

Изготовление листового металлаявляется одной из основных связей в исследованиях и разработки механической структуры, электронного оборудования и промышленного оборудования. Его процесс проектирования требует рассмотрения многих ключевых факторов, от сырья до адаптивности производственного процесса, от оптимизации конструкции до выбора обработки поверхности. Каждая ссылка напрямую влияет на качество и производительность конечного продукта.
В этой статье ключевые проблемы, которые следует учитывать в дизайне деталей листового металла, анализируются, чтобы обеспечить согласованность и качество каждого продукта и обеспечить полную ссылку от проектирования до массового производства.
Каковы критерии для проектирования деталей из листового металла?
1. Модули перелома
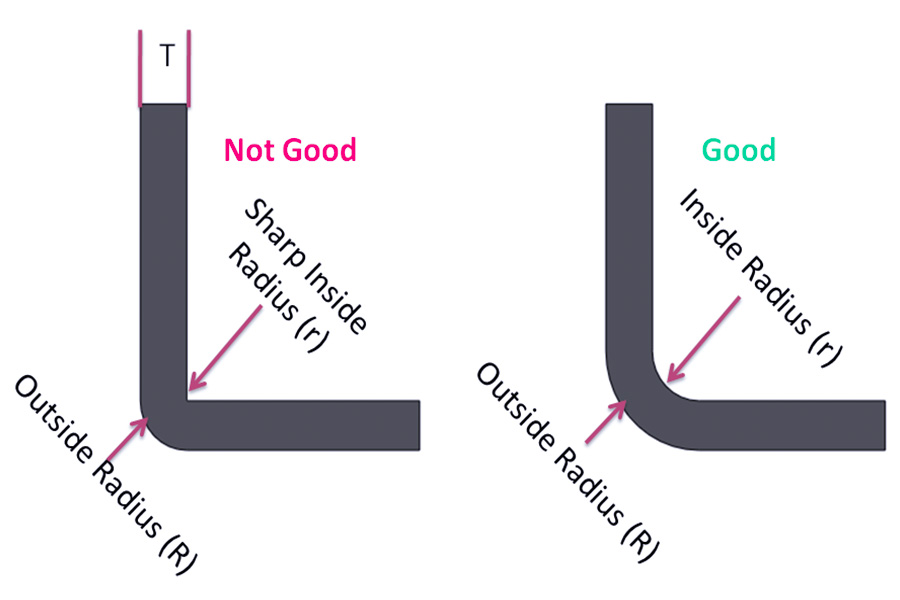
ВДизайн листового металла, модуль разрыва напрямую влияет на изгибные характеристики листового металла. При изгибе, растягивающая деформация на внешней поверхности больше, чем на внутренней поверхности. Небольшой радиус может привести к растрескиванию. Этот порог является минимальным радиусом изгиба. В дизайне минимальный радиус должен определяться в соответствии с толщиной материала. При необходимости, пластичность материала может быть улучшена с помощью полировки и других процессов.
2. Оптимальный дизайн металлических отверстий и канавки
Процесс штамповки - это экономичный и эффективный метод бурения в обработке металлических листов. Минимальный размер отверстия, слота или канавки должно быть не меньше толщины пластины. Этот принцип проектирования может значительно повысить эффективность производства, снизить риск повреждения удара и гарантировать точность обработки.
3. Радиус кривизны минимума
Минимальный радиус изгибания деталей листового металла в основном зависит от процесса обработки и свойств материала. Чем более пластичный материал, тем меньше радиус изгиба, он может достичь. При практическом дизайне различия в производительности различных металлических сортов должны быть полностью приняты во внимание. Современное программное обеспечение DFM может разумно проанализировать эти параметры, чтобы предоставить дизайнерам практические и гибкие решения, которые соответствуют отраслевым стандартам.
4. Материальный выбор и сопоставление толщины
Предпочитают материалы, которые просты в обработке, напримерАлюминиевый листовой металли оцинкованный листовой металл. Выберите толщину в соответствии с требованиями процесса изгибая листового металла. Если он слишком тонкий, он деформируется, и если он слишком толстый, он изгибается и трещится. Обычно рекомендуется ссылаться на диаграмму листового металла, чтобы убедиться, что отношение радиуса изгиба и толщины является разумным (например, в 1,5 раза больше толщины).
