

Surmoulage du connecteur est la principale méthode pour protéger les connecteurs contre la rupture lorsqu'ils sont utilisés dans des conditions difficiles.
Par exemple, dans l’ingénierie maritime, les machines lourdes et les opérations de drones en extérieur, la majorité des pannes d’équipement (jusqu’à 60 %) sont causées par une défaillance des connecteurs. Les deux principaux problèmes qui surviennent sont les courts-circuits dus à la pénétration d'eau à l'intérieur et la rupture du câble à l'extrémité du connecteur causée par les vibrations.
Lorsqu'un connecteur valant seulement quelques dollars arrête un projet valant des millions de dollars, les méthodes habituelles de scellement et de liaison des connecteurs deviennent alors insuffisantes pour répondre aux normes de fiabilité élevées.
Cette méthode qui évite de telles défaillances au niveau structurel est le premier choix de nombreux fabricants d'équipements haut de gamme.
Résumé des réponses de base
| Modules de base | Solutions clés | Proposition de valeur |
| Étanchéité et stress | Revêtement de moulage par injection intégré, éliminant les espaces. | Obtenez une étanchéité à l'air de niveau IP68 et éliminez les points de fracture sous contrainte mécanique. |
| Matériaux et conception | Matériaux PEEK/TPU haute performance + conception DFM pour la fabricabilité. | Résistant aux acides forts, aux alcalis et aux rayons UV, protégeant les broches de précision. |
| Tests et production de masse | Tests rigoureux basés sur les normes MIL-STD. | Vérification rapide du prototypage, atteignant un rendement de production en série de plus de 98 %. |
Points clés à retenir
- Correction des défauts à l'origine :
Le surmoulage de connecteurs personnalisé élimine complètement les chemins d'intrusion d'humidité et les points de concentration de contraintes en formant le connecteur et le câble d'une seule pièce , ce que l'assemblage traditionnel n'est pas en mesure d'égaler.
- Mettre l'accent sur la fiabilité du cycle de vie :
En optant pour des fournisseurs dotés de capacités DFM, vous obtenez non seulement une étanchéité de qualité IP68 , mais également grâce à l'utilisation de la science des matériaux et de la conception de moules, la durée de vie du produit peut être prolongée jusqu'à plus de 10 ans.
- Réduisez les coûts de fonctionnement totaux :
Même si vous devez initialement investir dans un moule, les services de surmoulage sont capables de réduire le cycle de R&D de 30 % et de maintenir un taux de rendement supérieur à 98 % dans une production à grande échelle, ce qui réduit considérablement les coûts de maintenance et de défaillance ultérieure.
Pourquoi faire confiance au surmoulage de connecteurs ? Solutions personnalisées de JS Precision pour les environnements difficiles
Dans les applications d'équipements dans des environnements difficiles, la fiabilité du surmoulage d'un connecteur devient le principal facteur de réussite ou d'échec du projet client. C'est pourquoi il est indispensable de choisir un fournisseur fiable.
Choisir JS Precision pour vous signifie que vous pouvez profiter de nos plus de 15 années d'expérience dans le surmoulage personnalisé, de notre expérience de service en relation avec et en entretien avec plus de 500 fabricants d'équipements de haute qualité dans le monde entier, et de nos offres de services couvrant une variété d'industries d'ingénierie maritime, de machinerie lourde, de drones d'extérieur, d'exploration en haute mer et d'extraction de champs pétrolifères.
Le support technique d'un pool de plus de 20 ingénieurs avec plus de 10 ans d'expérience dans l'industrie serait à votre disposition. Vous pouvez également faire confiance à JS Precision car il a été certifié par le Système qualité ISO 9001 et suit strictement les solutions conformes aux normes militaires MIL-STD-810H:2019.
De plus, notre gamme complète de produits conformes aux normes UL et RoHS garantit l'adaptabilité des équipements à différents environnements extrêmes.
Par exemple, un client d'équipements pour les eaux profondes d'Europe et d'Amérique qui utilisait des connecteurs d'une autre marque était confronté à un taux de défaillance de 12 % de ses échantillons de test en raison d'une fuite de pression résultant d'une défaillance du joint à 1 000 mètres de profondeur . Cela a eu un impact direct sur le calendrier et le budget de leur projet.
