

Stamping in metalloè una tecnologia di produzione avanzata, attraverso la matrice professionale e il pugno per trasformare efficacemente i fogli metallici in prodotti in metallo di precisione. In questo processo, la scelta del materiale determina direttamente lo scenario delle prestazioni e dell'applicazione dei timbri metallici.
Con la crescente domanda di produzione di precisione, metalli speciali come leghe di titanio e leghe di magnesio si infiltrano gradualmente i campi dei campi aerospaziali e di elettronica di consumo. Il design e la precisione diStamper di metalloMigliora ulteriormente il potenziale del materiale per soddisfare una vasta gamma di esigenze, dalla piccola elettronica a grandi involucri per auto. Una selezione ragionevole non può solo ottimizzare la resistenza, la conducibilità o la resistenza alle intemperie, ma anche controllare in modo efficace i costi riducendo le perdite di elaborazione, che è la chiave per i timbri metallici nella produzione industriale.

Cos'è la timbratura in metallo?
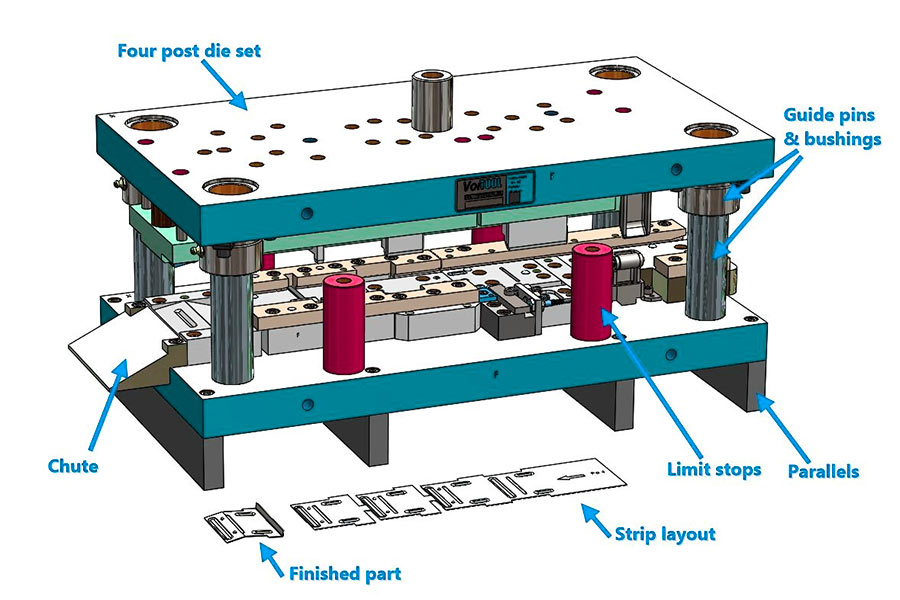
La timbratura in metallo è un processo di timbratura su fogli metallici con stampi e pressa. È ampiamente utilizzato in automobile, elettronica ed elettrodomestici. Nel nucleo di questa carta, viene utilizzata una matrice ad alta precisione per formare fogli metallici alla volta, che può produrre timbri metallici con tolleranze di forma complessa e a livello di micrometro.
Il processo non solo migliora notevolmente il tasso di utilizzo del materiale, ma riduce notevolmente i costi di produzione attraverso la linea di produzione automatizzata, particolarmente adatta alla produzione di componenti standardizzati su larga scala. Con lo sviluppo della precisioneTecnologia di timbratura, Modern Metal Stamping è stata in grado di soddisfare i rigorosi requisiti di resistenza, conducibilità e resistenza alla corrosione in campi di fascia alta come attrezzature aerospaziali e mediche.
Che cos'è il materiale di timbratura in metallo?
Il tipo di materiale dei timbri metallici influisce direttamente sull'effetto di elaborazione e sulle prestazioni del prodotto.Le seguenti sono classificazioni e caratteristiche comuni dei materiali di timbro metallico:
1. Acciaio senza pisolino
L'acciaio inossidabile è un materiale ampiamente utilizzato nella timbratura del metallo.A causa della sua resistenza alla corrosione e dell'alta resistenza, è comunemente usato per produrre componenti che richiedono standard igienici, come attrezzature mediche e attrezzature di trasformazione alimentare.Durante il processo di stampaggio, regolando lo stampo e i parametri di pressione, la morbidezza superficiale può essere mantenuta e si possono formare forme complesse con alta precisione.
