

Cuando veo productos de plástico, me pregunto cómo proviene el pegamento suave en el cuerpo de plástico duro. Esto no está simplemente pegado, sino que detrás de él hay un proceso delicado,sobrecargaEste es un método especial de moldeo por inyección que a menudo usamos, que realmente puede derretir diferentes materiales en una parte integral.
¿Cómo hacerlo específicamente? Primero usamos plástico duro para hacer el esqueleto central (sustrato) del producto, y luego, en el área específica preestablecida, a través del proceso de sobrecarga, envuelva una capa delgada de material suave elástico donde sea necesario. Las dos capas de material se combinan estrechamente a alta temperatura y alta presión, y finalmente se fusionan en una parte.
En el diseño del producto de JS, el valor de la aplicación de la tecnología de sobremoldeo excede significativamente la simple optimización del tacto y la mejora de la apariencia. Mejora el rendimiento del producto:
- Agregar una capa de pegamento suave a las herramientas y manijas eléctricas es no deslizante y que ahorra mano de obra, y no es fácil cansarse después de usarlo durante mucho tiempo.
- En algunos lugares donde se requiere sellado, esta capa de envoltura puede reemplazar directamente elcaucho tradicionalJunta, con una estructura más simple y un efecto de sellado más confiable.
- La fuerza general es más fuerte y duradera, y el rendimiento impermeable y de resistencia a la caída también se actualizan.
Debido a que el sobremoldeo puede mejorar las funciones, optimizar la sensación y la apariencia de actualización al mismo tiempo, cada vez más productos buenos, como nuestras necesidades diarias comunes, equipos médicos de precisión y dispositivos electrónicos portátiles que no todos pueden prescindir, están comenzando a usarlo. La próxima vez que obtenga un producto que se sienta particularmente cómodo de sostener, tal vez contiene el ingenio de nuestroIngenieros de JS¡Usando Overmolding!
Resumen de la respuesta central:
| Aspecto | Describir | Con respecto a sus valores/características centrales |
| Definición de núcleo | El proceso de fabricación de inyectar una capa diferente de material (generalmente pegamento suave) en un sustrato existente (plástico duro o metal). | Mejorar el agarre del producto, el sellado, la estética y el reconocimiento de la marca. |
| Procesos clave | Método de dos pasos: primero, fabrique el sustrato. Luego coloque el sustrato en el segundo conjunto de moldes para moldeo de inyección secundaria y encapsulación. | Tenga en cuenta la combinación perfecta de plástico duro y goma suave/plástico. |
| Aplicaciones principales | Electrónica de consumo, dispositivos médicos, herramientas manuales, piezas interiores automotrices, etc. | Cualquier producto que requiera experiencia mejorada de interacción humana-máquina y sellado funcional. |
| Diferencia de núcleo |
Moldeo de inyección secundaria: generalmente envoltura de plástico (un tipo de plástico cubre otro tipo de plástico, con el sustrato como una parte moldeada por inyección). Insertar molduras de inyección: piezas metálicas envueltas de plástico (con insertos de metal prefabricados como material base). |
Las dos tecnologías son similares, pero el enfoque en los tipos de sustratos y los escenarios de aplicación es diferente. |
En este artículo, aprenderá:
- En los siguientes capítulos, analizaré sistemáticamente lo que se está superando.
- El flujo de trabajo de moldeo por inyección se explica en detalle paso a paso, que muestra cómo se pueden combinar los materiales firmemente.
- Y exploraremos las diferencias en las características y los escenarios de aplicación entre el sobremoldeo de plástico y el sobrecarga de silicona, a fin de tomar decisiones de diseño sabios para sus productos.
¡Dominar estos contenidos, sabrá cómo usar el sobremoldeo para optimizar el diseño de su producto y tomar decisiones que satisfagan sus necesidades!
¿Por qué vale la pena confiar en esta guía? Porque proviene de la primera línea práctica de JS
En JS, el proceso de plástico de sobrecarga no es simplemente presionar el botón de la máquina de moldeo por inyección. Esta es una de nuestras tecnologías centrales, que realmente ayuda a los clientes a resolver problemas clave y mejora la competitividad del producto.Por qué hacerI mencionar este? Porque tratamos conProblemas químicos y físicos de este proceso todos los días:
¿Cuáles son los problemas materiales?No solo nos enfrentamos a la máquina de moldeo por inyección, sino también los problemas químicos de si los materiales pueden cooperar entre sí.
