

Fabrication de tôlesest l'un des liens principaux de la recherche et du développement de la structure mécanique, de la coquille électronique et de l'équipement industriel. Son processus de conception nécessite de considérer de nombreux facteurs clés, des matières premières à l'adaptabilité du processus de fabrication, de l'optimisation de la conception structurelle à la sélection du traitement de surface. Chaque lien affecte directement la qualité et les performances du produit final.
Dans cet article, les principaux problèmes à prendre en compte dans la conception des pièces en tôle sont analysés afin d'assurer la cohérence et la qualité de chaque produit et fournir une référence complète de la conception à la production de masse.
Quels sont les critères de conception de pièces en tôle?
1.Les modules de fracture
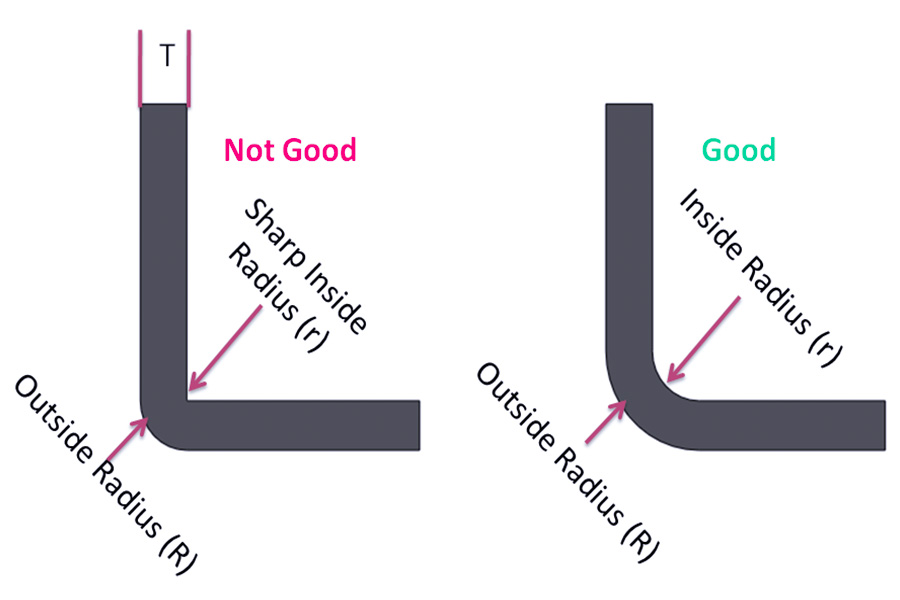
Dansconception de tôlerie, le module de rupture affecte directement les performances de flexion de la tôle. Lors de la flexion, la tension de traction sur la surface externe est supérieure à celle de la surface intérieure. Un petit rayon peut conduire à la fissuration. Ce seuil est le rayon de flexion minimum. Dans la conception, un rayon minimum doit être déterminé en fonction de l'épaisseur du matériau. Si nécessaire, la ductilité du matériau peut être améliorée par le polissage et d'autres processus.
2.Cestion optimale des trous en métal et de la rainure
Le processus d'estampage est une méthode de forage économique et efficace dans le traitement des feuilles de métal. La taille minimale du trou, de la fente ou de la rainure ne doit pas être inférieure à l'épaisseur de la plaque. Ce principe de conception peut considérablement améliorer l'efficacité de la production, réduire le risque de dommages causés par le poinçon et garantir la précision d'usinage.
3. Minimum Curvature Radius
Le rayon de flexion minimum des pièces en tôle est principalement influencé par le processus d'usinage et les propriétés des matériaux. Plus le matériau ductile est ductile, plus le rayon de flexion est petit qu'il peut atteindre. Dans la conception pratique, les différences de performance des différentes notes métalliques doivent être pleinement prises en compte. Le logiciel DFM moderne peut analyser intelligemment ces paramètres pour fournir aux concepteurs des solutions pratiques et flexibles qui répondent aux normes de l'industrie.