Après avoir opté pour la solution de surmoulage de connecteurs personnalisée de JS Precision, le client a non seulement réussi à ramener le taux de défaillance sur place à moins de 0,1 % et le rendement de la production de masse s'est stabilisé au-dessus de 98,5 %, mais a également économisé des millions de dollars en coûts de maintenance et en pertes dues au retard du projet.
Ils ont même obtenu un partenariat stratégique à long terme et une situation gagnant-gagnant.
Le principal avantage de JS Precision est que les clients bénéficient d'un contrôle total du processus, depuis la conception DFM jusqu'à la production en série, de sorte qu'ils n'ont plus à travailler avec plusieurs ressources séparément.
Les clients bénéficient d'un service complet de traçabilité des produits et de données de tests de performances pour tous pièces surmoulées fait partie du système de traçabilité et chaque service de surmoulage est pris en compte. Les avantages pour le client sont pris en compte par l'optimisation des services, ce qui réduit les risques techniques et les problèmes liés à la production en série.
En fin de compte, les clients sont en mesure de se concentrer sur leur activité principale, de mettre en œuvre avec succès des projets de manière efficace et de contrôler leurs coûts.
Consultez les détails de cette étude de cas internationale sur les équipements en haute mer et obtenez une évaluation gratuite de la faisabilité du surmoulage de connecteurs pour déterminer rapidement l’adéquation de la solution et éviter les risques de sélection initiale.
Pourquoi les appareils dans des environnements difficiles doivent-ils choisir un surmoulage de connecteur personnalisé ?
Les connecteurs traditionnels sont notoirement des points faibles au niveau des jonctions, en particulier dans les environnements où l'humidité, les vibrations et la corrosion chimique sont présentes.
Le surmoulage de connecteurs personnalisés, qui consiste à intégrer le câble et le connecteur en un seul composant, élimine essentiellement les défaillances résultant d'une défaillance du joint et d'une fracture sous contrainte . La fiabilité de cette technique de surmoulage ne peut être égalée par les méthodes conventionnelles.
Deux principaux mécanismes de défaillance des connecteurs traditionnels : la pénétration d'humidité et la rupture du joint de soudure.
- Défaut de pénétration de l'humidité : l'humidité peut pénétrer dans la queue du connecteur par action capillaire, ce qui entraîne une diminution de la résistance d'isolation sous le niveau mégohm. Cela finit par provoquer un court-circuit et l'équipement cesse de fonctionner.
- Rupture des joints de soudure : dans les environnements soumis à des vibrations, le câble, les joints de soudure et les points de sertissage subissent des contraintes. Ces contraintes entraînent la formation de microfissures qui finissent par provoquer la rupture du circuit et l'arrêt de l'ensemble de l'équipement.
De l’assemblage au moulage monobloc
La technologie de surmoulage par moulage par injection ne se limite pas au revêtement de coques : elle utilise une injection à haute pression pour fusionner des matériaux thermoplastiques (par exemple, le TPU) avec le connecteur et la gaine du câble, ce qui donne lieu à une seule pièce intégrée.
Cela augmentera la résistance à la traction du connecteur et du câble à plusieurs centaines de Newtons, éliminant ainsi complètement le problème de la rupture facile des liens traditionnels.
Pour illustrer cela, cela revient à doter le connecteur et le joint de câble d' une « armure de protection » sur mesure et sans couture, qui reliera étroitement les points et évitera tout problème éventuel.
| Méthode de connexion | Résistance à la traction | Résistance d'isolation | Cycles de pliage | Taux d'échec |
| Reliure traditionnelle | ≤50N | ≤100 MΩ | ≤5000 cycles | ≥8% |
| Surmoulage de connecteur | ≥300N | ≥1000MΩ | ≥100 000 cycles | ≤0,1% |
Comment le surmoulage des connecteurs résout-il les problèmes d’étanchéité et de contrainte via le moulage par injection intégré ?
Le surmoulage des connecteurs, qui modifie la conception conventionnelle des connecteurs, supprime les coutures en réalisant moulage par injection surmoulage directement à la jonction du connecteur avec le câble, produisant ainsi une structure de soulagement des contraintes sans couture.
