

Технология литья под давлением печатных плат создает новый подход к упаковке , позволяющий автомобильной и медицинской промышленности решать проблемы надежности, которые не поддаются решению с помощью существующих методов.
Датчик в вашем автомобиле выходит из строя после 30 000 километров из-за утечки масла? Являются ли зазоры в корпусе вашего портативного медицинского устройства зоной, препятствующей стерилизации?
Традиционные решения в области упаковки создают скрытые издержки, снижают доверие к продукту и требуют постоянного обслуживания. Решение предполагает полную трансформацию существующих методов упаковки.
Краткое изложение ключевых ответов
Ключевые вопросы | Проблемы традиционных решений | Преимущества технологии литья под давлением JS Precision Overmolding |
|---|---|---|
Герметизация и защита | Винты создают зазоры, а заливка клеем подвержена старению. | Бесшовное литье на молекулярном уровне, устойчивое к химической коррозии. |
Точность размеров | В процессе сборки накапливаются допуски, датчики ADAS подвержены смещению. | Контроль деформации в пределах 0,1 мм, обеспечивающий точное измерение расстояния. |
Стандарты сертификации | Материалы не имеют сертификата медицинского назначения, поэтому их сложно пройти сертификацию ISO 10993. | Обеспечивает производство в помещениях класса USP VI и чистых помещениях. |
Основные выводы
- Откажитесь от винтов и корпусов:
Единственный эффективный метод достижения физической изоляции в условиях сильной вибрации и постоянной необходимости очистки требует от организаций использования технологии литья под давлением печатных плат.
- Критерии отбора медицинских материалов:
В медицинской сфере услуги по заливке печатных плат используются для имплантатов, а печатные платы, изготовленные методом литья под давлением, служат важными компонентами для оборудования, требующего многократной внешней стерилизации .
- Общая стоимость владения:
В компании JS Precision комплексные услуги по литью под давлением позволяют снизить общие затраты на сборку и доработку более чем на 30%.
Почему стоит доверять JS Precision в вопросах литья печатных плат под давлением?
Правильный выбор партнера по литью под давлением напрямую определяет надежность вашей продукции и конкурентоспособность на рынке.
Обладая 20-летним опытом в области литья печатных плат под давлением, компания JS Precision обеспечивает стабильную и надежную поддержку, обслужив более 200 клиентов из автомобильной и медицинской отраслей по всему миру и выполнив более 500 индивидуальных проектов, помогая вам снизить риски сотрудничества.
Наши производственные процессы строго соответствуют системе управления качеством медицинской продукции ISO 13485:2016 , что гарантирует соответствие каждого получаемого вами продукта высоким отраслевым стандартам и отсутствие проблем с качеством.
Услуги по литью под давлением от JS Precision предлагают точные решения для ваших проблем с упаковкой радаров миллиметрового диапазона с автономным управлением уровня L3. Эти проблемы включают деформацию антенны и чрезмерные отклонения дальности, которые возникают при использовании традиционных винтовых креплений:
Процесс формования под низким давлением позволяет уменьшить отклонения диапазона измерений, начиная с 2,5 метров и заканчивая 0,3 метрами. Испытание на солевое распыление в течение 1000 часов обеспечивает полную защиту от протечек.
Наши печатные платы, изготовленные методом литья под давлением по индивидуальному заказу, позволяют компаниям-производителям медицинских изделий получить сертификат USP Class VI , что дает им право выводить свою продукцию на европейский и американский рынки, а также развивать международный бизнес.
Чистая комната класса 7 компании JS Precision в сочетании с полностью автоматизированными машинами для литья под давлением позволяет достичь точности 0,1 мм для вашей продукции.
Наш комплексный сервис, начинающийся с DFM-анализа и проектирования пресс-форм и заканчивающийся поставкой готовой продукции для массового производства, позволяет сократить количество звеньев в цепочке поставок, одновременно сокращая время доставки на 3-5 дней и экономя время и средства.
Мы предлагаем индивидуальные решения как для обеспечения виброустойчивости автомобильной электроники, так и для требований к стерильности медицинских изделий, которые помогут вам снизить общие эксплуатационные расходы и повысить конкурентоспособность вашей продукции на рынке.
