

ورقة تصنيع المعادنهي واحدة من الروابط الأساسية في البحث وتطوير الهيكل الميكانيكي ، قذيفة المعدات الإلكترونية والمعدات الصناعية. تتطلب عملية التصميم الخاصة بها النظر في العديد من العوامل الرئيسية ، من المواد الخام إلى القدرة على تكييف عملية التصنيع ، من تحسين التصميم الهيكلي إلى اختيار المعالجة السطحية. يؤثر كل رابط مباشرة على جودة وأداء المنتج النهائي.
في هذه الورقة ، يتم تحليل المشكلات الرئيسية التي يجب مراعاتها في تصميم الأجزاء المعدنية من أجل ضمان اتساق وجودة كل منتج وتوفير مجموعة مرجعية من التصميم إلى الإنتاج الضخم.
ما هي معايير تصميم أجزاء الصفائح المعدنية؟
1. وحدات الكسر
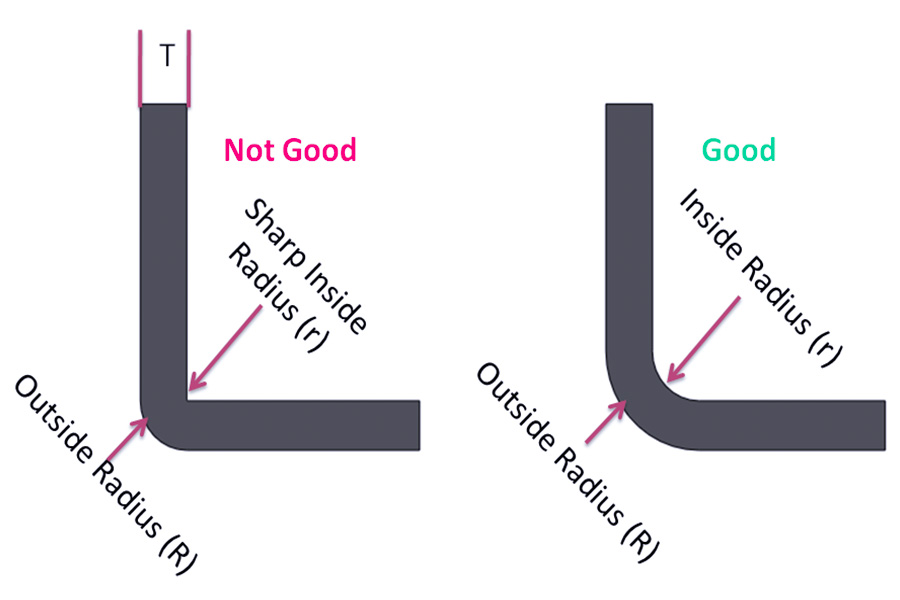
فيتصميم الصفائح المعدنية، يؤثر المعامل المكسور بشكل مباشر على أداء الانحناء للصفائح المعدنية. عند الانحناء ، تكون سلالة الشد على السطح الخارجي أكبر من تلك الموجودة على السطح الداخلي. نصف قطر صغير يمكن أن يؤدي إلى التكسير. هذا العتبة هو الحد الأدنى لنصف قطر الانحناء. في التصميم ، يتم تحديد الحد الأدنى لنصف القطر وفقًا لسمك المادة. إذا لزم الأمر ، يمكن تحسين ليونة المادة عن طريق التلميع والعمليات الأخرى.
2. التصميم الأول للثقوب المعدنية والأخدود
عملية الختم هي طريقة حفر اقتصادية وفعالة في معالجة الصفائح المعدنية. يجب ألا يكون الحد الأدنى لحجم الفتحة أو الفتحة أو الأخدود أقل من سمك اللوحة. يمكن لمبدأ التصميم هذا تحسين كفاءة الإنتاج إلى حد كبير ، ويقلل من خطر الضرر المثقوب ، ويضمن دقة الآلات.
3. نصف قطر انحناء minimum
يتأثر دائرة نصف قطرها الدنيا للانحناء من الأجزاء المعدنية بشكل أساسي بعملية التشغيل وخصائص المواد. كلما كانت المادة أكثر ، كلما كانت دائرة نصف قطرها الأصغر التي يمكن أن تصل إليها. في التصميم العملي ، يجب أخذ اختلافات الأداء في الدرجات المعدنية المختلفة في الاعتبار بالكامل. يمكن لبرامج DFM الحديثة تحليل هذه المعلمات بذكاء لتزويد المصممين بحلول عملية ومرنة تلبي معايير الصناعة.
