

很多时候问题不在于焊工的技术差,而在于一开始就选择了错误的工艺。 “更快的焊接”并不等于“更合适的焊接”。
核心答案总结:
MIG 和 TIG 焊接是互补的工艺,没有绝对的优点和缺点。
| 如果您的主要目标是... | 优选工艺 | 关键原因 | 典型应用场景 |
| 极高的焊接速度/生产率 | MIG焊接 | 连续送丝,熔敷速度快 | 长焊缝、厚板结构件、批量生产 |
| 超美观/精密焊接 | TIG焊接 | 电弧集中,无飞溅,热控制准确 | 薄壁件、外观件、管道/压力容器 |
| 宽场建设/适应性 | MIG焊接 | 抗风性能好,易于自动化 | 重型设备构架及维护 |
| 异种金属/难焊接 | TIG焊接 | 精确控制熔池,无论是否使用填料 | 铝、镁、钛合金、铜合金 |
本指南将为您提供清晰的3步决策框架,探讨MIG和TIG的核心原理和区别,揭示它们在不同材料和应用场景中的最佳实践,并通过医疗设备外壳的案例研究展示专业金属焊接服务如何为客户选择最佳解决方案。
为何信任本指南?
在 JS,我们不仅仅是焊工,我们还是客户的连接工程合作伙伴。
我们知道MIG焊接不仅关乎速度,还需评估其热输入对板材变形的影响。选择TIG焊接不仅出于美观考虑,还因为铝等高反射材料所需的特殊技能和交流电源。
我们了解不同合金的冶金性能如何影响焊缝完整性,这与金属焊接部件的最终性能和金属焊接价格直接相关。
我们已成功交付数千种定制金属焊接制造产品,从承受剧烈振动的工程机械底盘到要求零泄漏的生物反应器管道,再到精密的航空航天部件。
我们懂得如何根据材料厚度、接头设计、性能要求和成本预算精确匹配最合适的焊接工艺。冶金学、热力学和实践经验的知识是我们的核心价值。
在精密焊接领域,您是否正为焊接质量不稳定、交货延迟而苦恼?选择 JS,立即沟通,定制焊接解决方案。