Если у вас возникли проблемы с надежностью, точностью или сертификацией корпусов печатных плат, свяжитесь с нашими инженерами, отправьте свои требования и получите бесплатный анализ технологичности производства (DFM), который позволит разработать индивидуальное решение.
Почему для изготовления корпусов автомобильных и медицинских изделий используется технология литья под давлением печатных плат?
В процессе литья под давлением печатных плат используются термопластичные или термореактивные полимерные материалы для создания единого непрерывного защитного корпуса , который защищает печатную плату.
Эта система обеспечивает лучшую защиту от вибрации и пролития жидкостей, чем традиционные методы крепления винтами, поскольку исключает физические соединения, которые создают эти проблемы.
Система позволяет оборудованию надежно функционировать в течение длительных периодов времени в экстремальных условиях, минимизируя при этом потребности в техническом обслуживании и расходы на замену оборудования .
Улучшение шумо- и виброизоляции в автомобилях: устранение ослабления винтов и резонанса.
В процессе эксплуатации автомобиля возникают вибрации в широком диапазоне частот: 10-2000 Гц. Традиционная система винтового соединения теряет 40% своей предварительной нагрузки после 500 часов работы, что приводит к поломкам оборудования.
Литье под низким давлением является основным методом литья печатных плат под давлением. Оно защищает как печатную плату, так и вывод разъема, создавая систему демпфирования, которая предотвращает все вибрации по всей конструкции.
Данный процесс создает комплексную защитную систему , которая поглощает все высокочастотные вибрации при контакте автомобиля с окружающей средой.
Тщательная очистка медицинских изделий: достижение стерильности поверхностей.
Для медицинских изделий требуется чрезвычайно высокая стерильность, поскольку количество бактерий в швах корпуса значительно выше, чем на гладких поверхностях.
Литье под давлением с наложением слоев позволяет получать корпуса без швов с шероховатостью поверхности Ra < 0,8 мкм, что дает материалу возможность выдерживать многократные циклы стерилизации в автоклаве при температуре 134℃, сохраняя при этом стандарты стерильности.
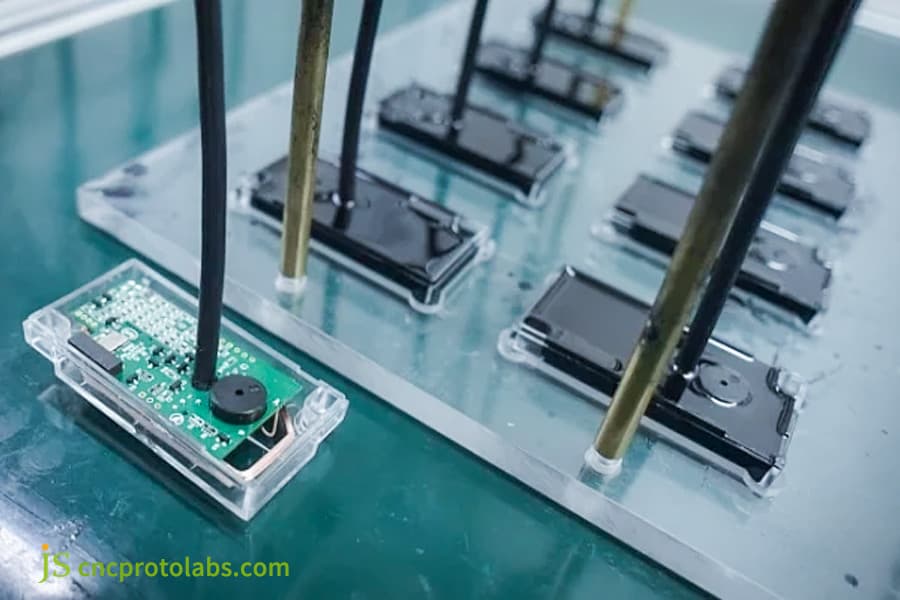
Рисунок 1: Крупный план зеленой печатной платы, расположенной внутри прозрачной формы, с проводами, вставленными в ее компоненты, иллюстрирующий установку для литья печатных плат под давлением.
Услуги по заливке печатных плат компаундом против литья под давлением: что считается медицинским качеством?