4. الاختيار المادي وسمك المطابقة
تفضل المواد التي يسهل معالجتها ، مثلالألومنيوم ورقة المعدنوالصفائح المجلفنة المعدنية. حدد السماكة وفقًا لمتطلبات عملية الانحناء المعدنية. إذا كانت رقيقة جدًا ، فهي تشوه ، وإذا كانت سميكة جدًا ، فإنها تنحني وتشقق. يوصى عمومًا بالإشارة إلى مخطط مقياس معدني للصفائح لضمان أن يكون نسبة نصف قطر نصف قطر الانحناء معقولة (على سبيل المثال 1.5 أضعاف السماكة).
5. اختيار عملية اختيار
اعتمادًا على تعقيد الأجزاء ، مثل الانحناء في الزاوية اليمنى عالية الدقة ، ومناسبة لانحناء بنية الانحناء. تدعم معدات تصنيع JS Precision الانحناء الدقيق من لوحات Ultrathin 0.5 ملم. بالنسبة للانحناءات المتعددة ، من الضروري تخطيط تسلسل الانحناءات مقدمًا ، وتبسيط عدد وزاوية الانحناءات ، وتجنب انحراف الارتداد أو الحجم.
6. تحديد عملية اللحام
اللحام ليس هو الخيار الوحيد في التصميم الهيكلي للصفائح المعدنية. يتم استخدام العديد من المصممين لحام مخططات الأقواس ولكن يتجاهلون طرق اتصال أخرى أكثر تحسينًا. نوصي بالنظر في الخيارات التالية في مرحلة التصميم:
- أساسيقطع القولبة: تحسين عملية القطع للركائز لتحقيق الوظيفة الهيكلية.
- السحابات الميكانيكية: مخطط اتصال قابل للفصل للمسامير ، المسامير ، إلخ.
- الانحناء المعدني للصفائح: يتم استخدام صلابة المادة الخاصة لبناء بنية الدعم.
ما هو تأثير اختيار المواد على هندسة الصفائح المعدنية؟
في هندسة المعادن الصفائح ، لا يعد اختيار المواد انعكاسًا للمتطلبات الوظيفية فحسب ، بل هو أيضًا عامل حاسم في كفاءة التصنيع والتحكم في التكاليف وجودة المنتج النهائي. يمكن فهم ذلك بشكل أفضل في حالة المعادن والصلب الألمنيوم.
1. معالجة الصعوبة والقدرة على التكيف مع العملية
معدن ورقة الألومنيوم أكثر مرونة من الصلب ، ولديه دائرة نصف قطرها أصغر ثني (عادة 1-2 أضعاف سماكة المادة) ، تكون أسهل في التكوين وأقل عرضة للتكسير أثناء الانحناء وختم. على سبيل المثال ، يعتمد تطبيق لوحات الألومنيوم في مكونات الطيران على خصائصها الخفيفة ، في حين أن الفولاذ مناسب أكثر لهياكل الحمل الميكانيكية الثقيلة بسبب قوتها العالية.
2. فعالية التكلفة
إذا ركزنا على القوة ، فقد يكون الفولاذ هو الخيار المفضل ، لكن الكثافة العالية والوزن تؤدي إلى زيادة تكاليف النقل والتركيب. على العكس من ذلك ، على الرغم من أن سعر الوحدة لألواح الألومنيوم أعلى ، بشكل عام ، يمكن تقليل استهلاك الطاقة للألومنيوم ، إلا أنه يمكن تحسين كفاءة المعالجة ، على المدى الطويل ، إلى تحسين قيمة أموال لوحة الألمنيوم.
3. الجمعية العامة التكيف البيئي
يعمل المعدن المجلفن على تحسين مقاومة التآكل من خلال الطلاء ، مما يجعله مناسبًا للبيئة الرطبة. ومع ذلك ، ينبغي توخي الحذر الخاص لحماية سلامة الطلاء أثناء المعالجة. تحتوي لوحات الألومنيوم على خصائص مضادة للأكسدة طبيعية تقلل من تكاليف الصيانة المتأخرة.