明智之选:MIG 和 TIG 焊接的三种决策框架
哪一个更好?在此之前,先回答这三个关键问题。
了解MIG和TIG的根本区别-工作原理
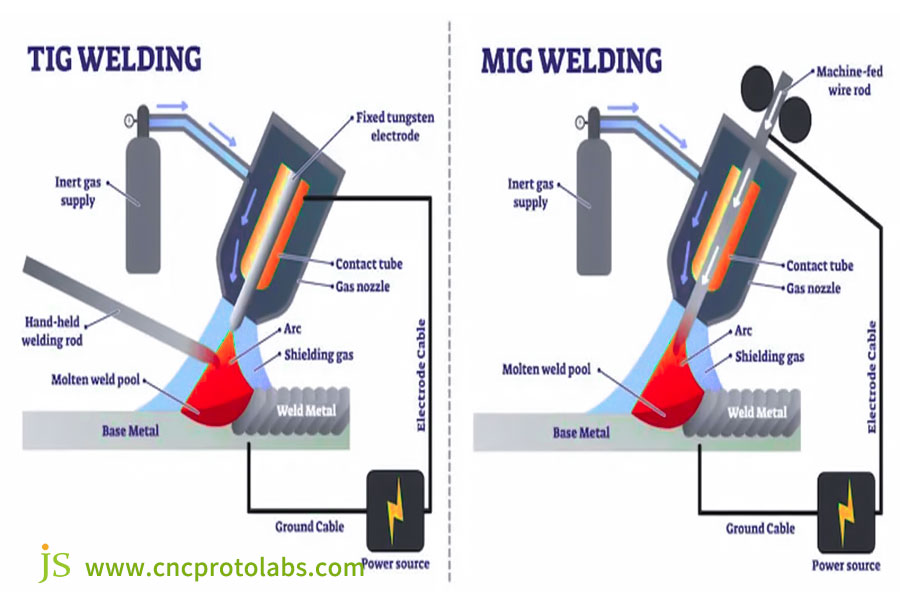
MIG与TIG是焊接领域中两种常见的焊接工艺,它们的相似之处在于使用电弧和保护气体,而本质区别在于用于产生电弧的电极。
要了解这两个过程之间的区别,您必须首先了解它们的工作原理。
MIG焊接工艺
MIG采用实心或药芯焊丝作为电极,细焊丝通过焊丝连续送入焊枪(有时称为焊炬)。由于在使用过程中焊丝会熔化,因此这种电极称为自耗电极。
一般来说,MIG焊接采用半自动或自动电弧焊进行。
由于焊丝也作为焊接填充材料使用,因此焊丝的直径和成分可能会有所不同。所用焊丝的具体类型取决于金属类型、厚度和接头形状等因素。
另外,所用的保护气体通常为75%氩气和25%二氧化碳的混合气体,这种混合气体可以促进焊缝熔深,并降低焊道的气孔率。
TIG焊接工艺
TIG焊接工艺也是使用电弧进行焊接。与MIG不同,TIG使用熔点高的钨作为电极。当焊接电极加热但不熔化时,它就变成非消耗性电极。
其焊接熔池采用纯惰性气体(氦气、氩气)保护,通常为100%氩气。如果混入二氧化碳,会促进氧化钨的生成,导致钨电极过早磨损。
速度、质量、成本、操作关键工艺特征比较
从这两个过程的简要解释中可以看出,它们之间存在着明显的差异。
除了这些根本区别外,还应全面比较速度、质量、成本和操作等重要的焊接特性。
焊接强度
如果正确使用TIG,它将保持焊道干净整洁,不会产生许多孔洞或其他可能削弱焊接效果的缺陷。缺陷越少,接头越坚固。
如果在焊接前在接头上磨出或切割出V形坡口,MIG焊接就能达到良好的熔深。如果焊枪定位正确并以适当的速度移动,也能帮助形成牢固的MIG焊缝。
焊接速度
此外,MIG焊机自动供给电极/填充材料,使电弧更圆、更宽,散热效果更好。
焊接美学
TIG焊接产生的焊点整齐、“堆叠”,几乎是焊缝美观的标准。
此外,当项目不需要完美的外观时,可以使用 MIG 焊接机。MIG 也常用于需要涂漆的钢材或带有涂层的钢材焊缝。
学习困难
采用TIG焊接时,必须仔细清理和准备待焊金属,确保操作正确,避免偷工减料,以产生高质量的焊缝。
成本
相比之下,MIG焊接所需的准备工作较少,且设备和耗材成本较低。此外,MIG焊接的速度优势也降低了每英尺焊道的成本。
以下是两份摘要的对比分析:
| 特征 | MIG焊接 | TIG焊接 | 获胜场景 |
| 焊接速度 | ★★★(极快) | ★(慢) | 长焊缝,大规模生产(MIG) |
| 焊接外观/平滑度 | ★★(良好,可能有飞溅) | ★★★(优秀,无飞溅) | 外观件、精密件(TIG) |
| 热输入控制 | ★★(中等) | ★★★(极其精确) | 薄板、热敏材料(TIG) |
学习困难 | ★★★(相对容易上手) | ★(困难,需要很高的技能) | 快速部署、常规维护(MIG) |
| 材料适应性 | ★★★(钢、不锈钢优先) | ★★★(铝、钛、异种金属优先) | 取决于材料 |
| 设备和消耗品成本 | ★★(中等) | ★★(中等至高,尤其对于气体) | 根据具体需求 |
| 环境适应性 | ★★★(抗风性好) | ★★★(抗风性好) | 室外/通风环境(MIG) |
材料适应性-钢、铝、不锈钢……
以材料为导向的决策:
- 碳钢/低合金钢: MIG为首选。TIG仅用于极薄的部件或要求极高的根部焊缝。
- 不锈钢: TIG焊接是薄板、外部部件和无背部保护要求的高质量焊缝的理想选择。此外,如果需要高生产率、进行异位焊接或处理复杂接头,使用脉冲电流进行MIG焊接不锈钢可能是更好的选择。
- 铝及铝合金:对于薄板(<6mm)、精密零件、高质量要求(高清洁度、好控制)焊接,TIG焊接(AC)是绝对的首选。对于中厚板(>3mm),MIG焊接在生产效率上具有优势,常用于汽车和船舶结构。
- 钛/镁/铜合金:由于对气氛纯度和热输入极为敏感,TIG焊接是主流甚至唯一选择。
TIG 和 MIG 之间实际上没有优劣之分。不确定如何为您的项目选择工艺?交给 JS,我们将根据您的项目要求和行业标准制定定制焊接方案,优化接头强度并确保耐用性。
何时选择 TIG?何时选择 MIG?
MIG应用
- 较厚工件: MIG焊接采用连续送丝,效率显著,可快速大量填充材料,适合焊接较厚的材料或较大的工件。
- 长焊道:由于MIG焊接技术快速高效的特性,它更适合于焊道较长、需要长时间操作的情况。相比之下,TIG焊接过程需要多次停机和重新启动以更换新焊条或调整其位置,增加了焊接缺陷的风险。
- 困难位置: MIG焊接只需一只手操作,更容易在困难位置保持平衡。
- 生产: MIG焊接速度更快,可以填充更多的焊料。当要求高生产率时,MIG焊接是首选方法。
- 缺乏经验的焊工:对于缺乏经验的 MIG 焊工,更易于访问的 MIG 工艺可以帮助他们为项目制定合适的焊接道次。
TIG应用
- 薄材料:与 MIG 相比,TIG 焊接更适合容易翘曲和烧穿的薄金属,因为它们可以产生精确、干净的焊接。
- 经验丰富的焊工:熟练的焊工经常使用TIG焊接来加工铝、铜、 不锈钢和其他稀有金属。
- 钳工或车间操作:如果操作人员不在工作位置,TIG焊接效果会很差。但钳工或车间操作通常不会超出工作位置,因此这种操作方式非常适合TIG焊接。
- 短距离: TIG焊接最适合短距离焊接,例如管道接头。
- 精细或精密的工件:当最终产品必须具有漂亮的外观时,TIG 焊接通常是首选。此外,在焊接较薄和较精细的金属部件时,TIG 焊接还可以控制热量并防止翘曲和燃烧。
在为您的项目选择技术时,您可以参考两种焊接技术之间的差异以及每种技术的优势。无论是TIG还是MIG,JS都可以充分利用其技术优势,为您的金属零件提供可靠耐用的焊接。

