

Por que buscamos a calma na fundição? Imagine o que aconteceria se o metal líquido fosse despejado de forma brusca em um molde complexo? Bolhas, turbulência e diversos outros problemas surgiriam, comuns a muitos que utilizam o método de fundição tradicional (como a fundição por gravidade).
Mas mude de ideia: deixe o metal líquido preencher lentamente cada canto do molde a partir de baixo, como uma mola. Esse é o encanto da fundição de baixa pressão, que busca a arte da alta qualidade.
Em nossa oficina, a fundição sob baixa pressão é uma excelente ferramenta na fabricação de peças de alumínio de precisão. Resumidamente, utiliza-se o controle de baixa pressão para injetar alumínio líquido (como ligas de alumínio comuns) de forma estável na cavidade do molde, permitindo que preencha cada detalhe antes da solidificação e conformação. Esse método de injeção suave resulta em estruturas internas mais compactas, superfícies mais finas e menos defeitos do que a fundição direta.
Por permitir a produção estável de peças complexas de alta qualidade, esse processo é especialmente adequado para produtos de alta demanda, como rodas automotivas. Dados da indústria também mostram que a fundição por gravidade e a baixa pressão representam a maioria das peças fundidas de alumínio no mundo (cerca de 67%), sendo que o setor automotivo responde por mais da metade da demanda. Os veículos elétricos estão em constante evolução, buscando reduzir seu peso. A montagem do chassi em Y, por exemplo, utiliza esse processo, resultando em um veículo 18% mais leve. A escolha do método correto pode fazer toda a diferença no produto final.
Resumo da resposta principal:
| recurso | Fundição com dieta reduzida (LPDC) | Fundição em molde de alta pressão (HPDC) | Fundição por gravidade |
| Método de enchimento | Resistente à gravidade, enchimento de baixo para cima, suave. | Injeção de alta velocidade e alta pressão para enchimento rápido. | Conte com a gravidade para encher de cima para baixo. |
| pressão | Baixa pressão (0,02-0,15 MPa). | Pressão extremamente alta (30-200+MPA). | Apenas a pressão estática do metal líquido. |
| Qualidade da fundição | Tecido extremamente denso e alto, com poucos poros. | Muito bom, mas pode apresentar bolsas de ar e poros. | Média, com possibilidade de retração e porosidade. |
| Aplicações típicas | Rodas de carro, cabeçotes de cilindro de motor e carcaças complexas. | Componentes de paredes finas produzidos em massa (como capas para laptops). | Cercas mais espessas, componentes simples, como corpos de válvulas. |
Este guia vai te tornar um especialista em fundição de baixa pressão:
- Iremos apresentar de forma clara e completa todo o processo de fundição sob baixa pressão.
- Explique como o metal é injetado através da resistência da gravidade para evitar a entrada de ar.
- Em seguida, compararemos as principais vantagens e desvantagens da fundição sob baixa pressão e da fundição sob alta pressão para ajudá-lo a entender suas respectivas soluções de aplicação.
- Por fim, através de casos reais de produção, explicaremos por que a fundição sob baixa pressão é particularmente adequada para produtos de liga de alumínio de alta qualidade.
Por que acreditar neste guia? Insights do JS Senior Actor Lab
Na JS, nosso trabalho principal na última década confirmou um consenso da indústria: a excelência da fundição de baixa pressão vem do controle preciso dos processos dinâmicos de pressão e temperatura, e não de parâmetros fixos.
Nossa metodologia foi validada repetidamente na prática. Por exemplo, ao solucionar o problema de fratura prematura de uma junta de direção automotiva de um fornecedor global devido à contração interna, estudamos os parâmetros de tempo de fundição sob baixa pressão e os ajustamos imediatamente.
Adivinhe o resultado? O problema foi resolvido e as peças passaram nos testes mais rigorosos de forma consistente. Esse processo nos convence ainda mais de que a chave para uma fundição perfeita está no controle desses detalhes do processo.