5. Выбор процесса заплаты
В зависимости от сложности деталей, например, для высокого уровня прямоугольного V-сгиба, подходящего для изгиба структуры изгиба рулона. Оборудование для производства JS Precision поддерживает точное изгиб 0,5 мм ультратонких пластин. Для множественных изгибов необходимо заранее спланировать последовательность изгибов, упростить количество и угол изгибов и избежать отскока или отклонения размера.
6. Оптимизируйте процесс сварки
Сварка - не единственный вариант в конструктивном дизайне листового металла. Многие дизайнеры используются для пайки схем кронштейнов, но игнорируют другие, другие потенциально более оптимизированные методы соединения. Мы рекомендуем рассмотреть следующие варианты на этапе дизайна:
- Интегралрезка формования: Оптимизация процесса резки субстратов для достижения структурной функции.
- Механические застежки: съемная схема соединения для болтов, заклепков и т. Д.
- Изгиб листового металла: собственная жесткость материала используется для построения вспомогательной структуры.
Каково влияние выбора материала на инженерию из листового металла?
В инженерии из листовых металлов выбор материала является не только отражением функциональных требований, но и решающим фактором в эффективности производства, контроле затрат и конечном качеством продукта. Это можно лучше понять в случае алюминиевого листового металла и стали.
1. Сложность обработки и адаптивность процесса обработки
Алюминиевый листовой металл более податлив, чем сталь, имеют меньший радиус изгиба (обычно в 1-2 раза больше толщины материала), легче сформировать и менее подвержены растрескиванию во время изгиба иштамповкаПолем Например, применение алюминиевых пластин в авиационных компонентах зависит от их легких характеристик, в то время как сталь лучше подходит для тяжелых механических нагрузочных конструкций из-за его высокой прочности.
2. Эффективность
Если мы сосредоточимся на прочности, сталь может быть предпочтительным вариантом, но ее высокая плотность и вес приводят к увеличению затрат на транспортировку и установки. Напротив, хотя цена на алюминиевые пластины за единицу выше, в целом потребление энергии алюминиевой пластины может быть снижено, эффективность обработки может быть повышена в долгосрочной перспективе, может повысить стоимость денег на алюминиевую пластину.
3. Экологическая адаптация Генеральной Ассамблеи
Гальванизированный листовой металл улучшает свою коррозионную стойкость, покрывая, делая его подходящим для влажной среды. Тем не менее, следует проявлять особую помощь для защиты целостности покрытия во время обработки. Алюминиевые пластины обладают естественными антиоксидантными свойствами, которые снижают затраты на позднее техническое обслуживание.
4. Тенденция устойчивости
Алюминий составляет 95% -ную скорость переработки, в соответствии с зелеными тенденциями производства, в то время как сталь является относительно интенсивностью выбросов углерода. Многие компании обращаются к алюминиевым компонентам, таким как новые лотки энергии, для достижения целей углеродного нейтралитета, что также способствует сдвигу вПроцессы листового металладо низкого углерода.
Какие факторы следует учитывать при разработке деталей из листового металла?
Дизайн листового металла часто попадает в порочный цикл дизайна и переделки. Данные показывают, что 30-50% цикла разработки продукта тратится на повторные изменения и что почти четверть инженерных ошибок были вызваны неадекватными проектируемыми процессами. На самом деле, существует огромное разрыв между дизайном САПР и реальностью.
При разработке деталей из листовых металлов характеристики процесса изгиба листового металла должны быть тесно сочетаются с осуществимостью производства:
1. Использование стандартизированных форм
Предпочтительно использовать стандартные размеры плесени дляизгибЧтобы избежать настройки дорогих форм. Если компонентная структура является сложной, ее можно сформировать путем сварки или погружения в комбинацию стандартных форм.
2. Расстояние изгиба и избегайте положения отверстия
Отверстия, разрезы или разъемы должны храниться, по крайней мере, в 4 раза больше толщины материала (то есть принципа 4T) от изогнутых краев, чтобы предотвратить деформацию, вызванную изгибом и растяжением. При изгибе алюминиевых пластин следует уделять особое внимание различиям в пластичности, чтобы избежать разрыва в положении отверстия.
