

Почему мы стремимся к спокойствию при литье? Представьте, что произойдёт, если жидкий металл грубо залить в сложную форму? Возникнут пузыри, турбулентность и другие проблемы, которые часто встречаются у многих. Старые методы литья (например, литьё под давлением).
Но передумайте: позвольте жидкому металлу медленно, словно пружина, заполнить все уголки формы снизу. В этом и заключается прелесть литья под низким давлением, стремящегося к высокому искусству.
В нашем цехе литьё под низким давлением — отличный помощник в изготовлении прецизионных алюминиевых деталей. Вкратце, литьё под низким давлением обеспечивает стабильное впрыскивание жидкого алюминия (например, обычных алюминиевых сплавов) в полость формы, позволяя ему заполнить все детали до затвердевания и формования. Этот метод бережного впрыскивания позволяет создавать более плотную внутреннюю структуру, более тонкие поверхностные эффекты и меньше дефектов, чем при прямом литье.
Благодаря возможности стабильного производства высококачественных сложных деталей, этот метод особенно подходит для изделий с высоким спросом, таких как автомобильные диски. Отраслевые данные также показывают, что литье под низким давлением и литье под давлением составляет большую часть мирового объёма алюминиевого литья (около 67%), при этом на автомобильную отрасль приходится более половины спроса. Электромобили в настоящее время работают над снижением веса. Сборка Y-образного шасси типа Tesla использует этот процесс, который на 18% легче. Выбор правильного метода позволит получить совершенно новый продукт.
Краткое изложение основных ответов:
| особенность | Низкодиетонизирующее литье (LPDC) | Литье под высоким давлением (ЛВД) | Гравитационное литье |
| Метод заполнения | Устойчив к гравитации, заполнение снизу вверх, равномерное. | Высокоскоростной впрыск под высоким давлением для быстрого наполнения. | Наполняйте емкость сверху вниз с помощью силы тяжести. |
| давление | Низкое давление (0,02-0,15 МПа). | Крайне высокое давление (30-200+МПа). | Только статическое давление жидкого металла. |
| Качество литья | Чрезвычайно высокая, плотная ткань с небольшим количеством пор. | Очень хорошо, но могут быть воздушные карманы и поры. | Средняя, возможна усадка и пористость. |
| Типичные применения | Автомобильные колеса, головки цилиндров двигателей и сложные корпуса. | Тонкостенные детали массового производства (например, чехлы для ноутбуков). | Более толстые ограждения, простые компоненты, такие как корпуса клапанов. |
Это руководство познакомит вас с основами литья под низким давлением:
- Мы наглядно покажем весь процесс литья под низким давлением.
- Объясните, как он впрыскивает металл, преодолевая сопротивление гравитации, чтобы избежать вовлечения воздуха.
- Затем мы сравним основные преимущества и недостатки литья под низким и высоким давлением, чтобы помочь вам понять области их применения.
- Наконец, на примере реального производства мы объясним, почему литье под низким давлением особенно подходит для высококачественных изделий из алюминиевых сплавов.
Почему стоит доверять этому руководству? Советы от JS Senior Actor Lab
Основная работа JS за последнее десятилетие подтвердила общепринятый в отрасли консенсус: превосходное качество литья под низким давлением достигается за счет точного контроля динамических процессов давления и температуры, а не фиксированных параметров.
Наша методология многократно проверена на практике. Например, при решении проблемы преждевременного разрушения поворотного кулака автомобиля мирового поставщика из-за внутренней усадки мы изучили параметры времени литья под низким давлением и немедленно скорректировали их.
Угадайте результат? Проблема была решена, и детали уверенно прошли самые строгие испытания. Этот процесс убеждает нас в том, что залог идеального литья кроется в контроле этих технологических деталей.
Этот метод оптимизации параметров, основанный на физических процессах, полностью соответствует передовой практике, пропагандируемой авторитетными отраслевыми организациями, такими как Американское литейное общество, для повышения качества литья посредством научного контроля процесса затвердевания.
Для нас каждый успешный случай в очередной раз доказывает, что преобразование глубоких принципов процесса в надёжные параметры — ключ к достижению превосходного результата. Каждое предложение в этом руководстве основано на передовом опыте.
«В литейной промышленности есть старая поговорка, которая, на мой взгляд, особенно справедлива: 90% массы отливки зависит от того, каким образом расплавленный металл попадает в форму».
