

В областиБыстрое прототипированиеВыбор материалов непосредственно определяет границу производительности продукта и осуществимость технологии литья.Инъекционное складывание, как основная технология, формование означает не только определенную форму материалам через формы, но также удовлетворяет потребности разнообразных отраслей промышленности посредством адаптации материалов.
Пластиковое литья зависит от пластичности термопластичных материалов, таких как нейлон и ABS, и широко используется для разработки прототипа автомобильных компонентов и потребительской электроники.С другой стороны, силиконовое формование доминирует в быстрой проверке медицинских приборов и уплотнений через гибкость и устойчивость к жидкому силиконовому резине.
Технология литья JS-инъекции и предоставляет индивидуальные материальные решения для различных потребностей отрасли, от высокой степениПластиковая дизайн пресс -формыК силиконовым точным литью, в течение всего пути к оптимизации производительности материалов и инновациям процесса, чтобы помочь клиентам сократить свои циклы развития НИОКР и затраты.
Независимо от того, является ли это функциональной проверкой сложных структурных компонентов или тестирования надежности мелкомасштабного производства, JS всегда принимает материалому науку в качестве ядра и способствует развитию быстрого прототипирования в направлении высокой эффективности и специализации.
Что такое литья инъекции?
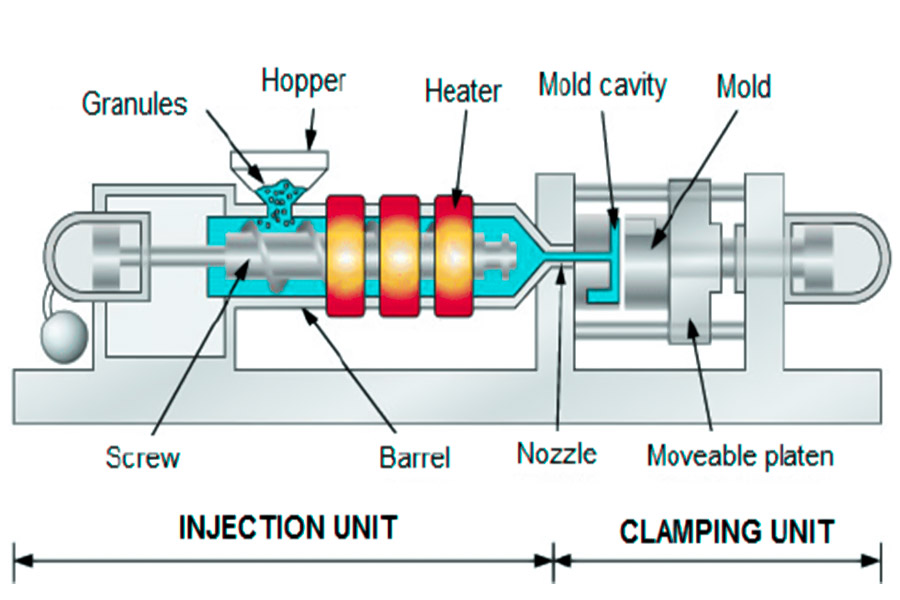
Инъекционное формование - это производственный процесс, в котором расплавленные материалы (такие как пластмассы или жидкий силикон) вводится при высоком давлении в тонко разработанные полости плесени и охлаждаются и затвердевают.Его ядро заключается в использовании точной структуры конструкции литья для преобразования сырья в сложные формы для достижения высокой эффективности и консистенции.В качестве основной технологии пластикового литья, она является не только важным носителем конструкции литья, но также решает необходимость точной структуры, тонкостенных деталей или массового производства, которое трудно достичь в традиционном производстве посредством стандартизированного процесса.
Ключевые этапы литья под давлением включают плавление материала, литья высокого давления, литья,плесень охлажденияи лечение и лечение после удаления.Его техническое преимущество заключается в адаптации к высокой точке конструкции и сложной геометрической структуре, а также для достижения функциональной интеграции с помощью мульти-кавита для формования или подключаемого впрыскивания.По сравнению с процессами литья или летающего средства, он может соответствовать требованиям диверсификации материалов и автоматизации, а также имеет значительные преимущества в контроле затрат и надежности продукта.