Cette capacité se traduit par une excellente étanchéité à l'air même dans des conditions de température difficiles de -40°C à 125°C, ce qui est conforme aux critères de test IP68 de la norme CEI 60529:2013.
Suppression des points de concentration de contraintes : la durée de vie en flexion des câbles est radicalement améliorée
1. Répartition des contraintes de flexion :
En optimisant la structure du revêtement grâce à l'analyse par éléments finis (FEA), la contrainte lors de la flexion du câble est répartie uniformément sur toute la zone de revêtement, évitant ainsi la concentration des contraintes au niveau des points de connexion.
En termes simples, cela revient à installer une couche de « tampon » au point de connexion du câble, répartissant la force qui était initialement concentrée en un point sur toute la zone, évitant ainsi les dommages locaux causés par une pression excessive.
2. Résistance accrue à la flexion :
En utilisant le surmoulage des connecteurs, le cycle de flexion des câbles (±90°, 30 fois par minute) peut être augmenté de quelques milliers seulement pour les connexions traditionnelles à 100 000 cycles et plus au total, ce qui est nettement supérieur aux normes de l'industrie .
3. Très adapté aux changements de température extrêmes :
La structure sans couture de soulagement des contraintes offre une performance stable des connexions de câbles même à des températures extrêmement froides et chaudes comprises entre -40°C et 125°C.
Étanchéité intégrale : empêche l’infiltration d’humidité
Si nous comparons les connecteurs traditionnels, nous constaterons qu'il existe des chemins de fuite entre les âmes du câble et le boîtier et le clip arrière.
Surmoulage par injection plastique élimine tous les chemins de fuite potentiels en enfermant toute la queue, ce qui est le secret pour atteindre les niveaux d'étanchéité IP68 et même IP69K , évitant ainsi les pannes dues à l'humidité de l'environnement.
Tests de durabilité des pièces surmoulées : comment simuler une durée de vie difficile de plus de 10 ans ?
La résistance des pièces surmoulées affecte directement la durée de vie globale de l’appareil.
Nous effectuons des tests de contrainte de flexion, de choc thermique et de cyclage au brouillard salin aux niveaux spécifiés dans les normes MIL-STD-810H et CEI 60529 pour garantir qu'un produit peut conserver son étanchéité et ses performances électriques même après avoir été plié plus de 15 000 fois.
Étude approfondie des normes de test MIL-STD-810H et CEI 60529
- La méthode MIL-STD-810H 514.7 (test de vibration) implique de soumettre le produit à des chocs à différentes fréquences. D'autre part, la méthode 502.5 (Test à basse température) exige que le produit remplisse ses fonctions à -55°C.
- La norme CEI 60529 IPX8 n'exige aucune pénétration d'eau après que l'échantillon ait été immergé à une profondeur de 1,5 mètre pendant 30 minutes. Nos pièces surmoulées sont totalement conformes à ces normes.
Problème concret : quel est l'impact des tests de flexibilité sur les points de connexion des câbles ?
Les paramètres du test de contrainte de flexion sont un poids de levage de 500 g, un angle de flexion de ±90° et une fréquence de 30 fois par minute.
Les données de test montrent qu'après assemblages de câbles sur mesure Encapsulation, la résistance à la traction du joint entre le câble et le connecteur est plus de trois fois supérieure à celle des méthodes de sertissage traditionnelles, garantissant une fiabilité dynamique à long terme.

Figure 1 : Une paire de mains gantées assemblant manuellement un faisceau de câbles multicolore dans un connecteur sur un poste de travail.
Comment choisir des matériaux hautes performances résistants aux UV et à la corrosion dans le moulage par injection surmoulage ?
Le type de matériaux choisis pour le surmoulage par injection a un impact sur la capacité du produit à résister aux conditions météorologiques. Notre base de données matériaux nous permet de corréler différents environnements corrosifs :
Le PEEK et le PPS sont adaptés aux acides forts, aux alcalis et aux conditions de température élevée, tandis que le TPU et le silicone hautes performances, grâce à leur flexibilité et leurs bonnes propriétés aux intempéries, sont les premiers choix pour la protection UV extérieure et la résistance à l'hydrolyse.