2.Lega di alluminio e alluminio
L'alluminio è leggero e facile da gestire. Adatto perproduzione rapida di qualità diApparecchiature elettronicheInvolucro, componenti automobilistici, ecc.Ha una buona duttilità, può ridurre l'usura dello stampo e migliorare l'efficienza della produzione ed è particolarmente adatto per applicazioni sensibili al peso.
3. lega di rame e rame
Il rame ha un'alta conducibilità ed è comunemente usato nella produzione di connettori elettrici e radiatori.Le parti di rame a parete sottile possono essere utilizzate in conformità con i requisiti di stamping precisi di saldatura o assemblaggio ad alta frequenza.
4. Acciaio per carbonio
L'acciaio al carbonio ha elevato resistenza e basso costo. Questo è per telaio automobilistico e dispositivi di fissaggio.Durante l'elaborazione, i parametri di pressione devono essere regolati in base allo spessore del materiale per evitare l'impatto della deformazione del rimbalzo sull'accuratezza dimensionale.
5. Lega di titanio
Le leghe di titanio possono resistere a temperature elevate e corrosione. È un materiale comune nel settore aerospaziale.Ha un'elevata durezza, un'elevata resistenza all'usura alla morte e deve essere utilizzato in combinazione con una tecnologia di stampaggio precisa per lo stampaggio stabile.
6. Acciaio zincato
Superficie zincatagli consente di resistere alla ruggine. È ampiamente utilizzato nei pannelli degli elettrodomestici, nei materiali da costruzione del tetto, ecc.In questo processo, la temperatura e la pressione dovrebbero essere controllate per evitare che lo strato di zinco influisca sull'adesione del rivestimento.

Quale pretrattamento è richiesto prima di stampare il materiale metallico?
Pretrattamento diMateriali metalliciPrima che la timbratura sia un passo fondamentale per garantire la qualità, l'accuratezza e la produttività delle parti dei francobolli.Il principale processo di preelaborazione e i relativi punti salienti tecnici sono i seguenti:
1.Taglio del materiale
Scopo: tagliare la lamiera sulla dimensione desiderata per evitare il curling o la deformazione.
JS Technology Association: la tecnologia di taglio o taglio del laser di precisione può essere ± 0,02 mm, il che può garantire la stabilità della dimensione della billetta.
| Metodo | Soluzioni applicabili | Vantaggi JS |
| Taglio laser | Parti di forma di precisione. | Trattamento senza contatto, piccola zona affetta da calore. |
| Fare il computer | Materiale a pannello di grandi dimensioni. | Elimina lo stress residuo e raggiungi una planarità del 99%. |
2.Pulizia della superficie e rimozione della ruggine
Utilizzo: utilizzato per rimuovere le macchie di olio, le scale di ossidazione e la ruggine e prevenire la contaminazione da muffa o l'adesione del pezzo.
JS Technology Association:
- Utilizzare detergenti ecologici (conformi agli standard ROHS) con la tecnologia di pulizia ad ultrasuoni.
- Produzione automatica di acido fosforico/passivazione LineimProvingrivestimento di superficieadesione.
| Metodo di elaborazione | ruolo | JS Misure di protezione ambientale |
| Degenerazione alcalina | Rimuovere il grasso. | Il tasso di conformità per il trattamento delle acque reflue è del 100%. |
| Energia | Migliorare la levigatezza superficiale (RA≤0,1μm). | Ridurre il consumo di energia per unità di prodotto del 30%. |
3.Rivestimento lussuoso
Scopo: regolare accuratamente il coefficiente di attrito di stampaggio (μ≤0,08) e superare il 30% della vita dello stampo, rugosità superficiale ≤0,8 μm.
JS Technology Association: i materiali JS sono ampiamente selezionati (coperti su 50 varietà) per ottimizzare l'efficienza di stampaggio (la riduzione del tempo del ciclo del progetto del 15%) si basa su diverse combinazioni di metalli con lubrificanti speciali.
4.Alleviare lo stress e la ricottura
Scopo: eliminare la pressione interna del materiale, migliorare la duttilità e impedire la rottura del timbro.
JS Technology Association:
- Il forno di ricottura del vuoto raggiunge un preciso controllo della temperatura (± 5 ° C) per evitare l'ossidazione.
