/fresamento composto
As peças que ultrapassaram os limites da operação de torneamento requerem uma abordagem versátil entre processos compostos/usinagem sequencial descritos a seguir:
- Um processo composto é definido como a operação de Situações Aplicáveis: O componente primário é um componente rotacional com detalhes não rotacionais, como furos excêntricos e chaves.
- Comparação de soluções: Para lotes pequenos, "torneamento + fresamento subseqüente" é uma opção (baixo custo), para lotes grandes, a usinagem composta fresamento-torneamento é preferida (menos fixação, alta precisão, alta eficiência).
Tabela de decisão de seleção de processos
| Perguntas de decisão | Escolha o giro | Escolha usinagem composta fresamento-torneamento | Escolha Fresagem |
| O corpo principal da peça é um corpo giratório? | Sim | Sim | Não |
| A proporção de recursos não rotacionais é inferior a 40%? | Sim | Não | |
| É necessária uma precisão de concentricidade extremamente alta? | Sim | Sim | Não |
| O tamanho do lote é grande? | Sim | Sim |
Precisa determinar rapidamente o processo ideal para componentes de torneamento CNC? Forneça ao JS Precision as características da peça, a precisão e o tamanho do lote para obter sugestões precisas de processos e cálculos de custos, evitando erros de seleção.
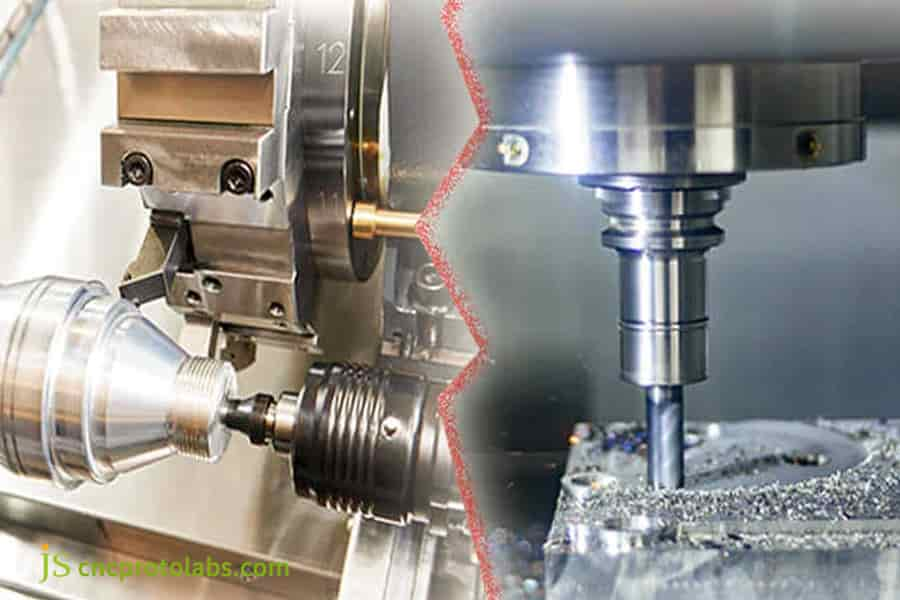
Figura 2: Diagrama de comparação entre torneamento CNC e fresamento vertical
Fatores críticos na escolha entre fabricantes de componentes de torneamento CNC
Ao escolher Fabricantes de componentes para torneamento CNC , o preço não é o núcleo e as capacidades técnicas, os sistemas de qualidade e os níveis de serviço determinam o sucesso ou o fracasso da cooperação. Fornecedores eficazes podem contribuir para resolver problemas de usinagem, reduzir riscos associados aos projetos e agregar valor.
Avaliação de Capacidade de Tecnologia da Informação: Equipamentos e Equipe
A capacidade em tecnologia é uma fonte básica de competitividade. Precisa ser avaliado a partir de dois campos diferentes:
- Configuração do Equipamento: Possui centros de torneamento multieixos , máquinas combinadas de fresamento e torneamento e equipamentos de teste de precisão (máquinas de medição por coordenadas, máquinas de teste de circularidade, etc.)?
- Profissionalismo da equipe: A empresa de manufatura possui a capacidade de fornecer comentários e sugestões do DFM sobre melhorias de processos aos seus clientes?
Qualidade e proteção de propriedade intelectual: requisitos para uma colaboração bem-sucedida
A garantia de qualidade e a salvaguarda das propriedades intelectuais constituem a base de um esforço conjunto bem-sucedido.