En d'autres termes, cela revient à fournir des « vestes sur mesure » pour les points de connexion des équipements : les environnements très corrosifs et à haute température nécessitent des « vêtements de protection résistants aux hautes températures et à la corrosion », et les environnements extérieurs « des vêtements d'extérieur résistants au soleil et à l'eau », un ajustement parfait sans aucune disparité.
| Nom du matériau | Température d'utilisation continue | Résistance à la corrosion | Indice de résistance aux UV | Résistance à la traction | Scénarios applicables |
| COUP D'OEIL | 260°C | Résistant à presque tous les produits chimiques | 3e et 4e années | ≥90MPa | Champ de pétrole, industrie chimique |
| PPS | 200°C | Résistant aux acides et alcalis forts, aux radiations | 3e année | ≥70MPa | Industrie Nucléaire, Équipements Haute Température |
| TPU | 125°C | Résistant à l'hydrolyse, au brouillard salin | 4e et 5e années | ≥20MPa | Marin, Extérieur |
| Silicone | 150°C | Résistant aux acides et alcalis faibles | 5e année | ≥15MPa | Drones extérieurs, terminaux portables |
| PVC | 80°C | Résistant à une faible corrosion | 2e année | ≥10MPa | Environnement ordinaire |
Cas pratique : Critères de sélection des matériaux pour les environnements acides forts, alcalins et au brouillard salin
Le Test au brouillard salin ASTM B117 La méthode révèle qu'après 1 000 heures d'exposition de la surface de surmoulage du connecteur au brouillard salin, une qualité particulière de TPU était toujours sans poudrage ni fissuration alors que le PVC standard était gravement détérioré.
Ce TPU avait une dureté Shore A 70-95, une résistance à la traction > 20 MPa, très bien adapté à une longue exposition à des environnements difficiles de brouillard salin.
Contactez nos ingénieurs pour une estimation gratuite des coûts de surmoulage des matériaux de moulage par injection, garantissant ainsi une correspondance précise des matériaux pour vos besoins spécifiques et atténuant les risques de dépassement de coûts et de sélection incorrecte des matériaux.
Comment protéger les broches de précision à l’intérieur de la conception complexe du moule de surmoulage par injection plastique ?
Grâce à la conception scientifique des moules, il est possible d’éviter que le surmoulage par injection plastique n’endommage les broches de précision.
Grâce à une conception de moule de haute précision, à des processus de moulage par injection en plusieurs étapes et à une technologie de prépositionnement, la pression d'injection peut être maintenue dans les limites du niveau de tolérance des broches et la variation du pas des broches peut être contrôlée à 0,05 mm afin qu'il n'y ait pas de déplacement ou de déformation.
Risques potentiels liés à la pression d'injection sur les broches des connecteurs de précision
Si du plastique fondu à grande vitesse (débit de 100 à 200 mm/s) s'écoule à l'intérieur du connecteur lors du moulage par injection, une broche de précision au pas de 0,3 mm peut être déplacée à l'intérieur, ce qui peut entraîner un problème d'intégrité du signal ou un mauvais contact, affectant ainsi le fonctionnement normal de l'équipement.
Solution : technologie de prépositionnement et processus de moulage par injection à basse pression
Nous ajoutons des broches de positionnement précises avec une précision de positionnement de ± 0,02 mm dans le moule pour fixer la position du connecteur.
Adoptant un processus d'injection en plusieurs étapes, remplissant la zone de la broche à basse vitesse et le corps principal à grande vitesse, optimisation de la conception du canal d'écoulement pour garantir une position stable de la pièce interne pendant l'encapsulation et protéger les broches de précision.
