

Fabbricazione di lamieraè uno dei collegamenti fondamentali nella ricerca e nello sviluppo di struttura meccanica, guscio di apparecchiature elettroniche e apparecchiature industriali. Il suo processo di progettazione richiede di considerare molti fattori chiave, dalle materie prime all'adattabilità del processo di produzione, dall'ottimizzazione della progettazione strutturale alla selezione del trattamento superficiale. Ogni collegamento influisce direttamente sulla qualità e sulle prestazioni del prodotto finale.
In questo documento, i problemi chiave da considerare nella progettazione di parti in lamiera vengono analizzati al fine di garantire la coerenza e la qualità di ciascun prodotto e fornire un completamento di riferimento dalla progettazione alla produzione di massa.
Quali sono i criteri per la progettazione di parti di lamiera?
1. I moduli di frattura
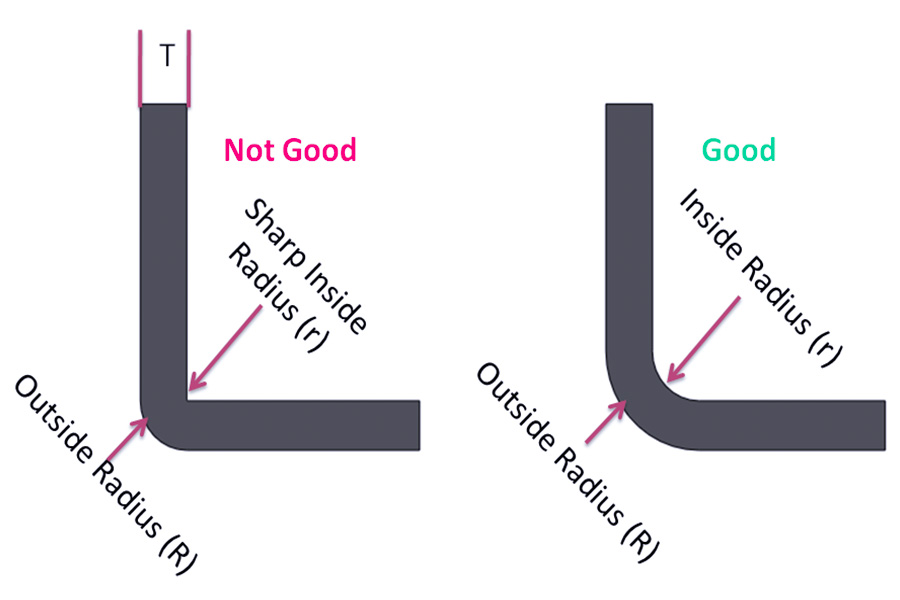
InDesign in lamiera, il modulo di rottura influisce direttamente sulle prestazioni di flessione della lamiera. Durante la piegatura, la tensione di trazione sulla superficie esterna è maggiore di quella sulla superficie interna. Un piccolo raggio può portare a crack. Questa soglia è il raggio di flessione minimo. Nel design, un raggio minimo deve essere determinato in base allo spessore del materiale. Se necessario, la duttilità del materiale può essere migliorata dalla lucidatura e altri processi.
2. Design ottimale di buchi di metallo e scanalatura
Il processo di stampaggio è un metodo di perforazione economico ed efficiente nella lavorazione dei fogli metallici. La dimensione minima del foro, dello slot o della scanalatura non deve essere inferiore allo spessore della piastra. Questo principio di progettazione può migliorare notevolmente l'efficienza della produzione, ridurre il rischio di danni da punzonatura e garantire l'accuratezza della lavorazione.
3. Raggio di curvatura di Minimum
Il raggio minimo di flessione delle parti in lamiera è principalmente influenzato dal processo di lavorazione e dalle proprietà del materiale. Più duttile è il materiale, più piccolo è il raggio di flessione che può raggiungere. Nella progettazione pratica, le differenze di prestazione dei diversi gradi metallici devono essere tenute pienamente in considerazione. Il moderno software DFM può analizzare in modo intelligente questi parametri per fornire ai progettisti soluzioni pratiche e flessibili che soddisfano gli standard del settore.
4. Selezione del materiale e corrispondenza dello spessore
Preferisci i materiali che sono facili da elaborare, comelamiera in alluminioe lamiera galvanizzata. Selezionare lo spessore in base al requisito di processo della lamiera di flessione. Se è troppo sottile, si deforma e se è troppo spesso, si piega e si spezza. Si consiglia generalmente di fare riferimento a una tabella di manometro in lamiera per garantire che il rapporto di flessione / spessore sia ragionevole (ad esempio 1,5 volte lo spessore).