- Controle de qualidade: Existem procedimentos completos que abrangem a inspeção do primeiro artigo, a fabricação do produto e a inspeção final no fabricante?
- Proteção de IP: A empresa está protegendo seu IP usando um NDA ou criptografia de dados?
Comunicação e Apoio: Garantia de Cooperação Eficiente
A comunicação eficiente, juntamente com a transparência, melhora a colaboração eficaz:
- Eficiência de resposta: A comunicação é oportuna e o progresso da produção pode ser visualizado e rastreado?
- Serviços Adicionais: Os serviços adicionais, como aquisição de materiais e tratamento de superfície, oferecidos pela empresa ajudam a simplificar suas cadeias de fornecimento?
Dentro de uma fábrica líder de componentes de torneamento CNC: a vantagem da precisão JS
Como líder Fábrica de componentes para torneamento CNC , a JS Precision se orgulha do motivo ou lema que pode ser resumido da seguinte forma: “Precisão, Eficiência e Confiabilidade” para formar um ecossistema onde os serviços de usinagem customizados superem a expectativa do cliente.
O ecossistema principal de fabricação: foco na usinagem de precisão de componentes rotativos
Há ênfase no ambiente de fabricação na usinagem exata de peças rotativas, o que oferece algumas vantagens profissionais:
- Configuração do equipamento: Os 20 tornos suíços do tipo suíço com centros de fresamento/torneamento com carga e descarga automática são caracterizados por alta eficácia para produção em massa de peças complicadas de torneamento CNC de alta precisão .
- Suporte a Processos: Banco de dados abrangente e atualizado de processos para diferentes materiais, biblioteca de ferramentas e acessórios para atender aos requisitos.
Fluxo de trabalho do projeto digital: suavizando a transição da consulta à execução
Ferramentas digitais que tornam os processos mais simples e eficientes:
- Colaboração on-line: carregue seus arquivos 3D e obtenha análises iniciais + sugestões e orçamentos de DFM de nossos engenheiros.
- Visualização do progresso: monitoramento em tempo real dos marcos do pedido diretamente no painel do projeto – sem necessidade de confirmações.
Fabricação Sustentável: Onde a Eficiência e o Meio Ambiente se Encontram
Equilibrando a eficiência da produção com a proteção ambiental:
- Economia de energia: O agendamento inteligente e a otimização no gerenciamento de ferramentas economizarão energia e reduzirão o consumo.
- Proteção Ambiental: O sistema de circulação do refrigerante reciclará e reaproveitará o refrigerante e não haverá poluição.
Você quer experimentar o serviço líder de fábrica de componentes de torneamento CNC? JS Precision fornece uma solução completa para o envio de requisitos de peças, cobrindo todo o processo, desde o projeto até a entrega, economizando tempo e esforço.
Estudo de caso: redução de custos de 42% alcançada: transformação de um suporte fresado em uma peça de torneamento CNC otimizada
Fundo:
Um cliente precisava de um conector de liga de alumínio , cujo projeto originalmente incluía ser fabricado como uma peça de fresagem a partir de material quadrado. No entanto, as deficiências da solução atual incluíam:
A baixa taxa de utilização do material é inferior a 30%, daí grande desperdício de material, usinagem total do produto exigindo apenas quatro fixações, portanto, baixa eficiência de produção e grande erro de tolerância coaxial de apenas 0,1 mm, e alto custo unitário de produção em massa de cerca de US$ 50, que não era acessível para o cliente.
Intervenção DFM da JS Precision
A JS Precision atendeu ao requisito e nossos engenheiros analisaram os desenhos das peças e as circunstâncias da aplicação. Descobrimos que como a peça possui superfícies funcionais que podem ser produzidas por rotação, ela era totalmente conversível em uma peça torneada CNC.
A peça tinha alguns furos que precisavam ser perfurados, mas como a peça era muito pequena e a perfuração exigiria um processo de alta precisão, os projetistas decidiram converter a peça em uma peça torneada CNC para permitir que a empresa fabricasse a peça.
De acordo com isso, oferecemos uma solução de otimização direcionada:
- A matéria-prima passou a ser barras redondas fabricadas por meio de torneamento CNC, juntamente com algumas operações de fresamento com ferramentas elétricas.
- Otimize a interface de montagem das peças para torná-la adequada à lógica de torneamento.