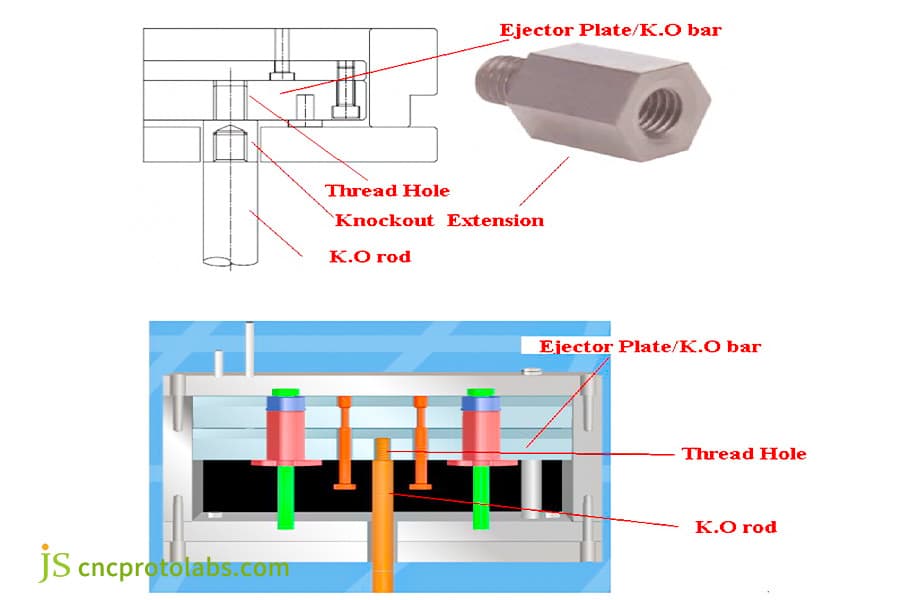
Figure 2 : Un schéma technique illustrant la coupe transversale et la vue 3D d'un mécanisme d'éjection de moule, avec des composants étiquetés comme la plaque d'éjection et la tige KO.
Comment la solution personnalisée d’assemblages de câbles hautes performances peut-elle être intégrée à votre appareil global ?
Les assemblages de câbles personnalisés garantissent non seulement la fiabilité de l'extrémité de la connexion, mais fournissent également une assurance de l'intégrité du signal de bout en bout.
Nous intervenons à travers la conception DFM pour transformer les exigences des clients en matière de pièces non standard en solutions de production de masse, réduisant ainsi le cycle de R&D de 30 % et assurant une parfaite intégration du PCB aux interfaces externes.
Intégration de bout en bout : intégrité du signal du PCB au connecteur
L'intégrité du signal devient très importante, en particulier dans les applications à haute fréquence (par exemple USB 3.0, HDMI) ou à courant élevé (> 10 A). C'est pourquoi nous surveillons la transmission de données ou de puissance en contrôlant l'adaptation d'impédance du câble (90 Ω ± 10 %) et en effectuant des tests de diaphonie après l'enroulement.
Avantages de la personnalisation : développement de composants irréguliers pour les environnements confinés
Dans le cas d'appareils situés dans des espaces petits ou restreints, tels que les drones et les terminaux portables, nous utilisons DFM pour optimiser l'angle de dépouille et la position de la ligne de joint des pièces moulées par injection afin de créer des structures irrégulières complexes, telles que des coudes à 90° et des formes plates. De cette façon, nous pouvons garantir l’assemblabilité des pièces même dans un espace limité.

Figure 3 : Gros plan détaillé d'un boîtier de connecteur cylindrique gris avec des flèches directionnelles, un connecteur à broches dorées et un faisceau de câbles multicolore sur fond noir.
Lorsque le non-standard est la norme, comment les services de surmoulage peuvent-ils passer de l'échantillon à la production de masse ?
Au lieu de susciter des inquiétudes quant aux risques et aux coûts élevés de la personnalisation, la conception d’équipements non standard peut en réalité éliminer complètement ces problèmes.
À travers des services en trois phases : conception interventionnelle, prototypage rapide vérification et transfert à grande échelle, nos services de surmoulage gèrent non seulement les risques du projet, mais produisent également un rendement de production en série de plus de 98 %, ce qui permet aux clients de réduire leurs dépenses et d'augmenter leur efficacité opérationnelle.
Analyse des exigences et conception interventionnelle : réduire les risques de développement de moisissures
Nos concepteurs sont en mesure de participer immédiatement à la phase de préparation des dessins par le client où ils détectent des problèmes tels que des dépouille, une séparation ou l'épaisseur des parois dans le moulage par injection.
Cela évitera non seulement des conceptions assez problématiques, mais permettra également d'économiser beaucoup d'argent sur les modifications du moule à l'avenir et de réduire le temps des projets.