4. Sélection de la personne et correspondance d'épaisseur
Préférer des matériaux faciles à traiter, tels quetôle d'aluminiumet tôle galvanisée. Sélectionnez l'épaisseur en fonction de l'exigence de procédé de la tôle de flexion. S'il est trop mince, il se déforme et s'il est trop épais, il se plie et se fissure. Il est généralement recommandé de se référer à un graphique de jauge en tôle pour s'assurer que le rapport de rayon de flexion / d'épaisseur est raisonnable (par exemple 1,5 fois l'épaisseur).
5. sélection de processus
Selon la complexité des pièces, comme pour la flexion en V à l'angle droit à haute précision, adaptée à la flexion de la structure de la flexion du rouleau. L'équipement de fabrication de précision JS prend en charge une flexion précise de plaques ultrathin de 0,5 mm. Pour plusieurs virages, il est nécessaire de planifier la séquence des virages à l'avance, de simplifier le nombre et l'angle des virages et d'éviter le rebond ou la taille de la taille.
6. Optimiser le processus de soudage
Le soudage n'est pas la seule option de conception structurelle en tôle. De nombreux concepteurs sont utilisés pour souder des schémas de support mais ignorent d'autres méthodes de connexion potentiellement plus optimisées. Nous recommandons que les options suivantes soient prises en compte au stade de la conception:
- Intégralmoulage de coupe: Optimisation du processus de coupe des substrats pour atteindre la fonction structurelle.
- Fixations mécaniques: schéma de connexion détachable pour les boulons, les rivets, etc.
- Fense de tôle: La rigidité propre du matériau est utilisée pour construire la structure de support.
Quel est l'impact de la sélection des matériaux sur l'ingénierie des tôles?
Dans l'ingénierie des tôles, la sélection des matériaux n'est pas seulement le reflet des exigences fonctionnelles, mais aussi un facteur décisif dans l'efficacité de la fabrication, le contrôle des coûts et la qualité finale du produit. Cela peut être mieux compris dans le cas de la tôle en aluminium et de l'acier.
1.Processement difficulté et adaptabilité des processus
La tôle d'aluminium est plus malléable que l'acier, a un rayon de flexion plus petit (généralement 1 à 2 fois l'épaisseur du matériau), sont plus faciles à former et sont moins sujettes à la fissuration pendant la flexion etestampillage. Par exemple, l'application de plaques en aluminium dans les composants de l'aviation dépend de leurs caractéristiques légères, tandis que l'acier est mieux adapté aux structures de charge mécanique lourdes en raison de sa haute résistance.
2. Efficacité du coût
Si nous nous concentrons sur la résistance, l'acier peut être l'option préférée, mais sa densité élevée et son poids entraînent une augmentation des coûts de transport et d'installation. Au contraire, bien que le prix unitaire des plaques d'aluminium soit plus élevé, dans l'ensemble, la consommation d'énergie de la plaque en aluminium peut être réduite, l'efficacité de traitement peut être améliorée, à long terme, peut améliorer la valeur de l'argent de la plaque en aluminium.
3.La adaptation environnementale de l'Assemblée générale
La tôle galvanisée améliore sa résistance à la corrosion par revêtement, ce qui le rend adapté à un environnement humide. Cependant, des soins particuliers devraient être pris pour protéger l'intégrité du revêtement pendant le traitement. Les plaques en aluminium ont des propriétés antioxydantes naturelles qui réduisent les coûts de maintenance tardive.
4.La tendance de la durabilité
L'aluminium est élevé à 95% de taux de recyclabilité, conformément aux tendances de fabrication vertes, tandis que l'acier est une intensité d'émission de carbone relativement. De nombreuses entreprises se tournent vers des composants en aluminium, tels que de nouveaux plateaux de batterie d'énergie, pour atteindre les objectifs de neutralité en carbone, ce qui entraîne également le changementProcessus en tôleà faible carbone.
Quels facteurs doivent être pris en compte lors de la conception de pièces en tôle?