5. Selezione del processo BEND
A seconda della complessità delle parti, ad esempio per la piega a V ad angolo retto ad alta precisione, adatto per piegare la struttura della flessione del rotolo. JS Precision Manufacturing Equipment supporta una piegatura precisa di piastre ultrasottili da 0,5 mm. Per più curve, è necessario pianificare in anticipo la sequenza di curve, semplificare il numero e l'angolo di curve ed evitare il rimbalzo o la deviazione delle dimensioni.
6. Optimizzare il processo di saldatura
La saldatura non è l'unica opzione nella progettazione strutturale della lamiera. Molti designer sono abituati a saldare gli schemi della staffa ma ignorano altri metodi di connessione potenzialmente più ottimizzati. Raccomandiamo di essere considerate le seguenti opzioni nella fase di progettazione:
- Integrantetaglio dello stampaggio: Ottimizzazione del processo di taglio dei substrati per raggiungere la funzione strutturale.
- Fissature meccaniche: schema di connessione staccabile per bulloni, rivetti, ecc.
- Presentazione della lamiera: la rigidità del materiale viene utilizzata per costruire la struttura di supporto.
Qual è l'impatto della selezione dei materiali sull'ingegneria della lamiera?
Nell'ingegneria della lamiera, la selezione dei materiali non è solo un riflesso dei requisiti funzionali, ma anche un fattore decisivo per l'efficienza di produzione, il controllo dei costi e la qualità del prodotto finale. Questo può essere meglio compreso nel caso di lamiera in alluminio e acciaio.
1. Difficoltà di elaborazione e adattabilità del processo
La lamiera in alluminio è più malleabile dell'acciaio, hanno un raggio di flessione più piccolo (di solito 1-2 volte lo spessore del materiale), sono più facili da formare e sono meno inclini alle crepe durante la flessione etimbratura. Ad esempio, l'applicazione di piastre di alluminio nei componenti dell'aviazione dipende dalle loro caratteristiche leggere, mentre l'acciaio è più adatto a forti strutture meccaniche portanti a causa della sua alta resistenza.
2. Efficacia per grattare
Se ci concentriamo sulla resistenza, l'acciaio può essere l'opzione preferita, ma la sua alta densità e peso portano ad un aumento dei costi di trasporto e installazione. Al contrario, sebbene il prezzo unitario delle piastre di alluminio sia più elevato, nel complesso, il consumo di energia della piastra di alluminio può essere ridotto, l'efficienza di elaborazione può essere migliorata, a lungo termine, può migliorare il valore per il denaro della piastra di alluminio.
3. L'adattamento ambientale dell'Assemblea Generale
La lamiera zincata migliora la sua resistenza alla corrosione attraverso il rivestimento, rendendolo adatto per l'ambiente umido. Tuttavia, si dovrebbe prestare particolare attenzione per proteggere l'integrità del rivestimento durante l'elaborazione. Le piastre di alluminio hanno proprietà antiossidanti naturali che riducono i costi di manutenzione tardivi.
4.La tendenza della sostenibilità
L'alluminio è alto come il tasso di riciclabilità del 95%, in linea con le tendenze di produzione verde, mentre l'acciaio è relativamente intensità di emissione di carbonio. Molte aziende si stanno rivolgendo a componenti in alluminio, come i nuovi vassoi di batterie energetiche, per raggiungere gli obiettivi di neutralità del carbonio, che sta anche guidando il turnoprocessi di lamieraa basso carbonio.
Quali fattori dovrebbero essere presi in considerazione quando si progetta le parti della lamiera?
Il design della lamiera è spesso catturato in un circolo vizioso di design e rilavorazione. I dati mostrano che il 30-50% del ciclo di sviluppo del prodotto viene speso per revisioni ripetute e che quasi un quarto degli errori ingegneristici erano dovuti a processi di progettazione inadeguati. In effetti, c'è un'enorme disconnessione tra design CAD e realtà.
Durante la progettazione di parti di lamiera, le caratteristiche di processo della piega in lamiera devono essere strettamente combinate con la fattibilità della produzione:
1. L'uso di stampi standardizzati
Preferibilmente utilizzare le dimensioni standard dello stampo perflessionePer evitare di personalizzare stampi costosi. Se la struttura dei componenti è complessa, può essere formata per saldatura o rivettando una combinazione di stampi standard.