Este método de otimização de parâmetros baseado em processos físicos é totalmente consistente com as melhores práticas defendidas por organizações de referência do setor, como a American Foundry Society, para melhorar a qualidade da fundição por meio do controle científico do processo de solidificação.
Para nós, cada caso de sucesso comprova, mais uma vez, que transformar princípios de processo sólidos em parâmetros robustos é a chave para alcançar uma fundição de excelência. Cada sugestão neste guia é extraída dessas práticas de campo.
“Na indústria de fundição, existe um ditado antigo que considero particularmente pertinente: 90% da massa de uma peça fundida depende da forma como o metal fundido entra na cavidade.”
Não é esse o acabamento perfeito que buscamos? Este guia resume a experiência fundamental que nossa equipe adquiriu ao longo dos anos e espera ajudá-lo a trilhar o caminho para uma fundição de alta qualidade com mais facilidade.
Princípio fundamental: O que é o anti-reformulação?
Em resumo, a fundição sob baixa pressão é uma técnica de conformação de metais que abandona o método tradicional de despejar metal fundido e, em vez disso, utiliza a ideia de empurrar, como comprimir suavemente o líquido para fazê-lo fluir para cima. Trata-se, na verdade, de fundição sob baixa pressão antigravidade , que utiliza baixa pressão para realizar o preenchimento do metal a partir da base, em vez de depender da gravidade para que o metal caia livremente e complete o processo de preenchimento. Agora, deixe-me explicar melhor.
O que é fundição sob baixa pressão?
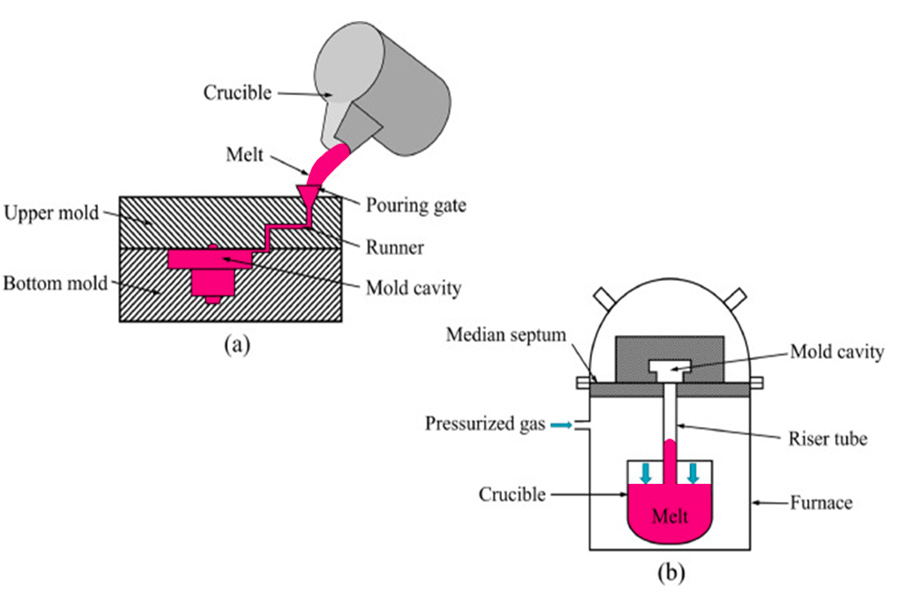
A fundição sob baixa pressão é um método que utiliza um forno selado para conter o metal fundido (por exemplo, liga de alumínio) e, em seguida, aplica uma pequena pressão para permitir que o metal escorra suavemente da base do molde, em vez de ser despejado sobre ela. A fundição sob baixa pressão evita respingos e oxidação do metal, além de proporcionar peças mais densas. Gostamos de utilizá-la amplamente em peças automáticas ou de precisão da JS porque funciona e não apresenta riscos.
Como funciona a fundição antigravidade (três passos simples):
- Forno de Isolamento Selado: Colocamos a liga de alumínio líquida fundida em um forno de isolamento totalmente selado. O forno não é aberto, é selado e colocado sob o molde que vamos usar.