Каковы основные типы литья инъекции?
1Термопластическое инъекционное формование
Термопластичные полимеры нагревают до расплавленного состояния, вводящего в точностьформовочные полостис помощью литья впрыска и охлаждения, образуя конечные продукты.Его основная сила - это переработка материала (утилизация и плавление) и способность эффективно производить сложные геометрические структуры.
Компания JS обладает возможностью контроля толерантности ± 0,005 мм и способна эффективно производить сложные автомобильные структуры.Совместимость его материала (например, ABS, PA, PE) и технология быстрого литья полностью адаптированы к повторным характеристикам плавления термопластичных материалов, что значительно снижает производственные затраты.
2Термозионное литье инъекции
Термозированные пластмассы подвергаются необратимым химическим реакциям и затвердевают при высокой температуре и давлении.В отличие от термопластичных пластмасс, после образования термопластики не могут снова расплавить.Процесс часто используется в электронной упаковке и высокой температуре компонентов. Он опирается на конструкцию плесени для достижения высокой прочности конструкции и химической коррозионной стойкости посредством пластмассового литья.
JS имеет более 50 опыта обработки материалов, поддерживая образование фенольной смолы, эпоксидной смолы и других материалов.Его автоматическое оборудование и оптимизация процессов могут гарантировать размерную стабильность затвердевшего материала.
3Жидкая силиконовая резина
Жидкий силиконовый каучук впрыскивается в формы путем литья впрыска, а затем формируется низкотемпературной вулканизацией.Он имеет характеристики биосовместимости и антивозрастного возраста, и широко используется в катетерах, тюленях и других медицинских устройствах.Его низкая постоянная деформационная характеристика его низкого сжатия необходимы для сценариев долгосрочного использования.
JS стал основным поставщикомLSR -формованиеДля медицинских катетеров и тюленей для многонациональных медицинских предприятий с точностью ± 0,005 мм и чистым процессом, соответствующим стандартам FDA.
4Чрезмерное количество
Многофункциональная интеграция достигается путем наслоения двух или более материалов (таких как твердая пластиковая матрица+мягкое клеевое покрытие) в одну и ту же форму через формование пластмасс.Например, не скользящий слой рукоятки ручки в сочетании с основной структурой является удобным и долговечным и подходит для потребительской электроники и продуктов для инструментов.
Автоматическая производственная линия JS совместима с широким спектром материалов и может эффективно завершить интегрированное формование продуктов, таких как электронные щиты.Его 98% такова времени и преимущества по снижению затрат на 15% еще больше подчеркивают практическую ценность процесса в производстве потребительской электроники.
5Многокомпонентное подъем
Сочетание процессов впрыска формования двух или более материалов, таких как твердый пластик и мягкий резин, для функциональной интеграции через несколько форсунок или сложенного литья впрыска, он обычно используется в сложных конструкцияхпотребительская электроникаи умные носимые устройства.
В чем разница между пластиковым литью и силиконовой инъекцией?
Существуют значительные различия между двумя процессами с точки зрения свойств материала, условий процесса и сценариев применения:
| Сравнение размеров | Пластмассы формование | Силиконовый литья |
| Тип материала | Термопластики (например, ABS, PE) или термосетинг пластмассы (например, фенольная смола). | Жидкий силиконовый каучук (LSR) затвердевают процессом силиконового силиконового литья силиконового резины. |
| Температура процесса | Расплавленные пластмассы при высоких температурах (150 ° C-300 ° C). | Вулканизация при низких температурах (от 60 ° C до 150 ° C). |
| Требования к плесени | Канал потока требует системы охлаждения с высокой температурной сопротивлением, сопротивлением давлению и точностью. | Поверхностная антиадгезия обработка (такая как покрытие PTFE), широкий канал потока, чтобы предотвратить блокировку LSR. |
| Поля приложения | Автомобильные детали, электронная оболочка, товары и другие жесткие продукты. | Гибкие сценарии спроса, такие как медицинские катетеры, уплотнения, носимые устройства и т. Д. (В зависимости от точности литья кремния). |
| После обработки | Удаление без лечения. | Дополнительная низкотемпературная вторичная вулканизация-это возможность повысить производительность. |
| Стоимость и эффективность | Низкая стоимость, подходит для массового производства. | Цена за единицу материала высока, но поддерживается высокая и небольшая пакетная настройка (например, толерантность к 0,005 мм). |
Пластиковая литьяв основном используется для высокотемпературного пластика пластмасс для формирования жестких продуктов и является основным выбором промышленного производства.Силиконовая инъекционная литья с помощью технологии вулканизации силиконового литья силиконового литья.
