

Nel campo diprototipazione rapida, la scelta dei materiali determina direttamente il limite delle prestazioni del prodotto e la fattibilità della tecnologia di stampaggio.L'iniezione, come tecnologia di base, lo modellatura, il che significa che non solo dà una certa forma ai materiali attraverso gli stampi, ma soddisfa anche le esigenze di diverse industrie attraverso l'adattabilità dei materiali.
Lo stampaggio in plastica si basa sulla plasticità di materiali termoplastici come nylon e ABS ed è ampiamente utilizzato nello sviluppo del prototipo di componenti automobilistici ed elettronica di consumo.D'altra parte, lo stampaggio in silicone domina la rapida verifica dei dispositivi medici e le tenute attraverso la flessibilità e il meteorologico della gomma siliconica liquida.
JS Tecnologia di stampaggio a iniezione e fornisce soluzioni di materiale personalizzate per le diverse esigenze del settore, da alta precisionedesign di stampo di plasticaPer lo stampaggio di precisione al silicone, attraverso l'ottimizzazione delle prestazioni dei materiali e l'innovazione del processo per aiutare i clienti ad accorciare i loro cicli e costi di sviluppo della R&S.
Che si tratti di verifica funzionale di componenti strutturali complessi o test di affidabilità della produzione su piccola scala, JS prende sempre la scienza dei materiali come core e promuove lo sviluppo di una prototipazione rapida nella direzione dell'elevata efficienza e della specializzazione.
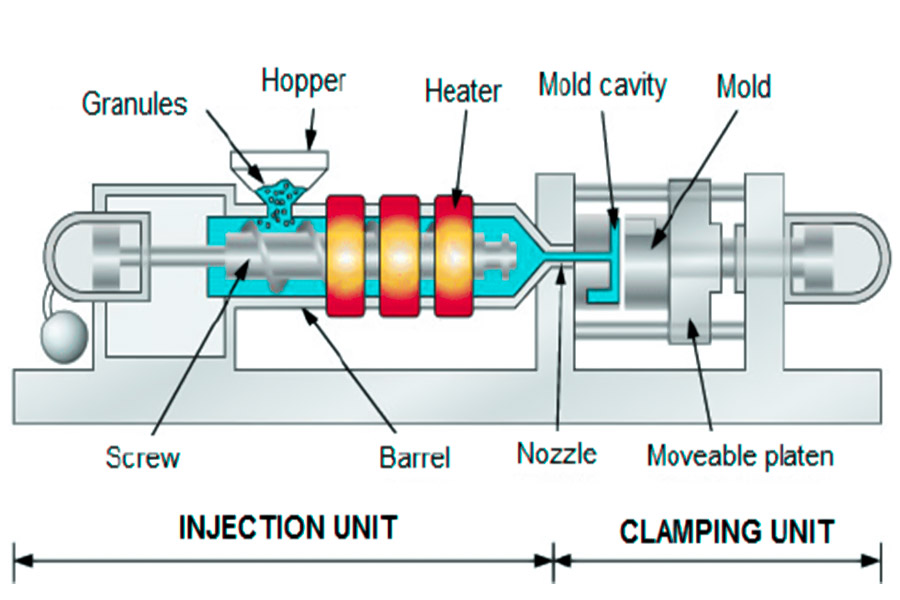
Cos'è lo stampaggio a iniezione?
Lo stampaggio a iniezione è un processo di produzione in cui i materiali fusi (come materie plastiche o silicone liquido) vengono iniettati ad alta pressione in cavità di stampo finemente progettate e raffreddati e solidificati.Il suo nucleo sta nell'utilizzare la struttura precisa del design dello stampaggio per trasformare le materie prime in forme complesse per ottenere elevata efficienza e coerenza.Come tecnologia tradizionale dello stampaggio in plastica, non è solo un importante vettore di progettazione di stampaggio, ma risolve anche la necessità di una struttura di precisione, parti a parete sottile o produzione di massa che è difficile da raggiungere nella produzione tradizionale attraverso un processo standardizzato.