- Elevador especial: No fundo deste recipiente fechado, um tubo (tubos de suporte, geralmente de cerâmica ou metal especial ) sobe, resistente ao calor. Ele se assemelha a um canudo super resistente que sobe diretamente e é inserido com cuidado na porta inferior do molde, acima de nossas cabeças.
- Ar comprimido a baixa pressão: Começamos a introduzir lentamente ar comprimido (às vezes também nitrogênio, para evitar a oxidação do alumínio) no forno de isolamento a vácuo. Observe que essa pressão é, na verdade, pequena, apenas cerca de 0,07 MPa superior à pressão do ar que respiramos normalmente, o que dá a sensação de inflar um balão com um pouco de pressão.
Como fazer um enchimento pacífico?
O segredo foi revelado! Ao introduzir ar no forno selado, a pressão interna, devido ao ar, é apenas ligeiramente superior à pressão externa, resultando num gradiente de pressão positiva (ΔP) menor. Esta pressão adicional do ar exerce uma pressão mínima sobre a superfície da liga de alumínio líquida no interior do forno. O alumínio metálico, sob pressão ascendente constante, sobe apenas pela base do alimentador até preencher completamente a cavidade do molde.
Quais são os maiores benefícios de fazer isso?
- Evita os grandes problemas causados pelo método tradicional de "despejo em grandes alturas"! O metal fundido cai de uma grande altura e absorve ar facilmente, formando bolhas. Mais importante ainda, o alumínio líquido oxida rapidamente e produz impurezas ao entrar em contato com o ar.
- No entanto, nossas peças fundidas de baixa pressão são expelidas de forma constante a partir do fundo, com pouca turbulência, e o alumínio líquido tem pouco contato com o ar. Isso reduz a presença de poros e inclusões de escória nas peças fundidas. Para nós, é crucial fabricar peças que exigem alta resistência, alta vedação e um acabamento perfeito.
Como engenheiro na JS, você deve aplicar com sucesso a fundição sob baixa pressão. Vou me atentar a dois pontos fundamentais: a vedação do forno de fixação e do sistema de alimentação, bem como o controle da magnitude e do ritmo da pressão do ar. Este é o ponto crucial que garante que o alumínio líquido suba suavemente e preencha o forno perfeitamente.
"Nós, da JS, buscamos padrões de fábrica de alta densidade e baixa quantidade de defeitos. Quer ver como o alumínio líquido se funde em alumínio líquido? Participe do nosso seminário a qualquer momento ou, por favor, me forneça um manual de parâmetros de processo para que possamos produzir peças fundidas ainda mais perfeitas juntos!"
Passo a passo: O processo completo de fundição sob baixa pressão
Hoje, vou desmontar um processo completo de produção de peças fundidas de alumínio sob baixa pressão. Nosso processo de fundição sob baixa pressão é realizado por meio de etapas cuidadosamente projetadas para garantir que o metal fundido entre e preencha o molde em condições ideais.
“Como enfatizou o professor Diran Apelian, especialista em atores de renome internacional: a massa da peça fundida é determinada no momento em que o metal entra em contato com o molde.”