- Velocetecnologia di raffreddamentoAccendi i cicli di processo e aumenta l'efficienza del 25%.
| Tipo di processo | Soluzioni applicabili | Indicatori di controllo di qualità JS |
|
RIPPASTAZIONE RILIENVI A PRESSIONE
|
Stamping a piastra in acciaio a freddo. | Stress residuo ≤30MPA. |
| Rattura completa | Formazione di acciaio ad alta resistenza. | L'uniformità della dimensione del grano è conforme allo standard ASTM. |
5.Calibrazione e posizionamento accurati
Scopo: garantire l'accuratezza dimensionale e la coerenza delle parti timbrate.
JS Technology Association:
- Lo scanner blu-ray 3D ha rilevato la forma e la tolleranza di posizione della billetta e il tasso di compensazione degli errori ha raggiunto il 98%.
- Il sistema di alimentazione automatico integra la tecnologia di posizionamento visivo con accuratezza del posizionamento ± 0,01 mm.
| Mezzi tecnici | Funzione | Vantaggi tecnici JS |
| Allineamento ottico | Posizionamento artefatto complesso. | Corretto automaticamente, il rendimento è aumentato al 99,5%. |
| Premere prima della muffa | Compensare alla deviazione dello spessore del materiale. | Il controllo della tolleranza è fino a ± 0,005 mm. |
Panoramica dei vantaggi della tecnologia di preelaborazione dell'azienda JS
| aspetto | Caratteristiche tecniche | Entrate del cliente |
| Controllo preciso | Controllo articolare multi-sensore + ottimizzazione dell'algoritmo AI. | Tasso di conformità della tolleranza> 95%. |
| Migliorare l'efficienza | Riga di montaggio automatico completo + processo modulare. | Ridurre i tempi di consegna di 15-20 giorni. |
| Ottimizzazione dei costi | Standardizzazione del sistema di riciclaggio dei rifiuti+ parametri di processo. | Ridurre il costo unitario del 12-18%. |
| Conformità ambientale | Produzione pulita + 100% Utilizzo delle risorse di rifiuti. | Rispettato con la direttiva ambientale dell'UE. |
Attraverso il suddetto processo di pretrattamento, la società JS può garantire l'accuratezza e la qualità dimetallo timbratoProdotti garantendo al contempo le massime prestazioni del materiale dei prodotti in metallo a francobolli.
In che modo i materiali ad alta resistenza possono migliorare la durata delle parti timbrate?
1. Resistenza migliorata alla deformazione
I materiali ad alta resistenza come le leghe in acciaio e titanio ad alta resistenza hanno un'alta resa e resistenza alla trazione, che possono migliorare significativamente la resistenza di deformazione dei timbri metallici sotto carico dinamico. Ad esempio, dopo aver timbrato l'acciaio ad alta resistenza, i componenti del telaio per auto IMPACT OT aumentano il 40%, EftectVectV AVOICINA STRUTTURALE TATIAUE ha causato la vibrazione BV ona-term.
2. Life a fatica estesa
La struttura cristallina di materiali ad alta resistenza è densa, che può ritardare la propagazione della fessura. In metallo stampato, come la stampa in lega di titanio utilizzata nelle lame del motore aeronautico, la vita a fatica può raggiungere 2-3 volte quella dei materiali tradizionali e incontrarsi in seguito di cicli di stress meccanico ad alta frequenza.
3. Ottimizzazione della resistenza
I materiali ad alta resistenza, come l'acciaio ad alto contenuto di carbonio o l'indurimento superficiale, possono ridurre le perdite di attrito aumentando la durezza, come HV o superiore. Ad esempio, quando l'acciaio al carbonio viene utilizzato per il timbro metallico, la resistenza di abrasione del timbro metallico aumenta del 60%, prolungando la durata di servizio e riducendo la frequenza di manutenzione.
4.Migliorare la resistenza alla corrosione
Materiali ad alta resistenza(come l'acciaio inossidabile) hanno proprietà intrinseche della resistenza acida e alcalino e della resistenza ossidativa.Ad esempio, il timbro metallico per le attrezzature costiere è stampato con 316 litri di acciaio inossidabile, che può essere mantenuto in un ambiente di spruzzo salino per più di 10 anni senza alcun segno di corrosione, riducendo così notevolmente i costi di sostituzione.