Le fasi chiave dello stampaggio a iniezione comprendono lo scioglimento del materiale, lo stampaggio ad iniezione ad alta pressione,raffreddamento a muffae cura di cura e post-rimozione.Il suo vantaggio tecnico sta per adattarsi alla progettazione ad alta precisione e alla struttura di geometria complessa e per ottenere l'integrazione funzionale attraverso stampo multi-cavità o stampaggio a iniezione plug-in.Rispetto ai processi di cestincing o di stampaggio di soffiaggio, può soddisfare i requisiti di diversificazione e automazione dei materiali e presenta vantaggi significativi nel controllo dei costi e nell'affidabilità del prodotto.
Quali sono i tipi core di stampaggio iniezione?
1.Stampaggio a iniezione termoplastica
I polimeri termoplastici vengono riscaldati a uno stato fuso, iniettati in precisionecavità di modanaturamodellando l'iniezione e raffreddato per formare prodotti finali.I suoi punti di forza del nucleo sono la riciclabilità del materiale (riciclaggio e lo scioglimento) e la capacità di produrre efficienti strutture geometriche complesse.
La società JS ha la sua capacità di controllo della tolleranza di ± 0,005 mm ed è in grado di produrre in modo efficiente strutture automobilistiche complesse.La sua compatibilità sul materiale (ad es. ABS, PA, PE) e la tecnologia di stampaggio rapido sono completamente adattate alle ripetute caratteristiche di fusione dei materiali termoplastici, riducendo notevolmente i costi di produzione.
2.Stampaggio a iniezione di termoinestro
Le materie plastiche termosettiche subiscono reazioni chimiche irreversibili e si solidificano ad alta temperatura e pressione.A differenza della plastica termoplastica, una volta formata, i termoplastici non possono essere nuovamente sciolti.Il processo viene spesso utilizzato in imballaggi elettronici e componenti resistenti ad alta temperatura. Si basa sul design dello stampo per ottenere un'elevata resistenza strutturale e resistenza alla corrosione chimica attraverso lo stampaggio delle materie plastiche.
JS ha più di 50 esperienze di lavorazione dei materiali, supportando la formazione di resina fenolica, resina epossidica e altri materiali.La sua attrezzatura automatica e l'ottimizzazione del processo possono garantire la stabilità dimensionale del materiale solidificato.
3.Gomma silicone liquida
La gomma in silicone liquido viene iniettata negli stampi mediante l'iniezione di modanatura e quindi modellata dalla vulcanizzazione a bassa temperatura.Ha caratteristiche di biocompatibilità e anti-invecchiamento ed è ampiamente utilizzato in cateteri, sigilli e altri dispositivi medici.Le sue caratteristiche di deformazione permanente a bassa compressione sono essenziali per gli scenari di uso a lungo termine.
JS è diventato un fornitore di base diModanatura LSRPer cateteri medici e sigilli per le imprese mediche multinazionali con precisione ± 0,005 mm e un processo pulito conforme agli standard FDA.
4.Sovraccaricare
L'integrazione multifunzionale si ottiene stratificando due o più materiali (come matrice di plastica dura+rivestimento adesivo morbido) nello stesso stampo attraverso la modanatura delle materie plastiche.Ad esempio, lo strato non slip dell'impugnatura della maniglia, combinato con la struttura principale, è comodo e resistente e adatto per l'elettronica di consumo e i prodotti per utensili.
La linea di produzione automatizzata di JS è compatibile con una vasta gamma di materiali e può completare in modo efficiente lo stampaggio integrato di prodotti come gli scudi elettronici.Il suo tasso di consegna just-in-time del 98% e un vantaggio di risparmio del 15% evidenziano ulteriormente il valore pratico del processo nella produzione di elettronica di consumo.
5.Stampaggio a iniezione multi componente
Combinazione di processi di iniezione di stampaggio di due o più materiali, come plastica dura e gomma morbida, per l'integrazione funzionale attraverso ugelli multipli o stampaggio ad iniezione impilato, è comunemente usato in strutture complesse diElettronica di consumoe dispositivi indossabili intelligenti.
Qual è la differenza tra stampaggio iniezione di plastica e stampaggio a iniezione di silicone?