La conception de la tôle est souvent capturée dans un cercle vicieux de conception et de retouche. Les données montrent que 30 à 50% du cycle de développement des produits sont consacrés à des révisions répétées et que près d'un quart des erreurs d'ingénierie étaient dues à des processus de conception inadéquats. En fait, il existe une énorme déconnexion entre le design CAO et la réalité.
Lors de la conception de pièces en tôle, les caractéristiques de processus du virage en tôle doivent être étroitement combinées à la faisabilité de la fabrication:
1. L'utilisation de moules standardisés
Utilisez de préférence les dimensions de moisissure standard pourflexionPour éviter de personnaliser des moules coûteux. Si la structure des composants est complexe, elle peut être formée en soudant ou en rivetant une combinaison de moules standard.
2. la distance de pliage et éviter la position du trou
Les trous, les incisions ou les connecteurs doivent être maintenus au moins 4 fois l'épaisseur du matériau (c'est-à-dire le principe 4T) loin des bords incurvés pour empêcher la déformation causée par la flexion et l'étirement. Lors de la flexion des plaques en aluminium, une attention particulière doit être accordée aux différences de ductilité afin d'éviter de se déchirer en position de trou.
3.Vende géométrie fermée
Le principe d'estampage linéaire de la flexion des plaques restreint la formation d'une structure fermée. Dans la conception, les ouvertures doivent être conservées ou utilisées pour la flexion segmentée et les boîtes entièrement fermées remplacées par des rainures en forme de U.
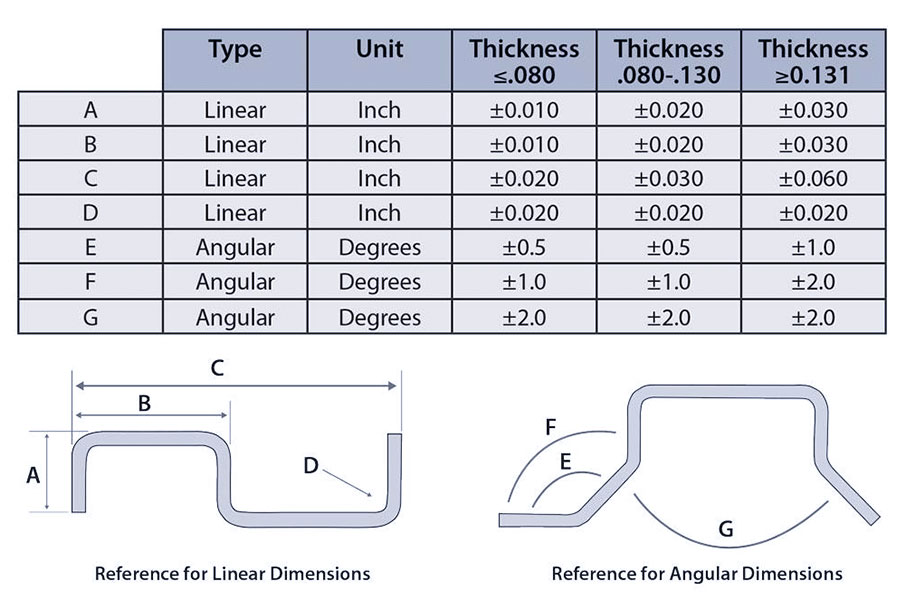
4. Contrôle de la tolérance
La tolérance à la tôle est généralement de ± 0,1 mm à 0,5 mm, par rapport àUsinage CNC, les exigences de précision ne sont pas élevées. La tolérance finale doit être déterminée en fonction de l'épaisseur du matériau, du nombre de virages et de la précision de l'équipement. La plaque mince accumulera des erreurs après plusieurs virages et un espace de compensation nécessaire.
5. Utilisez un rayon de flexion uniforme
Le rayon de flexion standardisé, tel que 0,030 pouces, peut réduire le temps de commutation de moisissure. Le rayon de flexion recommandé pour la tôle d'aluminium est de 1 à 1,5 fois plus épais, tandis que l'acier nécessite un rayon de flexion plus grand pour éviter le rebond.