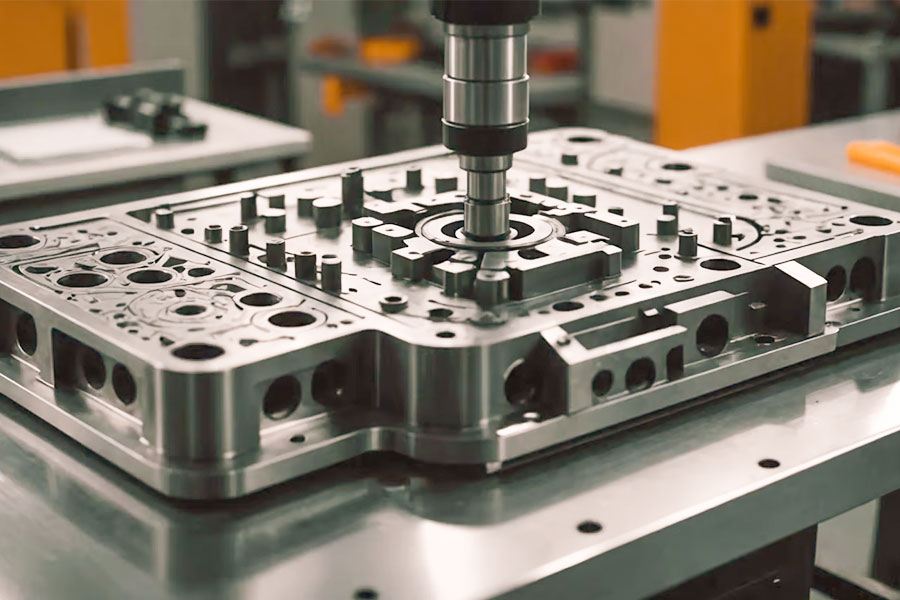
Как разработать сложные структурные формы?
1Совместимость материала и стали плесени
- Выбор стали плесени:Для областей с высоким уровнем стресса, таких как глубокие полости и тонкостенные конструкции, следует выбрать сталь с высокой высокой формой (например, P20, H13) для обеспечения сопротивления износа и устойчивости к деформации во время инъекционного литья.
- Формирование конструкции поверхности:Оптимизируйте линию размножения с помощью моделирования Moldflow, чтобы избежать неравномерной инъекции формования или заполнения мух из -за нерегулярных структур, таких как инверсии и боковые отверстия.
2Оптимизация системы заливки
- Технология канала теплового потока:Принять систему канала теплового потока, уменьшить отходы головки холодного материала, улучшить однородностьИнъекция заполнения, особенно подходит для мульти-кавити-формы или сложного конструкции канала.
- Выбор местоположения ворот:Согласно анализу CAE, ворота устанавливаются в толстостенную зону, чтобы избежать удержания газа или усадки из-за неровного потока расплава во время инъекции литья.
3Инновационные механизмы демонтажа
- Слайдер и скошенная связь на крыше:Для глубоких полостей или внутренних нарушений многослойный ползунок и скопленные комбинации крыши предназначены для обеспечения того, чтобы готовый продукт не был поврежден после инъекцииформованиеПолем
- В балансе выброса плесени:Моделирование CAE проверяет положение выброса и распределение давления, чтобы предотвратить растрескивание пластиковых деталей из -за концентрации напряжения (большие сложные детали, такие как автомобильные абажуры).
4Динамическая корректировка параметров процесса
- Скорость заполнения и контроль давления:Во время инъекции литья стратегии удержания многоступенчатого давления используются для оптимизации потока расплава (например, низкая скорость и заполнение высокого давления в областях тонкой стенки электронной оболочки).