Esistono differenze significative tra i due processi in termini di proprietà dei materiali, condizioni di processo e scenari di applicazione:
| Confrontare le dimensioni | Modanatura di plastica | Modanatura in silicone |
| Tipo di materiale | Materiale termoplastici (ad es. ABS, PE) o termosetting (ad es. Resina fenolica). | La gomma a silicone liquido (LSR) viene solidificata mediante processo di stampaggio in silicone in silicone. |
| Temperatura del processo | Plastiche fusi ad alte temperature (150 ° C-300 ° C). | Vulcanizzazione a basse temperature (da 60 ° C a 150 ° C). |
| Requisiti di muffa | Il canale di flusso richiede un sistema di sistema di raffreddamento con resistenza ad alta temperatura, resistenza alla pressione e precisione. | Trattamento anti-adesione di superficie (come rivestimento PTFE), canale a flusso ampio per prevenire il blocco LSR. |
| Campi di applicazione | Parti automobilistiche, guscio elettronico, merci e altri prodotti rigidi. | Scenari di domanda flessibile come cateteri medici, sigilli, dispositivi indossabili, ecc. (A seconda dell'accuratezza dello stampaggio del silicio). |
| Post elaborazione | Rimozione senza trattamento. | La vulcanizzazione secondaria opzionale a bassa temperatura è un'opzione per migliorare le prestazioni. |
| Costo ed efficienza | A basso costo, adatto alla produzione di massa. | Il prezzo unitario del materiale è elevato, ma è supportata la personalizzazione batch ad alta precisione e di piccole dimensioni (ad es. ± 0,005 mm). |
Stampaggio a iniezione di plasticaè utilizzato principalmente per lo scioglimento delle materie plastiche ad alta temperatura per formare prodotti rigidi ed è la scelta tradizionale della produzione industriale.Lo stampaggio a iniezione di silicone attraverso la tecnologia di vulcanizzazione dello stampaggio silicone in silicone, in cure mediche, assistenza all'infanzia madre e figlio e altre aree con requisiti rigorosi per la flessibilità e la sicurezza hanno un ruolo insostituibile.
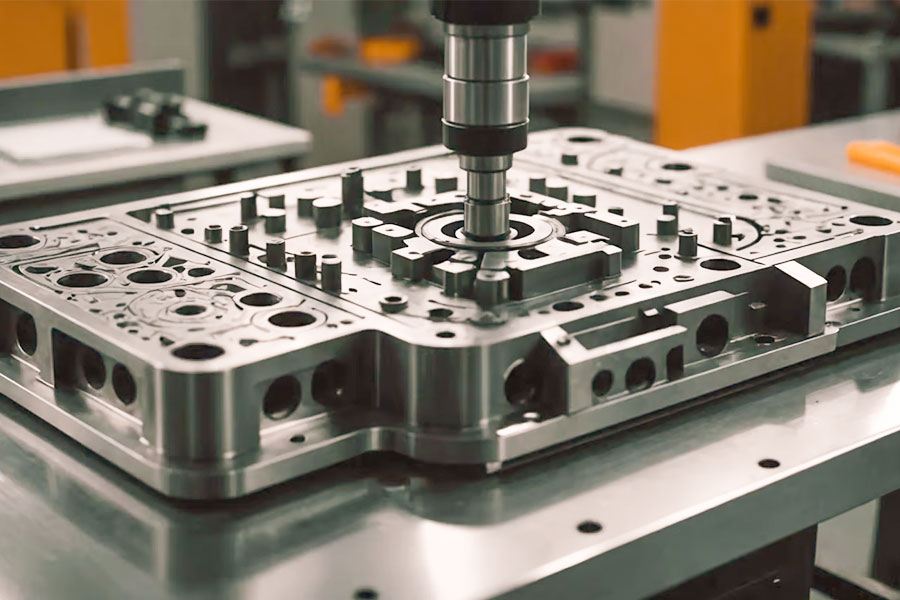
Come progettare stampi strutturali complessi?
1.Compatibilità del materiale e dell'acciaio da muffa
- Selezione di acciaio stampo:Per aree ad alto stress come cavità profonde e strutture a parete sottile, l'acciaio per stampo ad alta danno (ad es. P20, H13) dovrebbe essere selezionato per garantire la resistenza all'usura e la resistenza alla deformazione durante lo stampaggio a iniezione.
- Modellare il design della superficie:Ottimizzare la linea di separazione attraverso la simulazione del flusso di stampo per evitare l'iniezione di modanatura irregolare o il riempimento del volo a causa di strutture irregolari come inversioni e fori laterali.