5.Feilance di peso e resistenza
Alcune leghe di alluminio ad alta resistenza, come 7075, sono leggermente leggeri, pur mantenendo la loro resistenza, se utilizzate con timbri metallici possono ridurre il peso (ad esempio, del 30% per i componenti dell'auto) mantenendo la stabilità strutturale. Sono fortizzazioni adatte in cui sono necessarie sensibilità al peso e alta durata.
6.Adattabilità a temperatura migliorata
Le leghe di titanio e altri materiali possono mantenere la loro resistenza ad alte temperature (> 400 ° C) o basse temperature (<-50 ° C) e funzionano costantemente in condizioni estreme, ad esempio, le tenute spaziali devono resistere a una differenza di temperatura di -100 ° C a 200 ° C per garantire la guarnizione.
Percorso di implementazione tecnica
| Tipo di materiale | Indice di forza | Soluzioni tipiche dell'applicazione | Effetto di miglioramento della durabilità |
| Acciaio ad alta resistenza (HSS) | Resistenza alla snervamento ≥800 MPA | Raggio di collisione di auto, attrezzatura. | Vita di servizio estesa dal 50% al 200%. |
| Lega di titanio (TI-6AL-4V) |
Resistenza alla trazione ≥900MPA
|
Componenti dell'aviazione, impianti. | Estendere la vita a fatica 2-3 volte. |
| Lega di alluminio ad alta resistenza (7075) |
Resistenza alla trazione ≥570MPA
|
Frame drone, shell 3c. | La perdita di peso è stata del 30%, ma l'intensità rimane la stessa. |
Selezionando materiale ad alta resistenza adatto e combinandolo con precisionetimbro metallicoLa tecnologia, la durata generale delle parti timbrate può essere notevolmente migliorata e possono essere soddisfatti i rigorosi requisiti del settore per l'affidabilità a lungo termine.
Come prevenire il trattamento della ruggine su parti timbrate in acciaio inossidabile?
1.Pulizia della superficie e rimozione degli inquinanti
Usi: rimozione di olio, fluido di taglio, detriti metallici e altri inquinanti nel processo di stampaggio per evitare danni al film di ossido.
JS Misure:
- Una combinazione di sgrassatore alcalino e processo di pulizia ad ultrasuoni è stata utilizzata per ottenere la pulizia del livello SA2.5 (standard ISO).
- Linea di produzione di fosfating/passivazione automatizzata per formare uno strato protettivo uniformesuperficie trattata.
Operazioni principali:
- Spennellare le macchie di olio di superficie con un panno pulito immediatamente dopo il timbro.
- I solventi contenenti cloro come l'acido cloridrico sono vietati per prevenire la corrosione e il cracking dello stress.
2.Trattamento della passivazione chimica
Obiettivo: migliorare la resistenza alla densità e alla corrosione del film di ossido di superficie in acciaio inossidabile (CR₂O₃).
JS Misure:
- La soluzione di passivazione ecologica (priva di cromo esavalente) soddisfa gli standard ROHS.
- Il test di spruzzo salino passivo dura più di 240 ore (304 acciaio inossidabile di serie).
Parametri di processo:
- Temperatura: normale ~ 50 ° C (regolato per il materiale).
- Tempo: 15-30 minuti.
Post-trattamento: risciacquo + asciugare con acqua pura per garantire alcun residuo.
3.Rivestimento di protezione fisica
Scopo: strato di isolamento fisico per un ambiente speciale come alta umidità e mezzo chimico.
JS Misure:
- Rivestimento elettroforetico: rivestimento in resina epossidica, tempo di spruzzo resistente al sale fino a 500 ore.
- Rivestimento a vuoto PVD: film di nitruro di cromo di deposizione, durezza HV 2000+, aumenta la resistenza all'abrasione.
4.Progettazione strutturale e ottimizzazione del processo
Obiettivo: ridurre la concentrazione di stress, il danno superficiale e il rischio di corrosione.
JS Misure:
- Cromo duro (RA ≤ 0,1μm) sulla superficie della matrice per evitare i graffi di stampaggio.
- Formazione idraulicaviene utilizzato al posto della tradizionale timbratura per ridurre la tensione sul materiale.
Punti salienti del design:
- Transizione arrotondata: evitare la concentrazione di stress causata da angoli acuti.
- SCAPLIO DESIGN: evitare l'accumulo di liquido all'interno delle parti timbrate.