В медицинской промышленности для заливки печатных плат используются эластомерные компаунды, поскольку эти материалы контролируют давление внутри имплантатов.
В медицинской промышленности для создания тонких и легких термопластичных оболочек используется литье под давлением медицинского класса. Эти два материала имеют различное применение, поскольку один подходит для внутрикостных имплантатов, а другой — для наружных устройств.
Заливка печатных плат компаундом: амортизация напряжений при имплантации.
Услуги по заливке печатных плат кремнием с модулем упругости ниже 5 МПа служат системой защиты, предохраняющей паяные соединения кардиостимуляторов от циклического давления с частотой 0,1-10 Гц. Все используемые нами заливочные составы сертифицированы по стандарту USP Class VI, что гарантирует безопасность для человека.
Вживленная печатная плата нуждается в защитном покрытии, которое действует как «мягкая амортизирующая губка» , поглощающая движения тела и защищающая паяные соединения от повреждений.
Формование под давлением: используется для наружных медицинских изделий, требующих многократной стерилизации.
Хирургические наконечники и другие наружные устройства должны выдерживать более 1000 циклов стерилизации. Метод литья под давлением с использованием накладок (overmold injection molding) предполагает применение полипропилена (PP) или хлорорганических соединений (COC) с твердостью поверхности по Шору D более 65, что позволяет создать устойчивую к царапинам поверхность, которая не впитывает дезинфицирующие средства и сохраняет чистоту в течение длительного времени.
Сравнение медицинских материалов для литья под давлением
Тип материала | Твердость поверхности (по Шору D) | Циклы стерилизации | Диэлектрическая постоянная (1 МГц) | Скорость изменения объема (при 24-часовом погружении) | Применимые сценарии |
|---|---|---|---|---|---|
ПП | 65-70 | ≥1000 циклов | 2.2-2.4 | <0,3% | Оборудование для стерилизации in vitro |
КОК | 75-80 | ≥1500 циклов | 2.8-3.0 | <0,2% | Высокоточные медицинские датчики |
ПА | 70-75 | ≥800 циклов | 3.2-3.4 | <0,5% | Корпуса медицинских приборов |
ТПУ | 55-60 | ≥500 циклов | 3.0-3.2 | <0,4% | Соединительные кабели для медицинских устройств |
ПВДФ | 80-85 | ≥2000 циклов | 2,5-2,7 | <0,1% | Медицинские изделия в условиях высокой коррозии |
Не уверены, что лучше выбрать для вашего медицинского оборудования: заливку печатных плат компаундом или литье под давлением? Свяжитесь с нами для бесплатной консультации по выбору материалов и снижения рисков, связанных с их подбором.
Какие сертификаты биосовместимости необходимы для литья под давлением медицинских изделий?
Изделия, изготовленные методом литья под давлением медицинского назначения, должны пройти испытания по стандартам ISO 10993-4/-5/-10 на цитотоксичность, сенсибилизацию и совместимость с кровью, а также испытание на экстракцию при температуре 121°C (класс USP), соответствующее стандартам ISO 10993-1:2021. Производственная среда должна соответствовать стандартам чистого помещения класса 7 по стандарту ISO 14644-1.
Безопасность производства и материалов в чистых помещениях
Для предотвращения загрязнения при литье под давлением изделий медицинского назначения необходимо использовать чистую комнату 7-го класса (< 352 000 частиц >0,5 мкм на кубический метр) .
Используемые в этом процессе материалы должны иметь сертификат USP класса VI, подтверждающий их безопасность для потребления человеком, поскольку они не вызывают острой системной токсичности.
Устойчивость к стерилизации: автоклавирование и гамма-излучение.
Медицинские изделия требуют многократной стерилизации. Печатная плата с инкапсулированным покрытием должна выдерживать 100 циклов воздействия температуры 134°C, пара под давлением 2 бар или гамма-излучения в дозах 25-50 кГр без пожелтения или растрескивания. Наши широко используемые материалы PP и COC легко соответствуют этому требованию.
Сверхминиатюрная упаковка: портативные и имплантируемые устройства
Конструкция портативных и небольших имплантируемых устройств требует, чтобы общая толщина стенок не превышала 1,5 мм, а процесс инъекции должен достигать уровня давления выше 2000 бар для успешного заполнения их внутренних пространств.