- Управление зонированием температуры формы:Проектируя конформную охлаждающую воду, локальная температура матрицы может быть отрегулирована в соответствии с требованиями потока материала в различных областях инъекции формования.
5Анализ моделирования и быстрая проверка
- Моделирование плесени:Прогнозирование дефектов, таких как линии сварки и усадка, оптимизация положения затвора и конструкция выхлопной системы, уменьшениеИнъекционное испытаниеи стоимость ошибки.
- 3D -печать конформных форм:Прототипы форм конформного охлаждающего водного канала производятся быстро, проверена осуществимость в инъекционных процессах, а циклы развития сокращаются.
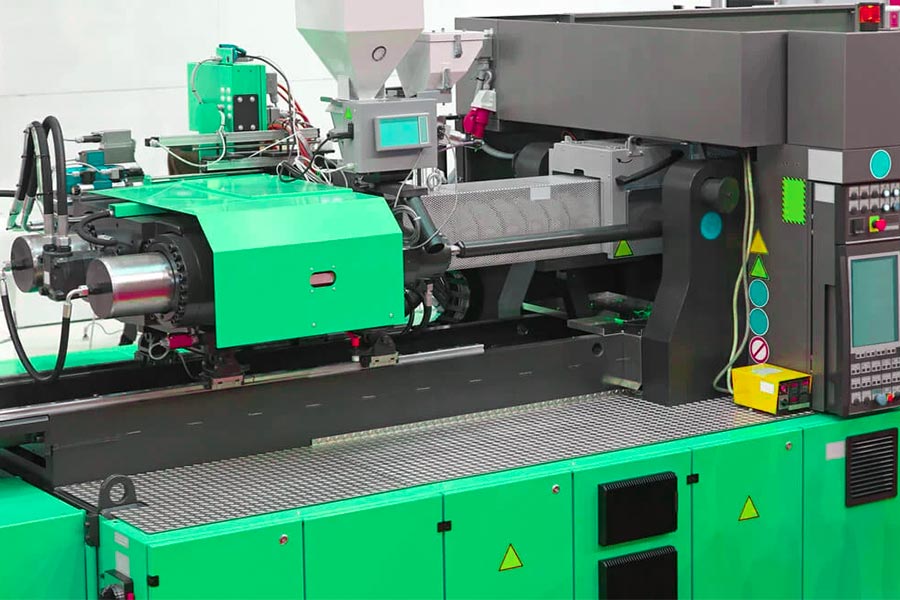
Какое оборудование требуется для литья в инъекционном заведении?
В соответствии с технологией точного производства JS компании и требованиям литья микрокомпонентов, ключевое оборудование и технологии, требуемые следующие:
1. I.Укол для формования
- Высокая точная электрическая инъекционная формовка (сила блокировки ≤10 тонн).
- Много компонента подъема литья (поддержкаВставка литьяили совместное формование).
- Модуль контроля впрыска (точность измерения ± 0,01 г).
- Технология JS: ± 0,005 мм Точность обработки, подходящая для сложного производства микроходов.
2Система разработки точности плесени
- Оборудование для обработки микро -разгрузки EDM (разрешение электрода 0,002 мм).
- Процесс полировки зеркала (RA ≤0,05 мкм).
- Система контроля температуры теплового канала теплового потока (± 1 ℃ стабильность температуры).
- Технология JS: 95% проектов соответствуют сверхвысокому точным стандартам, с богатым опытом в области оптимизации дизайна плесени.
3Усовершенствование оборудования для тестирования
- 3D -сканер синего света (точность измерения ± 0,002 мм).
- Онлайновая система оптического обнаружения (скорость распознавания OCR/OCV ≥99,9%).
- Микроскопический металлографический анализатор (обнаружение шероховатости поверхности до уровня нанометра).
- Технология JS: команда с 20 -летниминженерный опытобеспечение полного контроля качества процесса.
4Автоматизированные производственные системы
- Устройство подъема механического рычага (точность позиционирования ± 0,005 мм).
- Система маркировки плесени (маркировка толерантности ± 0,01 мм).
- Smart Warehouse System Canment System (повышение эффективности оборота запасов на 20%).
- Технология JS: 98% заказов доставлены вовремя и предоставляют индивидуальные решения для автоматизации.