4. اتجاه الاستدامة
يعتبر الألومنيوم معدل إعادة تدوير 95 ٪ ، تمشيا مع اتجاهات التصنيع الخضراء ، في حين أن الصلب هو شدة انبعاثات الكربون نسبيًا. تتحول العديد من الشركات إلى مكونات الألومنيوم ، مثل صواني بطاريات الطاقة الجديدة ، لتحقيق أهداف حيادية الكربون ، والتي تدفع أيضًا التحولالعمليات المعدنية ورقةإلى انخفاض الكربون.
ما هي العوامل التي يجب مراعاتها عند تصميم أجزاء الصفائح المعدنية؟
غالبًا ما يتم اكتشاف تصميم الصفائح المعدنية في دورة مفرغة من التصميم وإعادة صياغة. تشير البيانات إلى أن 30-50 ٪ من دورة تطوير المنتج تنفق على المراجعات المتكررة وأن ما يقرب من ربع الأخطاء الهندسية كان بسبب عمليات التصميم غير الكافية. في الواقع ، هناك انفصال كبير بين تصميم CAD والواقع.
عند تصميم الأجزاء المعدنية للصفائح ، يجب أن يتم دمج خصائص عملية الانحناء المعدني للورقة بشكل وثيق مع جدوى التصنيع:
1. استخدام القوالب الموحدة
ويفضل استخدام أبعاد العفن القياسية لالانحناءلتجنب تخصيص القوالب باهظة الثمن. إذا كان بنية المكون معقدة ، فيمكن تشكيله عن طريق اللحام أو التثبيت مجموعة من القوالب القياسية.
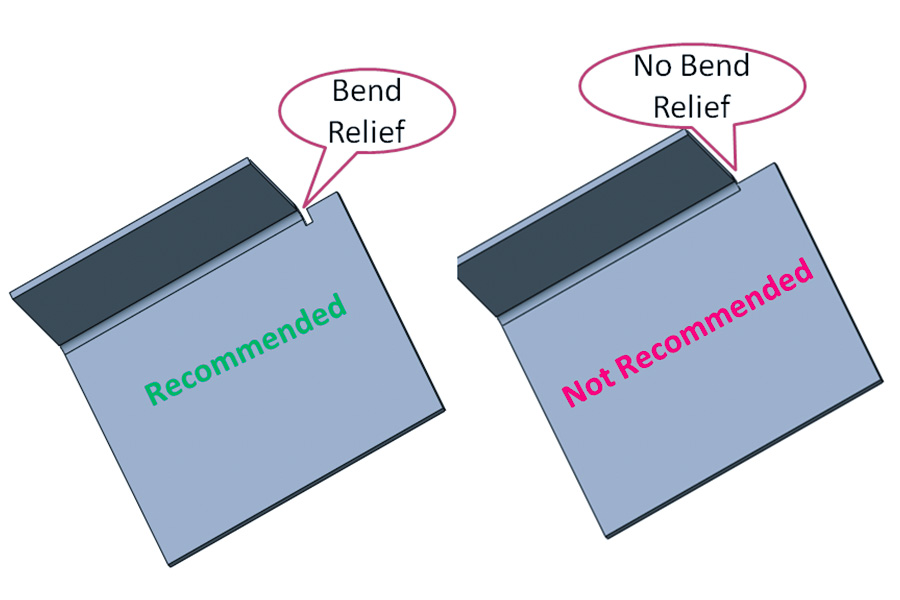
2. مسافة الانحناء وتجنب وضع الفتحة
يجب أن تبقى الثقوب أو الشقوق أو الموصلات على الأقل 4 أضعاف سماكة المادة (أي مبدأ 4T) بعيدًا عن الحواف المنحنية لمنع التشوه الناجم عن الانحناء والتمدد. عند ثني لوحات الألومنيوم ، يجب إيلاء اهتمام خاص للاختلافات في الصناديق من أجل تجنب التمزق في وضع الفتحة.
