

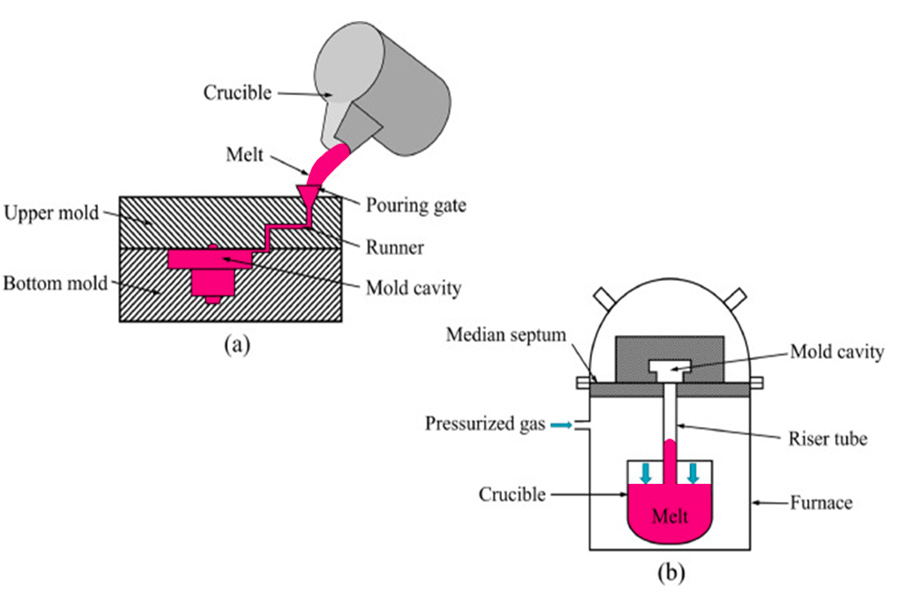
¿Por qué buscamos la calma al fundir? Imagina qué sucedería si el metal líquido se vertiera de forma brusca en un molde complejo. Surgirían burbujas, turbulencias y diversos problemas, comunes en los métodos de fundición tradicionales (p. ej., fundición por gravedad).
Pero cambia de opinión: deja que el metal líquido llene lentamente cada rincón del molde desde abajo, como un resorte. Ese es el encanto de la fundición a baja presión, que busca la excelencia artística.
En nuestro taller, la fundición a baja presión resulta muy útil para la fabricación de piezas de aluminio de precisión. En resumen, utiliza un control de baja presión para inyectar de forma estable aluminio líquido (como aleaciones comunes de aluminio) en la cavidad del molde, permitiendo que llene cada detalle antes de su solidificación y formación. Este método de inyección suave permite obtener estructuras internas más compactas, acabados superficiales más finos y menos defectos que la fundición directa.
Debido a su capacidad para producir de forma estable piezas complejas de alta calidad, resulta especialmente adecuado para productos de alta demanda como las llantas para automóviles. Los datos de la industria también muestran que la fundición a baja presión y por gravedad representa la mayor parte de la producción mundial de piezas fundidas de aluminio (alrededor del 67%), mientras que el sector automotriz concentra más de la mitad de la demanda. Actualmente, los vehículos eléctricos buscan reducir su peso. El ensamblaje del chasis en Y tipo Tesla utiliza este proceso, logrando un peso un 18% menor. Elegir el método adecuado marcará la diferencia en el producto final.
Resumen de la respuesta principal:
| característica | Casting con dieta baja (LPDC) | Fundición en molde de alta presión (HPDC) | fundición por gravedad |
| Método de llenado | Resistente a la gravedad, de abajo hacia arriba, llenado suave. | Inyección de alta velocidad y alta presión para un llenado rápido. | Confía en la gravedad para que se llene de arriba a abajo. |
| presión | Baja presión (0,02-0,15 MPa). | Presión extremadamente alta (30-200+MPA). | Únicamente la presión estática del metal líquido. |
| Calidad de fundición | Tejido extremadamente denso y de gran altura, con pocos poros. | Muy bueno, pero puede tener bolsas de aire y poros. | De consistencia media, con posible contracción y porosidad. |
| Aplicaciones típicas | Ruedas de automóviles, culatas de motores y carcasas complejas. | Piezas de paredes delgadas producidas en masa (como fundas para portátiles). | Vallas más gruesas, componentes sencillos, como cuerpos de válvulas. |
Esta guía te convertirá en un experto en fundición a baja presión:
- Explicaremos claramente el proceso completo de fundición a baja presión.