5Специальное оборудование для обработки материалов
- Устройство формования микрофона (диаметр ячейки ≤50 мкм).
- Система агитации нанокомпозита (однородность дисперсии ≥95%).
- Медицинская камера чистого литья чистой инъекции (контроль окружающей среды ISO 7).
- Технология JS: более чем 50 -летний опыт работы в области обработки материалов, медицинской/электроники.
Компания JS сочетает в себе микроИнъекционные формовочные машины, оборудование для резки проволоки и система моделирования MoldEx3D, чтобы сформировать цикл с полной цепью от конструкции литья до точного пластикового литья.Типичный производственный случай микрохозяйственных деталей: выход впрыска точной передачи диаметром 0,5 мм составлял 99,2%, а толерантность к размеру контролировалась до ± 0,003 мм, что демонстрирует прогрессивность системы оборудования.
Как достичь комбинации многократного литья впрыскивания материала?
1Выбор материала и лечение совместимости
- Материал Material Performance Match:Выберите материалы с аналогичными коэффициентами термического расширения и усадкой (например, жесткий ABS и гибкий TPU), чтобы избежать растрескивания раздела, вызванное изменением температуры.
- Предварительная обработка поверхности:Адгезия между материалами усиливается путем обработки плазмы, химического покрытия или механической полировки, такой как наноПокрытия активированыМатериальные поверхности, когда металл и пластик связаны.
2Проектирование и производство плесени
- Двухцветные/многократные формы:Используя вращающиеся плесени, скользят плесень или ламинированную структуру плесени для достижения точной литья впрыска различных материалов в разных областях.Например, двухцветные формы включите и выключают затворы, вращая его на 180 градусов и вводя два типа расплава.
- Оптимизация пути и пути потока:Проектирование независимой системы затвора для предотвращения смешивания материала и загрязнения при обеспечении баланса потока расплава (например, использование технологии пута горячего потока для уменьшения отходов холодных головок).
3Управление параметрами процесса литья под давлением
- Multi Component Inpection Mother Matcher:Независимые инъекционные устройства оборудование, температура управления, давление и скорость впрыска соответственно.Например, твердый материал сначала вводится в виде скелета, затем заполняется мягким клеем, образуя буфер.
- Координация временной температуры:Точный контроль времени впрыска и удержания различных материалов для обеспечения адекватного слияния раздела.
4Интерфейсная технология
Механическая конструкция блокировки:Проектирование вогнутой или перевернутой структуры в матрице, чтобы улучшить силу склеивания за счет физического взаимодействия.
Химические клеи предварительно проводят:Специальные клеев распыляются на поверхности и вылетают литье под давлением с высокой температурной активацией для достижения связи молекулярного уровня (подходящего для разнородных материалов).
5Качественная проверка и переработка
- Система мониторинга онлайн:Используйте визуальный осмотр или ультразвуковое сканирование, чтобы проверить целостность интерфейса и устранение слоев или дефектов продукта.
- Отжиг и обработка поверхности:Удаление внутреннего напряжения посредством термической обработки и оптимизации внешнего вида и долговечности (например, поверхностное покрытие водонепроницаемых уплотнений) с использованием таких процессов, какраспыление и покрытиеПолем
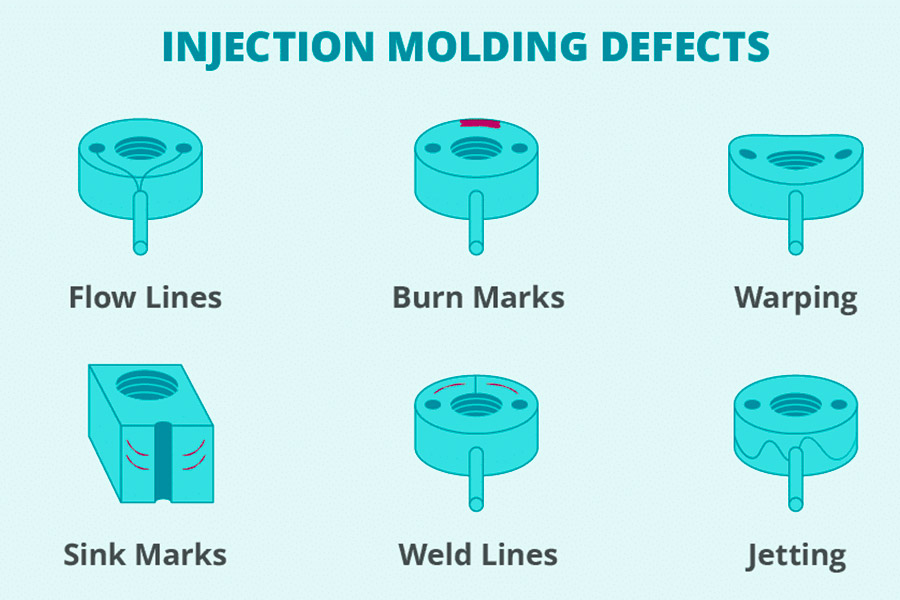
Каковы общие трудности в литье инъекций?