3. Авовидная закрытая геометрия
Принцип линейной штамповки изгиба пластин ограничивает образование закрытой структуры. При дизайне отверстия должны быть сохранены или использованы для сегментированного изгиба, а полностью закрытые коробки заменены U-образными канавками.
4. Контроль
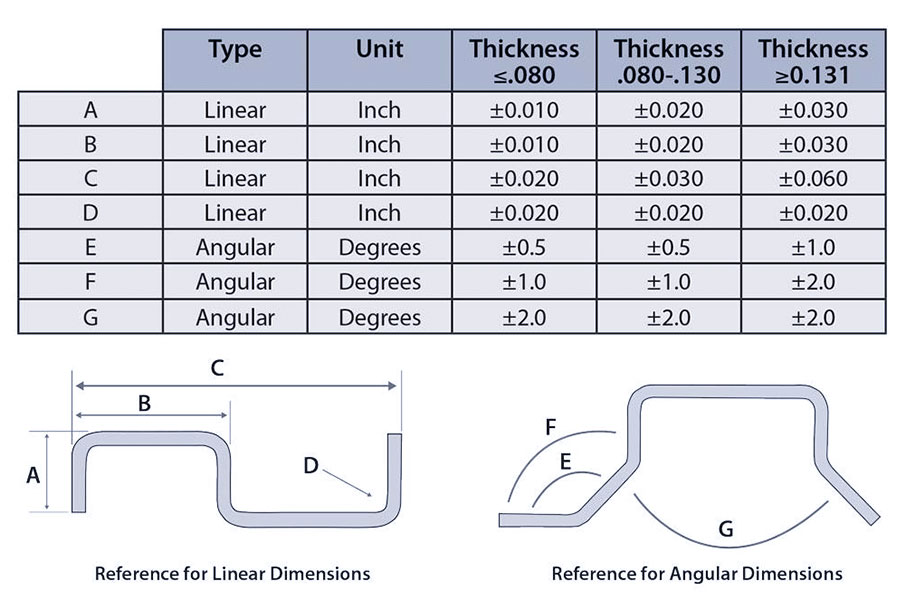
Толерантность к листовому металлу обычно составляет от 0,1 мм до 0,5 мм по сравнению сОбработка с ЧПУ, требования точности не высоки. Окончательная допуска должна быть определена в зависимости от толщины материала, количества изгибов и точности оборудования. Тонкая пластина будет накапливать ошибки после нескольких изгибов, и необходимо пространство компенсации.
5. Используйте равномерный радиус изгиба
Стандартизированный радиус изгиба, такой как 0,030 дюйма, может сократить время переключения плесени. Рекомендуемый радиус изгиба для алюминиевого листового металла в 1-1,5 раза толще, а сталь требует большего радиуса изгиба, чтобы избежать восстановления.
6. Варианты сельскохозяйственной сварки
Легко деформировать тонкую пластинусваркаПолем Заклепки и заклепывание давления могут быть выбраны в качестве альтернативного соединения. При установке аппаратного обеспечения PEM необходимо соответствовать толщине материала, чтобы избежать растрескивания, вызванного концентрацией напряжения.
Как избежать общих ошибок в дизайне листового металла?
1. Интенсивность отбора материала
- Многие инженеры злоупотребляют высокопрочными материалами, такими как алюминий 6061-T6, вызывая изгиб и растрескивание. Например, одна компания выбрала 6061 алюминий для прочности, но трещины появились в процессе изгиба, в то время как алюминий 5052-H32 был полностью адаптирован из-за его лучшей пластичности.
- Материальные решения: JS ПриоритетыИзгиб листовой металлДружественные материалы (такие как 1060 чистый алюминий, холодная сталь SPCC), прочность на растяжение и пластичность, совместимая с процессами изгиба. В то же время мы предоставляем базу данных материалов, чтобы избежать использования специальных сплавов, которые требуют пользовательских форм.
