

Quando vejo produtos plásticos, me pergunto de como vem a cola macia no corpo de plástico duro? Isso não está simplesmente colado, mas por trás disso é um processo delicado,sobremolamento.Este é um método especial de moldagem por injeção que costumamos usar, que pode realmente derreter materiais diferentes em parte integrante.
Como fazer isso especificamente? Primeiro, usamos plástico rígido para tornar o esqueleto do núcleo (substrato) do produto e, em seguida, na área específica predefinida, através do processo de sobremolência, embrulhe uma fina camada de material macio elástico, quando necessário. As duas camadas de material são fortemente combinadas sob alta temperatura e alta pressão e finalmente se fundem em uma parte.
No design do produto da JS, o valor da aplicação da tecnologia excessiva excede significativamente a simples otimização de toque e a melhoria da aparência. Melhora o desempenho do produto:
- Adicionar uma camada de cola macia às ferramentas e alças elétricas é não deslizamento e economia de trabalho, e não é fácil se cansar depois de usá-lo por um longo tempo.
- Em alguns lugares onde é necessária vedação, essa camada de embalagem pode substituir diretamente oborracha tradicionalJunta, com uma estrutura mais simples e um efeito de vedação mais confiável.
- A força geral é mais forte e duradoura, e o desempenho à prova d'água e a resistência à queda também são atualizados.
Como a sobremolência pode melhorar as funções, otimizar a aparência e a aparência de atualização ao mesmo tempo, mais e mais produtos bons, como nossas necessidades diárias comuns, equipamentos médicos de precisão e dispositivos eletrônicos portáteis que todos não podem prescindir, estão começando a usá -lo. Da próxima vez que você receber um produto que se sente particularmente confortável de segurar, talvez ele contenha a ingenuidade de nossoEngenheiros JSUsando sobremoldamento!
Resumo da resposta central:
| Aspecto | Descrever | Em relação aos seus valores/características do núcleo |
| Definição central | O processo de fabricação de injetar uma camada diferente de material (geralmente cola macia) em um substrato existente (plástico ou metal duro). | Melhore a aderência do produto, a vedação, a estética e o reconhecimento da marca. |
| Processos -chave | Método de duas etapas: primeiro, fabrique o substrato. Em seguida, coloque o substrato no segundo conjunto de moldes para moldagem e encapsulamento de injeção secundária. | Perceba a combinação perfeita de plástico rígido e borracha macia/plástico. |
| PRINCIPAIS APLICAÇÕES | Eletrônica de consumo, dispositivos médicos, ferramentas manuais, peças internas automotivas, etc. | Qualquer produto que exija melhoridade de interação humana-máquina e vedação funcional. |
| Diferença central |
Moldagem de injeção secundária: geralmente o filme plástico (um tipo de plástico cobre outro tipo de plástico, com o substrato sendo uma parte moldada por injeção). Inserir moldagem por injeção: peças de metal embrulhadas plásticas (com inserções de metal pré -fabricadas como material base). |
As duas tecnologias são semelhantes, mas o foco nos tipos de substrato e nos cenários de aplicação é diferente. |
Neste artigo, você aprenderá:
- Nos capítulos seguintes, analisarei sistematicamente o que está sobremolando.
- O fluxo de trabalho de moldagem por injeção é explicado em detalhes passo a passo, mostrando como os materiais podem ser firmemente combinados.
- E exploraremos as diferenças de características e cenários de aplicação entre o excesso de plástico e a sobrecarga de silicone, para tomar decisões de design sábias para seus produtos.
Dominando esses conteúdos, você saberá como usar o Overmolding para otimizar o design do seu produto e tomar decisões que atendam às suas necessidades!
Por que vale a pena confiar neste guia? Porque vem da linha de frente prática do JS
Na JS, o processo plástico sobremolando não está simplesmente pressionando o botão da máquina de moldagem por injeção. Essa é uma das nossas principais tecnologias, que realmente ajuda os clientes a resolver problemas importantes e melhora a competitividade do produto.Por que fazerEU menção esse? Porque lidamos comProblemas químicos e físicos desse processo todos os dias:
Quais são os problemas materiais?Não estamos apenas enfrentando a máquina de moldagem por injeção, mas também as questões químicas para que os materiais possam cooperar entre si.