Por ejemplo: hemos desarrollado sellos de precisión para la sobremesa de silicona para los clientes de dispositivos médicos, y también hemos ayudado a los clientes de consumo electrónica a realizar las articulaciones reforzadas paracable.Estos éxitos se basan en nuestra experiencia probada.Por ejemplo, sabemos qué TPE específico (un material blando) puede formar un enlace químico realmente fuerte con plástico ABS.
¿Cómo garantizar que la parte de base dura moldeada en el primer moldeo por inyección no se deforma o se derrita bajo temperatura y presión alta durante el segundo moldeo por inyección? Esta es una prueba de las habilidades reales del diseño de moho. Hemos acumulado muchas habilidades prácticas y sabemos cómo diseñar estructuras de moho para evitar estos riesgos.
"Como a menudo dicen los expertos senior en nuestro equipo: el núcleo de la sobremolding es el arte y la ciencia de hacer que dos materiales se conviertan realmente en uno".
Esta guía comparte la experiencia práctica acumulada al resolver este problema central día a día, no la teoría en el papel. Lo que ves son las ideas que hemos obtenido de nuestra experiencia en proyectos reales.
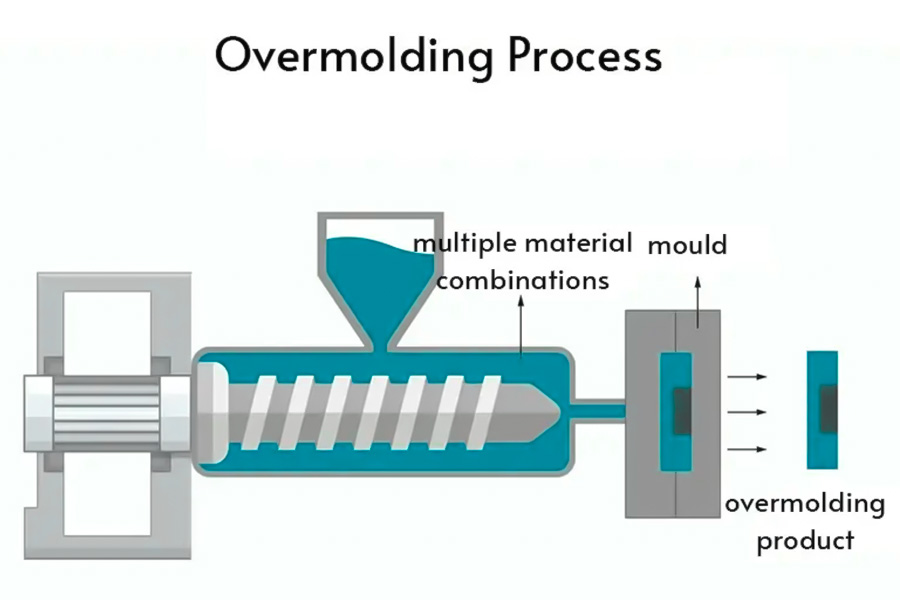
¿Cómo se hace la superación? -Explicación paso a paso
En términos simples, este proceso es como poner una capa suave personalizada en unpiezas de plástico duropara que se sienta mejor o funcione mejor. Tome la fabricación de un mango de destornillador con una agarre de goma suave como ejemplo.Todo el proceso se puede dividir en dos pasos:
Paso 1: Haga el esqueleto duro en el interior (sustrato)
- Prepare el molde: primero prepararemos un conjunto de moldes de acero muy precisos. Cuando se junta este conjunto de moldes, la forma de la cavidad en el medio es la forma del núcleo de plástico duro en el mango final.
- Primero moldeo por inyección: vierta las partículas de plástico duro (como el PP o ABS comúnmente utilizado) en la máquina de moldeo por inyección y caliéntela para derretirla en un estado líquido viscoso. Luego use alta presión para "batir" el plástico duro fundido en la cavidad del moho solo preparado para llenarlo.
- Enfriamiento y extracción: apague la máquina de moldeo por inyección y deje que el plástico duro en el molde se enfríe y se endurezca. Cuando abre el molde, podemos extraer el núcleo de plástico duro sólido y sólido terminado. Este es el componente central con el que nos envolveremosgoma suavemás tarde.
Paso 2: Realizar Overmolding
- Transfiera la parte base: coloque el sustrato de plástico duro que se acaba de convertir en el segundo conjunto de moldes con un robot o manualmente. Este nuevo molde es un poco más grande que el primero porque la forma de la cavidad dentro es la forma completa del producto final. El sustrato se coloca en el molde y se atasca exactamente donde debería estar, dejando que el espacio a su alrededor se llene de pegamento suave.