Разве это не та плавность заливки, к которой мы стремимся? Это руководство обобщает ключевой опыт, накопленный нашей командой за годы работы, и, надеемся, поможет вам более плавно продвигаться к качественному литью.
Основной принцип: что такое антипеределка?
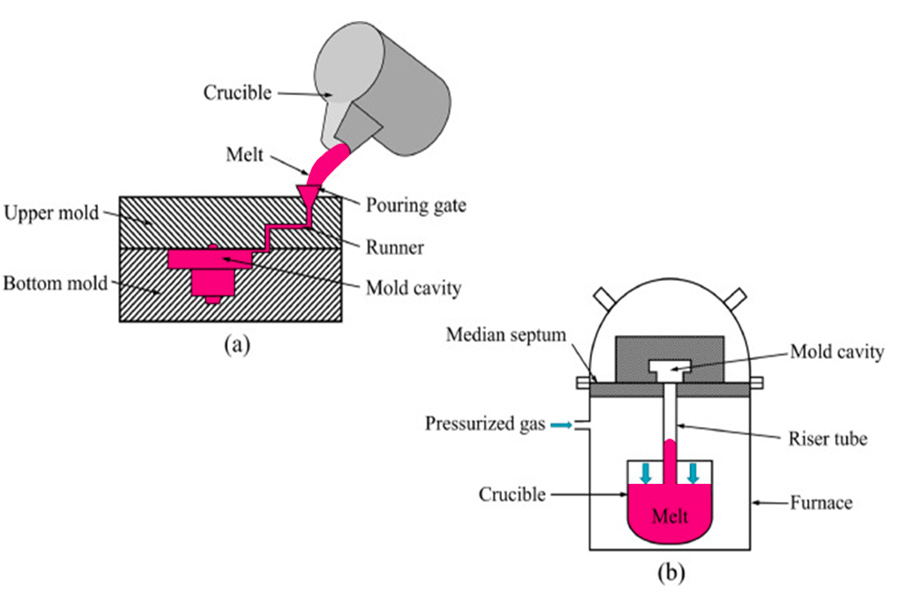
Короче говоря, литьё под низким давлением — это метод формования металла, который отказывается от традиционного способа заливки расплавленного металла и вместо этого использует идею подталкивания, например, лёгкого сдавливания жидкости для её движения вверх. Это, по сути, антигравитационное литьё под низким давлением: при нём используется низкое давление для заливки металла снизу, а не сила тяжести, обеспечивающая свободное падение металла для завершения процесса заливки. Теперь позвольте мне объяснить вам это наглядно.
Что такое литье под низким давлением?
Литье под низким давлением — это метод, при котором расплавленный металл (например, алюминиевый сплав) помещается в герметизирующую печь, а затем под небольшим давлением плавно стекает с основания формы, а не заливается сверху. Литье под низким давлением предотвращает разбрызгивание и окисление металла, а также позволяет получать более плотные детали. Мы широко используем этот метод при производстве автоматических и прецизионных деталей JS, потому что он эффективен и не несёт никаких рисков.
Как работает антигравитационное литье (три простых шага):
- Герметичная изоляционная печь: Мы помещаем расплавленный алюминиевый сплав в полностью герметичную изоляционную печь. Печь не открывается, герметизируется и помещается под форму, которую мы будем использовать.
- Специальный подъёмник: снизу этой закрытой банки поднимается трубка (трубки-подставки, обычно керамические или из специального металла ), устойчивая к нагреванию. Она напоминает сверхпрочную соломинку, которая поднимается прямо и аккуратно вставляется в нижнюю дверцу формы над нашими головами.
- Воздух низкого давления: Мы начали медленно подавать сжатый воздух (иногда также азот, например, для предотвращения окисления алюминия) в вакуумную изоляционную печь. Обратите внимание, что это давление на самом деле небольшое, всего на 0,07 МПа выше давления воздуха, которым мы обычно дышим. Это похоже на надувание шарика под небольшим давлением.
Как сделать мирное заполнение?
Секрет раскрыт! Благодаря подаче воздуха в герметичную печь давление внутри печи, создаваемое воздухом, лишь незначительно превышает давление снаружи, что приводит к меньшему положительному градиенту давления (ΔP). Это дополнительное давление воздуха лишь незначительно воздействует на поверхность жидкого алюминиевого сплава внутри печи. Металлический алюминий испытывает стабильное давление, направленное вверх, и поднимается только по дну стояка. До полного заполнения полости формы.
Каковы самые большие преимущества этого?