6. Options de soudage alternatif
Il est facile pour la plaque mince d'être déformée parsoudage. Le rivetage et la pression rivés peuvent être choisis comme connexion alternative. Lors de l'installation du matériel PEM, il est nécessaire de correspondre à l'épaisseur du matériau pour éviter les fissures causées par la concentration de contrainte.
Comment éviter les erreurs courantes dans la conception de la tôle?
1. Intensité de sélection de modèle
- De nombreux ingénieurs utilisent des matériaux à haute résistance, tels que l'aluminium 6061-T6, provoquant une flexion et une fissuration. Par exemple, une entreprise a choisi l'aluminium 6061 pour la force, mais les fissures sont apparues dans le processus de flexion, tandis que l'aluminium 5052-H32 a été entièrement adapté en raison de sa meilleure ductilité.
- Solutions matérielles: JS priorisetôle de pliageMatériaux amicaux (tels que 1060 en aluminium pur, acier levé à froid SPCC) dont la résistance à la traction et la ductilité compatibles avec les processus de flexion. Dans le même temps, nous fournissons une base de données de matériaux pour éviter l'utilisation d'alliages spéciaux qui nécessitent des moules personnalisés.
2. Processus de bilan
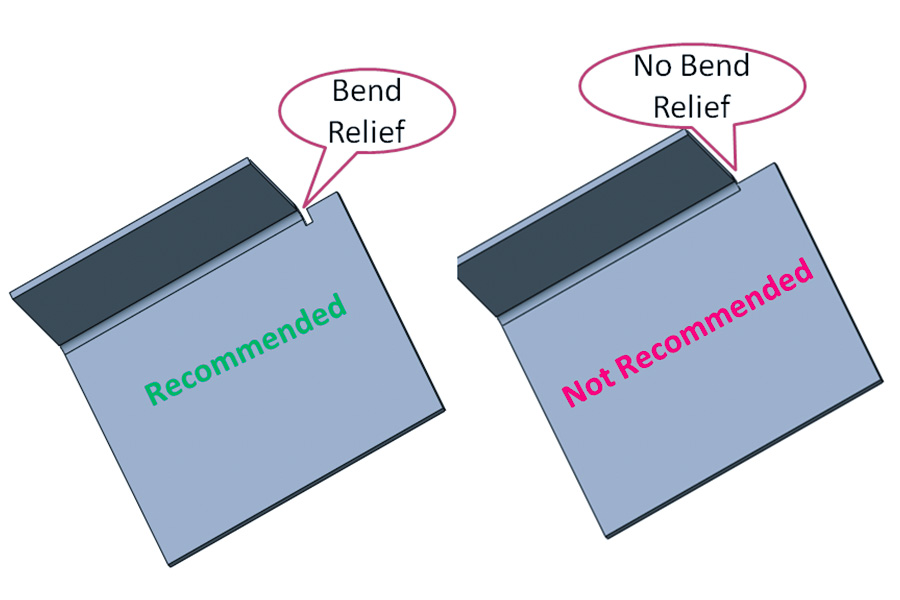
Souvent, le rayon de flexion n'est pas conservé ou la séquence de flexion est confuse, ce qui conduit à une déformation partielle. Dans la conception de la boîte de confinement, des retouches étaient nécessaires en raison de l'incapacité d'atteindre la flexion de confinement (des ports de processus supplémentaires sont nécessaires).
Solution JS:
- Nous avons réglé un rayon de flexion standardisé (par exemple 1-1,5 fois l'épaisseur du matériau) par rapport à la norme de l'industrie de 0,030 pouce.
- Planifiez de plier la tôle en séquence, pliant d'abord les bords secondaires, puis traitant de la structure principale et marquant une direction de flexion claire (en forme de V ou pliage de rouleau).