Для эффективной работы пресс-формы необходима как система горячего канала, так и система последовательного управления игольчатыми клапанами. Наша техническая команда может точно это обеспечить, что позволяет создавать более компактные и портативные устройства.
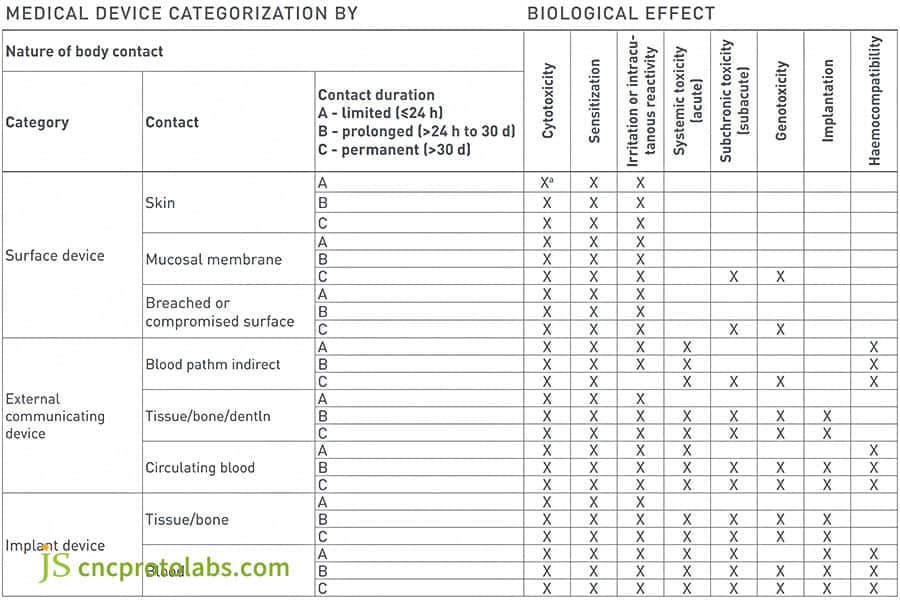
Рисунок 2: Подробная таблица, классифицирующая медицинские изделия по биологическим эффектам, характеру контакта и продолжительности воздействия, с указанием стандартов биосовместимости, необходимых для сертификации.
Может ли литье под низким давлением выдержать воздействие автомобильных жидкостей и холодный пуск двигателя?
Метод литья под низким давлением использует полиамидные или полиолефиновые материалы для образования химических связей на молекулярном уровне с металлическими вставками , что позволяет материалу выдерживать воздействие трансмиссионной и тормозной жидкости, а также противогололедных солей, сохраняя при этом герметичность при холодном запуске при температуре -40°C.
Причины отказов традиционных уплотнений
Использование трансмиссионной жидкости приводит к расширению традиционных резиновых уплотнений из нитрида каучука (NBR) на 15-25%, что вызывает снижение твердости на 30% и, в конечном итоге, приводит к проблемам с утечками при длительной эксплуатации.
В наших услугах по литью под давлением используются неполярные полиамидные материалы, которые демонстрируют максимальное изменение объема при погружении в течение 24 часов менее чем на 0,5%, что обеспечивает надежную герметизацию.
Создание каналов с нулевой проницаемостью
Литье под низким давлением использует диапазон давления впрыска от 5 до 30 бар , что требует вязкости расплава менее 500 Па·с для обеспечения проникновения материала через зазоры 0,2 мм между компонентами печатной платы и выводами.
После процесса отвердевания материал образует барьер на молекулярном уровне, который предотвращает проникновение масла и водяного пара в помещение при паропроницаемости менее 0,01 г/м²/сутки.
Проще говоря, это как надеть на печатную плату "бесшовный полимерный водонепроницаемый дождевик" , через который масло и водяной пар не смогут проникнуть даже в щели.