Prototypage rapide : vérification IP68 à l'aide de moules en aluminium ou de moules imprimés en 3D
Nos clients ont la possibilité de produire 50 à 200 échantillons de surmoulage en 2 à 3 semaines pour des tests d'étanchéité et d'assemblage IP68 en utilisant des moules en aluminium peu coûteux (environ 1/3 des moules en acier, soit 5 000 à 15 000 dollars) ou des moules imprimés en 3D.
Transfert évolutif : garantir un rendement élevé du prototype à la production de masse
Au cours de la phase de production en série, nous choisissons l'acier pour moules S136 ou H13 de première qualité, optimisons les empreintes dans les moules à 4 ou 8 empreintes et utilisons le placement automatisé des inserts afin que la dimension vitale CPK > 1,33 puisse être garantie tout au long de la production en série de pièces de surmoulage, où un rendement de production en série stable de plus de 98 % est traditionnellement maintenu.
Bénéficiez d'une révision gratuite de la conception DFM pour atténuer de manière proactive les risques liés aux moules personnalisés non standard, aidant ainsi votre services de surmoulage passez en toute transparence du prototype à la production de masse et obtenez une mise en œuvre efficace.
Étude de cas JS Precision : personnalisation des connecteurs résistants à la compression pour les sondes en haute mer grâce à l'encapsulation et au moulage
L'environnement à haute pression et à forte embruns salins des profondeurs marines rend les exigences en matière de surmoulage des connecteurs incroyablement élevées. Nous avons proposé des solutions personnalisées aux fabricants d'équipements pour les eaux profondes, les aidant à résoudre leurs problèmes de défaillance d'étanchéité des connecteurs de détecteurs et facilitant la mise en œuvre de leur projet.
Défis rencontrés
Le connecteur d'origine de la sonde sous-marine du client n'a pas réussi à sceller 12 % des échantillons lors des tests à 1 000 mètres (100 atmosphères) de profondeur en raison de microfissures se formant à la jonction de la gaine et du câble.
Le matériau PVC ordinaire se détériore rapidement dans un environnement de brouillard salin élevé, car sa résistance à la traction chute de plus de 30 %, ne satisfaisant ainsi pas l'exigence de durée de vie de 10 ans.
Solution
Avant que JS Precision ne s'implique, l'ensemble du surmoulage des connecteurs était un véritable désastre, mais après la contribution de notre équipe, nous avons réussi à sauver la situation et à aligner parfaitement les matériaux, les moules et les processus :
1. Mise à niveau matérielle :
Le matériau de la couche extérieure est passé du PVC au TPU résistant à l'hydrolyse (Shore A 85). Après avoir été conservé dans une eau de mer simulée (solution de NaCl à 5 %, 70 °C) pendant 1 000 heures, ce nouveau matériau s'est avéré avoir encore un taux de rétention de résistance à la traction de >92 %, ce qui est bien meilleur que la limite du client de 80 %.
2. Optimisation des moules et des processus :
Nous avons décidé d'utiliser une méthode de moulage par injection en plusieurs étapes , dans laquelle nous injectons le plastique à une pression de 30 à 50 MPa. Pour éviter un désalignement des broches de 0,3 mm, nous avons mis en œuvre une structure de positionnement de précision de 0,02 mm, la structure de soulagement des contraintes de type « labyrinthe » a été créée pour partager les contraintes de haute pression.
3. Tests de validation :
Les 50 échantillons ont été testés pendant 1 000 cycles de chocs thermiques (-40 °C à 85 °C, commutation de 10 minutes), 10 000 tests de fatigue par flexion et un test de pression à une profondeur d'eau de 1 200 mètres pour démontrer leur capacité à fonctionner dans un environnement marin profond.
Résultats finaux
- Les pièces finales surmoulées ont bien fonctionné sous une pression de 1 200 mètres (120 atmosphères) pendant 72 heures sans fuite.
- Le rendement de production en masse est resté stable à 98,5 % et le taux de défaillance sur le terrain a considérablement diminué, passant de 12 % à moins de 0,1 %, ce qui a remarquablement aidé les clients à économiser sur les coûts de maintenance et d'équipement mis au rebut.
- Le client a décidé de passer des commandes supplémentaires pour 3 000 ensembles supplémentaires.