2. Процесс приготовления
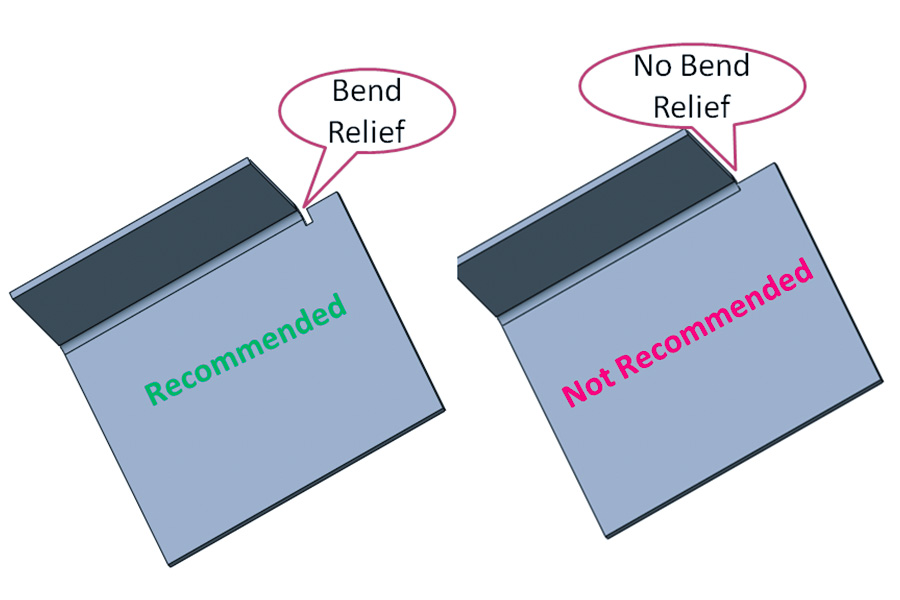
Часто радиус изгиба не сохраняется, или последовательность изгиба сбивается с толку, что приводит к деформации части. При проектировании ящика для сдерживания требовалась переделка из -за невозможности достижения изгиба сдерживания (требуются дополнительные порты процесса).
Решение JS:
- Мы устанавливаем стандартизированный радиус изгиба (например, в 1-1,5 раза больше толщины материала) против отраслевого стандарта 0,030 дюйма.
- Планируйте согнуть листовой металл в последовательности, сначала складывая вторичные края, а затем справляйтесь с основной структурой и отмечают четкое направление изгиба (V-образный или изгиб рулона).
3. Дизайн толерантности к обработке металлов.
Конструкция толерантности деталей листового металла принимает ± 0,05 мм стандарт точности обработки с ЧПУ напрямую, что в основном сбивает с толку физические характеристики этих двух процессов обработки:
- Обработка ЧПУ устраняет упругую деформацию материалов путем резки, а изгиб листового металла - это процесс пластиковой деформации, отскок материала неизбежен.SPCC холодная сталь, пример 90, может отскочить количество от 0,2 до 0,3 мм (толщиной 1 мм) при согнутии при 90 °.Если используется численная контроль управления контролем, фактическая ошибка угла будет намного превышать допустимый функциональный диапазон.
- Совокупные ошибкимножественное изгиб(например, сумма ошибок после 3 изгибов больше, чем +/- 0,15 мм) не существует при отдельной обработке ЧПУ, но в процессе листового металла отклонения угла и размера будут постепенно увеличиваться из-за различной последовательности изгиба, зазора плесени и характеристик потока материала.Эта разница в процессах приводит непосредственно к системным рискам, таким как вмешательство сборки и трещин отверстий.
Решения:
- Если во время обработки становится очевидным, что нельзя достичь толерантности наценки, наша инженерная команда будет проконсультироваться с вами как можно скорее, чтобы разработать решения для оптимизации дизайна.Лучшим подходом будет поддерживать тесную связь с нашими экспертами на этапе проектирования.
- Специальное напоминание о проектах, которые органически работали над соответствующими частями: как только часть тарелки будет завершена, ее может быть трудно изменить.Наша команда настоятельно рекомендует стратегию приоритета листового металла, где производители листового металла завершают обзоры проектирования перед обработкой.
4. ХОЛОДЫ ДИЗАЙН
ДизайнПоложение отверстиядеталей листового металла напрямую влияет на производство и производительность продукта.Общие заблуждения включают в себя слишком много полагаться на особую апертуру безымянных инструментов или позиционирование отверстий слишком близко к краям и изогнутым линиям, что приводит к проблемам деформации и сборки.