Сравнительная таблица данных испытаний на устойчивость к воздействию автомобильных жидкостей
Испытательная жидкость | Условия испытания | Традиционное уплотнительное кольцо (NBR) | Формование под низким давлением (материал PA) | Стандарт приемки | Преимущества для клиентов |
|---|---|---|---|---|---|
Трансмиссионная жидкость | 120℃, 1000 часов | Увеличение объема на 22%, утечка | Увеличение объема на 0,4%, отсутствие протечек. | Увеличение объема менее 1%, отсутствие протечек. | Предотвращает отказы датчиков, снижает затраты на техническое обслуживание. |
Тормозная жидкость | 80℃, 500 часов | Увеличение объема на 18%, снижение твердости на 28%. | Увеличение объема на 0,3%, твердость не изменяется. | Изменение жесткости <5%, утечки отсутствуют. | Обеспечивает стабильность работы электронного оборудования тормозной системы. |
Противообледенительная соль | Комнатная температура, 1000 часов солевого тумана | Поверхностная коррозия, старение уплотнительного кольца | Отсутствие поверхностной коррозии, неповрежденное уплотнение. | Отсутствие коррозии, отсутствие протечек | Адаптируется к суровым зимним условиям, продлевает срок службы изделия. |
Бензин | Комнатная температура, 24-часовое погружение | Сильный отек, непригоден к использованию | Увеличение объема на 0,2%, отсутствие протечек. | Увеличение объема <0,5%, утечки отсутствуют. | Подходит для электронного оборудования, связанного с топливом. |
Охлаждающая жидкость | 100℃, 800 часов | Увеличение объема на 15%, утечка | Объемное расширение 0,3%, отсутствие утечек. | Увеличение объема менее чем на 1%, отсутствие утечек. | Обеспечение надежности периферийного электронного оборудования |
Как добиться нулевого уровня дефектов при производстве автомобильной электроники с помощью услуг литья под давлением?
Электронные компоненты, используемые в транспортных средствах, должны соответствовать чрезвычайно высоким стандартам надежности.
Благодаря стандартизированной производственной системе и точному контролю процесса, услуги по литью под давлением обеспечивают поставку автомобильной электроники без дефектов, что приводит к снижению количества дефектов до менее чем 10 деталей на миллион, помогая клиентам экономить на доработке.
Система производства, соответствующая требованиям IATF 16949
Наши производственные линии работают в соответствии с требованиями IATF 16949, поскольку мы используем методы PFMEA и планы контроля для наших операций. Система регистрирует и отслеживает параметры процесса литья под давлением, включая контроль температуры с точностью до одного градуса Цельсия и контроль давления с точностью до 0,5 бар.
Усиленная конструкция корпуса датчика и блока управления.
Процесс литья под давлением обеспечивает полную защиту как печатной платы, так и клемм разъема, что приводит к увеличению прочности на вырыв с 5 кгс до 30 кгс, а также к способности компонента выдерживать механический удар силой 50 г, что защищает от автомобильной вибрации и ударов, которые в противном случае могли бы привести к отсоединению и повреждению разъема.
Устойчивость к высокочастотной вибрации и усталости при термических циклах
Печатная плата, изготовленная методом литья под давлением, прошла испытания в соответствии со стандартами ISO 16750 , которые показали отсутствие расслоений и трещин после 500 термических циклов в диапазоне от -40℃ до 125℃.
Мы выбрали материалы с низким модулем упругости (например, ТПУ), чтобы компенсировать разницу в тепловом расширении между печатной платой и корпусом, предотвращая тем самым разрушение герметизирующего слоя.
Литье под давлением печатных плат для систем ADAS: как обеспечить точное наведение лидара?
Благодаря использованию конструкции пресс-формы с низкой усадкой, компенсирующей усадку в пределах от 0,2% до 0,5%, и армированию стекловолокном, мы добились контроля плоскостности печатной платы с литой изоляцией в пределах 0,1 мм, что позволяет лидару поддерживать точность измерения расстояния, соответствующую требованиям ADAS, на расстоянии до 100 метров.
Влияние деформации 0,1 мм на работу лидара
Плоскость крепления оптической линзы LiDAR должна иметь наклон 0,1 мм, поскольку это приводит к смещению пятна на 0,5 метра на расстоянии 100 метров, что вызывает сбой в распознавании полосы движения и последующее ложное торможение. Поэтому при литье печатных плат необходимо устанавливать строгие требования к контролю деформации.