3. تجديد هندسة مغلقة
يقيد مبدأ الختم الخطي لانحناء اللوحة تشكيل بنية مغلقة. في التصميم ، يجب الاحتفاظ بالفتحات أو استخدامها للانحناء المجزأة ، والمربعات المغلقة بالكامل تم استبدالها بأخاديد على شكل حرف U.
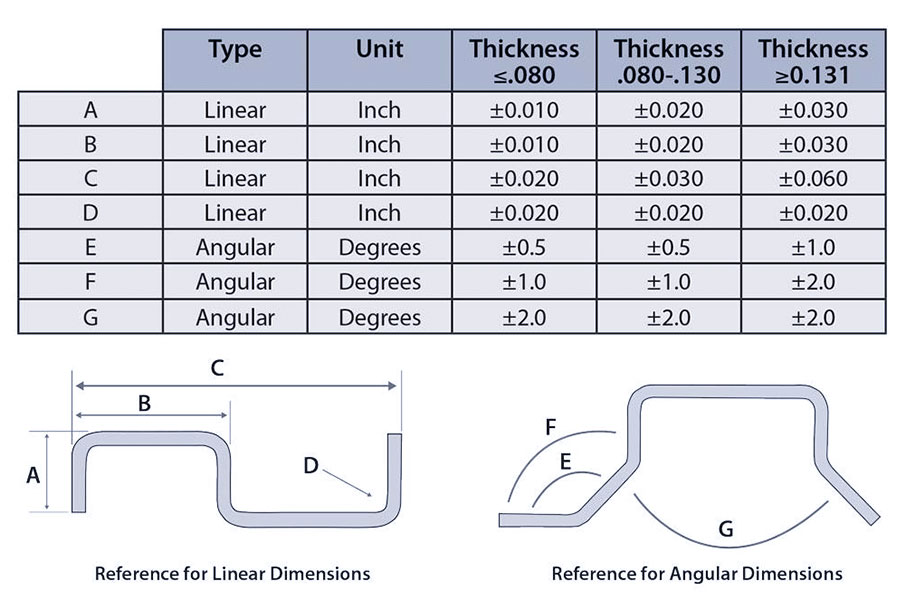
4.Tolerance السيطرة
يتسامح الصفائح المعدنية بشكل عام من 0.1 مم إلى 0.5 مم ، مقارنة بـتصنيع CNC، متطلبات الدقة ليست عالية. يجب تحديد التسامح النهائي وفقًا لسمك المادة ، وعدد الانحناءات ودقة المعدات. سوف تتراكم اللوحة الرقيقة من الأخطاء بعد الانحناءات المتعددة ومساحة التعويض.
5. استخدم نصف قطرها حتى الانحناء
نصف قطر الانحناء الموحد ، مثل 0.030 بوصة ، يمكن أن يقلل من وقت تبديل القالب. يبلغ سمك نصف قطر الانحناء الموصى به للمعادن الألومنيوم 1-1.5 مرات ، بينما يتطلب الصلب دائرة نصف قطرها ثني أكبر لتجنب الارتداد.
6. خيارات اللحام التابلية
من السهل على صفيحة رقيقة تشوههااللحام. يمكن اختيار التثبيت والضغط التثبيت كاتصال بديل. عند تثبيت أجهزة PEM ، من الضروري مطابقة سمك المادة لتجنب التكسير الناجم عن تركيز الإجهاد.
كيف تتجنب الأخطاء الشائعة في تصميم الصفائح المعدنية؟
1. شدة الاختيار المادية
- يسيء العديد من المهندسين استخدام مواد عالية القوة ، مثل 6061-T6 الألومنيوم ، مما تسبب في الانحناء والتكسير. على سبيل المثال ، اختارت إحدى الشركات 6061 من الألومنيوم للقوة ، ولكن ظهرت الشقوق في عملية الانحناء ، في حين تم تكييف الألمنيوم 5052-H32 بالكامل بسبب ليونة أفضل.
- الحلول المادية: أولوية JSانحناء الصفائح المعدنيةمواد ودية (مثل 1060 من الألومنيوم النقي ، الصلب الذي يلفها البارد SPCC) الذي تتوافق قوة الشد والليونة مع عمليات الانحناء. في الوقت نفسه ، نقدم قاعدة بيانات للمواد لتجنب استخدام السبائك الخاصة التي تتطلب قوالب مخصصة.