O processo completo de fundição sob baixa pressão:
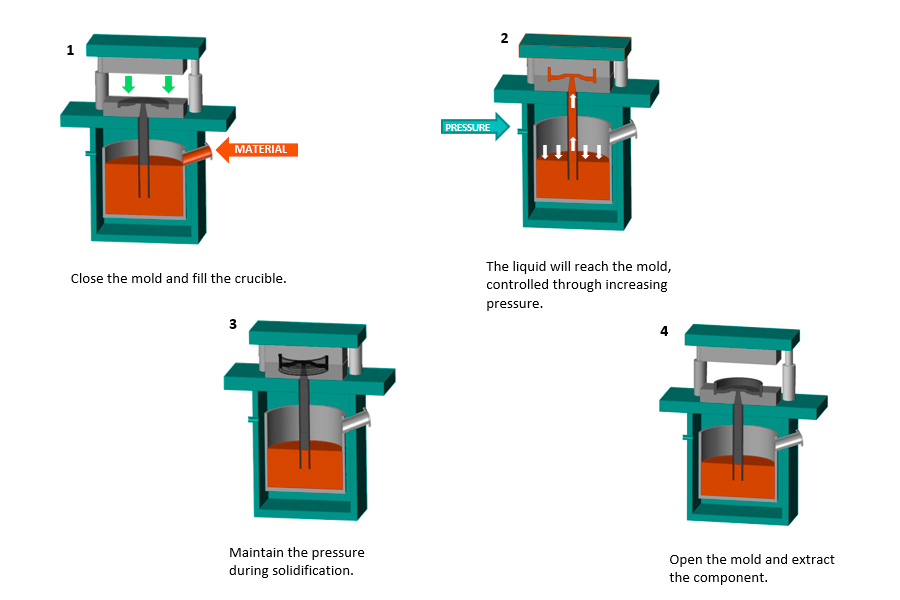
Passo 1: Fechamento e Preparação do Molde
Fechamos e travamos a metade superior do revestimento pré-aquecido e desmoldante do molde de aço.
Etapa fundamental: Certifique-se de que a extremidade superior do tubo de alimentação que se estende do forno isolante inferior esteja alinhada corretamente com a porta reservada na parte inferior do molde. A precisão dessa conexão está diretamente relacionada à capacidade do alumínio líquido de subir suavemente no futuro.
Etapa 2: Pressurização e Enchimento
Tranque e feche a tampa do forno isolante com liga de alumínio fundida, e não permita nenhum vazamento de ar.
O sistema de controle entra em funcionamento: ele pode ser preenchido com gás de baixa pressão de forma precisa e contínua (normalmente utiliza-se ar seco ou gás inerte).
A pressão no forno continua a subir. A pressão suave, porém constante, mantém o nível de alumínio no forno estável.
O alumínio fundido só pode fluir de baixo para cima através do único canal de alimentação, alcançando todos os cantos do molde. O ar do molde é elevado pelo alumínio fundido e passa por uma passagem de exaustão reservada. Todo o processo visa a busca pela "estabilidade".
Etapa 3: Manter a pressão e curar
O alumínio líquido está apenas preenchendo o molde? Não se preocupe, este é o momento mais crítico! Agora, a pressão no forno não deve ser liberada imediatamente, mas sim mantida por um tempo.
Por que isso é importante? Porque quando o alumínio líquido muda de estado, seu volume diminui! Se você não tomar cuidado nesse momento, é muito fácil ter uma cavidade ou folga na peça fundida.
A manutenção da pressão consiste em aplicar pressão no forno, forçando uma pequena quantidade de alumínio líquido do alimentador a preencher o espaço solidificado. Este é o principal segredo para a criação de peças fundidas de alumínio sob baixa pressão: geramos um interior denso sem cavidades de contração e sem retração!
Etapa 4: Redução da pressão e abertura do molde
Assim que a estrutura fundida (especialmente a conexão da porta) estiver sólida, o sistema de controle liberará automaticamente a pressão no forno de forma segura.
Assim que a pressão for removida, o alumínio líquido que não tiver congelado no tubo ascendente retornará automaticamente ao forno isolante abaixo com altíssima taxa de utilização!
Finalmente, o molde é aberto, nossos braços robóticos são movidos com precisão para retirar a peça moldada e, então, o ciclo é concluído.
No cerne do processo LPDC está o controle preciso: através de quatro etapas principais – preparação do molde, enchimento pressurizado, cura com manutenção da pressão e alívio da pressão nas aberturas do molde – produzimos peças fundidas de baixa pressão de alta qualidade com estruturas densas.
Quando a JS concluir o projeto, a ação prioritária será introduzir sistemas de monitoramento inteligentes, implantar sensores em pontos críticos para ajustar a pressão e a temperatura em tempo real e, simultaneamente, otimizar o projeto do molde. O objetivo é aumentar o rendimento geral em mais de 15%. Isso melhora nossa capacidade de resposta à demanda do mercado.