- Это позволяет избежать серьёзных проблем, связанных с традиционным «высоким сбросом»! Расплавленный металл падает с большой высоты и легко поглощает воздух, образуя пузырьки. Что ещё важнее, жидкий алюминий быстро окисляется и образует примеси при контакте с воздухом.
- Однако наши отливки низкого давления равномерно поднимаются снизу, обеспечивая низкую турбулентность, а жидкий алюминий практически не контактирует с воздухом. Это уменьшает количество пор и шлаковых включений в отливках. Для нас крайне важно производить детали, требующие высокой прочности, герметичности и безупречного внешнего вида.
Как инженер в JS, вы должны успешно применять литье под низким давлением. Я уделю внимание двум основным аспектам: герметизации фиксатора печи и системы стояков, а также контролю величины и ритмичности давления воздуха. Это основа, обеспечивающая плавный подъём и идеальное заполнение формы жидким алюминием.
«Мы, JS, стремимся к высоким производственным стандартам, высоким показателям плотности и низкому уровню дефектов. Хотите увидеть, как алюминий поднимается в жидком алюминии? Присоединяйтесь к нашему семинару в любое время или, пожалуйста, предоставьте мне руководство по параметрам процесса, чтобы мы могли вместе создавать более качественные отливки!»
Шаг за шагом: полный процесс литья под низким давлением
Сегодня я разберу весь процесс производства алюминиевых отливок под низким давлением. Наш процесс литья под низким давлением состоит из тщательно разработанных этапов, обеспечивающих оптимальное поступление расплавленного металла в форму и её заполнение.
«Как подчеркнул всемирно известный эксперт по актерам профессор Диран Апелян: масса отливки определяется в момент контакта металла с формой».
Полный процесс литья под низким давлением:
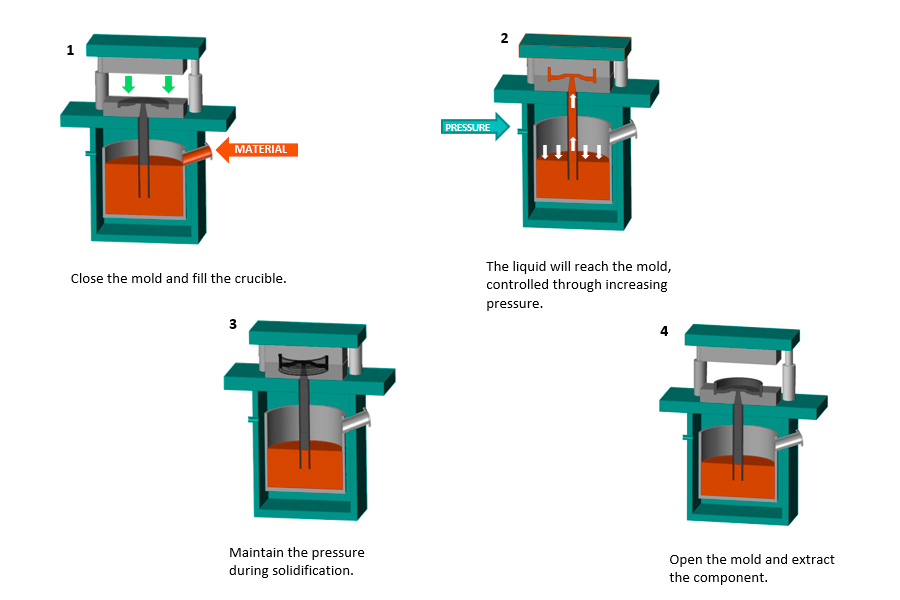
Шаг 1: Закрытие формы и подготовка
Закрываем и запираем верхнюю половину предварительно нагретого и освобожденного от формы покрытия стальной формы.
Ключевой этап: убедитесь, что верхняя часть стояка, выходящего из нижней изоляционной печи, точно прилегает к зарезервированной дверце в нижней части формы. От точности этого соединения напрямую зависит возможность плавного подъёма расплавленного алюминия в будущем.
Шаг 2: Давление и заполнение
Зафиксируйте и закройте крышку изоляционной печи расплавленным алюминиевым сплавом, при этом не допускается утечка воздуха.
Начинает работать система управления: ее можно точно и непрерывно заполнять газом низкого давления (обычно применяется сухой воздух или инертный газ).
Давление в печи продолжает расти. Мягкое, но постоянное давление поддерживает уровень алюминия в печи на одном уровне.