2. عملية الإنفاق
في كثير من الأحيان ، لا يتم الاحتفاظ بنصف قطر الانحناء أو يتم الخلط بين تسلسل الانحناء ، مما يؤدي إلى تشوه جزئي. في تصميم مربع الاحتواء ، كانت هناك حاجة إلى إعادة صياغة بسبب عدم القدرة على تحقيق ثني الاحتواء (مطلوب منافذ العمليات الإضافية).
حل JS:
- وضعنا نصف قطر ثني موحد (على سبيل المثال 1-1.5 أضعاف سماكة المادة) مقابل مستوى الصناعة البالغ 0.030 بوصة.
- خطط لثني الصفائح المعدنية بالتسلسل ، وقم بطي الحواف الثانوية أولاً ، ثم التعامل مع الهيكل الرئيسي ووضع علامة على اتجاه الانحناء الواضح (الانحناء على شكل V أو لفة).
3. ورقة التصميم المعدني معالجة المعادن
يتبنى تصميم التسامح مع الأجزاء المعدنية الورقية ± 0.05 مم معيار دقة الآلات CNC مباشرة ، والذي يربك بشكل أساسي الخصائص الفيزيائية لهاتين التصنيع:
- يقوم Machining CNC بإلغاء التشوه المرن للمواد عن طريق القطع ، والانحناء المعدني للصفائح هو عملية تشوه بلاستيكية ، وارتداد المواد أمر لا مفر منه.يمكن أن يرتفع الفولاذ المولد بـ SPCC ، 90 مثالًا ، كمية ما بين 0.2 و 0.3 ملم (1 مم) عندما ينحني عند 90 درجة.إذا تم استخدام التحكم في تسامح التحكم العددي ، فسيتجاوز خطأ الزاوية الفعلي النطاق المسموح به الوظيفي.
- أخطاء تراكميةالانحناء المتعدد(على سبيل المثال ، لا يوجد مجموع الأخطاء بعد 3 الانحناءات أكبر من +/- 0.15 مم) لا يوجد في المعالجة الفردية CNC ، ولكن في عملية الصفائح المعدنية ، ستزداد انحرافات الزاوية والحجم تدريجياً بسبب تسلسل الانحناء المختلفة ، وتصفية العفن وخصائص تدفق المواد.يؤدي فرق العملية هذا مباشرة إلى مخاطر النظامية مثل تدخل التجميع وتكسير الثقب.
الحلول:
- إذا أصبح من الواضح أثناء المعالجة أنه لا يمكن تحقيق التسامح مع العلامات ، فسيشاورك فريقنا الهندسي في أقرب وقت ممكن لتصميم حلول تحسين التصميم.سيكون النهج الأفضل هو الحفاظ على التواصل الدقيق مع خبرائنا خلال مرحلة التصميم.
- تذكير خاص للمشاريع التي تعمل عضويا على أجزاء مطابقة: بمجرد اكتمال جزء اللوحة ، قد يكون من الصعب تعديلها.يوصي فريقنا بقوة باستراتيجية أولوية للصفائح المعدنية ، حيث يكمل مصنعو المعادن المصنّعين مراجعات التصميم قبل المعالجة.
4. تصميمات الثقوب
تصميموضع ثقبمن أجزاء الصفائح المعدنية تؤثر بشكل مباشر على الإنتاج وأداء المنتج.تتضمن المفاهيم الخاطئة الشائعة الاعتماد على الفتحة الخاصة للأدوات غير المميزة ، أو فتحات تحديد المواقع القريبة جدًا من الحواف والخطوط المنحنية ، مما يؤدي إلى مشكلات التشوه والتجميع.