- Explique cómo inyecta el metal a través de la resistencia de la gravedad para evitar la entrada de aire.
- A continuación, compararemos las principales ventajas y desventajas de la fundición a baja presión y la fundición a alta presión para ayudarle a comprender sus respectivas soluciones de aplicación.
- Finalmente, a través de casos de producción reales, explicaremos por qué la fundición a baja presión es particularmente adecuada para productos de aleación de aluminio de alta gama.
¿Por qué creer en esta guía? Perspectivas del Laboratorio de Actores Senior de JS
En JS, nuestro trabajo principal durante la última década ha confirmado un consenso en la industria: la excelencia de la fundición a baja presión proviene del control preciso de los procesos dinámicos de presión y temperatura, en lugar de parámetros fijos.
Nuestra metodología ha sido validada repetidamente en la práctica. Por ejemplo, al resolver el problema de la fractura prematura de la mangueta de dirección de un proveedor global debido a la contracción interna, estudiamos el tiempo de fundición a baja presión y lo ajustamos de inmediato.
¿Adivinen el resultado? El problema se solucionó y las piezas superaron las pruebas más rigurosas sin problemas. Este proceso nos convence aún más de que la clave para una fundición perfecta reside en el control de estos detalles del proceso.
Este método de optimización de parámetros basado en procesos físicos es totalmente coherente con las mejores prácticas recomendadas por organizaciones autorizadas del sector, como la American Foundry Society, para mejorar la calidad de la fundición mediante el control científico del proceso de solidificación.
Para nosotros, cada caso exitoso demuestra una vez más que transformar principios de proceso fundamentales en parámetros robustos es la clave para lograr una fundición excelente. Cada sugerencia de esta guía se basa en prácticas de primera línea.
“En la industria de la fundición, hay un viejo dicho que creo que es particularmente acertado: el 90% de la masa de la pieza fundida depende de la forma en que el metal fundido entra en la cavidad.”
¿No es este el relleno liso que buscamos? Esta guía resume la experiencia clave que nuestro equipo ha adquirido a lo largo de los años y espera ayudarle a avanzar con mayor fluidez hacia una fundición de alta calidad.
Principio fundamental: ¿Qué es la anti-reformulación?
En resumen, la fundición a baja presión es una técnica de conformado de metales que abandona el método tradicional de vertido de metal fundido y, en su lugar, utiliza la idea de empujar, como si se presionara suavemente el líquido para que fluya hacia arriba. Se trata, en realidad, de fundición a baja presión antigravedad , que emplea baja presión para lograr el llenado del metal desde abajo, en lugar de depender de la gravedad para que caiga libremente y complete el proceso. Ahora, permítanme explicárselo con más detalle.
¿Qué es la fundición a baja presión?
La fundición a baja presión es un método que utilizamos para sellar el horno y contener el metal fundido (por ejemplo, aleación de aluminio). Luego, aplicamos una ligera presión para que el metal fluya suavemente desde la base del molde, en lugar de verterlo sobre ella. Este método evita las salpicaduras y la oxidación del metal, y permite obtener piezas más densas. Nos gusta utilizarlo ampliamente en las piezas automáticas o de precisión de JS porque es eficaz y no conlleva riesgos.
Cómo funciona el lanzamiento antigravedad (tres sencillos pasos):
- Horno de aislamiento sellado: Introducimos la aleación de aluminio líquido fundido en un horno de aislamiento totalmente sellado. El horno no se abre, se sella y se coloca debajo del molde que vamos a utilizar.