- Segunda moldura de inyección: Esta vez, calentamos y derretimos las partículas de goma suave (TPE o TPU). Nuevamente, inyectar pegamento suave fundido de alta presión en el segundo molde. Aquí viene el punto clave: el pegamento suave no llena el molde completo, pero se inyecta con precisión en el espacio reservado alrededor del sustrato de plástico duro para envolverlo.
- Entrado y enfriamiento: en el molde, a alta temperatura y presión, el pegamento suave derretido reaccionará con la superficie del sustrato de plástico duro. Puede ser una ligera reacción química que se une, o el pegamento suave fluye hacia las pequeñas protuberancias en la superficie de plástico duro, formando una mordida. Luego, apague la moldura de inyección y espere a que el pegamento suave se enfríe, se solidifique y se endurezca mientras envuelve el núcleo duro.
- Producto final: ¡Finalmente, abra el segundo molde y podemos obtener un mango de destornillador completo! Tiene un núcleo de plástico duro sólido y está perfectamente cubierto con un agarre suave de goma sin deslizamiento. Los dos materiales se han combinado firmemente en un todo. Este es un típicosobrecarga de plásticoproducto.
"El sobremoldeo es esencialmente un proceso de dos pasos: primero haga un sustrato duro y luego cubra con precisión la capa de goma suave en un segundo molde. La clave se encuentra en el emparejamiento de materiales y el posicionamiento preciso del sustrato. Si su producto requiere la integración de diferentes materiales, lo integraré inmediatamente los recursos de JS para que le entreguen partes sobrevaloradas con una calidad estable, desde la selección de materiales, la coordinación de la producción estricto hasta el control de producción estricto". "
Comparación de claves: sobremoldeamiento versus moldura de inserción
A menudo necesitamos explicar estos dos procesos clave de moldeo por inyección para clientes y equipos internos.Moldeo de inserciónY el sobremoldeo tiene básicamente el mismo nombre y es muy fácil de confundir. La diferencia central entre ellos es de qué es el objeto y de dónde proviene el objeto.Permítanme analizar los puntos clave y las diferencias entre los dos:
(1) Overmolding - Plástico sobre plástico
Objeto para envolver (sustrato): otra parte de plástico. Esta parte generalmente se realiza de antemano en la máquina de moldeo por inyección.
CORE DE PROCESO:
- Paso 1 (hacer sustrato): en la máquina de moldeo por inyección A, haga las piezas de plástico duro interno.
- Paso 2: Coloque el sustrato de plástico duro que recién formado en el paso anterior (generalmente aún mantiene una cierta temperatura residual) con precisión en el segundo conjunto de moldes. Luego, inyecte el segundo plástico fundido (generalmente pegamento suave como TPE) alrededor del sustrato o en un área específica. Esta nueva capa de plástico está firmemente unida al sustrato después del enfriamiento. El segundo paso es lo que llamamos sobrecarga de plástico.
¿Para qué? En gran parte para mejorar la función o la sensación. Por ejemplo:
- Coloque una capa de agarre de pegamento suave en la manija del cepillo de dientes de plástico, que es cómodo de sostener y no se deslizará.
- En la caja de herramientas de alimentación de ABS dura, un TPE suave se moldea en la porción agarrada, que no es deslizamiento y absorbe el choque.
Características del proceso: realizadas en fases, basadas en la coincidencia correcta de moldes (especialmente el segundo par de moldes de alineación en el sustrato), en un intento por lograr una buena unión de los dos plásticos.
(2) Insertar molduras de inyección: encapsulación plástica de no plástico
Objeto envuelto (inserto): componente no plástico prefabricado. Las inserciones no se producen juntas en elmoldura de inyecciónmáquina pero se agregan después de que se hayan fabricado en otro lugar.
Material típico: metal (tornillos, tuercas, alfileres de conectores, disipadores de calor), placas de circuito (PCB), componentes de cerámica, etc.
¿Cómo se hace? El procedimiento es sorprendentemente efectivo:
- Paso 1: Coloque las insertas de metal u otros materiales en el molde en posiciones predeterminadas por trabajadores o dispositivos automáticos de antemano.
- Paso 2: cierre el molde y alimente elfusión de plásticoen él una vez. El fundido fluye en el molde, envuelve y sostiene el inserto de cerca y se convierte en una parte integral después del enfriamiento.