- A unificação do dado de usinagem consiste na adição de vários recursos que foram finalizados por fresamento às operações de torneamento.
Resultado
A solução otimizada revelou-se extremamente bem-sucedida, pois otimizou o uso de material de menos de 30% para 85%, reduziu o tempo de usinagem em 65% e reduziu o número de tarefas de fixação para uma. A precisão da coaxialidade do eixo importante também foi otimizada em 50% para 0,05mm, o que permitiu melhor estabilidade no desempenho da montagem da peça.
Durante a produção em massa, o custo unitário foi reduzido para US$ 29, resultando em uma redução direta de 42% no custo total e em uma satisfação extremamente alta do cliente. Este é apenas mais um benefício que resolve os problemas de custos enfrentados pelos clientes e melhora ainda mais o desempenho dos componentes, aumentando a competitividade dos produtos dos clientes.
Você deseja que suas peças de torneamento CNC também obtenham redução de custos e melhoria de eficiência? Veja a biblioteca completa de casos da JS Precision para saber mais sobre soluções do setor e enviar informações sobre suas peças. Personalizaremos uma solução de otimização exclusiva para você, revelando as vantagens duplas de custo e precisão.

Figura 3 Torneamento CNC de conectores de liga de alumínio
Parceria além-fronteiras: simplificando a colaboração com seu fabricante de componentes de torneamento CNC na China
Colaborando com um chinês Fabricante de componentes para torneamento CNC podem desfrutar de vantagens de eficiência de custos, mas a comunicação à distância é uma preocupação. A JS Precision torna a cooperação transfronteiriça simples, transparente e confiável por meio de processos padronizados e ferramentas digitais.
O Pacote de Solicitação de Cotação Perfeito - “Acelerar o Início do Projeto”
Informações de consulta claras e completas podem melhorar a precisão e a eficiência do processo de cotação. É necessário preparar:
- Documentação Técnica: Especificações Técnicas Os desenhos detalhados 2D e modelos 3D, que definem claramente dimensões e tolerâncias.
- Requisitos especiais: Material, quantidade de produção, tratamento de superfície e requisitos de teste.
- Sugestões de Anotação: Dimensões críticas e não críticas devem ser claramente diferenciadas umas das outras em uma anotação, sem tolerâncias estritas.
Tecnologia Digital: Realizando um Processo de Produção Transparente
O portal do cliente da JS Precision oferece uma visão completa da colaboração em todo o mundo.
- Plataforma de colaboração: transferência de arquivos, comunicação e gerenciamento de versões, processos importantes são transparentes.
- Entrega de documentos: Os relatórios de inspeção do primeiro artigo e os relatórios de inspeção de remessa são gerados automaticamente para garantir a rastreabilidade da qualidade.
Construindo Parcerias através da Confiança
A JS Precision está comprometida com parcerias de longo prazo , em vez de transações únicas:
- Colaboração em camadas: Suporte de qualidade e engenharia durante todo o ciclo de produção, do protótipo ao volume de produção.
- Serviços Estendidos: Possibilitando serviços como aquisição de materiais, acabamentos de superfície e montagem de processos para facilitar o gerenciamento da cadeia de suprimentos.
Sua próxima etapa: iniciando um projeto de peças de torneamento CNC de precisão com Js Precision
Como resultado final das informações elaboradas apresentadas acima, acredito que agora você adquiriu conhecimento suficiente sobre processos de torneamento de peças CNC, otimização de projeto e colaboração. Já é hora de você transformar seu conceito de design em um produto de qualidade.
Como fornecedor experiente de componentes torneados CNC, a JS Precision traz amplo conhecimento, tecnologia avançada e uma ampla rede de serviços para apoiá-lo em seus empreendimentos.
Carregue os desenhos das peças imediatamente na página de cotação em tempo real do JS Precision para obter uma cotação competitiva transparente, enquanto aciona a revisão preliminar do DFM do engenheiro sênior. Ansioso para otimizar o design com você e embarcar em uma jornada de cooperação eficiente, precisa e de confiança mútua.
Perguntas frequentes
Q1: Quais são os diâmetros máximo e mínimo que podem ser torneados em um processo de torneamento CNC?
A usinagem que podemos realizar varia de microeixos de 0,5 mm de diâmetro a objetos semelhantes a discos de 300 mm de tamanho. As capacidades exatas que temos em relação às dimensões, material e tolerância dos objetos dependerão das suas informações. Porém, se você precisar de um tamanho específico, avise-nos quando perguntar para que possamos verificar se podemos usinar. Nossa usinagem é baseada na prática normal de usinagem.