- Elevador especial: En la base de este recipiente cerrado, sobresale un tubo (tubos verticales, generalmente de cerámica o metal especial ) resistente al calor. Se asemeja a una pajita muy resistente que se introduce directamente y con cuidado en la puerta inferior del molde, situada sobre nuestras cabezas.
- Aire a baja presión: Comenzamos a introducir lentamente aire comprimido (a veces también nitrógeno, para evitar la oxidación del aluminio) en el horno de aislamiento al vacío. Cabe destacar que esta presión es muy baja, apenas 0,07 MPa superior a la presión atmosférica que respiramos habitualmente, similar a inflar un globo con una presión ligeramente superior.
¿Cómo realizar un llenado pacífico?
¡El secreto está al descubierto! Al introducir aire en el horno sellado, la presión interna, debido al aire, es solo ligeramente superior a la exterior, lo que resulta en un gradiente de presión positivo menor (ΔP). Esta presión adicional del aire se ejerce mínimamente sobre la superficie de la aleación de aluminio líquida dentro del horno. El aluminio se enfrenta a una presión ascendente estable y solo asciende por la parte inferior del tubo de alimentación hasta llenar completamente la cavidad del molde.
¿Cuáles son los mayores beneficios de hacer esto?
- Evita así los graves problemas que provoca el tradicional método de vertido desde gran altura. El metal fundido cae desde un lugar elevado y absorbe fácilmente el aire, formando burbujas. Y lo que es más importante, el aluminio líquido se oxida rápidamente y produce impurezas al entrar en contacto con el aire.
- Sin embargo, nuestras piezas fundidas a baja presión ascienden de forma constante desde la base, con poca turbulencia, y el aluminio líquido tiene escaso contacto con el aire. Esto reduce la porosidad y las inclusiones de escoria en las piezas fundidas. Para nosotros, es fundamental fabricar piezas que requieran alta resistencia, un sellado hermético y un acabado impecable.
Como ingeniero en JS, debe aplicar con éxito la fundición a baja presión. Prestaré atención a dos aspectos fundamentales: el sellado del horno de fijación y del sistema de alimentación, así como el control de la magnitud y el ritmo de la presión del aire. Este es el elemento clave para garantizar que el aluminio líquido ascienda sin problemas y llene perfectamente el molde.
En JS nos esforzamos por alcanzar altos estándares de calidad y minimizar los defectos en nuestras fábricas. ¿Le gustaría ver cómo se produce el proceso de fundición del aluminio? Le invitamos a participar en nuestro seminario cuando lo desee, o bien, le agradecería que me facilitara un manual de parámetros del proceso para que podamos fabricar juntos piezas fundidas aún más perfectas.
Paso a paso: El proceso completo de fundición a baja presión
Hoy, voy a desmontar un proceso completo de producción de fundición de aluminio a baja presión. Nuestro proceso de fundición a baja presión se basa en pasos cuidadosamente diseñados para garantizar que el metal fundido entre y llene el molde en condiciones óptimas.
“Como destacó el reconocido actor y experto internacional, el profesor Diran Apelian: la masa del molde se determina en el momento en que el metal entra en contacto con el molde.”