Материалы с низким коэффициентом усадки и конструкция, компенсирующая образование плесени
Аморфные материалы демонстрируют степень усадки от 0,5% до 0,7%, тогда как полукристаллические материалы, согласно измерениям, достигают степени усадки от 1,5% до 2,0% . В трехмерных формовочных полостях нашей системы для компенсации используется измеренная степень усадки, а для предотвращения деформации изделия мы добавляем угол уклона 0,2°.
Необходимо обеспечить плоскостность печатной платы, изготовленной методом литья под давлением, с точностью до 0,1 мм? Отправьте свои чертежи, чтобы получить ценовое предложение и воспользоваться комплексными услугами по литью под давлением.
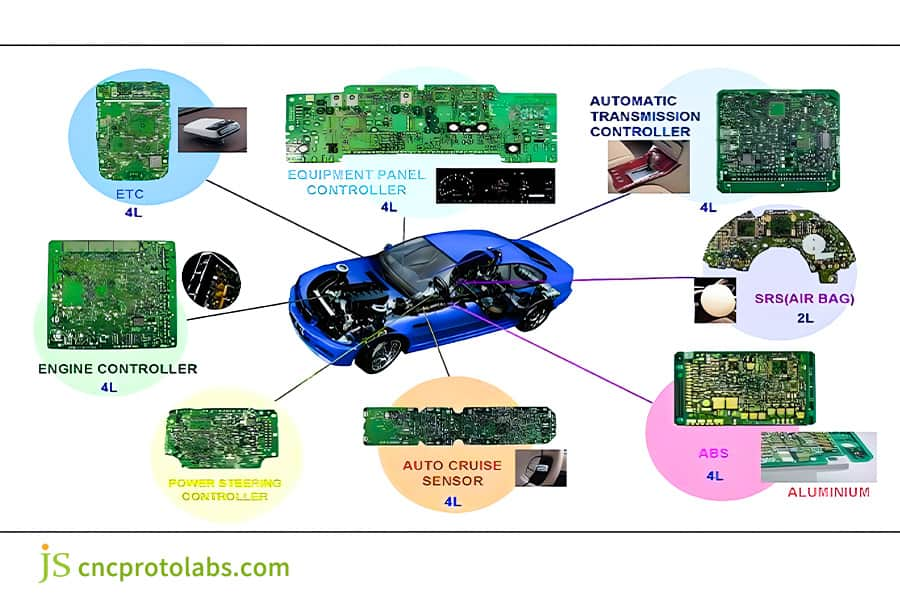
Рисунок 3: Иллюстративная схема, показывающая различные блоки управления автомобильной электроникой и соответствующие им печатные платы, интегрированные в конструкцию автомобиля, демонстрирующая применение технологии литья под давлением в системах ADAS и других автомобильных системах.
Какие распространенные инженерные ошибки возникают и какие существуют меры по их предотвращению при проектировании пресс-форм для деталей, изготовленных методом литья под давлением?
Качество деталей, изготовленных методом литья под давлением, оценивается на начальном этапе проектирования пресс-формы, в ходе которого определяются основные критерии оценки. К трем основным типам отказов пресс-форм относятся проблемы с переливом, проблемы с пористостью и смещение вставных компонентов.
Этап проектирования с учетом технологичности производства (DFM) позволяет предотвратить 90% дефектов благодаря трем конкретным процессам, включающим точное закрытие пресс-формы, проектирование вентиляционных канавок и установку внутрипрессовых направляющих, соответствующих стандартам проектирования пресс-форм ASTM D3641-21 .
Контроль перелива: линия прецизионного разъема пресс-формы
Сборочные операции становятся невозможными, когда толщина литьевого слоя превышает 0,05 мм. Для эффективного контроля перелива наши услуги по литью под давлением требуют твердости стали для пресс-форм HRC 52 или выше, плоскостности разъемной поверхности < 0,01 мм и точности точки переключения давления выдержки впрыска до 0,1 секунды .
Устранение пористости: вентиляция и оптимизация параметров процесса.