5.Controllo ambientale e manutenzione
Scopo: bloccare le fonti di corrosione esterna e prolungare i tempi di prevenzione della ruggine.
JS Misure:
- Ambiente di stoccaggio: magazzino costante di temperatura e umidità (umidità ≤60%).
- Protezione da trasporto: avvolto in pellicola in polietilene e pieno di essiccante, a prova di umidità e ruggine.
- Manutenzione periodica: controllare le condizioni della superficie mensile, trattare piccoli punti di ruggine con una pulizia professionale in acciaio inossidabile e riparare la passivazione locale delle aree saldate.

Quali sono le difficoltà nella progettazione di stampi per stampare per parti irregolari?
La dittanza di stampare la progettazione di stampo per parti irregolari comporta molte sfide tecniche e richiede una combinazione di esperienza di produzione di precisione e soluzioni innovative. Ecco difficoltà specifiche e come le strategie di risposta dell'azienda JS:
1.Sfide di progettazione poste dalla complessità strutturale
Difficoltà:
- Design da dado diviso: le parti irregolari di solito richiedono amuore multi-cavitào strutture di scorrimento con un'alta complessità dello stampo (ad es. 7-8 collegamento del dispositivo di scorrimento per i rivestimenti delle auto).
- Estrattore del nucleo: per lo stretching profondo o le parti di estrattori del nucleo laterale, è necessario un nucleo di precisione, altrimenti può verificarsi jamming o deviazione di dimensioni.
- Resistenza alla muffa: le strutture complesse sono soggette alla concentrazione di stress e l'ottimizzazione della topologia è necessaria per migliorare la rigidità.
Strategie di risposta:
- Progettazione modulare e produzione individuale di componenti chiave.
- La distribuzione della forza del dado è ottimizzata da FEA.
2.Utilizzo del materiale e ottimizzazione del layout
Difficoltà:
- Le parti irregolari sono inclini al processo di layout dei rifiuti, con conseguente tasso di utilizzo del materiale inferiore al 60%.
- I contorni complessi richiedono un equilibrio tra sequenza di timbratura e controllo della deformazione.
Strategie di risposta:
- I campioni vengono automaticamente ottimizzati e disposti utilizzando algoritmi di intelligenza artificiale.
- Il bordo universaleTecnologia di taglioriduce gli sprechi.
3.Controllo di precisione e stabilità dimensionale
Difficoltà:
- Le tolleranze per le parti irregolari (ad es. Componenti elettronici sono rigorosamente richiesti.
- Il rinculo di stampaggio risulta in distorsioni di dimensioni (la velocità di rinculo in acciaio inossidabile può essere dell'8%-12%).
Strategie di risposta:
- Sistema di rilevamento online in tempo reale (CCD+Laser Ranging).
- La superficie della matrice viene modificata dall'algoritmo di algoritmo di compensazione del rimbalzo.
4.La vita di servizio e la resistenza all'abrasione dello stampo
Difficoltà:
- La frequenza di stampaggio delle parti irregolari è limitata (500000 volte la durata della durata degli stampi ordinari e oltre 2 milioni di volte la durata di vita di parti altamente esigenti).
- Il processo di saldatura di lega dura e acciaio stampo è difficile.
Strategie di risposta:
- Indurimento superficiale (ad esempio rivestimento TD, rivestimento PVD).
- L'area di abrasione è stata riparata darivestimento laser.
5.Costo ed efficienza della modalità di prova
Difficoltà:
- Le parti irregolari hanno cicli di dado a lungo e costano più di 10000 yuan per pezzo.
- I metodi tradizionali di prova ed errore sono difficili da individuare rapidamente la causa principale del problema.
Strategie di risposta:
- La tecnologia Digital Twin simula il processo di stampaggio.
- Stampi a prototipazione rapida (Stampa 3D) Accordi il ciclo di verifica.
In che modo la società JS ottimizza il tasso di utilizzo dei materiali di stampaggio?
1.Design di layout intelligente
Mezzi tecnici:
- L'algoritmo di intelligenza artificiale viene utilizzato per organizzare in modo intelligente il metallo di timbro e calcolare automaticamente lo schema di nidificazione più ottimale.
- Supporto per il caricamento del passaggio/Iges e altri file di formattazione, il sistema riconosce automaticamente i contorni delle parti e genera un layout.