В процессе литья под давлением, из -за влияния свойств материала, параметров процесса и точности оборудования, часто сталкиваются следующие технические проблемы:
1Материал контроль усадки
- Сложная точка: разные пластмассы имеют различную скорость усадки в процессе охлаждения, легко привести к отклонению размера.
- Решение JS: оптимизируйте конструкцию пресс -формы с ± 0,005 ммточная обработкаТехнология в сочетании с опытом материальной науки для обеспечения стабильности измерений готового продукта.
2Деформация и поворот
- Сложность: неровное охлаждение или остаточное напряжение заставляет детали деформироваться.
- Решение JS: принять передовую систему охлаждения и технологию моделирования процессов для сбалансировки поля температуры и уменьшения внутреннего напряжения.
3качественные дефекты
- Трудности: сварки, следы усадки или поры влияют на внешний вид и функцию.
- Решение JS: поверхностная плавность улучшается с помощью высокой полировки плесени (RA <0,1 мкм) и оптимизации параметров процесса (давление/ скорость/ температура).
4Многополосное баланс плесени
- Трудности: неравномерное заполнение продуктов с несколькими мощными приводит к плохой последовательности партии.
- Решение JS: моделирование CAE, используемое для анализа баланса канала и настройки системы теплового потока, чтобы обеспечитьсинхронная начинкакаждой полости.
5Риск деградации материала
- Трудности: пластик разлагается, меняет цвет или легко ослабляет при высокой температуре и давлении.
- Решение JS: мониторинг скорости винта и обратного давления в реальном времени с помощью антиоксидантных добавок, чтобы обеспечить стабильную производительность материала.
Технологические преимущества JS компании
| Технические трудности | Отраслевые стандартные решения | JS Инновационные решения |
| Совместимость материала | Совместим только с обычными пластиками. | Поддерживает более 50 специализированных инженерных пластиков (таких как PEI, PPS и т. Д.) И предоставляет услуги модификации материалов. |
| Формирование микроструктур | Минимальный размер объекта составляет 0,5 мм. | Зеркальная технология травления плесени используется для достижения партийной производства 0,2 мм тонкой текстуры. |
| Сложная встроенная сборка | Ошибка ручного позиционирования ≥0,1 мм. | Была использована автоматизированная система встроенного позиционирования с точностью ± 0,02 мм. |
| Экологическое соблюдение | Одиночный материал переработка. | Инновационная технология разделения многослойной составной структуры обеспечивает эффективную регенерацию ПЭТ/ПК и других гибридных материалов. |
| Быстрая доставка | Стандартный цикл составляет 2-4 недели. | Цифровая технология Twin уменьшает время испытаний до 7 дней и отвечает на аварийные заказы в течение 48 часов. |
Типичная ссылка на случай
- Автомобильный датчик корпус: изготовлен из материала PA66+GF30 и интегрирован сМеталлические вставкиВ формованном формовании плесени он достигает уровня доходности уровня защиты IP67 99,8%.
- Компоненты медицинского шприца: решают проблему материала PP, прилипающего к форме с использованием без пыли мастер-классов и технологии лечения плазмы, в соответствии со стандартами биосовместимости FDA.
Как JS может снизить затраты на производство литье в инъекциях на 20%?
- Оптимизация процесса:98% заказов доставляются в срок или заранее, автоматизированные производственные линии сокращают циклы доставки на 15%, а точная обработка уменьшает потери отходов.