2.La distanza di piega ed evita la posizione del foro
Fori, incisioni o connettori devono essere mantenuti almeno 4 volte lo spessore del materiale (cioè il principio 4T) lontano dai bordi curvi per prevenire la deformazione causata dalla flessione e dall'allungamento. Quando si piegano le piastre di alluminio, dovrebbe essere prestata particolare attenzione alle differenze di duttilità al fine di evitare di strappare la posizione del foro.
3. Evitare la geometria chiusa
Il principio di stampaggio lineare della flessione della piastra limita la formazione della struttura chiusa. Nel design, le aperture devono essere mantenute o utilizzate per la flessione segmentata e scatole completamente chiuse sostituite con scanalature a forma di U.
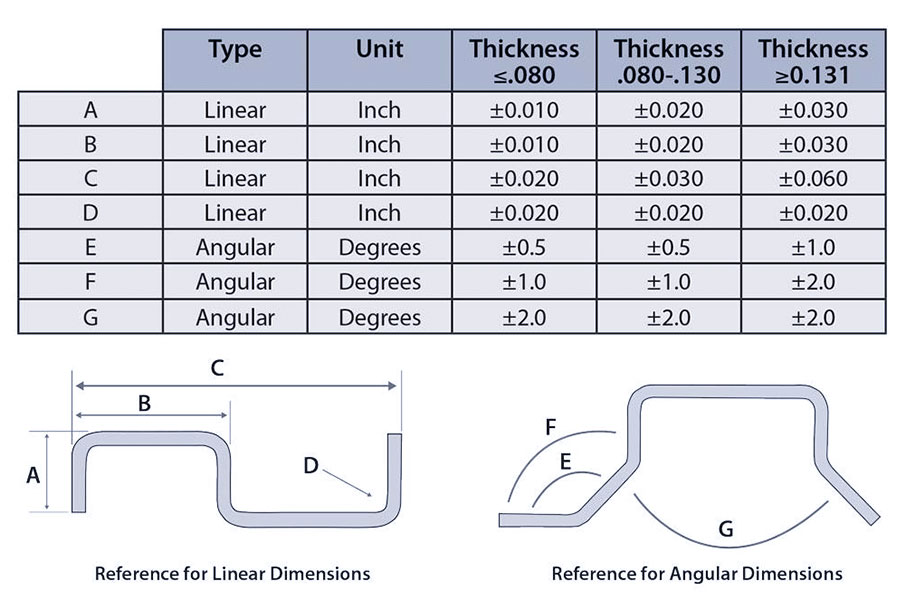
4. Controllo della tolleranza
La tolleranza in lamiera è generalmente da ± 0,1 mm a 0,5 mm, rispetto aMACCHING CNC, i requisiti di accuratezza non sono alti. La tolleranza finale deve essere determinata in base allo spessore del materiale, al numero di curve e all'accuratezza dell'attrezzatura. La piastra sottile accumulerà errori dopo più curve e spazio di compensazione.
5. Utilizzare un raggio uniforme
Il raggio di flessione standardizzato, come 0,030 pollici, può ridurre i tempi di commutazione dello stampo. Il raggio di piegatura consigliato per la lamiera di alluminio è più spesso 1-1,5 volte, mentre l'acciaio richiede un raggio di flessione più grande per evitare il rimbalzo.
6. Opzioni di saldatura alternative
È facile deformare la piastra sottilesaldatura. Il rivettamento e la pressione rivettando possono essere scelti come connessione alternativa. Durante l'installazione di hardware PEM, è necessario abbinare lo spessore del materiale per evitare le crepe causate dalla concentrazione di stress.
Come evitare errori comuni nella progettazione di lamiera?
1. Intensità di selezione del materiale
- Molti ingegneri abusano di materiali ad alta resistenza, come l'alluminio 6061-T6, causando flessione e cracking. Ad esempio, una società ha scelto l'alluminio 6061 per la forza, ma le crepe sono apparse nel processo di flessione, mentre l'alluminio 5052-H32 è stato completamente adattato a causa della sua migliore duttilità.