Effetto: il tasso di utilizzo del materiale è aumentato dall'85% della media del settore a oltre il 92% (in particolare parti irregolari).Ridurre gli sprechi e risparmiare circa dal 15% al 20% sui materiali per ordine.
2.Sistema di riciclaggio e riutilizzo del materiale residuo
Mezzi tecnici:
- Le apparecchiature di smistamento dei rifiuti completamente automatizzate sono fornite per la classificazione in tempo reale dei detriti in metallo riciclabile, come la stampa di scarti in metallo.
- Il materiale rimanente viene elaborato in piccole parti di stampaggio mediante processo di termoroprietà.
Effetto: soddisfare lo standard di produzione sostenibile, ametallo non ferrosoTasso di recupero fino al 98%, ridurre i costi di approvvigionamento delle materie prime annuali di oltre 1 milione.
3.Processo modulare, linea di produzione flessibile
Mezzi tecnici:
- Le parti complesse sono suddivise in sottomoduli standardizzati (come fori e aree di flessione) e l'elaborazione batch usando stampi uniformi.
- La commutazione senza soluzione di continuità di diverse parti del metallo di timbro si ottiene attraverso il sistema di conversione della matrice rapida e il tempo di cambio non è più di 15 minuti.
Effetto: 30% di tempi di consegna più brevi e 10% in meno di perdita di materiale per un piccolo ordine multi-vanità.
4.Caratteristiche del materiale e database di corrispondenza dei processi
Mezzi tecnici:
- Esiste un database di oltre 50 materiali metallici, inclusi parametri come spessore, duttilità e resilienza.
- I parametri del processo di stampaggio automatico vengono generati per evitare i rifiuti a causa della selezione impropria del materiale.
Effetto: l'acciaio ad alta resistenza (come 430 in acciaio inossidabile) tasso di timidatura è aumentato al 99,5%, riducendo i rifiuti di rielaborazione.
5.Simulazione digitale e debug virtuale
Mezzi tecnici:
- Il software Autoform viene utilizzato per simulare il processo di stampaggio del metallo di timbro e prevedere difetti come rami e fratture.
- La superficie dello stampo è ottimizzata mediante debug virtuale e il numero di test fisici del dado è ridotto.
Effetto: tasso di passaggio del 100% dell'ispezione iniziale dello stampo, ciclo dello stampo 100%.
Riepilogo
Nel campo della timbratura metallica, la scelta dei materiali determina direttamente le prestazioni e la qualità dei prodotti timbrati in metallo. Dalla lega di alluminio all'acciaio inossidabile, ogni materiale soddisfa le esigenze di precisione di diversi settori con le sue proprietà uniche.
JS Company ha una tecnologia avanzata di timbri metallici e la flessibilità di selezionare più di 50 materiali in metallo in base alle esigenze dei clienti. Il livello di precisione del metallo stampato è ± 0,005 mm ottimizzandodesign dello stampoe processo di produzione. Che si tratti della resistenza all'impatto dei rivestimenti per auto o della resistenza alla corrosione dei dispositivi medici, il team professionale di JS è in grado di creare una soluzione di stampa metallica completamente funzionale ed economica per i clienti.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1. Quali sono i vantaggi delle parti di timbratura in acciaio inossidabile?
Le parti di stampaggio in acciaio inossidabile sono resistenti alla corrosione, abrasiva e ad alta resistenza. È adatto per l'uso a lungo termine in elettrodomestici, dispositivi medici e così via.
2. Cosasono iMaterialiconbuona duttilità?
Compresi in lega di alluminio, lega di rame, ottoni e metalli puri come oro, argento, alluminio, questi materiali sono facili da forma, adatti per la lavorazione complessa di parti di timbratura.
3. Come fa lo spessoreDila lastra di metallo influisce sull'effetto di stampaggio?
La piastra sottile è facile da deformarsi, ma la resistenza è bassa. È adatto per parti di precisione.Le piastre spesse richiedono una maggiore forza di punzonatura e sono soggette a bacche, rendendole adatte a componenti strutturali.La clearance e i parametri di pressione devono essere regolati in base alla duttilità del materiale.
4. È l'accuratezza dimensionale delle parti di timbratura del metallo relative al materiale?
Strettamente correlati a ciò, la duttilità, il rimbalzo e l'uniformità del materiale influenzano direttamente la stabilità dello stampaggio e devono essere controllati attraverso la progettazione dello stampo e l'ottimizzazione dei parametri di processo.
Risorse