Por exemplo: desenvolvemos selos de precisão para sobremolagem de silicone para clientes de dispositivos médicos e também ajudamos os clientes de eletrônicos de consumo a realizar juntas reforçadas paraOvermolding de cabo.Esses sucessos são baseados em nossa experiência comprovada.Por exemplo, sabemos qual TPE específico (um material macio) pode formar uma ligação química realmente forte com plástico ABS.
Como garantir que a parte da base dura moldada na primeira moldagem por injeção não se deforme ou derreta sob alta temperatura e pressão durante a segunda moldagem por injeção? Este é um teste das habilidades reais do design do molde. Acumulamos muitas habilidades práticas e sabemos como projetar estruturas de moldes para evitar esses riscos.
"Como os especialistas seniores em nossa equipe costumam dizer: o núcleo da sobremolagem é a arte e a ciência de fazer dois materiais realmente se tornarem um".
Este guia compartilha a experiência prática acumulada da resolução desse problema principal dia a dia, não a teoria no papel. O que você vê são as idéias que ganhamos com a nossa experiência em projetos reais.
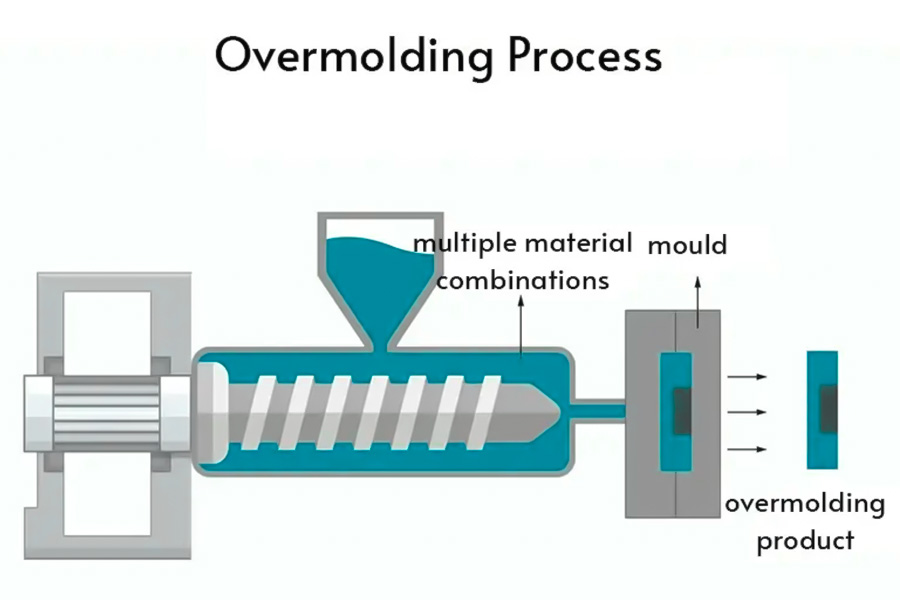
Como a sobremolagem é feita? -Explicação passo a passo
Em termos simples, esse processo é como colocar um casaco macio personalizado em umpeças de plástico rígidoPara fazer com que se sinta melhor ou funcione melhor. Pegue a fabricação de uma alça de chave de fenda com uma aderência macia de borracha como exemplo.Todo o processo pode realmente ser dividido em duas etapas:
Etapa 1: Faça o esqueleto duro dentro (substrato)
- Prepare o molde: primeiro prepararemos um conjunto de moldes de aço muito precisos. Quando esse conjunto de moldes é montado, a forma da cavidade no meio é a forma do núcleo de plástico rígido na alça final.
- Primeira moldagem por injeção: despeje as partículas de plástico rígido (como o PP ou ABS comumente usado) na máquina de moldagem por injeção e aqueça -a para derreter em um estado líquido viscoso. Em seguida, use alta pressão para "bater" o plástico duro derretido na cavidade do molde, apenas preparado para preenchê -lo.
- Resfriamento e extração: desligue a máquina de moldagem por injeção e deixe o plástico duro no molde esfriar e endurecer. Quando você abre o molde, podemos extrair o núcleo de plástico duro e sólido acabado. Este é o componente principal com o qual iremos embrulharborracha maciamais tarde.