- Soluzioni materiali: JS prioritapiegare lamieraMateriali amichevoli (come 1060 in alluminio puro, acciaio a freddo SPCC) la cui resistenza alla trazione e duttilità compatibili con processi di flessione. Allo stesso tempo, forniamo un database di materiali per evitare l'uso di leghe speciali che richiedono stampi personalizzati.
2. Processo di creazione
Spesso, il raggio di flessione non viene mantenuto o la sequenza di flessione è confusa, il che porta alla deformazione in parte. Nella progettazione della casella di contenimento, è stata richiesta una rielaborazione a causa dell'incapacità di ottenere la flessione del contenimento (sono richieste porte di processo aggiuntive).
Soluzione JS:
- Abbiamo fissato un raggio di piegatura standardizzato (ad es. 1-1,5 volte lo spessore del materiale) rispetto allo standard del settore di 0,030 pollici.
- Pianifica di piegare la lamiera in sequenza, piegando prima i bordi secondari, quindi affrontando la struttura principale e segnando una chiara direzione di flessione (flessione a V o rotolo).
3. Progettazione di tolleranza alla lavorazione dei metalli di foglio
La progettazione di tolleranza delle parti in lamiera adotta ± 0,05 mm di accuratezza della lavorazione CNC direttamente, il che fondamentalmente confonde le caratteristiche fisiche di questi due processi di lavorazione:
- La lavorazione a CNC elimina la deformazione elastica dei materiali mediante il taglio e la flessione della lamiera è un processo di deformazione plastica, il rimbalzo del materiale è inevitabile.L'acciaio rollato a freddo SPCC, 90 Esempio, può rimbalzare la quantità tra 0,2 e 0,3 mm (1 mm di spessore) se piegato a 90 °.Se viene utilizzato il controllo della tolleranza al controllo numerico, l'errore di angolo effettivo supererà di gran lunga l'intervallo ammissibile funzionale.
- Errori cumulativi diflessione multipla(Ad esempio, la somma degli errori dopo 3 curve è maggiore di +/- 0,15 mm) non esistono nella singola elaborazione CNC, ma nel processo di lamiera, le deviazioni di angolo e dimensione aumenteranno gradualmente a causa della sequenza di flessione, delle caratteristiche del flusso del materiale.Questa differenza di processo porta direttamente a rischi sistemici come l'interferenza dell'assemblaggio e il cracking del foro.
Soluzioni:
- Se diventa evidente durante l'elaborazione che la tolleranza di markup non può essere raggiunta, il nostro team di ingegneria si consulterà il più presto possibile per progettare le soluzioni di ottimizzazione del design.Un approccio migliore sarebbe quello di mantenere una stretta comunicazione con i nostri esperti durante la fase di progettazione.
- Promemoria speciale a progetti che hanno lavorato organicamente su parti di abbinamento: una volta completata una parte della piastra, può essere difficile modificarlo.Il nostro team raccomanda vivamente una strategia di priorità in lamiera, in cui i produttori di lamiera completano le revisioni del design prima della lavorazione.
4. Design a buchi
Il design diposizione del forodelle parti in lamiera influenzano direttamente la produzione e le prestazioni del prodotto.Le idee sbagliate comuni includono il fatto di fare troppo affidamento su una speciale apertura di strumenti non contrassegnati o fori di posizionamento troppo vicini ai bordi e alle linee curve, portando a problemi di deformazione e assemblaggio.
Soluzioni:
- Specifiche bit di trapano adatti a diverse dimensioni di apertura:
| Diametro del foro | Specifiche di perforazione applicabili | Scena | Efficacia dei costi |
| φ0.125 (3,2 mm) | Standard # 40 Punta punta | Fori di installazione, fori di ventilazione | Costa dello strumento ↓ 40% |
| φ0.25 (6,35 mm) | Standard # 8 Bit trapano | fori di connessione per componenti strutturali | Efficienza di elaborazione ↑ 25% |
| φ0.5 (12,7 mm) | Standard # 20 Bit trapano | Foro di fissaggio del bordo flangia | La durata della vita della muffa estesa del 50% |
- I limiti sicuri dei buchi:
| Tipo di funzionalità | Requisiti di distanza minima | Caso di guasto |
| Distanza adiacente della linea curva | Spessore ≥ 2 volte (ad es. 1mm Scheda → ≥2mm) | Lunghezza della lunghezza del foro linea di piega 1,5 mm → lacrima |
| Bordo del buco | Spessore≥ 1 volte (ad es. Scheda 0,8 mm → ≥0,8 mm) | margine del foro 0,5 mm → bordo crack |
| Spaziatura dei fori | Spessore ≥3 volte (per prevenire la sovrapposizione di stress) | La spaziatura del foro è due volte più spesso → Deformazione spaziatura la piastra |
5. Trattamento della superficie: fattibilità e considerazioni sui costi
Le imprese richiedono speciali processi di trattamento superficiale che causano il sollevamento dei costi o i processi non vitali. Di recente, un cliente JS ha chiesto un foglio di nichel per parti di rame, ma solo una manciata di fabbriche nel mondo ha la capacità e il foglio di nichel è troppo costoso.