- Точное производство:± 0,005 мм Точность снижает скорость переработки, а моделирование CAE снижает стоимость пробной формы.
- Быстрый ответ:24-часовая цитата+быстрое производство, гибкое планирование, небольшой заказ, избегание избыточности в массовом производстве.
- Умный матч:50+выбор материалов, снижение затрат, пользовательское мастерство, сбалансированное качество и цена.
- Экспертная поддержка:Наша команда имеет 20 -летний опыт оптимизации проектирования, сокращения материалов, мониторинга процесса и устранения отходов.
- Зеленое производство: энергопотребление энергосберегающего оборудования уменьшилось на 15%,утилизация материалаи повторное использование снижения затрат, эффективность.
Фактические результаты:
- Сократить расходы клиента на 20%:Благодаря этим инициативам JS помогает клиентам сэкономить в среднем 20% своих производственных затрат, одновременно повышая эффективность проекта на 25%.
- Долгосрочное кооперативное преимущество:Преимущество стоимости приводит к липкости клиентов, увеличившись на 25% по сравнению с уровнем возврата.
Краткое содержание
Инъекционное составление является основной технологией современной промышленности. По таянию изатвердевание формованияПластиковый материал, производство простого жесткого члена для сложного упругого элемента диверсифицируется.Будь то эффективное массовое производство термопластического или точного гибкого литья жидкого силикона, его процесс адаптивность охватывает многие области, такие как автомобиль, медицинская лечение и электроника.
С его ± 0,005 мм конструкция формы с точностью.JS CompanyПродолжает расширять границы поля формования точной и эффективности, предоставляя глобальным клиентам универсальные решения от разработки прототипов до массового производства, обеспечивая трансформацию отрасли и обновление для высокой добавленной стоимости и устойчивого развития.

Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей.JS SeriesНет никаких представлений или гарантий, явных или подразумеваемых, касающихся точности, полноты или достоверности информации. Не следует сделать вывод, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные характеристики проектирования, качество материала и тип или изготовление в сети Longsheng. Это ответственность покупателяТребовать кавычкиОпределите конкретные требования для этих разделов.Пожалуйста, свяжитесь с нами для получения дополнительной информацииПолем
JS Команда
JS-ведущая отраслевая компанияСосредоточьтесь на пользовательских производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентов, и мы сосредоточены на высокой точностиОбработка с ЧПУВПроизводство листового металлаВ3D -печатьВИнъекционное формованиеВМеталлическая штамповка,и другие универсальные производственные услуги.
Наша фабрика оснащена более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицировано ISO 9001: 2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения для клиентов в более чем 150 странах мира. Будь то производство небольшого объема или крупномасштабная настройка, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выбиратьJS TechnologyЭто означает эффективность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт:www.cncprotolabs.com
Часто задаваемые вопросы
1. Влияние температуры пресс -формы на качество формованных деталей?
Температура формы слишком высока, что приводит к деформации литья впрыска и шероховатости поверхности или концентрации внутреннего напряжения.Точная регулировка характеристик материала (например, 50-80 ° C для ABS) необходима для обеспечения точности размера и качества внешнего вида.
2. Что естьаОбычно используемые типы машин для литья под давлением?
Обычно используемые типы инъекционных формованных машин-тип плунжера, тип винта и винт, предварительно сформированный тип поршена.Среди них винтовой пластик стал основным для его эффективности и экономии энергии и широко используется в массовом производстве пластиковых изделий.
3. Какие проблемы могут вызвать высокое давление впрыска?
Чрезмерное давление впрыска может привести к вспышке наводнения (переполнение), увеличить износ плесени и даже привести к деформации или растрескиванию продукта, а также к увеличению нагрузки и потребления энергии оборудования.
4. Как выбрать подходящийИнъекционное формованиематериалы?
Рассмотрим предполагаемое использование продукта (прочность ПК, эластичность TPU), температуру обработки и затраты, такие как высокотемпературное сопротивление PP, гибкость TPU, производительность баланса ABS и затраты.
Ресурсы
Инъекционный формовочный аппарат
Дизайн пластиковых компонентов