Пористость может снизить диэлектрическую прочность на 30%. Мы используем поэтапное литье под давлением, которое сочетает в себе низкоскоростное заполнение 95% полости с высокоскоростной штамповкой и вентиляционные канавки шириной 0,02 мм для снижения содержания остаточного газа до уровня ниже 0,1% , полностью исключая пористость.
Правильное позиционирование имплантата: предотвращение смещения при введении.
Давление впрыска может деформировать печатную плату толщиной 0,2 мм более чем на 0,1 мм, что приводит к смещению вставляемых компонентов. В конструкции нашей пресс-формы предусмотрены опорные стойки диаметром 1,0 мм, которые мы используем для предварительного сверления позиционирующих отверстий на печатной плате, а зазор между позиционирующими штифтами составляет 0,005-0,01 мм для достижения точного позиционирования.
Пример из практики: Проект по инкапсуляции модуля антенны миллиметрового радара для автономного управления
Компания, занимающаяся разработкой систем автономного вождения и известная своим радаром миллиметрового диапазона L3 с частотой 77 ГГц, столкнулась с трудностями при запуске серийного производства из-за проблем с процессом герметизации радара. В конечном итоге эта проблема была успешно решена благодаря услугам по литью под давлением, предоставляемым компанией JS Precision.
Возникшие трудности:
Первоначально заказчик использовал винты для крепления корпуса. Допуски при сборке привели к деформации на 0,12 мм, что повлияло на плоскость антенны, вызвав погрешность в 2,5 метра на расстоянии 150 метров, что привело к ложному торможению, и система не соответствовала требованиям автомобильных испытаний.
Зазоры в корпусе позволили термическим циклам проникнуть противогололедной соли, что привело к коррозии подающей линии и снижению производительности на 4 дБ. Выход годной продукции составил 75%, в то время как пять этапов сборки потребовали чрезмерного ручного труда, что привело к низкой эффективности производства.
Решение:
Компания JS Precision предоставила клиенту комплексные услуги по литью под давлением, разработав индивидуальное решение для устранения возникших у него проблем.
Система литья под низким давлением, которую мы использовали для создания печатной платы радара и зоны питания антенны, полностью устранила все допуски при сборке и зазоры в корпусе.
Выбранный полиолефиновый материал с низкой диэлектрической постоянной (Dk=3,0, 1 МГц) обеспечивает превосходные изоляционные свойства, одновременно снижая помехи сигнала для поддержания точного радиолокационного обнаружения.
Система поддерживала давление впрыска на уровне 20 бар, а температуру пресс-формы — на уровне 90℃, чтобы предотвратить повреждение деталей, изготовленных методом литья под давлением печатных плат, в результате воздействия высоких температур и давления.
Наша конструкция пресс-формы включает восемь опорных стоек для печатных плат диаметром 0,6 мм, предотвращающих изгиб и деформацию печатных плат во время литья под давлением.
Мы использовали 3D-компенсацию полости для коррекции коэффициента усадки материала (0,4%), а также добавили угол уклона 0,2° для достижения стандартных требований к плоскостности готовых изделий.
Толщина покрытия строго контролировалась на уровне 1,2 мм ± 0,05 мм, что обеспечивало герметичность без влияния на передачу радиолокационного сигнала. Производственный процесс был оптимизирован, что позволило сократить количество этапов сборки с пяти до одного , в результате чего значительно повысилась эффективность производства.
Итоговые результаты:
В ходе испытаний было установлено, что деформация антенны достигла 0,03 мм, а тест на дальность действия 150 метров показал погрешность измерения в 0,3 метра, что соответствует автомобильным стандартам.
Испытания показали отсутствие утечек продукта после 1000 часов испытаний в солевом тумане и 2000 часов испытаний на термический удар. Показатели потерь при подаче продукта улучшились до значения -5,1 дБ. Выход продукции увеличился на 99,8 процента.
Процесс сборки упростился, в результате чего время сборки каждого изделия сократилось с 12 минут до 3 минут, затраты на рабочую силу снизились на 40 процентов , а общие затраты на единицу продукции — на 18 процентов, что привело к ежегодной экономии для клиентов почти в 500 000 долларов.
Теперь производственный процесс занимает 18 дней вместо прежних 25 дней для доставки продукции.