El proceso completo de fundición a baja presión:
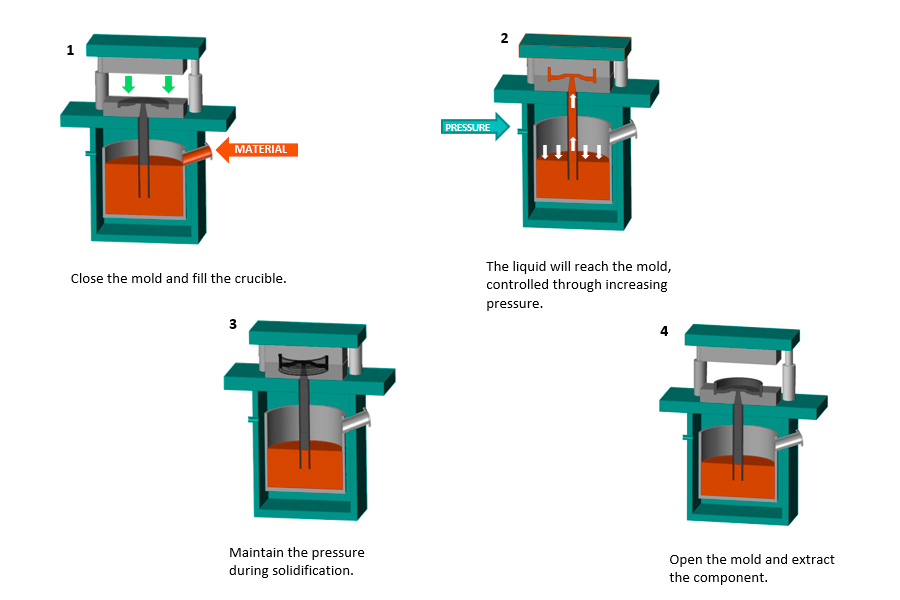
Paso 1: Cierre y preparación del molde
Cerramos y sellamos la mitad superior del revestimiento precalentado y desmoldante del molde de acero.
Paso clave: Asegúrese de que la parte superior del tubo ascendente que se extiende desde el horno aislante inferior esté correctamente alineada con la puerta reservada en la parte inferior del molde. La precisión de esta conexión es fundamental para que el aluminio líquido pueda ascender sin problemas posteriormente.
Paso 2: Presión y llenado
Cierre herméticamente la tapa del horno aislante con aleación de aluminio fundido, y no se permite ninguna fuga de aire.
El sistema de control se pone en funcionamiento: se puede llenar con gas a baja presión de forma precisa y continua (normalmente se utiliza aire seco o gas inerte).
La presión del horno continúa aumentando. Esta presión suave pero constante mantiene el nivel de aluminio en el horno estable.
El aluminio fundido solo puede fluir de abajo hacia arriba a través del único conducto de alimentación, llegando a todos los rincones del molde. El aire del molde es impulsado por el aluminio fundido y pasa por el conducto de escape reservado. Todo el proceso se centra en la búsqueda de la estabilidad.
Paso 3: Mantener la presión y curar
¿El aluminio líquido simplemente llena el molde? ¡No se preocupe, este es el momento más crítico! Ahora, la presión en el horno no debe liberarse de inmediato, sino mantenerse durante un tiempo.
¿Por qué se llama así al alma? Porque cuando el aluminio pasa de líquido a sólido, su volumen se reduce. Si no se tiene cuidado, es muy fácil que se formen cavidades o holguras en la pieza fundida.
El mantenimiento de la presión consiste en aplicar presión en el horno, forzando así que una pequeña cantidad de aluminio líquido suba desde el bebedero para llenar el espacio solidificado. Este es el secreto principal para crear piezas de aluminio fundido a baja presión: ¡generamos una alta densidad interna sin que la cavidad se contraiga ni se produzca contracción!
Paso 4: Reducción de presión y apertura del molde
Una vez que el cuerpo fundido (especialmente la conexión de la puerta) se solidifica, el sistema de control liberará automáticamente la presión en el horno de forma segura.
Una vez eliminada la presión, el aluminio líquido que no se haya congelado en el tubo vertical volverá automáticamente al horno aislante inferior con una utilización ultra alta.
Finalmente, se abre el molde, nuestros brazos robóticos se mueven cuidadosamente para extraer la pieza moldeada y, entonces, el ciclo se completa.
La clave del proceso LPDC reside en un control preciso: a través de cuatro pasos clave de preparación del molde, llenado a presión, curado manteniendo la presión y apertura del molde para aliviar la presión, producimos piezas fundidas de baja presión de alta calidad con estructuras densas.
Cuando JS finalice el proyecto, la acción prioritaria será introducir sistemas de monitorización inteligentes, desplegar sensores en puntos críticos para ajustar la presión y la temperatura en tiempo real y, simultáneamente, optimizar el diseño del molde. El objetivo es aumentar el rendimiento general en más de un 15 %. Esto mejora nuestra capacidad de respuesta a la demanda del mercado.