Propósito central:
- Se utiliza principalmente para sujetar a los componentes de material mixto de forma segura, permitir que el ensamblaje posterior sea más fácil o introducir una funcionalidad especial en las piezas de plástico. Por ejemplo:
- La perilla de plástico de la manija de la puerta está fundida con una tuerca de latón, para que el tornillo se pueda atornillar directamente, lo cual es muy fuerte.
- La PCB de producto electrónico está bien envuelta y encapsulada por una cubierta de plástico (también encapsulación), que protege el circuito, los aislados y proporciona resistencia estructural.Un moldeReduce el costo de ensamblaje.
Proceso de moldeo por inyección de sobrecarga e inserto: distribución de campo de aplicación típica global
| Campos de aplicación | Sobrecarga | Moldeo de inserción |
| Electrónica de consumo | ≈40% | ≈30% |
| Electrónica automotriz/vehículo completo | ≈15% | ≈35% |
| Herramientas y hardware | ≈25% | ≈10% |
| Productos de cuidado personal | ≈20% | <5% |
| Equipo/dispositivos médicos | ≈10% | ≈10% |
| Equipo industrial/maquinaria | <5% | ≈20% |
| Otros campos | <5% | <5% |
Fuente de datos:
- Grand View Research - Informe de análisis del mercado de moldeo por inyección global (2023).
- STATISTA - Datos y perspectivas de mercado para tecnologías de moldeo avanzado (2023 proyecciones sintetizadas).
Puntos clave de diferencia entre los dos:
- El sobrecargador siempre tiene dos plásticos involucrados (sustrato + recubrimiento), y el proceso se separa en dos pasos (primero haga el sustrato, segundo haga el recubrimiento).
- Insertar molduras de inyección resuelve el problema de la relación entre insertos no plástico y de plástico. El proceso es un proceso de una etapa. El secreto es colocar cuidadosamente los insertos no plásticos prefabricados en el molde de antemano, y luego atarlos y cubrirlos con plástico a la vez.
"En JS, elegimos el mejor proceso basado en el diseño del producto necesario: si es necesario tener ciertas funciones o capas de tactilidad aplicadas a piezas de plástico, use el sobre pañuelo. Cuando las piezas no plásticas, como las piezas metálicas y los circuitos, deben estar profundamente integradas en los extremos de las piezas de plástico, se usa el moldeo por inyección de inserción. Comprender esta diferencia básica donde comienza la decisión correcta".

Aplicaciones y casos centrados: posibilidades de sobremoldiar
El moldeo por inyección de sobrecarga es un proceso que simplemente combina materiales con diferentes propiedades (comoplástico duroy caucho suave) en uno o más procesos de moldeo por inyección. Puede traer excelentes mejoras a los productos. Aquí hay algunos ejemplos para ilustrar sus capacidades:
"La verdadera sabiduría de diseño es hacer de los materiales y procesos una solución silenciosa. El sobremoldeo es la herramienta perfecta para lograr este objetivo. -Paul N. Manual de moldeo por inyección de Gardiner"
Caso 1: Mejora de la sensación de manos y control - Primero de recubrimiento de goma
Productos comunes: los mangos de simulacros eléctricos, sartenes y cepillos de dientes con los que está familiarizado.
Valor central:
¡La clave es la sensación de la mano! Una capa de caucho suave se envuelve alrededor del plástico duro, que es cómodo de sostener y no deslizamiento. Los beneficios son tan reales: al hacer las cosas, sus manos no se cansan fácilmente y no es fácil deslizarse y caerse de sus manos. También puede reducir en gran medida la vibración de la máquina (para que sus manos no estén adormecidas), y el uso general es seguro y ahorra mano de obra.