الحلول:
- مواصفات بت الحفر مناسبة لأحجام الفتحة المختلفة:
| قطر التجويف | مواصفات الحفر المعمول بها | مشهد | فعالية التكلفة |
| φ0.125 (3.2 مم) | بتات رقم 40 القياسية | ثقوب التثبيت ، ثقوب التهوية | تكاليف الأداة ↓ 40 ٪ |
| φ0.25 (6.35mm) | بتات رقم 8 القياسية | ثقوب الاتصال للمكونات الهيكلية | كفاءة المعالجة ↑ 25 ٪ |
| φ0.5 (12.7 مم) | بتات رقم 20 القياسية | شفة ثقب إصلاح حافة | تم تمديد عمر العفن بنسبة 50 ٪ |
- الحدود الآمنة للثقوب:
| نوع الميزة | الحد الأدنى من متطلبات المسافة | قضية الفشل |
| المسافة المجاورة للخط المنحني | سمك 2 مرات (على سبيل المثال ، لوحة 1 مم → ≥2mm) | خط منحنى طول الفتحة 1.5 ملم → المسيل للدموع |
| حافة الثقب | سمك 1 مرات (على سبيل المثال 0.8 ملم اللوحة → ≥0.8mm) | هامش ثقب 0.5 مم → صدع الحافة |
| تباعد الثقب | سمك ≥3 مرات (لمنع تراكب الإجهاد) | تباعد الفتحة ضعف سميك → تباعد تشوه اللوحة |
5. المعالجة السطحية: جدوى واعتبارات التكلفة
تتطلب المؤسسات عمليات خاصة للمعالجة السطحية التي تتسبب في ارتفاع التكاليف أو العمليات لتصبح غير قابلة للحياة. في الآونة الأخيرة ، طلب عميل JS إحباط النيكل لأجزاء النحاس ، ولكن فقط عدد قليل من المصانع في العالم يتمتع بالقدرة على إمكانية إمكانية إمكانية إمكانية النيكل.
الحلول:
- ننصح العملاء بإعطاء الأولوية للعمليات الشائعة مثل طلاء الرش والتنوع وتأكيد الجدوى معهم مقدمًا.
- إذا كانت مخصصةالمعالجة السطحيةمطلوب ، مطلوب فترة بناء إضافية (على سبيل المثال 8 أسابيع من وقت تسليم الطلاء الخاص).
كيف تختار السمك الأمثل للحام المعدني؟
1.مطابقة نوع المواد وسمكها
- الفولاذ المقاوم للصدأ:وفقًا لقياس الصفائح المعدنية ، يكون سمك اللحام عمومًا 0.5-6 مم للفولاذ الكربوني المنخفض و 1-4 مم للفولاذ المقاوم للصدأ (على سبيل المثال 304).على سبيل المثال ، يعد اللحام TIG مناسبًا لألواح 0.5-3 مم ولحام MIG مناسب لألواح 3-6 مم.
- سبائك الألومنيوم والألومنيوم:ألواح الألومنيوم لها ليونة عالية ، ولكن يجب أن تشير إلى سمك اللحام سهل التأكسدمخطط مقياس معدني للصفائح.يوصى بحام TIG عند 0.3-2 مم ويوصى به لحام MIG في 1-5 مم.إذا تم استخدام أكثر من 5 مم أو التسخين أو العمليات الأخرى.
2.دليل اختيار عملية اللحام
- بالنسبة إلى لوحات رقيقة غير قابلة للصدأ أو الألومنيوم أقل من 1 مم ، فإن اللحام TIG هو تقنية الموصى بها. يمكن لحام TIG اللحام بشكل صارم دون ثني اللوحة.
- يتم استخدام اللحام MIG بشكل أفضل عند اللحام مع لوحات متوسطة السمك. إن سرعة اللحام قابلة للمقارنة مع ارتفاع نسبيًا ، ولكن احترس عندما تقوم بضبط التيار ، أو ستحام من خلال اللوحة بسهولة شديدة. يتمتع أسياد المصنع لدينا بتجربة مفادها أن سرعة تحريك بندقية اللحام يجب أن تتم مطابقتها بشكل مناسب مع التيار.
3.اختر المواد القائمة على سيناريو الاستخدام
عندما نحتاج إلى إنشاء عناصر الحمل مثل الأقواس والإطارات ، يرغب المهندسون عادة في استخدام أكثر من 3 مم من الصلب. مع مثل هذا السماكة ، ستكون قوة الشد كافية ، وسيكون المنتج أقوى. مثلما نكون منزلاً باستخدام قضبان فولاذية قوية ، يمكن لهذه الفولاذ السميك الحفاظ على المبنى بأكمله مع مرور الوقت.
4. القيود العملية التي يجب أخذها في الاعتبار في التصميم
- هناك متطلبات أساسية على سمك المواد لجميع عمليات اللحام.