2.Ottimizzazione del sistema di versamento
- Tecnologia del canale del flusso di calore:Adottare il sistema dei canali a flusso di calore, ridurre gli sprechi della testa di materiale freddo, migliorare l'uniformità diriempimento di iniezione, particolarmente adatto per stampo multi-cavità o design complesso di canali.
- Selezione della posizione del cancello:Secondo l'analisi CAE, il cancello è impostato in un'area a parete spessa per evitare la ritenzione di gas o i segni di restringimento a causa del flusso di fusione irregolare durante l'iniezione di stampaggio.
3.Meccanismi di smantellamento innovativi
- Collegamento del tetto a scorrimento e smussati:Per cavità profonde o irregolarità interne, le combinazioni di cursore a strati e tetti smussati sono progettati per garantire che il prodotto finito non sia danneggiato dopo l'iniezionemodanatura.
- In bilancio di espulsione della muffa:La simulazione CAE verifica la posizione di espulsione e la distribuzione della pressione per impedire alle parti di plastica di cracking a causa della concentrazione di stress (grandi parti complesse come paralumi delle auto).
4.Regolazione dinamica dei parametri di processo
- Velocità di riempimento e controllo della pressione:Durante l'iniezione di stampaggio, le strategie di ritenzione a pressione a più stadi vengono utilizzate per ottimizzare il flusso di fusione (ad es. Riempimento a bassa velocità e ad alta pressione nelle aree a parete sottile del guscio elettronico).
- Controllo della suddivisione in zone della temperatura dello stampo:Progettando un circuito d'acqua di raffreddamento conforme, la temperatura locale della matrice può essere regolata per soddisfare i requisiti di flusso del materiale delle diverse aree di iniezione di stampaggio.
5.Analisi della simulazione e rapida validazione
- Simulazione del flusso di stampo:Prevedere difetti come linee di saldatura e restringimento, ottimizzazione della posizione del gate e del design del sistema di scarico, riducendoProva di iniezionee costo di errore.
- Stampa 3D di stampi conformi:I prototipi di stampi di canali d'acqua di raffreddamento conformi vengono prodotti rapidamente, viene verificata la fattibilità dei processi di iniezione e viene ridotto i cicli di sviluppo.
Quale attrezzatura è richiesta per lo stampaggio di iniezione di micro parti?
Secondo la tecnologia di produzione di precisione di JS Company e i requisiti di stampaggio di iniezione di microcomponenti, le attrezzature e le tecnologie chiave richieste sono le seguenti:
1.IMacchina di stampaggio Nieage
- Machine di stampaggio ad iniezione elettrica ad alta precisione (forza di bloccaggio ≤10 tonnellate).
- Unità di stampaggio a iniezione multi componente (supporto perstampaggio di inserzioneo modanatura di co-iniezione).
- Modulo di controllo di iniezione (precisione di misurazione ± 0,01 g).
- Tecnologia JS: precisione di lavorazione di ± 0,005 mm, adatta per la produzione complessa di micro parti.
2.Sistema di sviluppo dello stampo di precisione
- Equipaggiamento di lavorazione a micro -scarico EDM (risoluzione dell'elettrodo 0,002 mm).
- Processo di lucidatura dello specchio (RA ≤0,05μm).
- Sistema di controllo della temperatura del canale di flusso termico (stabilità di temperatura ± 1 ℃).
- JS Technology: il 95% dei progetti soddisfa standard di precisione alti, con una ricca esperienza nell'ottimizzazione del design dello stampo.
3.Unità di apparecchiatura di test avanzata
- Scanner di luce blu 3D (precisione di misurazione ± 0,002 mm).
- Sistema di rilevamento ottico on-line (tasso di riconoscimento OCR/OCV ≥99,9%).
- Analizzatore metallografico microscopico (rilevamento della rugosità superficiale fino a livello di nanometro).
- JS Technology: una squadra con 20 anni diesperienza ingegneristicaFornire controllo di qualità completa.
4.Sistemi di produzione automatizzati
- Dispositivo di sollevamento del braccio meccanico (precisione di posizionamento ± 0,005 mm).
- Sistema di etichettatura dello stampo (tolleranza all'etichettatura ± 0,01 mm).
- Sistema di gestione del magazzino intelligente (aumento del 20% dell'efficienza del turnover dell'inventario).
- Tecnologia JS: il 98% degli ordini viene consegnato in tempo e fornisce soluzioni di automazione personalizzate.