Q2: Qual é a diferença entre o processamento de peças de alumínio e peças de aço inoxidável?
Os principais pontos de diferença em facilidade de usinagem, eficiência e custo são os seguintes: Os componentes de alumínio apresentam facilidade de corte, altas velocidades, fácil acabamento superficial e baixo custo. enquanto os componentes de aço inoxidável têm fortes propriedades de material, baixas velocidades de usinagem, grandes forças de corte, exigem ferramentas de alta qualidade e envolvem tempos e custos de usinagem mais elevados.
Q3: Como as peças torneadas produzidas em grande número alcançam consistência?
Os erros de fixação são minimizados através da automatização da carga e descarga, da análise constante do desgaste da ferramenta através de sondas de detecção online e da mitigação das diferenças de dimensão, juntamente com a análise periódica através do SPC, dos erros de maquinação. Estas múltiplas medidas garantem a consistência na peças torneadas produzidas em massa .
Q4: Quais são alguns tratamentos de superfície comuns de peças torneadas?
Os tratamentos de superfície comuns são selecionados com base em materiais e cenários, e as peças de alumínio são comumente anodizadas para melhorar a resistência à corrosão e a estética; O aço inoxidável é frequentemente passivado/niquelado para prevenção de ferrugem, bem como cromagem, escurecimento, polimento, jato de areia, etc. para aumentar a resistência ao desgaste ou propriedades decorativas.
Q5: Com que precisão o processo de torneamento de rosca pode ser realizado?
Os níveis de tolerância garantidos pelo torneamento de roscas são consistentemente ISO 6H/6g ou melhores . Para o corte de roscas, empregamos ferramentas de corte profissionais, garantindo parâmetros precisos, e inspecionamos usando inspeção passa/não passa ou digitalização de roscas. Isto é seguido por relatórios de inspeção que garantirão a precisão.
Q6: Quanto tempo levará desde a consulta até o recebimento do protótipo?
O tempo necessário desde o momento da consulta até à recepção do protótipo depende da complexidade da peça encomendada. Se for uma peça simples feita de torneamento CNC, será entregue em 5 a 7 dias úteis após a confirmação do pedido. Mas para uma peça complexa feita com um material especial, levará de 10 a 15 dias úteis.
Q7: Como protejo meu design contra vazamento ou roubo?
Assinamos acordos rigorosos de NDA com nossos clientes para esclarecer obrigações de confidencialidade. Os arquivos dos nossos clientes são armazenados em servidores criptografados e as permissões de acesso são restritas. Realizamos regularmente treinamentos sobre confidencialidade dos funcionários para garantir que nossos projetos não sejam vazados ou roubados de todos os aspectos de nossos sistemas e processos.
Q8: Você pode realizar inspeções de acordo com os padrões da nossa empresa?
Podemos inspecionar de acordo com os padrões empresariais da sua empresa . No início da cooperação, forneceremos padrões de inspeção ou planos de controle. Nossa equipe de qualidade estudará e ajustará o processo de inspeção e os padrões de julgamento para garantir que os resultados atendam aos requisitos e fornecerão registros de inspeção.
Resumo
Como escolher o método de processamento de peças de torneamento CNC nunca é apenas um problema técnico, pois envolve um julgamento abrangente da precisão do processamento, despesas e outras capacidades.
A JS Precision se dedica a ser seu parceiro confiável em torneamento de precisão com nossa tecnologia profissional, qualidade confiável e serviço para garantir que cada projeto seja realizado com eficiência e que cada colaboração alcance um efeito ganha-ganha.
Já é hora de você usar seus projetos a seu favor.
Visite o site JS Precision hoje, carregue seus desenhos da peça e obtenha uma cotação precisa com análise especializada do processo DFM. Juntos, encontraremos a melhor maneira de realizar cada parte crítica do seu projeto de torneamento CNC e dar ao seu processo criativo a vantagem necessária para ter sucesso na indústria.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de precisão JS ,não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da JS Precision Network. É responsabilidade do comprador Exigir cotação de peças Identifique requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Precisão JS Equipe
JS Precision é uma empresa líder do setor , concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisão Usinagem CNC , Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção , Carimbo de metal, e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. Escolher Precisão JS isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.cncprotolabs.com