- عند لحام الليزر من الفولاذ المقاوم للصدأ ، يجب استخدام صفيحة بسمك 0.5 مم على الأقل. خلاف ذلك ، لن يتم اللحام بقوة.
- عند التعامل مع الأطباق الفولاذية التي تزيد سمكها عن 6 مم ، سوف يضيء العمال حافة الصفيحة الفولاذية أولاً. أشكال الأخدود عمومًاعلى شكل حرف V.وشكل U ، مثل إنشاء قناة خاصة للحام. الميزة هي أن اللحام يمكن أن يخترق تمامًا وربط اللوحتين الصلبان معًا.
5. تدابير التحكم في التكلفة وتعزيز الكفاءة
- ستكون الألواح الرقيقة جدًا مزعجة: من المحتمل أن يكون تطبيق اللوحات نحيفًا جدًا ، أي أقل من 0.5 مم ، من خلال اللحام أو المشوه. سيتطلب ذلك صيانة متكررة ، والتي ستكون إضافة تكلفة.
- لا تتناسب مع الألواح سميكة للغاية أيضًا: يجب أن يتم لحام الألواح التي تزيد قيمتها عن 8 مم عدة مرات ، والتي تستهلك الوقت والمواد. هنا ، يفضل استخدام الملفات الشخصية أو المسبوكات.
- الخيار الأفضل: يوصى بالبحث عن مخطط مقياس المعادن القياسي للصفائح المعدنية واختيار السمك الشائع مثل 1 مم و 2 مم و 3 مم. هذا يمكن أن يقلل المعالجة الخاصة.
كيفية إنتاج أجزاء معدنية معقدة من خلال معدات أتمتة JS؟
1. التصميم الذكي وتحسين المحاكاة
يسمح فريق JS للعملاء بتحميل ملفات CAD بأي شكل. نستخدم برنامج المحاكاة تلقائيًا والتنبؤ بتأثير تكوين الأجزاء المعدنية مقدماً. بالنسبة للهياكل المعقدة ، يحقق فريقنا تحسين التصميم من خلالتصميم حدوديمن أجل تقليل نفايات المواد وتحقيق امتثال المتطلبات الدقيقة العالية البالغة 0.005 ملم. يمكن أن تقلل هذه الخطوة من دورة التصميم بنسبة 30 ٪ ، خاصة بالنسبة لمشاريع المصنعين للصفائح المعدنية التي تحتوي على العديد من التكرارات.
2. مركز المعالجة الآلي بسرعة السرعة
توظف JS خط إنتاج تلقائي بالكامل من آلات قطع الليزر متعددة المحاور ، وآلات اللكم CNC وآلات الانحناء. للأجزاء المعدنية المعقدة:
- قطع الليزر: دقة قطع ± 0.02 مم ، مع أكثر من 50 مادة قابلة للتطبيق مثل الفولاذ المقاوم للصدأ وسبائك الألومنيوم ، وسرعة القطع
- 3 مرات أعلى من المعدات التقليدية.
- ختم: مع ضغوط المؤازرة لتحديد المواقع المتكررة على مستوى Micron للتعامل مع عمليات اللكم والامتداد المعقدة.
- أتمتة الانحناء: من خلال تثبيت الماكينة وأنظمة تحديد المواقع البصرية ، يتم تحقيق الانحناء الدقيق متعدد الزوايا لتقليل أخطاء التدخل اليدوي.
3.مراقبة الجودة في الوقت الحقيقي
يمكن لخط الإنتاج الخاص بنا فحص أبعاد الصفائح المعدنية والعيوب السطحية في الوقت الفعلي ، بمعدل تمرير 99.8 ٪.نقدم أيضًا تقارير التحكم في العملية الإحصائية SPC لتحسين معلمات العملية وتقليل معدلات العيوب من خلال تحليل البيانات الضخمة.على سبيل المثال ، يخفض عميل سيارات تكاليف إعادة العمل بنسبة 40 ٪ من خلال نظام فحص الجودة الآلي من JS.
4.توصيل سريع
يدعم نظام الجدولة الذكي لـ JSدفعات صغيرةوأصناف متعددة من الإنتاج الهجين ويمكنها إكمال العملية بأكملها من التصميم إلى التسليم في 7 أيام عمل.