Расплавленный алюминий может течь только снизу вверх через единственный стояк, охватывающий все углы формы. Воздух в форме поднимается расплавленным алюминием и проходит через зарезервированный вытяжной канал . Весь процесс направлен на достижение «стабильности».
Шаг 3: Поддержание давления и затвердевание
Алюминиевая жидкость просто заполняет форму? Не волнуйтесь, сейчас самый ответственный момент! Давление в печи не нужно сразу сбрасывать, оно должно сохраняться некоторое время.
Почему это душа? Потому что, когда алюминий переходит из жидкого состояния в твёрдое, его объём уменьшается! Если не быть внимательным в этот момент, очень легко получить раковину или неплотность в отливке.
Поддержание давления заключается в подаче в печь давления, подающего небольшое количество жидкого алюминия из стояка для заполнения затвердевшего пространства. В этом и заключается главный секрет производства алюминиевых отливок под низким давлением: мы создаём плотную внутреннюю структуру без усадочных раковин и усадки!
Шаг 4: Снижение давления и открытие формы
Как только литой корпус (особенно соединение дверцы) затвердеет, система управления автоматически безопасно сбросит давление в печи.
После снятия давления жидкий алюминий, не замерзший в стояке, автоматически возвращается в расположенную ниже изоляционную печь с чрезвычайно высокой эффективностью!
Наконец, форма открывается, руки нашего робота аккуратно перемещаются, чтобы извлечь отлитую форму , и на этом цикл завершается.
В основе процесса LPDC лежит точный контроль: благодаря четырем ключевым этапам подготовки формы, заполнения под давлением, выдерживания под давлением и сброса давления через отверстия формы мы производим высококачественные отливки низкого давления с плотной структурой.
После завершения проекта JS приоритетной задачей станет внедрение интеллектуальных систем мониторинга, установка датчиков в критических узлах для регулирования давления и температуры в режиме реального времени и одновременной оптимизации конструкции пресс-формы. Цель — увеличить общий выход годных более чем на 15%. Это позволит нам эффективнее реагировать на рыночный спрос.
Анализ практического случая: легкие и высокопрочные алюминиевые литые диски для электромобилей премиум-класса
Позвольте мне рассказать вам о нашем недавнем реальном проекте и рассказать, как использовать литьё под низким давлением из алюминиевого сплава для решения проблем клиентов. Для электромобилей важны выносливость и управляемость. Колёса выглядят красиво, но на самом деле они влияют на общий вес и безопасность. На этот раз наша компания JS — самая опытная в технологии литья под низким давлением, и этот проект действительно пригодился.
Задача клиента: сложный дизайн, строгие стандарты
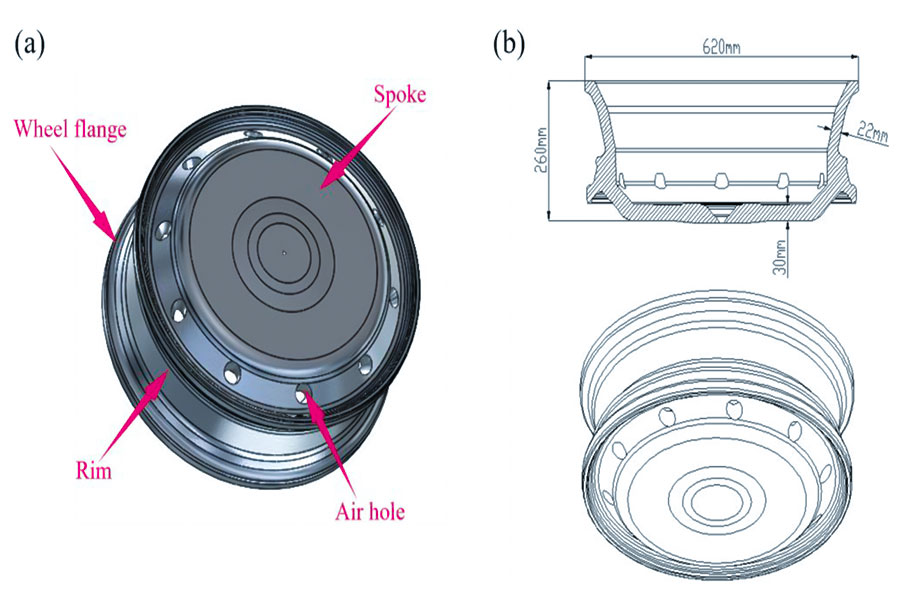
Новый бренд электромобилей премиум-класса разработал 21-дюймовое колесо со следующими характеристиками:
- Сложный дизайн: длинные спицы необычной формы.