Решения:
- Технические характеристики бита, подходящие для разных размеров диафрагмы:
| Диаметр отверстия | Применимые спецификации сверла | Сцена | Экономическая эффективность |
| φ0.125 (3,2 мм) | Стандартный # 40 Drill Bit | Установка отверстия, отверстия вентиляции | Стоимость инструмента ↓ 40% |
| φ0.25 (6,35 мм) | Стандарт №8. | Отверстия соединения для структурных компонентов | Эффективность обработки ↑ 25% |
| φ0,5 (12,7 мм) | Стандартный бит # 20 | Фланджное отверстие | Срок службы плесени продлен на 50% |
- Безопасные пределы отверстий:
| Тип функции | Минимальные требования к расстоянию | Случай отказа |
| Прилегающее расстояние от изогнутой линии | Толщина ≥ 2 раза (например, 1 мм плата → ≥2 мм) | Линия изгиба длины отверстия 1,5 мм → слеза |
| Край отверстия | Толщина ≥ 1 раза (например, 0,8 мм плата → ≥0,8 мм) | Поле отверстия 0,5 мм → края трещины |
| Расстояние между отверстиями | Толщина ≥3 раз (для предотвращения суперпозиции напряжения) | Расстояние между отверстиями в два раза больше → расстояние деформация расстояния пластинка |
5. Поверхностная обработка: осуществимость и соображения затрат
Предприятия требуют особых процессов обработки поверхности, которые заставляют затраты на взлетывание или процессы, чтобы стать нежизнеспособными. Недавно клиент JS попросил никелевую фольгу для медных частей, но только несколько заводов в мире имеют возможности, а никелевая фольга слишком дорого.
Решения:
- Мы бы советовали клиентам расставлять приоритеты в общих процессах, таких как распылительное покрытие и анодирование, и для их выполнимости заранее подтвердить их.
- Если обычайПоверхностная обработкаТребуется, требуется дополнительный период строительства (например, 8 недель специального срока подачи краски).
Как выбрать оптимальную толщину для металлической сварки?
1Соответствующий тип материала и толщина
- Нержавеющая сталь:Согласно маномету листового металла, толщина сварки обычно составляет 0,5-6 мм для низкой углеродистой стали и 1-4 мм для нержавеющей стали (например, 304).Например, сварка TIG подходит для листов 0,5-3 мм, а сварка MIG подходит для 3-6 мм листов.
- Алюминиевые и алюминиевые сплавы:Алюминиевые пластины имеют высокую пластичность, но легко окислять, толщина сварки должна относиться кдиаграмма листового металлаПолемСварка TIG рекомендуется при 0,3-2 мм, а сварка MIG рекомендуется при 1-5 мм.Если следует использовать более 5 мм, следует использовать предварительные или другие процессы.
2Руководство по выбору процесса сварки
- Для тонких нержавеющих или алюминиевых пластин менее 1 мм сварка TIG является нашей рекомендуемой техникой. Сварная сварка TIG может жестко сварка, не сгибая тарелку.
- Сварка MIG лучше используется при сварке с пластинами средней толщины. Скорость сварки его сравнима с относительно высокой, но следите за током, или вы очень легко пройдете через тарелку. У наших заводских мастеров есть опыт, что скорость перемещения сварного пистолета должна быть соответствующим образом сопоставлена с течением.
3Выберите материалы на основе сценария использования
Когда нам нужно создавать несущие предметы, такие как кронштейны и рамы, инженеры обычно любят использовать сталь толщиной более 3 мм. С такой толщиной, прочности растягивания будет достаточной, и продукт будет сильнее. Так же, как мы делаем дом, используя прочные стальные батончики, эти толстые стали могут со временем поддерживать все здание.
4. Ограничения процесса, которые необходимо учитывать при проектировании
- Существуют основные требования к толщине материала для всех процессов сварки.
- Когда лазерная сварка нержавеющей стали должна использоваться тарелка с толщиной не менее 0,5 мм. В противном случае это не будет сварено.
- При обработке стальных пластин толщиной более 6 мм рабочие сначала помастят край стальной пластины. Формы канавки обычноV-образныйи U-образный, как создание специального канала для сварки. Преимущество состоит в том, что припой может полностью проникнуть и твердо связывать две стальные пластины вместе.