3.Sheet conception de tolérance de traitement des métaux
La conception de tolérance des pièces en tôle adopte directement la norme de précision d'usinage CNC ± 0,05 mm, ce qui confond essentiellement les caractéristiques physiques de ces deux processus d'usinage:
- L'usinage CNC élimine la déformation élastique des matériaux par coupe et la flexion de la tôle est un processus de déformation plastique, le rebond du matériau est inévitable.SPCC en acier levé à froid, 90 exemple, peut rebondir la quantité entre 0,2 et 0,3 mm (1 mm d'épaisseur) lorsqu'elle est pliée à 90 °.Si le contrôle de la tolérance au contrôle numérique est utilisé, l'erreur d'angle réelle dépassera de loin la plage admissible fonctionnelle.
- Erreurs cumulatives depliage multiple(par exemple, la somme des erreurs après 3 coudes est supérieure à +/- 0,15 mm) n'existent pas dans le traitement unique CNC, mais dans le processus de tôle, les écarts d'angle et de taille augmenteront progressivement en raison de différentes séquences de flexion, de la clairance du moule et des caractéristiques d'écoulement des matériaux.Cette différence de processus conduit directement à des risques systémiques tels que l'interférence d'assemblage et la fissuration du trou.
Solutions:
- S'il devient apparent pendant le traitement que la tolérance au balisage ne peut pas être obtenue, notre équipe d'ingénierie vous consultera dès que possible pour concevoir les solutions d'optimisation de conception.Une meilleure approche serait de maintenir une communication étroite avec nos experts pendant la phase de conception.
- Rappel spécial aux projets qui ont travaillé organiquement sur des pièces assorties: une fois qu'une pièce de plaque est terminée, il peut être difficile de le modifier.Notre équipe recommande fortement une stratégie de priorité en tôle, où les fabricants de tôles complètent les revues de conception avant le traitement.
4. Design des trous
La conception deposition de troudes pièces en tôle influencent directement la production et les performances du produit.Les idées fausses courantes comprennent trop de compter sur l'ouverture spéciale d'outils non marqués ou de positionner des trous trop proches des bords et des lignes incurvées, conduisant à des problèmes de déformation et d'assemblage.
Solutions:
- Spécifications du bit de forage adaptées à différentes tailles d'ouverture:
| Diamètre de l'alésage | Spécifications de perceuse applicables | Scène | Rentabilité |
| φ0.125 (3,2 mm) | Bit de forage n ° 40 standard | Trous d'installation, trous de ventilation | Coûts d'outil ↓ 40% |
| φ0,25 (6,35 mm) | Bit de forage n ° 8 standard | trous de connexion pour les composants structurels | Efficacité de traitement ↑ 25% |
| φ0,5 (12,7 mm) | Bit de forage n ° 20 standard | Trou de fixation du bord de la bride | La durée de vie de la moisissure prolongée de 50% |
- Les limites sûres des trous:
| Type de fonctionnalité | Exigences de distance minimale | Cas d'échec |
| Distance adjacente de la ligne incurvée | Épaisseur ≥ 2 fois (par exemple 1 mm carton → ≥2 mm) | Longueur de trou Ligne de pliage 1,5 mm → Déchirure |
| Bord du trou | Épaisseur ≥ 1 fois (par exemple 0,8 mm carton → ≥ 0,8 mm) | marge de trou 0,5 mm → fissure de bord |
| Espacement des trous | Épaisseur ≥3 fois (pour prévenir la superposition de stress) | L'espacement des trous est deux fois plus épais → déformation d'espacement de la plaque |
5. Traitement de la surface: Faisabilité et considérations de coûts
Les entreprises nécessitent des processus spéciaux de traitement de surface qui provoquent des coûts de montée en flèche ou des processus pour devenir non viables. Récemment, un client JS a demandé du papier d'aluminium pour les pièces en cuivre, mais seule une poignée d'usines dans le monde ont la capacité et le papier d'aluminium en nickel est trop cher.
Solutions:
- Nous conseillons aux clients de hiérarchiser les processus communs tels que le revêtement par pulvérisation et l'anodisation et de confirmer la faisabilité avec eux à l'avance.