- Высокие требования к поверхности: необходимо добиться эффекта зеркальной полировки.
- Высокий уровень безопасности: он должен пройти самые строгие испытания на удар и усталость.
Узкие места в производстве, с которыми они сталкиваются:
- Недостаточное литье под давлением: скорость потока жидкого алюминия низкая, а импульс недостаточен, что затрудняет полное заполнение углов тонких спиц. Толстая часть обода медленно остывает, что способствует образованию внутри полости. Недостаточная прочность не позволит пройти испытание и не будет соответствовать требованиям к качеству поверхности.
- Литье под высоким давлением имеет ограничения: хотя оно позволяет заполнять сложные детали, высокоскоростной процесс заполнения сопровождается выделением газов и образованием внутренних пор. Расширение пор при термообработке может привести к поверхностному расширению. Этот внутренний дефект представляет собой фатальную опасность для компонентов безопасности и совершенно не отвечает требованиям прочности и вязкости.
Решение JS: литье под низким давлением, стабильная победа
Мы тщательно проанализировали болевые точки наших клиентов, и вот два основных принципа: безупречный внешний вид и 100% надёжная внутренняя конструкция. В этом и заключается прочность литья под низким давлением.
Наши шаги:
- Плавное заполнение, идеальное воспроизведение: залог стабильности. Мы позволяем расплавленному алюминиевому сплаву подниматься со дна формы и мягко заполнять каждый уголок, словно дыша. Эти сложные тонкие спицы также можно заполнить полностью! Очень гладкая поверхность , создающая хорошую основу для зеркальной полировки.
- Устранение постоянного давления в полости: заполнение — это только начало, ключевой момент — процесс отверждения. Мы точно контролируем давление и непрерывно подкачиваем жидкий металл, дополняя его по мере охлаждения и усадки жидкого алюминия. Особенно в толстостенных областях обода мы обеспечиваем плотность и отсутствие усадки внутри, что является критически важным этапом для обеспечения прочности.
- Высокая чистота, гарантированная производительность: на протяжении всего процесса алюминиевая жидкость в замкнутой системе течёт, практически не контактируя с воздухом, содержит мало оксидных примесей, а сама отливка отличается высокой чистотой. После термообработки прочность и вязкость достигают высочайшего уровня. Мы наконец-то получили высококачественные отливки из алюминиевого сплава низкого давления.
Результаты: потрясающие клиенты, превосходящие стандарты
После доставки образца отзывы клиентов превзошли ожидания:
- Внешний вид: Детали дизайна полностью представлены, поверхность очень высокая, а эффект зеркальной полировки идеален.
- Внутреннее совершенство: рентгеновское обнаружение дефектов показывает, что внутренняя ткань плотнее, чем ожидалось, и что дефекты практически не обнаруживаются.
- Данные как доказательство: реальные преимущества
| индекс | Достижение | Сравнительный справочник |
| Потеря веса | Он примерно на 12% легче литейного колеса того же размера. | Средний диапазон потери веса в отрасли составляет 8–15 % (Американское общество металлов AMS). |
| Процент сдачи первого раза | > 98% | Средний уровень квалификации в отрасли составляет 85% (Немецкий институт инженеров VDI). |
| Испытание на усталость/удар | 100% соответствует строгим стандартам. | Превышают отраслевые стандарты (стандарт Японского общества материаловедения JIS). |
Безопасность: самые строгие испытания на радиальную усталость, усталость при изгибе и ударную вязкость успешно пройдены, а показатели безопасности достигли 100% стандарта.
Литье алюминиевых сплавов под низким давлением — лучшее решение, когда важны окончательный внешний вид, высочайшее качество внутренних компонентов и абсолютная безопасность. Оно обеспечивает высокую плотность, чистоту и высокий выход годного, чего сложно добиться другими методами. В JS мы не просто JS, мы находим надёжные технологии и строгие стандарты не только для ваших деталей, но и для вашего духа. Вместе с командой JS мы преодолеем трудности!
FAQ — ответы на дополнительные вопросы о литье под низким давлением
Вопрос 1: Каковы основные различия между литьем под низким давлением и литьем под высоким давлением?
Кастинг с высоким содержанием диеты:
Он использует огромное усилие для быстрого впрыска расплавленного металла в форму и впрыскивает его туда под высоким давлением. Он подходит для тонкостенных, несложных форм и крупногабаритных деталей, таких как корпусные детали. Однако он работает слишком быстро, что может привести к проникновению газа в металл и образованию пор.