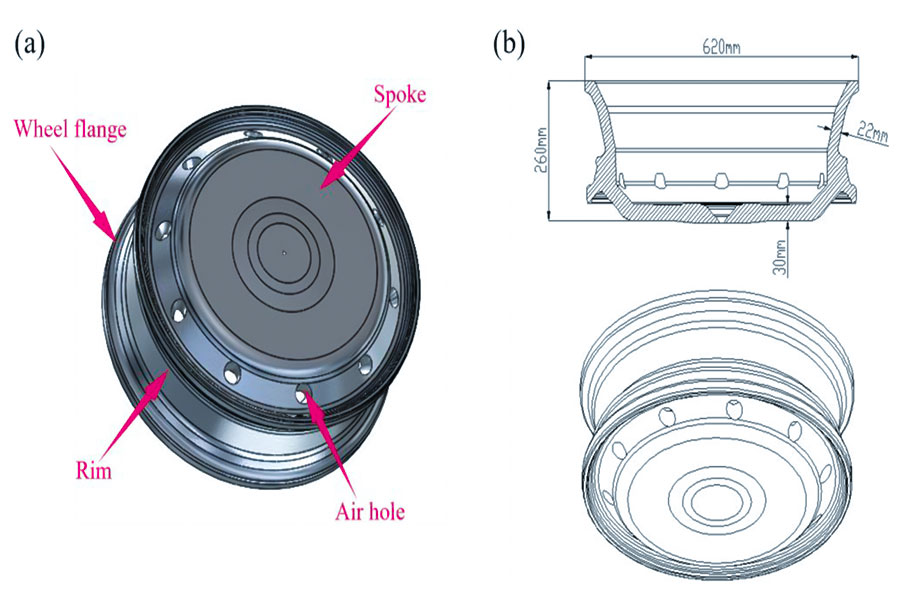
Análise de Caso Prático: Rodas de Liga de Alumínio Leves e de Alta Resistência para Veículos Elétricos de Alta Gama
Gostaria de compartilhar com vocês um projeto real que realizamos recentemente e discutir como a fundição de baixa pressão em liga de alumínio pode ajudar nossos clientes a solucionar problemas. Para carros elétricos, autonomia e controle são fundamentais. As rodas podem parecer bonitas, mas, na verdade, afetam o peso livre e a segurança. Desta vez, a tecnologia de fundição de baixa pressão da JS, a empresa mais especializada, se mostrou extremamente útil neste projeto.
Desafio do cliente: Design complexo, padrões rigorosos
Uma nova marca de carros elétricos de alta gama desenvolveu uma roda de 21 polegadas com as seguintes características:
- Design intrincado: Possui raios longos e com formato único.
- Requisitos de superfície elevados: É necessário obter um efeito de polimento espelhado.
- Alto nível de segurança: Deve passar nos testes de impacto e fadiga mais rigorosos.
Os gargalos de produção que eles encontram:
- Fundição por gravidade inadequada: A taxa de fluxo do alumínio líquido é lenta e tem baixo impulso, dificultando o preenchimento completo dos cantos dos raios finos. A parte mais espessa do aro esfria lentamente, facilitando a formação de cavidades internas. Não é suficientemente resistente, não passa no teste e não atende aos requisitos de qualidade de superfície espelhada.
- A fundição por moldagem de alta pressão apresenta limitações: embora permita o preenchimento de detalhes complexos, o processo de preenchimento em alta velocidade envolve a presença de gases e forma poros internos. Durante o tratamento térmico, a expansão desses poros pode causar a expansão da superfície. Esse defeito interno representa um risco fatal para componentes de segurança e compromete totalmente os requisitos de resistência e tenacidade.
A solução de JS: fundição de baixa pressão, vitória estável.