Etapa 2: execute sobremoldamento
- Transfira a parte da base: Coloque o substrato plástico rígido feito no segundo conjunto de moldes com um robô ou manualmente. Este novo molde é um pouco maior que o primeiro, porque a forma da cavidade dentro dele é a forma completa do produto final. O substrato é colocado no molde e preso exatamente onde deveria estar, deixando o espaço ao redor para ser preenchido com cola macia.
- Segunda moldagem por injeção: Desta vez, aquecemos e derretemos as partículas de borracha macia (TPE ou TPU). Novamente, injetando cola macia fundida de alta pressão no segundo molde. Aí vem o ponto -chave: a cola macia não preenche todo o molde, mas é com precisão injetada no espaço reservado ao redor do substrato de plástico rígido para envolvê -lo.
- Ligação e resfriamento: no molde, sob alta temperatura e pressão, a cola macia derretida reagirá com a superfície do substrato plástico rígido. Pode ser uma ligeira reação química que gruda ou a cola macia flui nos pequenos inchaços na superfície de plástico rígido, formando uma mordida. Em seguida, desligue a moldura da injeção e aguarde a cola macia esfriar, solidificar e endurecer enquanto envolve o núcleo duro.
- Produto final: Finalmente, abra o segundo molde e podemos obter uma alça de chave de fenda completa! Possui um núcleo de plástico duro sólido e é perfeitamente coberto com uma aderência macia e não deslizante. Os dois materiais foram firmemente combinados em um todo. Este é um típicosobremolagem de plásticoproduto.
"O sobremolamento é essencialmente um processo de duas etapas: primeiro faça um substrato rígido e, em seguida, cobre com precisão a camada de borracha macia em um segundo molde. A chave está no emparelhamento de materiais e no posicionamento preciso do substrato. Se o seu produto requer a integração de diferentes materiais, monte-me imediatamente que o JS Recursos para fornecer peças superestritas com a qualidade estável, a partir de um material de seleção.
Comparação de chave: Overmolding vs. Inserir moldagem
Geralmente, precisamos explicar esses dois processos de moldagem por injeção de chave para clientes e equipes internas.Insira a moldagemE a sobremolência tem basicamente o mesmo nome e é muito fácil de confundir. A diferença central entre eles é o que é o objeto e de onde vem o objeto.Deixe -me analisar os principais pontos e diferenças entre os dois:
(1) Overmolding - plástico sobre plástico
Objeto a ser embrulhado (substrato): outra parte plástica. Esta parte geralmente é feita com antecedência na máquina de moldagem por injeção.
Núcleo do processo:
- Etapa 1 (fabricando substrato): Na máquina de moldagem por injeção A, faça as peças de plástico rígido interno.
- Etapa 2: Coloque o substrato plástico rígido formado na etapa anterior (geralmente ainda mantendo uma certa temperatura residual) com precisão no segundo conjunto de moldes. Em seguida, injete o segundo plástico fundido (geralmente cola macia como TPE) ao redor do substrato ou em uma área específica. Essa nova camada de plástico está firmemente ligada ao substrato após o resfriamento. O segundo passo é o que chamamos de sobremoldagem de plástico.
O que? Em grande parte para melhorar a função ou a sensação. Por exemplo:
- Coloque uma camada de aperto de cola macia na alça de escova de dentes de plástico, que é confortável de segurar e não deslizará.
- Na caixa de ferramentas elétricas de ABS dura, um TPE macio é moldado na porção segurada, que não é deslizamento e absorvendo choque.
Recursos do processo: realizado em fases, com base na correspondência correta de moldes (especialmente no segundo par de moldes no substrato), em uma tentativa de obter uma boa ligação dos dois plásticos.
(2) Inserir moldagem por injeção - encapsulamento plástico de não plástico
Objeto embrulhado (inserção): componente não-plástico pré-fabricado. As inserções não são produzidas juntas nomoldagem por injeçãoMáquina, mas são adicionados depois de terem sido fabricados em outros lugares.
Material típico: metal (parafusos, porcas, pinos de conectores, dissipadores de calor), placas de circuito (PCBs), componentes de cerâmica, etc.
Como é feito? O procedimento é surpreendentemente eficaz:
- Etapa 1: Coloque inserções de metal ou outros materiais no molde em posições predeterminadas por trabalhadores ou dispositivos automáticos com antecedência.