- Si coutumetraitement de surfaceest requis, une période de construction supplémentaire (par exemple 8 semaines de délai de livraison de peinture spécial) est nécessaire.
Comment choisir l'épaisseur optimale pour le soudage métallique?
1 et 1Type de matériau correspondant et épaisseur
- Acier inoxydable:Selon la jauge en tôle, l'épaisseur du soudage est généralement de 0,5 à 6 mm pour l'acier à faible teneur en carbone et de 1 à 4 mm pour l'acier inoxydable (par exemple 304).Par exemple, le soudage TIG convient aux feuilles de 0,5 à 3 mm et le soudage MIG convient aux feuilles de 3 à 6 mm.
- Alliages en aluminium et en aluminium:Les plaques en aluminium ont une ductilité élevée, mais facile à oxyder, l'épaisseur de soudage doit se référer àgraphique de jauge en tôlerie.Le soudage TIG est recommandé à 0,3-2 mm et le soudage MIG est recommandé à 1-5 mm.Si plus de 5 mm, préchauffer ou d'autres processus doivent être utilisés.
2Guide de sélection des processus de soudage
- Pour les plaques minces en acier inoxydable ou en aluminium inférieures à 1 mm, le soudage TIG est notre technique recommandée. La soudure TIG peut souder rigidement sans plier la plaque.
- Le soudage MIG est mieux utilisé lors du soudage avec des plaques moyennes d'épaisseur. La vitesse de soudage de celui-ci est comparable à relativement élevée, mais faites attention lorsque vous ajustez le courant, ou vous souderez très facilement dans la plaque. Nos maîtres d'usine ont une expérience selon laquelle la vitesse de déménagement du pistolet de soudage doit être correctement adaptée au courant.
3 et 3Choisissez des matériaux en fonction du scénario d'utilisation
Lorsque nous devons créer des articles porteurs tels que des supports et des cadres, les ingénieurs aiment généralement utiliser plus de 3 mm d'épaisseur. Avec une telle épaisseur, la résistance à la traction sera suffisante et le produit sera plus fort. Tout comme nous fabriquons une maison en utilisant des barres en acier solides, ces aciers épais peuvent maintenir l'ensemble du bâtiment au fil du temps.
4. Contraintes de processus qui doivent être prises en compte dans la conception
- Il existe des exigences de base sur l'épaisseur du matériau pour tous les processus de soudage.
- Lorsque le soudage au laser de l'acier inoxydable, une plaque d'une épaisseur d'au moins 0,5 mm doit être utilisée. Sinon, il ne sera pas fortement soudé.
- Lors de la manipulation des plaques en acier de plus de 6 mm d'épaisseur, les travailleurs vont d'abord faire ressortir le bord de la plaque d'acier. Les formes de rainure sont généralementEn forme de Vet en forme de U, comme créer un canal spécial pour le soudage. L'avantage est que la soudure peut pénétrer complètement et lier fermement les deux plaques d'acier ensemble.
5. Mesures de contrôle du coût et amélioration de l'efficacité
- Des plaques trop minces seront gênantes: l'application de plaques trop mince, c'est-à-dire inférieure à 0,5 mm, est susceptible de soulager ou de se déformer. Cela nécessitera une maintenance fréquente, qui sera un ajout de coûts.
- Il ne convient pas également aux plaques trop épais: les plaques de plus de 8 mm d'épaisseur doivent être soudées plusieurs fois, ce qui consomme du temps et du matériau. Ici, les profils ou les moulages sont de préférence utilisés.
- La meilleure option: il est recommandé de rechercher le graphique de jauge en tôle standard et de choisir des épaisseurs communes telles que 1 mm, 2 mm et 3 mm. Cela peut réduire le traitement spécial.
Comment produire en masse des pièces de tôle complexes via JS Automation Equipment?