Analisamos cuidadosamente as principais dificuldades dos nossos clientes e chegamos a duas conclusões essenciais: a aparência deve ser impecável e a estrutura interna deve ser 100% confiável. Essa é a força da fundição sob baixa pressão.
Nossos passos:
- Preenchimento suave, reprodução perfeita: a chave é a estabilidade. Deixamos a liga de alumínio fundida subir do fundo do molde e preencher delicadamente cada canto, como se respirasse. Até mesmo os raios finos e complexos podem ser totalmente preenchidos! Superfície extremamente lisa , criando uma base perfeita para o polimento espelhado.
- Eliminar a pressão contínua na cavidade: O preenchimento é apenas o começo; a chave está no processo de cura. Controlamos a pressão com precisão e injetamos continuamente mais metal líquido para complementar o preenchimento à medida que o alumínio líquido esfria e se contrai. Principalmente nas áreas de paredes espessas da borda, garantimos que o interior seja denso e sem contração, o que é uma etapa crucial para assegurar a resistência.
- Alta pureza, desempenho garantido: durante todo o processo, o alumínio líquido flui no sistema fechado, tem pouco contato com o ar, apresenta poucas impurezas de oxidação e a própria peça fundida é extremamente pura. Após o tratamento térmico, a resistência e a tenacidade atingem o nível máximo. Finalmente, entregamos peças fundidas de liga de alumínio de baixa pressão de altíssima qualidade.
Resultados: Clientes incríveis, superando as expectativas.
Após a entrega da amostra, o feedback dos clientes superou as expectativas:
- Aparência de primeira linha: Os detalhes do design são totalmente apresentados, a superfície é de altíssima qualidade e o efeito polido espelhado é perfeito.
- Excelência interna: A detecção de defeitos por raios X mostra que o tecido interno é mais denso do que o esperado e que os defeitos são raramente encontrados.
- Dados como evidência: os benefícios reais
| índice | Conquista | Referência comparativa |
| Perda de peso | É cerca de 12% mais leve do que uma roda de fundição por gravidade do mesmo tamanho. | A perda de peso média na indústria varia entre 8 e 15% (American Metal Society - AMS). |
| Taxa de aprovação na primeira tentativa | > 98% | A taxa média de qualificação no setor é de 85% (Instituto Alemão de Engenheiros VDI). |
| Teste de fadiga/impacto | 100% aprovados nos rigorosos padrões. | Supera os padrões da indústria (Norma JIS da Sociedade Japonesa de Ciência dos Materiais). |
Segurança: Os testes mais rigorosos de fadiga radial, fadiga por flexão e impacto foram aprovados de forma consistente, e o desempenho de segurança atingiu 100% do padrão.
“A fundição de liga de alumínio sob baixa pressão é a melhor solução quando a aparência final, a mais alta qualidade interna e a segurança absoluta são essenciais. Ela proporciona alta densidade, alta pureza e alto rendimento, algo difícil de alcançar com outros processos. Na JS, não estamos apenas na JS, mas também encontramos tecnologia confiável e padrões rigorosos não só em suas peças, mas também em seu espírito. Juntos, na equipe JS , superaremos as dificuldades!”
Perguntas frequentes - Respostas para mais perguntas sobre fundição sob baixa pressão
Pergunta 1: Quais são as principais diferenças entre peças fundidas em moldes de baixa pressão e peças fundidas em moldes de alta pressão?
Fundição com dieta rica em nutrientes:
O processo depende de uma força enorme para injetar rapidamente o metal fundido no molde, aplicando pressão intensa e veloz. É adequado para peças de paredes finas e formas menos complexas, bem como para peças de grande porte, como carcaças. No entanto, a pressa na injeção pode facilmente levar à entrada de ar no metal e à criação de poros.
Fundição sob baixa pressão:
É um processo relativamente suave que depende de uma pequena pressão do tanque de combustível sob o molde (acima da pressão atmosférica) para impulsionar o metal fundido para cima, permitindo que ele preencha lentamente a cavidade do molde. Dessa forma, as peças fabricadas são mais densas e de maior qualidade, sendo especialmente adequadas para aquelas com paredes mais espessas, estruturas complexas ou altos requisitos de qualidade interna, como rodas automotivas e peças de cilindros de motores. No entanto, todo o processo é relativamente lento e a eficiência não é tão alta quanto a da fundição em molde de alta pressão.