- Etapa 2: feche o molde e alimente oderretimento de plásticouma vez. O derretimento flui no molde, envolve e mantém a inserção de perto e se torna parte integrante após o resfriamento.
Objetivo central:
- É utilizado principalmente para prender os componentes de material misto com segurança, permitir que a montagem subsequente seja mais fácil ou introduza a funcionalidade especial em peças de plástico. Por exemplo:
- O botão de plástico da maçaneta da porta é fundido com uma porca de latão, para que o parafuso possa ser parafusado diretamente, o que é muito forte.
- O produto eletrônico PCB é bem embrulhado e encapsulado por uma tampa de plástico (também encapsulamento), que protege o circuito, isola e fornece força estrutural.Um moldereduz o custo da montagem.
Processo de moldagem por injeção de sobremolamento e inserção: distribuição de campo de aplicação típica global
| Campos de aplicação | Sobremolamento | Insira a moldagem |
| Eletrônica de consumo | ~ 40% | ~ 30% |
| Eletrônica automotiva/veículo inteiro | ≈15% | ~ 35% |
| Ferramentas e hardware | ~ 25% | ≈10% |
| Produtos de cuidados pessoais | ≈20% | <5% |
| Equipamentos/dispositivos médicos | ≈10% | ≈10% |
| Equipamento/máquinas industriais | <5% | ≈20% |
| Outros campos | <5% | <5% |
Fonte de dados:
- Grand View Research - Relatório de análise de mercado global de moldagem por injeção (2023).
- Statista - Dados de mercado e perspectivas para tecnologias avançadas de moldagem (projeções sintetizadas de 2023).
Pontos -chave de diferença entre os dois:
- Overmolding sempre tem dois plásticos envolvidos (substrato + revestimento) e o processo é separado em duas etapas (primeiro faça o substrato, em segundo lugar, faça o revestimento).
- Inserir a moldagem por injeção resolve o problema da relação entre inserções não plásticas e plásticas. O processo é um processo de um estágio. O segredo é posicionar cuidadosamente as inserções não plásticas pré-fabricadas no molde com antecedência e depois ligá-las e cobri-las com plástico de uma só vez.
"No JS, escolhemos o melhor processo com base no design do produto necessário: se tiver certas funções ou camadas de tatilidade aplicadas a peças plásticas, use a sobremolência. Quando peças não plásticas, como peças de metal e circuitos, devem ser profundamente integradas nas extremidades das peças plásticas, é usado moldagem por injeção.

Aplicações e casos -infinitos: possibilidades de sobremolagem
A moldagem por injeção excessiva é um processo que simplesmente combina materiais com diferentes propriedades (comoplástico duroe borracha macia) em um ou mais processos de moldagem por injeção. Pode trazer grandes melhorias aos produtos. Aqui estão alguns exemplos para ilustrar seus recursos:
"A verdadeira sabedoria do design é fazer de materiais e processos uma solução silenciosa. Overmolding é a ferramenta perfeita para atingir esse objetivo. -Paul N. Gardiner Injeção Manual"
Caso 1: Melhorando a sensação e o controle da mão - revestimento de borracha primeiro
Produtos comuns: as alças de exercícios elétricos, frigideiras e escovas de dentes com as quais você conhece.
Valor central:
A chave é a sensação da mão! Uma camada de borracha macia é enrolada em torno do plástico rígido, que é confortável de segurar e não deslizar. Os benefícios são tão reais: ao fazer as coisas, suas mãos não estão facilmente cansadas e não é fácil escorregar e cair de suas mãos. Também pode reduzir bastante a vibração da máquina (para que suas mãos não fiquem entorpecidas), e o uso geral é seguro e economizando trabalho.