ملخص
كل خطوة من خطوة تصنيع الصفائح المعدنية هي في الأساس عملية حوار مع المعدن.من رسومات التصميم إلى إنتاج ورشة العمل ، تشبه التكنولوجيا الذكية إعطاء عيون منظور المهندسين التي لا يمكن أن ترى فقط تقارير لوحات السمك المختلفة من خلال عملية الختم ، ولكن أيضًا استخدام النماذج الرقمية لتحديد ملايين الزوايا مسبقًا.
الآن خطوط الإنتاج لدينا ليست مجرد تكرار ميكانيكي ، فهي أشبه الجسور بين المعادن والبيانات.أثبت كل هبوط CNC لكمة الحرف اليدوية للتصميم الهيكلي.مهندسينالديك مستوى عال من الخبرة لمساعدة الشركات على إكمال مشاريع تصنيع الصفائح الصعبة.

تنصل
محتويات هذه الصفحة هي لأغراض إعلامية فقط.سلسلة JSلا توجد تمثيل أو ضمانات صريحة أو ضمنية ، فيما يتعلق بدقة المعلومات أو اكتمالها أو صحة المعلومات. لا ينبغي استنتاج أن مورد أو الشركة المصنعة من طرف ثالث سيوفر معلمات الأداء ، التحمل الهندسي ، خصائص التصميم المحددة ، جودة المواد ونوعها أو صنعة من خلال شبكة Longsheng. إنها مسؤولية المشتريتتطلب اقتباس قطع الغيارتحديد متطلبات محددة لهذه الأقسام.يرجى الاتصال بنا لمزيد من المعلومات.
فريق JS
JS هي شركة رائدة في الصناعةالتركيز على حلول التصنيع المخصصة. لدينا أكثر من 20 عامًا من الخبرة مع أكثر من 5000 عميل ، ونركز على الدقة العاليةتصنيع CNCوصفيحة تصنيع المعادنوطباعة ثلاثية الأبعادوصب الحقنوختم المعادن ،وغيرها من خدمات التصنيع الشاملة.
تم تجهيز مصنعنا بأكثر من 100 مراكز للآلات ذات 5 محاور ، ISO 9001: 2015 معتمدة. نحن نقدم حلول تصنيع سريعة وفعالة وعالية الجودة للعملاء في أكثر من 150 دولة في جميع أنحاء العالم. سواء كان إنتاج حجم صغير أو تخصيص واسع النطاق ، يمكننا تلبية احتياجاتك بأسرع تسليم في غضون 24 ساعة. يختارتقنية JSوهذا يعني كفاءة الاختيار والجودة والكفاءة المهنية.
لمعرفة المزيد ، تفضل بزيارة موقعنا على الويب:www.cncprotolabs.com
الأسئلة الشائعة
1. كيف لمنع تشوه الهياكل المعقدة؟
عندما تكون الآلات المعدنية ، يجب تصميم شكل القطع لتقليل التشوه ، والانحناء ببطء ، وإدارة درجة الحرارة. توظف الماكينة آلات الصلابة والتسوية الصعبة لضبط الارتداد تلقائيًا والحفاظ على الشكل.
2. كيف لتحسين قوة الأجزاء المعدنية الصفائح؟
حدد مادة عالية القوة ، وتعزيز تصميم التعزيز ، وتطبيق الانحناء الدائري الدائري ، وقطع الليزر ، وتقليل Burr ، واللحام التحكم ، وتقليل التشوه.
3. ما هو الحد الأدنى لنصف قطر الانحناء؟
عادة ما يكون دائرة نصف قطرها الانحناء عادة 1-2 مرات من سماكة المواد. لوحات الألومنيوم لاستخدامها مرة واحدة والفولاذ أكثر من 1.5 مرة لتجنب التكسير.
4. كيف لتحقيق مسطحات الأجزاء المعدنية للصفائح؟
من أجل الحصول على أفضل تصميم هيكلي ، واستخدام المواد المناسبة ، وعملية الانحناء ، والعمل مع عملية الصلابة العالية وتسوية عملية التسوية ، وتقليل تشوه الارتداد.
موارد
الفرامل (صفيحة معدنية الانحناء)