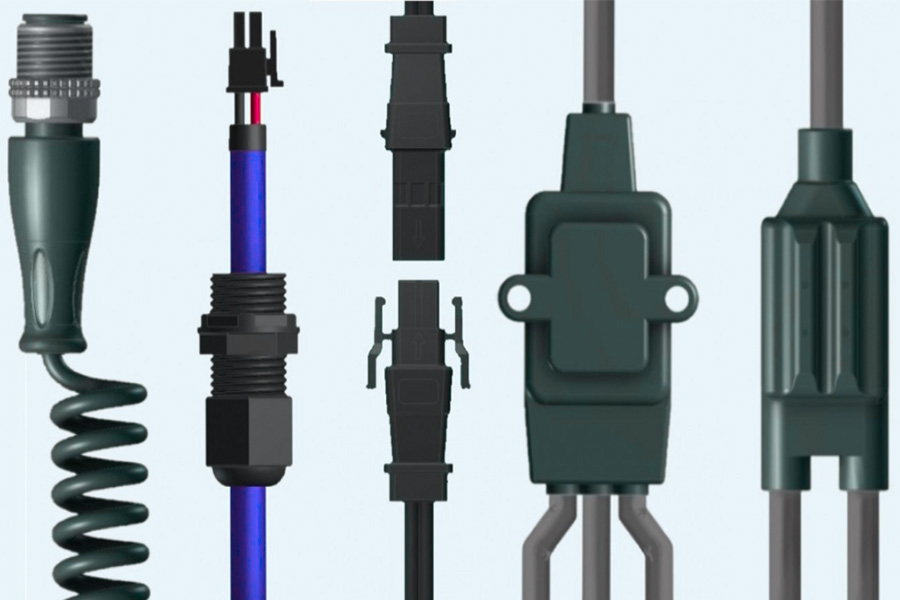
Caso 2: impermeable y a prueba de polvo: proteger los circuitos y los dispositivos electrónicos
Productos comunes: la pequeña parte de la interfaz del cabezal de carga del teléfono móvil, el equipo de monitoreo ambiental que cuelga al aire libre y el instrumento de inspección portátil en manos de los médicos.
Valor central:
- La esencia de este truco es la palabra "sellado". Envuelva una capa de plástico o goma directamente en el exterior de las piezas electrónicas frágiles o la junta de toda la carcasa. Esto es como usar un impermeable sin costuras para el dispositivo, bloqueando efectivamente la invasión del vapor de agua y el polvo.
- Al mismo tiempo, esta capa de envoltura también puede amortiguar el impacto causado por los golpes y extender en gran medida la vida y la confiabilidad de los productos electrónicos. Equipo al aire libre yequipo médicoEspecialmente necesito este tipo de protección.
Caso 3: La apariencia es resistencia: moldeo por inyección de sobrecarga multicolor
Productos comunes: las teclas de función de dos colores en el teclado, la delicada tapa de la caja de polvo o el tubo de lápiz labial y el logotipo de la marca conspicuo en el producto.
Valor central:
- A través de un control preciso, los plásticos de diferentes colores e incluso diferentes materiales se pueden combinar fácilmente en un proceso de moldeo único, con líneas claras y ordenadas, y no se caerán o se desvanecerán tan fácilmente como pegarlos más adelante.
- Los patrones y los logotipos hechos siempre permanecerán claros y brillantes, y el aspecto general es más exclusivo. Esta ventaja es de gran ayuda para dar forma a la imagen de la marca, mejorar la textura del producto o hacer que los componentes clave sean más llamativos, para que las personas puedan reconocer sus productos de un vistazo al estante.
El sobremolding no es solo un paso de fabricación, en realidad resuelve tres problemas clave del producto: mejorar la comodidad y la seguridad del agarre, asegurar la protección resistente decomponentes electrónicosy mejorar la apariencia del producto y el reconocimiento de la marca. Este proceso hace que el producto sea fácil de usar y guapo.
Preguntas frecuentes-Vuelva a ver todas sus preguntas sobre el moldeo de inyección secundaria
PREGUNTA 1: ¿Cuál es la clave para el diseño de sobremoldeo?
- Selección de material: la primera capa de material (sustrato) y la segunda capa de material (recubrimiento) deben poder mantenerse realmente, que es la unión química. Por ejemplo, el plástico de PC y el caucho TPU que usamos a menudo son una buena coincidencia.
- Conexión física: si el material en sí no tiene suficiente adhesión. Diseñamos algunos surcos, pequeños agujeros o púas en la superficie del sustrato. De esta manera, la segunda capa de material puede atarse a la primera capa cuando se inyecta, formando una conexión física confiable.
- Espesor uniforme: el grosor de la pared de las dos capas de material debe mantenerse uniforme tanto como sea posible. Lo más temido es que la diferencia de grosor es grande, y la contracción de enfriamiento desigual causará deformación, abolladuras o flexiones.
- Contáctenos: ¡lo más confiable es enviarnos sus ideas durante la etapa de diseño para chatear! Tenemos una "Guía de diseño de inyección secundaria PDF" detallada para compartir, y también podemos dar sugerencias directas y prácticas para su diseño específico para ayudarlo a evitar problemas.