Если ваше оборудование сталкивается с аналогичными проблемами упаковки, отправьте свою 3D-модель, чтобы получить бесплатный анализ DFM (проектирование для производства), быстро найти решения и снизить производственные затраты.
Часто задаваемые вопросы
В1: Каков минимальный объем заказа для литья печатных плат под давлением?
Для проведения испытаний достаточно минимального заказа в 10 штук . Для массового производства мы рекомендуем заказывать 1000 штук в год или больше, чтобы лучше распределить затраты на пресс-формы и снизить себестоимость единицы продукции.
В2: Какую толщину компонентов печатной платы можно покрыть методом литья под низким давлением?
Метод литья под низким давлением позволяет изготавливать компоненты толщиной до 15 мм с минимальной толщиной стенки 0,8 мм, что соответствует требованиям большинства автомобильных и медицинских электронных устройств, а также миниатюрных конструкций.
В3: Можно ли переделывать печатные платы, покрытые защитным слоем?
Теоретически их можно переработать, размягчив материал с помощью нагрева, но этот процесс сложен и дорог, и обычно считается, что переработка невозможна. Рекомендуется строгий контроль качества на всех этапах производства.
Вопрос 4: Обладают ли медицинские материалы для литья под давлением собственными антибактериальными свойствами?
Основные медицинские материалы, такие как полипропилен (ПП) и хлорорганические соединения (ХОС), не обладают антибактериальными свойствами. Для обеспечения медицинской стерильности можно добавлять антибактериальные агенты на основе ионов серебра/цинка.
В5: Может ли автомобильная литьевая масса выдерживать воздействие дизельного топлива или бензина?
Обычные полиамидные материалы не устойчивы к воздействию топлива. Для оборудования, работающего с топливом, мы используем фторполимеры (например, ПВДФ), которые способны выдерживать длительную коррозию, вызванную топливом.
В6: Каков приблизительный диапазон стоимости пресс-форм для литья под давлением?
Стоимость пресс-формы варьируется от 20 000 до 80 000 долларов, в основном в зависимости от количества полостей, механизма извлечения стержня и системы горячего литья. Более сложные конструкции приводят к более высоким затратам.
В7: Какой минимальный размер печатной платы можно герметизировать?
Мы можем герметизировать платы самых разных размеров, от микроплат размером 2 мм x 2 мм до крупных плат размером 500 мм x 500 мм . Конкретные размеры могут быть скорректированы в соответствии с конкретными потребностями.
В8: Может ли компания JS Precision одновременно предоставлять услуги по сборке печатных плат и литью под давлением?
Наша компания предоставляет полный спектр услуг по сборке печатных плат и литью под давлением, что оптимизирует цепочку поставок, сокращает расходы и обеспечивает более быструю доставку на 3-5 дней.
Краткое содержание
Автомобильной и медицинской отраслям необходимы более совершенные решения, чем стандартные методы с использованием шнеков и заливки компаундом, поскольку эти методы не обеспечивают необходимого контроля вибрации и потока жидкости, а также стерильности и точности.
Технология литья печатных плат под давлением, особенно технология литья под низким давлением, обеспечивает надежную защиту, поскольку герметизирует на молекулярном уровне, противостоит вибрации и коррозии, сохраняя при этом высокую точность.
Услуги по литью под давлением от компании JS Precision позволяют вам приобретать продукцию, отвечающую требованиям как автомобильной, так и медицинской промышленности. Наш комплексный сервис снижает затраты на доработку сборочных деталей более чем на 30% и сокращает сроки выполнения заказов.
Наша инженерная команда приглашает вас предоставить вашу 3D-модель и технические характеристики, чтобы мы могли бесплатно провести анализ DFM (проектирование с учетом технологичности изготовления) и предложить индивидуальные решения по материалам.
Мы оказываем всестороннюю поддержку на всех этапах, от создания прототипов до серийного производства, помогая вам снизить общую стоимость владения и получить конкурентное преимущество.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания JS Precision Services не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть JS Precision. Ответственность за запрос ценового предложения на детали лежит на покупателе. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
JS Precision Team
JS Precision — ведущая компания в отрасли , специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирая JS Precision , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Ресурс