Soluzioni:
- Consigliamo ai clienti di dare la priorità ai processi comuni come il rivestimento a spruzzo e l'anodizzazione e di confermare in anticipo la fattibilità.
- Se personalizzatoTrattamento superficialeè richiesto, è richiesto un periodo di costruzione aggiuntivo (ad es. 8 settimane di tempo di consegna di vernici speciali).
Come scegliere lo spessore ottimale per la saldatura in metallo?
1.Tipo e spessore del materiale corrispondente
- Acciaio inossidabile:Secondo l'indicatore di lamiera, lo spessore della saldatura è generalmente 0,5-6 mm per acciaio a basso contenuto di carbonio e 1-4 mm per acciaio inossidabile (ad esempio 304).Ad esempio, la saldatura TIG è adatta per fogli da 0,5-3 mm e la saldatura MIG è adatta per fogli da 3-6 mm.
- Leghe di alluminio e alluminio:Le piastre di alluminio hanno un'elevata duttilità, ma facile da ossidare, lo spessore della saldatura dovrebbe fare riferimentografico a scartamento in lamiera.La saldatura TIG è raccomandata a 0,3-2 mm e la saldatura MIG è raccomandata a 1-5 mm.Se è necessario utilizzare più di 5 mm, preriscaldare o altri processi.
2.Guida alla selezione del processo di saldatura
- Per piastre sottili inossidabili o in alluminio inferiore a 1 mm, la saldatura TIG è la nostra tecnica raccomandata. La saldatura TIG può saldare rigidamente senza piegare la piastra.
- La saldatura MIG viene utilizzata meglio durante la saldatura con piastre medio-spesse. La velocità di saldatura è paragonabile a relativamente alta, ma fai attenzione quando si regola la corrente o saldrai molto facilmente attraverso la piastra. I nostri master in fabbrica hanno un'esperienza secondo cui la velocità di spostamento della pistola per saldatura deve essere adeguatamente abbinata alla corrente.
3.Scegli materiali in base allo scenario di utilizzo
Quando dobbiamo creare articoli con carico come staffe e cornici, gli ingegneri di solito amano utilizzare acciaio di spessore più di 3 mm. Con tale spessore, la resistenza alla trazione sarà sufficiente e il prodotto sarà più forte. Proprio come facciamo una casa usando forti barre d'acciaio, questi acciai spessi possono sostenere l'intero edificio nel tempo.
4. Vincoli di processo che devono essere presi in considerazione nel design
- Esistono requisiti di base sullo spessore del materiale per tutti i processi di saldatura.
- Quando è necessario utilizzare la saldatura laser in acciaio inossidabile, è necessario utilizzare una piastra con uno spessore di almeno 0,5 mm. Altrimenti, non verrà saldato fortemente.
- Quando si maneggiano piastre di acciaio di spessore superiore a 6 mm, i lavoratori scanaleranno prima il bordo della piastra di acciaio. Le forme del groove sono generalmenteA forma di V.e a forma di U, come creare un canale speciale per la saldatura. Il vantaggio è che la saldatura può penetrare completamente e unirsi saldamente le due piastre d'acciaio.
5. Misure di controllo del controllo e miglioramento dell'efficienza
- Le piastre troppo sottili saranno problematiche: l'applicazione di piastre troppo sottile, cioè inferiore a 0,5 mm, è probabile che salda o si deformerà. Ciò richiederà una manutenzione frequente, che sarà un'aggiunta di costo.
- Non si adatta anche a piastre troppo spesse: le piastre di spessore di 8 mm devono essere saldate più volte, il che consuma tempo e materiale. Qui vengono preferibilmente i profili o i getti.
- L'opzione migliore: si consiglia di cercare la tabella standard di calibro in lamiera e scegliere spessori comuni come 1 mm, 2 mm e 3 mm. Ciò può ridurre l'elaborazione speciale.