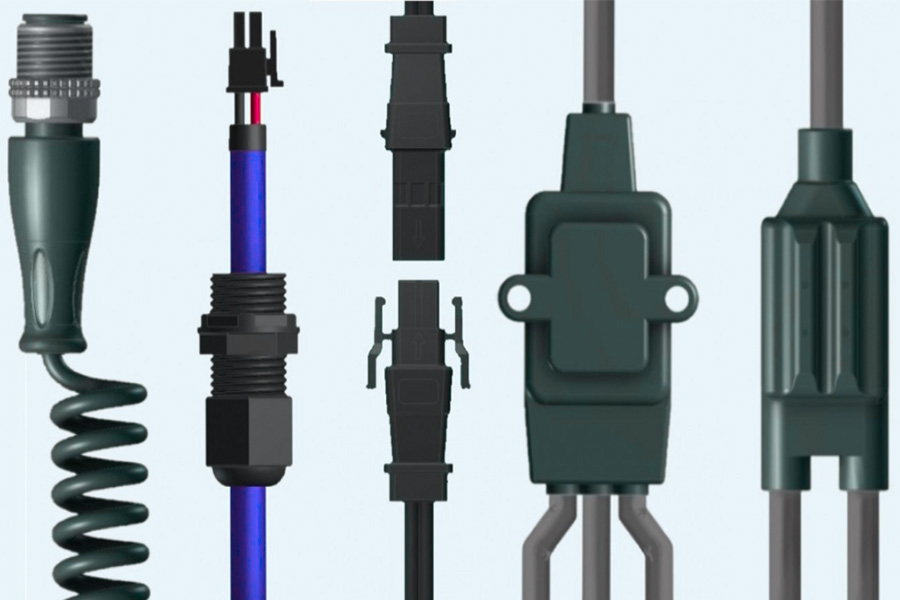
Caso 2: impermeável e à prova de poeira - Proteção de circuitos e dispositivos eletrônicos
Produtos comuns: a pequena parte da interface da cabeça de carregamento do telefone celular, o equipamento de monitoramento ambiental pendurado ao ar livre e o instrumento de inspeção portátil nas mãos dos médicos.
Valor central:
- A essência desse truque é a palavra "vedação". Enrole uma camada de plástico ou borracha diretamente na parte externa das peças eletrônicas frágeis ou na junta de toda a concha. É como usar uma capa de chuva sem costura para o dispositivo, bloqueando efetivamente a invasão de vapor de água e poeira.
- Ao mesmo tempo, essa camada de embalagem também pode amortecer o impacto causado por solavancos e prolongar bastante a vida e a confiabilidade dos produtos eletrônicos. Equipamento ao ar livre eEquipamento médicoEspecialmente precisa desse tipo de proteção.
Caso 3: Aparência é força - moldagem por injeção de sobremolagem multicolorida
Produtos comuns: as teclas de função de duas cores no teclado, a delicada tampa da caixa de pó ou tubo de batom e o logotipo da marca conspícua no produto.
Valor central:
- Através do controle preciso, plásticos de cores diferentes e até diferentes materiais podem ser facilmente combinados em um processo de moldagem único, com linhas claras e arrumadas, e não cairão ou desaparecem tão facilmente como colocá-las mais tarde.
- Os padrões e os logotipos fabricados sempre permanecerão claros e brilhantes, e a aparência geral é mais sofisticada. Essa vantagem é de grande ajuda para moldar a imagem da marca, melhorar a textura do produto ou tornar os principais componentes mais atraentes, para que as pessoas possam reconhecer seus produtos rapidamente na prateleira.
Overmolding não é apenas uma etapa de fabricação, na verdade resolve três problemas principais do produto: melhorando o conforto e a segurança da aderência, garantindo a proteção robusta decomponentes eletrônicose melhorar a aparência do produto e o reconhecimento da marca. Esse processo torna o produto fácil de usar e bonito.
Perguntas frequentes-Responda a todas as suas perguntas sobre moldagem de injeção secundária
Pergunta 1: Qual é a chave para o design excessivo?
- Seleção de material: A primeira camada de material (substrato) e a segunda camada de material (revestimento) devem ser capazes de se unir, que é a ligação química. Por exemplo, a borracha de plástico para PC e TPU que costumamos usar são uma boa combinação.
- Conexão física: se o próprio material não tiver adesão suficiente. Projetamos algumas ranhuras, pequenos orifícios ou farpas na superfície do substrato. Dessa forma, a segunda camada de material pode ser presa na primeira camada quando injetada, formando uma conexão física confiável.
- Espessura uniforme: a espessura da parede das duas camadas de material deve ser mantida uniforme o máximo possível. O mais temido é que a diferença de espessura é grande e o encolhimento desigual de resfriamento causará deformação, amolgadelas ou flexão.