实际案例研究:生物医学传感器定制不锈钢密封外壳
真正的挑战最能检验决策框架的价值。这个案例展示了如何做出权衡。
项目背景:
一家医疗器械制造商需要一个非常小的 316L 不锈钢外壳,该外壳具有 100% 气密焊缝、清洁内腔、无氧化/飞溅、外观光滑且不变色。
挑战和我们的干预措施:
客户最初考虑采用 MIG 焊接以便快速交货。
JS 的分析:应用 4D 框架。
材质/厚度: 316L不锈钢,壁厚仅1.2mm->TIG优势区域(精确的热输入)。
质量要求:气密性、清洁度、外观->TIG优势区域(无飞溅、惰性保护良好)。
效率:小尺寸,中等数量->可接受的 TIG(比 MIG 慢但质量第一)。
JS的解决方案和价值:
采用高纯度氩气作为衬垫保护的高技能手工 TIG 焊接工艺。
效果:焊缝完美满足气密性要求,内腔无氧化变色,外表面整体光滑,无需复杂的后处理。
关键要点:尽管 MIG 在效率方面很诱人,但严格的医疗级要求使 TIG 成为最佳选择。
通过专业定制金属焊接制造决策,我们避免了潜在的泄漏风险和昂贵的返工,提供了真正可靠的金属焊接零件。
正如质量管理大师爱德华·戴明所说,工艺技术的选择,就好比在森林里开辟一条道路,不仅要考虑砍伐的难易程度,更要展望未来道路的平坦程度,也就是短期成本与长期发展之间的平衡。

常见问题解答
我可以用 MIG 焊接铝吗?它是如何工作的?
权威答案:是的,但是:
- 专用脉冲MIG电源。
- 推拉式或高精度送丝系统(软铝线)。
- 氩气保护。
TIG 焊接真的比 MIG 焊接贵很多吗?
TIG 焊接的每工时成本通常较高。然而,TIG 通常可以节省大量清理飞溅、抛光和返工的成本和时间,特别是对于精密零件而言。
对于小批量、高质量要求,TIG 的总成本可能更具竞争力。
哪种焊接方法更适合新手?
其连续送丝机构简化了操作,对焊枪角度和电弧长度具有很高的耐受性。TIG 焊接需要双手协调、精确控制电弧长度和热输入,并且学习曲线陡峭。
O建议初学者从 MIG 开始建立信心。
概括
您是否对关键金属焊接部件的工艺选择感到困惑?让专业分析为您规避风险!
在 JS,我们根据工程见解提供金属焊接服务。无论是 MIG 与 TIG 决策咨询,还是定制金属焊接制造,我们都致力于为您提供最佳解决方案。

免责声明
本页内容仅供参考。JS系列信息的准确性、完整性或有效性不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商会通过龙盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方应自行承担责任。索取零件报价明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家专注于定制制造解决方案的行业领先公司。我们拥有超过20年的经验,服务超过5,000家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压等一站式制造服务。
我们的工厂配备了超过100台先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家的客户提供快速、高效、高品质的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的速度在24小时内交付,满足您的需求。选择JS科技,就意味着选择高效、品质和专业。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