Análisis práctico de un caso: Llantas de aleación de aluminio ligeras y de alta resistencia para vehículos eléctricos de gama alta
Permítanme compartir con ustedes un proyecto real que realizamos recientemente y explicar cómo utilizamos la fundición a baja presión de aleación de aluminio para ayudar a nuestros clientes a resolver problemas. En los coches eléctricos, la autonomía y el control son fundamentales. Las ruedas tienen un aspecto atractivo, pero influyen directamente en el peso y la seguridad. En esta ocasión, nuestra empresa JS, con su avanzada tecnología de fundición a baja presión, resultó de gran utilidad.
Desafío del cliente: Diseño complejo, estándares estrictos
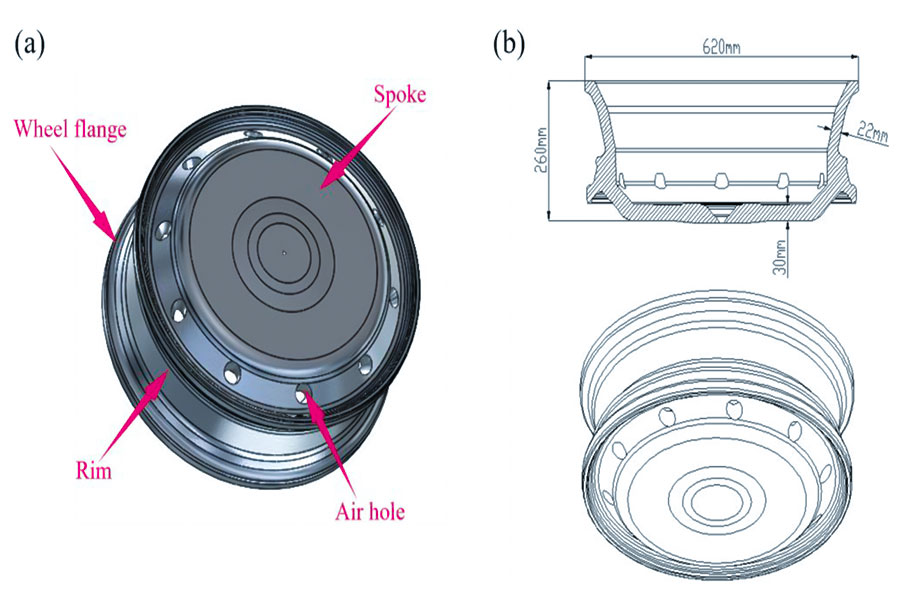
Una nueva marca de coches eléctricos de alta gama ha desarrollado una llanta de 21 pulgadas con las siguientes características:
- Diseño intrincado: Tiene radios largos y de forma única.
- Requisitos de acabado superficial elevados: Debe lograr un efecto de pulido espejo.
- Alto nivel de seguridad: Debe superar las pruebas de impacto y fatiga más rigurosas.
Los cuellos de botella en la producción con los que se encuentran:
- Fundición por gravedad inadecuada: El flujo del aluminio líquido es lento y con poca inercia, lo que dificulta llenar completamente las esquinas de los radios delgados. La parte gruesa de la llanta se enfría lentamente, lo que facilita la formación de cavidades internas. Al no ser lo suficientemente resistente, no supera la prueba y no cumple con los requisitos de acabado espejo.
- Las fundiciones a alta presión presentan limitaciones: si bien permiten rellenar detalles complejos, el proceso de llenado a alta velocidad genera gases y produce poros internos. Durante el tratamiento térmico, la expansión de estos poros puede provocar dilatación superficial. Este defecto interno resulta fatal para los componentes de seguridad e impide que cumplan con los requisitos de resistencia y tenacidad.
La solución de JS: fundición a baja presión, victoria estable
Analizamos minuciosamente las necesidades de nuestros clientes y nos centramos en dos aspectos clave: la apariencia debe ser impecable y la estructura interna, 100% fiable. Esta es la fortaleza de la fundición a baja presión.