5. Меры управления кост и повышение эффективности
- Слишком тонкие пластины будут проблемными: применение пластин слишком тонких, то есть ниже 0,5 мм, вероятно, будет подходить или деформация. Это потребует частого технического обслуживания, что будет дополнением.
- Он также не подходит для пластин слишком толстых: пластины толщиной более 8 мм должны быть сварены несколько раз, что потребляет время и материал. Здесь предпочтительно используются профили или отливки.
- Лучший вариант: рекомендуется искать стандартную таблицу манометра из листового металла и выбрать общую толщину, такую как 1 мм, 2 мм и 3 мм. Это может уменьшить специальную обработку.
Как масса производить сложные детали листового металла через оборудование для автоматизации JS?
1. Интеллектуальная оптимизация дизайна и моделирования
Команда JS позволяет клиентам загружать файлы CAD в любом формате. Мы автоматически используем программное обеспечение для моделирования и заранее предсказываем эффект формирования листовых деталей. Для сложных структур наша команда достигает оптимизации макета черезпараметрический дизайнЧтобы уменьшить материальные отходы и достичь соответствия высокой точности требований ± 0,005 мм. Этот шаг может уменьшить цикл проектирования на 30%, особенно для проектов изготовления из листового металла, которые содержат много итераций.
2. Высокий автоматический обработок
JS использует полностью автоматическую производственную линию многоосевых лазерных машин, машин с ЧПУ и машины сгибания. Для сложных деталей листового металла:
- Лазерная резка: точность резки ± 0,02 мм, применимым более 50 материалов, такие как нержавеющая сталь и алюминиевый сплав, а скорость резки - это скорость резки
- В 3 раза выше, чем у традиционного оборудования.
- Штамповка: с сервоприводом для повторного позиционирования на уровне микрон для обработки сложных процессов удара и растяжения.
- Автоматизация изгиба: с помощью систем зажима машин и визуального позиционирования достигается многоугольное изгиб точности для уменьшения ошибок ручного вмешательства.
3Мониторинг качества в реальном времени
Наша производственная линия может сканировать размеры листового металла и дефекты поверхности в режиме реального времени, с уровнем прохождения 99,8%.Мы также предоставляем отчеты о статистическом процессе SPC для оптимизации параметров процесса и снижения скорости дефектов с помощью анализа больших данных.Например, один автомобиль клиент сократил затраты на переработку на 40% через автоматизированную систему инспекции качества JS.
4Быстрая доставка
Интеллектуальная система планирования JSМаленькие партиии множество разновидностей гибридного производства и могут завершить весь процесс от проектирования до доставки в течение 7 рабочих дней.
Краткое содержание
Каждый шаг изготовления листового металла по сути является процессом диалога с металлом.От дизайнерских чертежей до производства мастерской, интеллектуальные технологии похожи на инженеры перспективные глаза, которые могут не только видеть запуск пластин с различной толщиной посредством процесса штамповки, но и используют цифровые модели для предварительной проверки миллионов углов.
Теперь наши производственные линии - это не просто механические повторения, они больше похожи на мосты между металлом и данными.Каждая приземление с ЧПУ оказалась в мастерстве структурного дизайна.Наши инженерыИметь высокий уровень опыта, чтобы помочь предприятиям завершить сложные проекты изготовления листового металла.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Как предотвратить деформацию сложных структур?
При обработке металлов форма резки должна быть разработана, чтобы минимизировать деформацию, медленно сгибаться и управлять температурой. Машина использует жесткую и выравнивающую машину для автоматической регулировки отскока и поддержания формы.
2. Как улучшить прочность деталей листового металла?
Выберите высокопрочную материал, улучшите конструкцию армирования, примените округленное угловое изгиб, лазерную резку, минимизацию заусенца, управляющая сварка, минимизация деформации.
3. Что такое минимальный радиус изгиба?
Минимальный радиус изгиба обычно составляет 1-2 раза толщины материала. Алюминиевые пластины для использования в одиночестве и стали более 1,5 раза, чтобы избежать растрескивания.
4. Как достичь плоскости листового металла?
Чтобы иметь лучшую структурную конструкцию, используйте надлежащий материал, процесс изгиба, работа с высокой жесткостью и процессом выравнивания, уменьшите деформацию отскока.
Ресурсы
Тормоз (изгиб листового металла)