Pregunta 2: ¿Cuál es el proceso de sobremoldeo de goma?
- Esencia del proceso: el moldeo de inyección secundaria de goma o el sobreprozgo de caucho, que a menudo se menciona en la industria, es el núcleo de recubrimiento de materiales blandos como los elastómeros termoplásticos (TPE/TPV) o caucho de silicona líquida (LSR) en un sustrato duro por moldeo por inyección. Su flujo de proceso básico es el mismo que el moldeo de inyección secundaria general mencionado anteriormente.
- La selección del material es la clave: si TPE/TPV o LSR se usa como la capa de goma blanda, el factor de éxito más importante es que el material blando debe ser compatible con el sustrato duro subyacente.
- Atención especial a LSR: si se usa caucho líquido de silicona (LSR) para el recubrimiento, es importante tener en cuenta que su proceso de moldeo tiene sus propias características: se inyecta en el molde en un estado líquido y luego vulcanizado (curado) en el elastómero final mediante la calentamiento. Generalmente funciona bien en aplicaciones de caucho suave con un moldeo de altura delgada de altura delgada de alta precisión.
Pregunta 3: ¿Se puede realizar el sobremoldeo de plástico en el metal?
Absolutamente factible! A menudo hacemos sobrecarga de plástico en piezas metálicas. Este es definitivamente un proceso maduro y confiable.
El método del núcleo es similar al moldeo por inyección de inserción. En la operación real, pondremos las piezas metálicas preprocesadas como "insertos" en un molde especial, y luego inyectarán plástico directamente fuera de él. La mayor ventaja de hacer esto es que puede combinar perfectamente la fuerza y la rigidez del metal con el peso ligero y el aislamiento del plástico.
Resumen
¡El sobrecargador es mucho más que solo envolver una concha alrededor del exterior de la pieza! Lo que realmente lo hace poderoso es que combina materiales duros y suaves para crear una combinación de rendimiento que no pueda ser lograda por un solo material. Las empuñaduras de herramientas que se sienten geniales, interfaces electrónicas que son impermeables y a prueba de polvo, y las piezas médicas que son cómodas y fáciles de limpiar son todas las ventajas que este proceso trae.
¿Por qué elegir el equipo JS para ayudarlo con su proyecto de sobremoldeo?
- Intervención en la etapa de diseño: evalúe su diseño lo antes posible para optimizar la estructura, la selección de materiales y el área de unión.
- Apoyo de la ciencia de materiales: use nuestroexperiencia de procesamientoDe más de 100 materiales, te ayuda a elegir la mejor combinación de material.
- Moldes y procesos de precisión: con moldes de alta precisión y control estricto, asegúrese de que cada moldeo por inyección esté perfectamente combinado.
- Expertos de inserción complejos: ya sea piezas de metal, componentes electrónicos u otros insertos, posicionamiento preciso y recubrimiento confiable.
Actúe ahora para acelerar la implementación de sus ideas:
Si está concibiendo o diseñando un producto que necesita combinar las ventajas de múltiples materiales, ¡contáctenos ahora!
Incluso si es una idea preliminar, nos complace discutir las posibilidades con usted. Hable directamente con nuestros ingenieros senior. Permítanos comprender en profundidad los objetivos de su producto. Proporcionaremos evaluaciones de viabilidad profesional ysoluciones preliminaresbasado en tus necesidades.

Descargo de responsabilidad
Los contenidos de esta página son solo para fines informativos.Serie JSNo hay representaciones ni garantías, expresas o implícitas, en cuanto a la precisión, integridad o validez de la información. No se debe inferir que un proveedor o fabricante de terceros proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red Longsheng. Es responsabilidad del compradorRequerir una cita de piezasIdentificar requisitos específicos para estas secciones.Póngase en contacto con nosotros para más información.
Equipo JS
JS es una empresa líder de la industriaCentrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5,000 clientes, y nos centramos en la alta precisión.Mecanizado CNC,Fabricación de chapa,Impresión 3D,Moldura de inyección,Estampado de metal,y otros servicios de fabricación individual.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificado ISO 9001: 2015. Proporcionamos soluciones de fabricación rápidas, eficientes y de alta calidad a los clientes en más de 150 países de todo el mundo. Ya sea que se trate de una producción de pequeño volumen o una personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida dentro de las 24 horas. elegirTecnología jsEsto significa eficiencia de selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web:www.cncprotolabs.com
Recurso