Pergunta 2: Quais são as principais vantagens e desvantagens das peças fundidas de baixa tensão?
vantagem:
- As peças fundidas sob baixa pressão são mais resistentes e densas internamente, com menos bolhas e poros, garantindo assim maior resistência e vida útil.
- A economia de material é notável, com menor desperdício de alumínio e possibilidade de reaproveitamento de até 90%, o que é extremamente benéfico para o controle de custos. O processo é estável e controlável, sendo especialmente fácil de utilizar em uma linha de produção automatizada. Em processos de produção em larga escala, a qualidade e a eficiência são melhor gerenciadas.
deficiência:
- Sua velocidade de produção, de fato, não é tão rápida quanto a da fundição em molde de alta pressão.
- Além disso, seus equipamentos e moldes são muito mais complexos do que os da fundição por gravidade, portanto o custo do investimento inicial será maior.
- Além disso, geralmente não o utilizamos para fabricar peças pequenas com estruturas particularmente simples, pois não é economicamente viável.
Pergunta 3: O que é o processo LPDC?
Deixe-me explicar brevemente o que é LPDC, que é o que costumamos chamar de fundição de baixa pressão:
A fundição sob baixa pressão (LPDC) é um método de fundição que utiliza gás de baixa pressão para preencher o molde com metal fundido de baixo para cima. Por ser menos agressivo que a fundição sob alta pressão, as peças produzidas apresentam boa qualidade interna e alto aproveitamento do material. Este é o nosso processo preferido para a fabricação de muitas peças fundidas de alumínio importantes. O princípio é simples, porém muito inteligente e prático.
Resumo
A fundição sob baixa pressão não é, de fato, uma escolha comum para todas as peças. No entanto, se você busca peças de liga de alumínio com alta resistência, alta confiabilidade e excelente acabamento, essa geralmente é uma solução ideal. Comparada à fundição tradicional, a fundição sob baixa pressão pode resolver alguns problemas inerentes de forma mais precisa e estável, especialmente na fabricação de peças fundidas de liga de alumínio de alto desempenho.
Seu projeto também é uma dor de cabeça:
- Deseja formar uma estrutura complexa?
- Deseja que seja ao mesmo tempo brilhante e forte?
- Ainda estamos analisando qual processo é o mais adequado e o mais econômico.
Vamos ajudá-lo a encontrar a resposta: Como uma fábrica profissional de fundição de alumínio sob baixa pressão, a equipe da JS enfrenta esses desafios diariamente. Em vez de tentar adivinhar qual processo é o melhor, oferecemos uma avaliação gratuita do processo. Podemos responder com clareza:
- Sua peça é adequada para fundição sob baixa pressão?
- Oferece informações transparentes e detalhadas sobre o mercado de fundição de alumínio sob baixa pressão.
É fácil começar: Envie seus arquivos de design agora mesmo!
Deixe a JS transformar a ideia de peças complexas de liga de alumínio em realidade de alta qualidade, utilizando tecnologia avançada de fundição sob baixa pressão.

Isenção de responsabilidade
O conteúdo desta página tem caráter meramente informativo. Série JS . Não há declarações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceirizado fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra por meio da Rede Longsheng. É responsabilidade do comprador solicitar orçamentos de peças e identificar os requisitos específicos para essas seções. Entre em contato conosco para obter mais informações .
Equipe JS
A JS é uma empresa líder do setor, focada em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, fabricação de chapas metálicas , impressão 3D , moldagem por injeção , estampagem de metais e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Oferecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Seja para produção em pequenos volumes ou personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida, em até 24 horas. Escolher a JS Technology significa eficiência na seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site: www.cncprotolabs.com
recurso