1. Conception intelligente et optimisation de simulation
L'équipe JS permet aux clients de télécharger des fichiers CAO dans n'importe quel format. Nous utilisons automatiquement les logiciels de simulation et prédissons l'effet de formation des pièces en tôle à l'avance. Pour des structures complexes, notre équipe réalise l'optimisation de la disposition à traversconception paramétriqueAfin de réduire les déchets de matériaux et d'atteindre la conformité des exigences de haute précision de ± 0,005 mm. Cette étape peut réduire le cycle de conception de 30%, en particulier pour les projets de fabricants de tôles qui contiennent de nombreuses itérations.
2. Centre de traitement automatisé à vitesse haute
JS utilise une ligne de production entièrement automatique de machines de découpe laser multi-axes, de machines de poinçonnage CNC et de machines de flexion. Pour les pièces complexes en tôle:
- Coupe au laser: précision de coupe de ± 0,02 mm, avec plus de 50 matériaux applicables comme en acier inoxydable et en alliage d'aluminium, et la vitesse de coupe est
- 3 fois plus élevé que celui de l'équipement traditionnel.
- Embouillage: avec servo press pour un positionnement répété au niveau du micron pour gérer les processus complexes de poinçonnage et d'étirement.
- Automatisation de flexion: grâce à des systèmes de serrage et de positionnement visuel de machine, la flexion de précision multi-angle est obtenue pour réduire les erreurs d'intervention manuelle.
3 et 3Surveillance de la qualité en temps réel
Notre ligne de production peut scanner les dimensions de la tôle et les défauts de surface en temps réel, avec un taux de réussite de 99,8%.Nous fournissons également des rapports de contrôle des processus statistiques SPC pour optimiser les paramètres du processus et réduire les taux de défaut grâce à l'analyse des mégadonnées.Un client de voiture, par exemple, a réduit les coûts de retravail de 40% grâce au système d'inspection de qualité automatisé de JS.
4Livraison rapide
Supports de planification intelligente de JSpetits lotset plusieurs variétés de production hybride et peuvent terminer l'ensemble du processus de la conception à la livraison en 7 jours ouvrables.
Résumé
Chaque étape de la fabrication de tôles est essentiellement un processus de dialogue avec le métal.Des dessins de conception à la production d'ateliers, la technologie intelligente, c'est comme donner aux ingénieurs des yeux en perspective qui peuvent non seulement voir la température des plaques d'épaisseur différente grâce à un processus d'estampage, mais aussi utiliser des modèles numériques pour pré-vérifier des millions de coins.
Maintenant, nos lignes de production ne sont pas seulement les répétitions mécaniques, elles ressemblent plus aux ponts entre le métal et les données.Chaque atterrissage de CNC Punch a prouvé l'artisanat de la conception structurelle.Nos ingénieursAyez un niveau élevé d'expertise pour aider les entreprises à réaliser des projets de fabrication de tôles difficiles.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1.Comment empêcher la déformation des structures complexes?
Lors de l'usinage métallique, la forme de la coupe doit être conçue pour minimiser la déformation, se plier lentement et gérer la température. La machine utilise des machines de matrice et de nivellement dure pour ajuster automatiquement le rebond et maintenir la forme.
2.Comment améliorer la force des pièces en tôle?
Sélectionnez un matériau à haute résistance, améliorez la conception de renforcement, appliquez une flexion de coin arrondie, la coupe laser, minimisez la bavure, contrôlez le soudage, minimisez la déformation.
3. Qu'est-ce que le rayon de flexion minimum?
Le rayon de courbure minimum est généralement de 1 à 2 fois l'épaisseur du matériau. Les plaques en aluminium à utiliser un temps unique et l'acier plus de 1,5 fois pour éviter la fissuration.
4.Comment pour atteindre la planéité des pièces en tôle?
Afin d'avoir la meilleure conception structurelle, utilisez un matériau approprié, le processus de flexion, le travail avec une matrice de rigidité élevée et le processus de mise à niveau, réduisez la déformation du rebond.
Ressources
Soudage à l'arc en métal à gaz