Soumettez les conditions de fonctionnement de votre équipement en haute mer pour recevoir une solution de surmoulage de connecteurs personnalisée et un devis détaillé, reproduisant directement l'expérience fiable des cas réussis.
FAQ
Q1 : Combien d'unités dois-je commander au moins lorsque je souhaite acheter un surmoulage de connecteur personnalisé ?
Nous proposons une variété de services tels que le prototypage rapide de 50 pièces et production de masse de plus de 100 000 pièces. La quantité minimale de commande pour l’étape de vérification des moules en aluminium s’élève à seulement 100 pièces, qui peuvent être ajustées en fonction de la taille du projet.
Q2 : Quelle profondeur et durée d'étanchéité exactes l'indice IP68 garantit-il ?
Conformément à la norme CEI 60529, IP68 signifie qu'un produit peut être immergé dans 1,5 mètre d'eau pendant 30 minutes sans qu'une goutte d'eau n'entre. Cependant, nous sommes capables de créer des conceptions pour une immersion plus profonde et un temps d'exposition plus long si nécessaire.
Q3 : Le moulage par injection agrandit-il le connecteur ?
Le moulage par injection augmentera légèrement la taille du connecteur. Nous pouvons en concevoir un très compact grâce à des assemblages de câbles personnalisés. La zone de surmoulage minimale peut être limitée à 10-15 mm au niveau de la queue du connecteur pour s'adapter aux équipements limités en espace.
Q4 : Quelle est la température la plus élevée à laquelle le surmoulage peut encore être effectué ?
La capacité de température dépend du matériau. Le moulage par injection par surmoulage avec le matériau PEEK peut supporter une température de fonctionnement continue de 260 °C, et le TPU résistant aux hautes températures peut atteindre 125 °C. La décision peut être guidée par les exigences.
Q5 : Pouvez-vous effectuer le surmoulage secondaire pour les connecteurs préconçus (comme M12, RJ45) que nous fournissons ?
Bien entendu, nos services de surmoulage sont capables de réaliser un moulage par injection secondaire pour les connecteurs préconçus tels que M12 et RJ45, si le matériau des connecteurs est capable de tolérer la température du moulage par injection.
Q6 : Combien de temps cela prend-il normalement entre l’approbation du dessin et la livraison du premier lot d’échantillons ?
Avec un simple moule en aluminium, nous pouvons proposer le premier lot d'échantillons de pièces surmoulées en 3 à 4 semaines, si la structure est complexe, cela prend 4 à 6 semaines. Nous essaierons de faire de notre mieux pour réduire le cycle.
Q7 : Quelles mesures prenez-vous pour garantir la cohérence dimensionnelle dans la production de masse ?
Nous utilisons une précision de moule au niveau de ± 0,01 mm, bénissant les moules avec l'automatisation de l'insert, en plus d'analyser régulièrement les statistiques avec CPK afin que la dimension critique CPK > 1, 33, garantissant la cohérence dimensionnelle dans la production de masse.
Q8 : Est-il possible pour vous de fournir un rapport d’essai de corrosion chimique ?
Certes, nous pouvons fournir des données de test d’immersion d’échantillons de matériaux et un rapport professionnel qui aideront à comprendre la résistance à la corrosion du matériau.
Résumé
Dans les environnements difficiles, la fiabilité des connecteurs devient un facteur majeur dans la durée de vie des équipements. L'un des changements apportés par la science des matériaux, les moules de précision et les processus rigoureux de moulage par injection et de surmoulage est un point de connexion physiquement plus solide et mieux étanche via un surmoulage de connecteur personnalisé.
Choisir JS Precision comme partenaire de services de surmoulage vous offrira une assurance de bout en bout couvrant les problèmes de défaillance des connecteurs et réduisant le coût total de possession. Contactez-nous aujourd'hui pour un rapport gratuit d'examen de la conception DFM pour aider à réduire les risques liés aux applications dans des environnements difficiles.

Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de précision JS , il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau JS Precision. C'est la responsabilité de l'acheteur Exiger un devis de pièces Identifiez les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe JS Précision
JS Precision est une entreprise leader du secteur , concentrez-vous sur des solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection , Estampage des métaux, et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. Choisir Précision JS cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.cncprotolabs.com
Ressource