Come produrre in serie parti di lamiera complesse tramite apparecchiature di automazione JS?
1. Ottimizzazione intelligente di progettazione e simulazione
Il team JS consente ai clienti di caricare file CAD in qualsiasi formato. Usiamo automaticamente il software di simulazione e prevediamo in anticipo l'effetto di formazione delle parti in lamiera. Per strutture complesse, il nostro team raggiunge l'ottimizzazione del layout attraversoprogettazione parametricaAl fine di ridurre i rifiuti di materiale e raggiungere la conformità di requisiti elevati di precisione di ± 0,005 mm. Questo passaggio può ridurre il ciclo di progettazione del 30%, in particolare per i progetti di fabbricazione di lamiera che contengono molte iterazioni.
2. Centro di elaborazione automatizzato ad alta velocità
JS impiega una linea di produzione completamente automatica di macchine da taglio laser a più assi, macchine per punzonatura CNC e macchine per flessione. Per parti complesse in lamiera:
- Tagliamento laser: accuratezza del taglio di ± 0,02 mm, con oltre 50 materiali applicabili come acciaio inossidabile e lega di alluminio e la velocità di taglio è
- 3 volte superiore a quello delle attrezzature tradizionali.
- Stamping: con le presse dei servi per un posizionamento ripetuto a livello di micron per gestire processi complessi di punzonatura e stretching.
- Automazione della flessione: attraverso i sistemi di bloccaggio e posizionamento visivo a macchina, si ottiene la flessione di precisione a più angolo per ridurre gli errori di intervento manuale.
3.Monitoraggio della qualità in tempo reale
La nostra linea di produzione può scansionare le dimensioni della lamiera e i difetti di superficie in tempo reale, con un tasso di passaggio del 99,8%.Forniamo anche rapporti di controllo statistico SPC per ottimizzare i parametri di processo e ridurre i tassi di difetti attraverso l'analisi dei big data.Un cliente dell'auto, ad esempio, ha tagliato i costi di rielaborazione del 40% attraverso il sistema di ispezione automatizzato di qualità di JS.
4.Consegna rapida
Supporta il sistema di pianificazione intelligente di JSpiccoli lottie molteplici varietà di produzione ibrida e possono completare l'intero processo dalla progettazione alla consegna in 7 giorni lavorativi.
Riepilogo
Ogni fase della fabbricazione di lamiera è essenzialmente un processo di dialogo con metallo.Dai disegni di progettazione alla produzione di workshop, la tecnologia intelligente è come dare agli ingegneri che gli occhi di prospettiva che possono non solo vedere il temperamento di piastre di diverso spessore attraverso il processo di stampaggio, ma utilizzare anche modelli digitali per pre-verificare milioni di angoli.
Ora le nostre linee di produzione non sono solo ripetizioni meccaniche, ma sono più simili a ponti tra metallo e dati.Ogni atterraggio di pugno CNC ha dimostrato l'artigianato del design strutturale.I nostri ingegneriAvere un alto livello di competenza per aiutare le aziende a completare i progetti di fabbricazione di lamiera completi.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1.Come prevenire la deformazione di strutture intricate?
Quando si lavora in metallo, la forma del taglio deve essere progettata per ridurre al minimo la deformazione, piegare lentamente e gestire la temperatura. La macchina impiega macchinari a dapi e livellamento per regolare automaticamente il rimbalzo e mantenere la forma.
2.Come migliorare la resistenza delle parti in lamiera?
Selezionare materiale ad alta resistenza, migliorare la progettazione di rinforzo, applicare flessione ad angolo arrotondata, taglio laser, ridurre al minimo la bava, la saldatura di controllo, ridurre al minimo la deformazione.
3. Qual è il raggio di flessione minimo?
Il raggio minimo di piegatura è generalmente 1-2 volte di spessore del materiale. Piastre di alluminio da utilizzare singolo tempo e acciaio più di 1,5 volte per evitare il crack.
4.Come raggiungere le parti di lamiera per lamiera?
Al fine di avere la migliore progettazione strutturale, utilizzare materiale adeguato, processo di flessione, lavorare con madio e processo di livellamento ad alta rigidità, ridurre la deformazione del rimbalzo.
Risorse
Flessione (lavorazione metallica)
Saldatura ad arco in metallo a gas