5.Attrezzatura di elaborazione dei materiali speciali
- Dispositivo di stampaggio a iniezione a microfoam (diametro cellulare ≤50μm).
- Sistema di agitazione nanocomposito (uniformità di dispersione ≥95%).
- Camera di stampaggio a iniezione pulita di livello medico (controllo ambientale ISO 7).
- Tecnologia JS: più di 50 anni di esperienza nel campo della lavorazione dei materiali, del campo medico/elettronico.
JS Company combina micromacchine per stampaggio a iniezione, Attrezzatura per il taglio del filo e sistema di simulazione MoldEx3D per formare un ciclo tecnologico a catena piena dal design dello stampaggio allo stampaggio in plastica di precisione.Caso di produzione tipico di micro parti: la resa di iniezione di ingranaggi di precisione di diametro di 0,5 mm era del 99,2% e la tolleranza alla dimensione era controllata a ± 0,003 mm, dimostrando la progressività del sistema di attrezzature.
Come ottenere la combinazione di modanatura a iniezione di materiale multiplo?
1.Selezione del materiale e trattamento di compatibilità
- Mattering Performance Match:Scegli materiali con simili coefficienti di espansione termica e restringimento (ad es. ABS duro e TPU flessibile) per evitare la rottura dell'interfaccia causata dal cambiamento di temperatura.
- Pretrattamento di superficie:L'adesione tra i materiali è migliorata dal trattamento plasmatico, dal rivestimento chimico o dalla lucidatura meccanica, come Nanorivestimenti attivatisuperfici materiali quando metallo e plastica sono legati.
2.Design e produzione dello stampo
- Stampi a due colori/multi-cavità:Utilizzando stampi rotanti, stampo di scorrimento o struttura dello stampo laminata per ottenere uno stampaggio di iniezione di precisione di materiali diversi in diverse regioni.Stampi a due colori, ad esempio, accendere e spegnere il cancello ruotandolo di 180 gradi e iniettando due tipi di fusione.
- Ottimizzazione del gate e del percorso del flusso:Progettazione di un sistema di gate indipendente per prevenire la miscelazione e la contaminazione dei materiali garantendo al contempo l'equilibrio del flusso di fusione (ad es. Uso della tecnologia del percorso a flusso caldo per ridurre gli sprechi di teste fredde).
3.Controllo dei parametri del processo di stampaggio iniezione
- Machine di stampaggio a iniezione multi -componente:Apparecchiature di unità di iniezione indipendenti, temperatura di controllo, pressione e velocità di iniezione rispettivamente.Ad esempio, un materiale duro viene prima iniettato come scheletro, quindi riempito di colla morbida per formare un tampone.
- Coordinamento a temperatura temporale:Controllo preciso dei tempi di iniezione e ritenzione di materiali diversi per garantire un'adeguata fusione dell'interfaccia.
4.Tecnologia di integrazione dell'interfaccia
Design di interblocco meccanico:Progettazione di una struttura concava o invertita in un dado per migliorare la forza di legame attraverso l'interblocco fisico.
Adesivi chimici prezioso:Adesivi speciali vengono spruzzati sulla superficie e curati mediante stampaggio a iniezione con attivazione ad alta temperatura per ottenere un legame a livello molecolare (adatto a materiali diversi).
5.Ispezione e ritrattamento della qualità
- Sistema di monitoraggio online:Utilizzare l'ispezione visiva o la scansione ad ultrasuoni per verificare l'integrità dell'interfaccia ed eliminare i livelli o i difetti del prodotto.
- Ricottura e trattamento superficiale:Rimozione dello stress interno attraverso il trattamento termico e l'ottimizzazione dell'aspetto e della durata (ad esempio il rivestimento superficiale di sigilli impermeabili) usando processi comeSpruzzatura e placcatura.