- Entre em contato conosco: o mais confiável é nos enviar suas idéias durante a fase de design para conversar! Temos um "Guia de Design de Injeção Secundária detalhado" PDF "para compartilhar e também podemos dar sugestões diretas e práticas para o seu design específico para ajudá -lo a evitar problemas.
Pergunta 2: O que é o processo de sobremolência de borracha?
- Essência do processo: moldagem por injeção secundária de borracha ou sobremolência de borracha, que é frequentemente referida na indústria, é o núcleo de revestimento de materiais macios, como elastômeros termoplásticos (TPE/TPV) ou borracha de silicone líquido (LSR) em um substrato rígido por moldagem por injeção. Seu fluxo básico de processo é o mesmo que a moldagem geral de injeção secundária mencionada acima.
- A seleção de material é a chave: se TPE/TPV ou LSR é usado como a camada de borracha macia, o fator de sucesso mais importante é que o material macio deve ser compatível com o substrato rígido subjacente.
- Atenção especial ao LSR: Se a borracha de silicone líquido (LSR) for usada para revestimento, é importante observar que seu processo de moldagem tem suas próprias características: ela é injetada no molde em um estado líquido e depois vulcanizado (curado) no elástomo final por aquecimento.
Pergunta 3: O sobremolamento de plástico pode ser realizado no metal?
Absolutamente viável! Frequentemente, fazemos sobressalto de plástico em peças de metal. Este é definitivamente um processo maduro e confiável.
O método do núcleo é semelhante à moldagem por injeção de inserção. Na operação real, colocaremos as peças de metal pré-processadas como "inserções" em um molde especial e depois injetarão diretamente o plástico fora dela. A maior vantagem de fazer isso é que ele pode combinar perfeitamente a força e a rigidez do metal com o leve e o isolamento de plástico.
Resumo
O Overmolding é muito mais do que apenas envolver uma concha ao lado de fora da parte! O que realmente o torna poderoso é que ele combina materiais difíceis e macios para criar uma combinação de desempenho que não pode ser alcançada por um único material. As garras de ferramentas que parecem ótimas interfaces eletrônicas que são à prova d'água e à prova de poeira, e peças médicas confortáveis e fáceis de limpar são vantagens trazidas por esse processo.
Por que escolher a equipe JS para ajudá -lo com seu projeto de sobremolamento?
- Intervenção no estágio de projeto: Avalie seu projeto o mais cedo possível para otimizar a estrutura, a seleção de materiais e a área de ligação.
- Suporte da Ciência Material: Use nossoexperiência de processamentode mais de 100 material, ajudam você a escolher a melhor combinação de material.
- Moldes e processos de precisão: com moldes de alta precisão e controle rigoroso, verifique se toda moldagem por injeção é perfeitamente combinada.
- Especialistas complexos de inserção: se são peças de metal, componentes eletrônicos ou outras inserções, posicionamento preciso e revestimento confiável podem ser alcançados.
Aja agora para acelerar a implementação de suas idéias:
Se você está concebendo ou projetando um produto que precisa combinar as vantagens de vários materiais, entre em contato conosco agora!
Mesmo que seja uma ideia preliminar, estamos felizes em discutir as possibilidades com você. Fale diretamente com nossos engenheiros seniores. Vamos entender seus objetivos de produto em profundidade. Forneceremos avaliações profissionais de viabilidade esoluções preliminarescom base em suas necessidades.

Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos.Série JSNão há representações ou garantias, expressas ou implícitas, quanto à precisão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante de terceiros fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas do projeto, qualidade e tipo de material ou mão de obra através da rede Longsheng. É responsabilidade do compradorRequer cotação de peçasIdentifique requisitos específicos para essas seções.Entre em contato conosco para obter mais informações.
Equipe JS
JS é uma empresa líder do setorConcentre -se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em alta precisãoUsinagem CNC, Assim,Fabricação de chapa metal, Assim,Impressão 3D, Assim,Moldagem por injeção, Assim,Carimbo de metal,e outros serviços de fabricação única.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados ISO 9001: 2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para os clientes em mais de 150 países em todo o mundo. Seja a produção de pequeno volume ou a personalização em larga escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolherJS TechnologyIsso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, visite nosso site:www.cncprotolabs.com
Recurso