Nuestros pasos:
- Llenado uniforme, reproducción perfecta: la clave es la estabilidad. Dejamos que la aleación de aluminio fundida ascienda desde el fondo del molde y llene suavemente cada rincón, como si respirara. ¡Incluso los radios finos y complejos se llenan por completo! Superficie muy lisa , ideal para un pulido espejo.
- Eliminar la presión continua en la cavidad: El relleno es solo el comienzo; la clave está en el proceso de curado. Controlamos la presión con precisión e inyectamos continuamente más metal líquido para complementar el proceso a medida que el aluminio líquido se enfría y se contrae. Especialmente en las zonas de paredes gruesas del borde, nos aseguramos de que el interior sea denso y sin contracción, un paso fundamental para garantizar la resistencia.
- Alta pureza, rendimiento garantizado: durante todo el proceso, el aluminio líquido fluye dentro del sistema cerrado, con mínimo contacto con el aire, escasas impurezas por oxidación y una pureza excepcional en la pieza fundida. Tras el tratamiento térmico, su resistencia y tenacidad alcanzan niveles óptimos. Finalmente, entregamos piezas fundidas de aleación de aluminio de baja presión de tan alta calidad.
Resultados: Clientes increíbles, superando los estándares
Tras la entrega de las muestras, la respuesta de los clientes superó las expectativas:
- Aspecto superior: Los detalles del diseño están completamente presentes, la superficie es de muy alta calidad y el efecto pulido espejo es perfecto.
- Excelencia interna: La detección de defectos por rayos X muestra que el tejido interno es más denso de lo esperado y que los defectos son muy difíciles de encontrar.
- Los datos como evidencia: Los beneficios reales
| índice | Logro | Referencia comparativa |
| pérdida de peso | Es aproximadamente un 12% más ligera que la rueda de fundición por gravedad del mismo tamaño. | El rango promedio de pérdida de peso en la industria es del 8 al 15 % (American Metal Society AMS). |
| Tasa de aprobación al primer intento | > 98% | La tasa media de cualificación del sector es del 85% (Instituto Alemán de Ingenieros VDI). |
| Prueba de fatiga/impacto | El 100% superó los estándares más exigentes. | Supera los estándares de la industria (Estándar JIS de la Sociedad Japonesa de Ciencia de los Materiales). |
Seguridad: Las pruebas más rigurosas de fatiga radial, fatiga por flexión e impacto se han superado con éxito, y el rendimiento en materia de seguridad ha alcanzado el 100% del estándar.
La fundición a baja presión de aleación de aluminio es la mejor solución cuando la apariencia final, la máxima calidad interna y la seguridad absoluta son esenciales. Ofrece alta densidad, alta pureza y altos rendimientos, características difíciles de lograr con otros procesos. En JS, no solo nos comprometemos con nuestras instalaciones, sino que también ponemos nuestra filosofía en la tecnología confiable y los estándares rigurosos, no solo para sus piezas. ¡Juntos, en equipo , superaremos cualquier obstáculo!
Preguntas frecuentes - Responda más preguntas sobre la fundición a baja presión
Pregunta 1: ¿Cuáles son las principales diferencias entre las piezas fundidas a baja presión y las piezas fundidas en molde a alta presión?
Casting con dieta alta:
Se basa en una enorme fuerza para inyectar rápidamente el metal fundido en el molde, aplicándole una presión rápida y potente. Es adecuada para piezas de paredes delgadas, formas sencillas y piezas de gran tamaño, como las de carcasas. Sin embargo, debido a la rapidez del proceso, puede introducir fácilmente gas en el metal y crear poros.