Литье под низким давлением:
Этот метод относительно щадящий и использует небольшое давление, создаваемое топливным баком под формой (выше атмосферного), для равномерного выталкивания расплавленного металла вверх, позволяя ему медленно заполнять полость формы. Таким образом, изготавливаемые детали получаются более плотными и качественными, что особенно подходит для деталей с толстыми стенками, сложной конструкцией или высокими требованиями к качеству внутренней поверхности, таких как автомобильные колёса и детали цилиндров двигателей. Однако весь цикл литья относительно медленный, а эффективность уступает литью под высоким давлением.
Вопрос 2: Каковы основные преимущества и недостатки низковольтного литья?
преимущество:
- Литье под низким давлением делает детали прочнее, плотнее внутри, с меньшим количеством пузырьков и отверстий, что обеспечивает общую прочность и срок службы.
- Это особенно экономит материал, снижает потери алюминиевой воды и позволяет использовать её до 90%, что значительно снижает затраты. Этот процесс стабилен и управляем, а также особенно удобен для использования на автоматической производственной линии. В условиях крупномасштабного производства качество и эффективность контролируются лучше.
недостаток:
- Скорость его производства действительно не такая высокая, как при литье под высоким давлением.
- Кроме того, оборудование и формы для него намного сложнее, чем для литья под давлением, поэтому первоначальные инвестиционные затраты будут выше.
- Кроме того, мы обычно не используем его для изготовления мелких деталей с особенно простой структурой, поскольку это нерентабельно.
Вопрос 3: Что такое процесс LPDC?
Позвольте мне вкратце рассказать вам, что такое литье под низким давлением (LPDC), и это то, что мы часто называем литьем под низким давлением:
LPDC — это метод литья, при котором расплавленный металл заполняется снизу вверх в форме газом низкого давления. Этот метод не такой интенсивный, как газ высокого давления, поэтому получаемые детали отличаются высоким качеством внутренней поверхности и высокой степенью использования материала. Мы предпочитаем этот метод для производства многих важных алюминиевых отливок. Этот принцип не сложен, но очень эффективен и практичен.
Краткое содержание
Литье под низким давлением, безусловно, не является распространённым выбором для всех деталей. Однако, если вам нужны детали из алюминиевого сплава с высокой прочностью, надёжностью и превосходным внешним видом, это, как правило, идеальное решение. По сравнению с традиционным литьём, литьё под низким давлением позволяет более точно и стабильно решать некоторые проблемы, особенно при изготовлении отливок из алюминиевого сплава с высокими эксплуатационными характеристиками.
Ваш проект тоже головная боль:
- Хотите сформировать сложную структуру?
- Хотите, чтобы он был ярким и сильным?
- Все еще работаете над тем, какой процесс наиболее подходит и экономически эффективен?
Позвольте нам помочь вам найти ответ: команда JS, как профессиональный завод по литью алюминия под низким давлением, сталкивается с этими проблемами каждый день. Вместо того, чтобы гадать, какой процесс лучше, мы предоставим вам бесплатную оценку процесса. Мы можем дать чёткий ответ:
- Подходит ли ваша деталь для литья под низким давлением?
- Обеспечивает прозрачный и подробный рынок литья алюминия под низким давлением.
Легко начать действовать: загрузите файлы своего дизайна прямо сейчас!
Позвольте JS превратить идею создания сложных деталей из алюминиевого сплава в высококачественную реальность, используя передовую технологию литья под низким давлением.

Отказ от ответственности
Содержимое этой страницы предназначено исключительно для информационных целей. Серия JS. Нет никаких явных или подразумеваемых заявлений или гарантий относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит данные о рабочих характеристиках, геометрических допусках, конкретных конструктивных характеристиках, качестве и типе материалов или качестве изготовления через сеть Longsheng. Ответственность за это несет покупатель. Запросить коммерческое предложение на детали. Указать конкретные требования к этим разделам. Свяжитесь с нами для получения дополнительной информации .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы с более чем 5000 клиентов и специализируемся на высокоточной обработке на станках с ЧПУ , производстве листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащён более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предлагаем быстрые, эффективные и высококачественные производственные решения для клиентов более чем в 150 странах мира. Будь то мелкосерийное производство или крупносерийная продукция по индивидуальному заказу, мы готовы удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology. Это означает эффективность, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.cncprotolabs.com
ресурс