Fundición a baja presión:
Es un proceso relativamente suave que se basa en una ligera presión del depósito de combustible situado bajo el molde (superior a la presión atmosférica) para impulsar el metal fundido hacia arriba de forma constante, permitiendo que llene lentamente la cavidad del molde. De esta manera, las piezas fabricadas son más densas y de mayor calidad, lo que las hace especialmente adecuadas para aquellas con paredes más gruesas, estructuras complejas o que requieren alta calidad interna, como las ruedas de automóviles y las piezas de los cilindros del motor. Sin embargo, el proceso completo es relativamente lento y su eficiencia no es tan alta como la del moldeo por inyección a alta presión.
Pregunta 2: ¿Cuáles son las principales ventajas y desventajas de las piezas fundidas de bajo voltaje?
ventaja:
- Las fundiciones a baja presión producen piezas más resistentes, con mayor densidad interna y menos burbujas y agujeros, lo que garantiza una mayor resistencia y vida útil.
- Se trata de un proceso que permite un ahorro considerable de material, con menor desperdicio de aluminio y un aprovechamiento superior al 90%, lo cual resulta muy beneficioso para el control de costes. Este proceso es estable y controlable, y se integra fácilmente en líneas de producción automatizadas. En la producción a gran escala, se optimiza la calidad y la eficiencia.
defecto:
- Su velocidad de producción no es, en efecto, tan rápida como la del moldeo por inyección a alta presión.
- Además, sus equipos y moldes son mucho más complejos que los de la fundición por gravedad, por lo que el coste de inversión inicial será mayor.
- Además, no solemos utilizarlo para fabricar piezas pequeñas con estructuras particularmente simples porque no es rentable.
Pregunta 3: ¿Qué es el proceso LPDC?
Permítanme explicarles brevemente qué es LPDC, y a esto es a lo que solemos llamar fundición a baja presión:
La fundición a baja presión (LPDC) es un método que utiliza gas a baja presión para llenar el molde con metal fundido desde abajo hacia arriba. Al ser menos agresiva que la alta presión, las piezas obtenidas presentan una buena calidad interna y un alto aprovechamiento del material. Este es nuestro proceso preferido para la fabricación de muchas piezas importantes de fundición de aluminio. Su principio es sencillo, pero muy ingenioso y práctico.
Resumen
La fundición a baja presión no es la opción más común para todas las piezas. Sin embargo, si busca piezas de aleación de aluminio de alta resistencia, gran fiabilidad y excelente acabado, suele ser una solución ideal. En comparación con la fundición tradicional, la fundición a baja presión permite resolver algunos problemas inherentes con mayor precisión y estabilidad, sobre todo en la fabricación de piezas fundidas de aleación de aluminio de alto rendimiento.
Tu proyecto también es un dolor de cabeza:
- ¿Quieres formar una estructura compleja?
- ¿Lo quieres brillante y resistente a la vez?
- ¿Sigues trabajando para determinar qué proceso es el más adecuado y rentable?
Permítanos ayudarle a encontrar la respuesta: Como fábricas profesionales de fundición de aluminio a baja presión, el equipo de JS se enfrenta a estos retos a diario. Le ofrecemos una evaluación gratuita del proceso en lugar de que usted adivine cuál es el mejor. Podemos responderle con claridad:
- ¿Su pieza es apta para fundición a baja presión?
- Proporciona un mercado de fundición de aluminio a baja presión transparente y detallado.
¡Es muy fácil actuar: sube tus archivos de diseño ahora!
Deje que JS transforme la idea de piezas complejas de aleación de aluminio en una realidad de alta calidad utilizando tecnología avanzada de fundición a baja presión.

Descargo de responsabilidad
El contenido de esta página tiene fines meramente informativos. Serie JS . No se ofrece ninguna garantía, expresa ni implícita, sobre la exactitud, integridad o validez de la información. No debe interpretarse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la Red Longsheng. Es responsabilidad del comprador solicitar un presupuesto de piezas e identificar los requisitos específicos para estas secciones. Para obtener más información, póngase en contacto con nosotros .
Equipo JS
JS es una empresa líder en el sector, especializada en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes, y nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producciones de bajo volumen o personalización a gran escala, podemos satisfacer sus necesidades con entregas en tan solo 24 horas. Elija JS Technology : eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
recurso