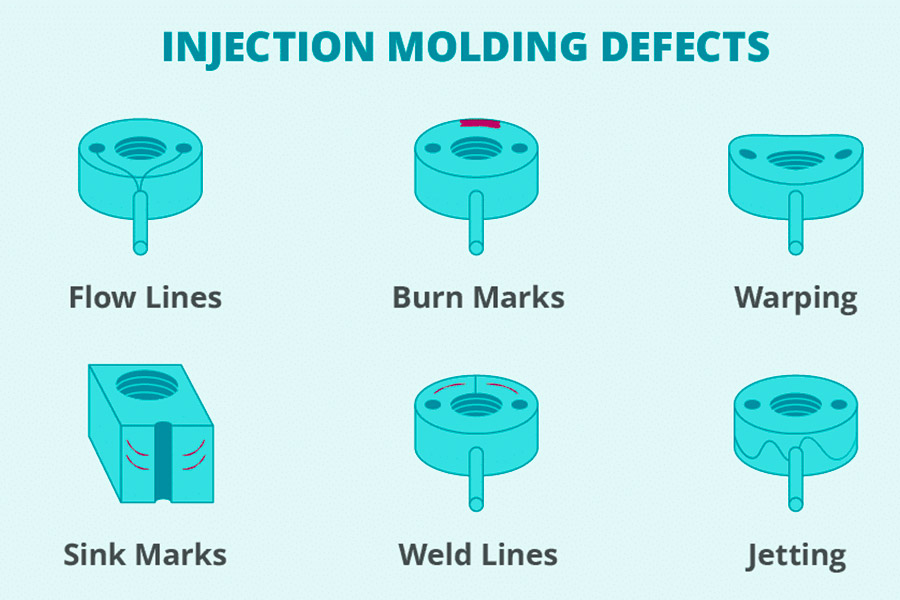
Quali sono le difficoltà comuni nello stampaggio a iniezione?
Nel processo di stampaggio a iniezione, a causa dell'influenza delle proprietà del materiale, dei parametri di processo e dell'accuratezza delle attrezzature, si incontrano spesso i seguenti problemi tecnici:
1.Controllo del restringimento del materiale
- Punto difficile: le materie plastiche diverse hanno un tasso di restringimento diverso nel processo di raffreddamento, è facile condurre alla deviazione delle dimensioni.
- Soluzione JS: ottimizzare il design dello stampo con ± 0,005 mmlavorazione di precisioneTecnologia combinata con l'esperienza scientifica dei materiali per garantire la stabilità delle dimensioni del prodotto finito.
2.Ordito e torsione
- Difficoltà: il raffreddamento irregolare o lo stress residuo provocano la deformazione delle parti.
- Soluzione JS: adottare il sistema di raffreddamento avanzato e la tecnologia di simulazione del processo per bilanciare la distribuzione del campo di temperatura e ridurre lo stress interno.
3.difetti di qualità
- Difficoltà: segni di saldatura, segni di restringimento o pori influenzano l'aspetto e la funzione.
- Soluzione JS: la morbidezza superficiale viene migliorata mediante lucidatura dello stampo ad alta precisione (RA <0,1μm) e ottimizzazione dei parametri di processo (pressione/ velocità/ temperatura).
4.Bilanciamento dello stampo multi -cavità
- Difficoltà: il riempimento irregolare di prodotti multi-cavità porta a una scarsa coerenza in lotta.
- Soluzione JS: simulazione CAE utilizzata per analizzare il bilanciamento del canale e personalizzare il sistema di flusso di calore per garantireriempimento sincronodi ogni cavità.
5.Rischio di degrado materiale
- Difficoltà: la plastica si decompone, cambia colore o si indebolisce facilmente ad alta temperatura e pressione.
- Soluzione JS: monitoraggio in tempo reale della velocità della vite e della contropressione con additivi antiossidanti per garantire prestazioni di materiale stabili.
Vantaggi tecnologici dell'azienda JS
| Difficoltà tecniche | Soluzioni standard del settore | JS Soluzioni innovative |
| Compatibilità materiale | Compatibile solo con la normale plastica. | Supporta più di 50 materie plastiche ingegneristiche speciali (come PEI, PPS, ecc.) E fornisce servizi di modifica dei materiali. |
| Formazione di microstrutture | La dimensione minima della caratteristica è di 0,5 mm. | Tecnologia dello stampo di incisione a specchio utilizzata per ottenere una produzione batch di trama fine da 0,2 mm. |
| Assemblaggio incorporato complesso | Errore di posizionamento manuale ≥0,1 mm. | Sono stati utilizzati un sistema di posizionamento incorporato automatizzato con precisione ± 0,02 mm. |
| Conformità ambientale | Riciclaggio di materiale singolo. | La tecnologia di separazione della struttura composta multistrato innovativa consente una rigenerazione efficiente di PET/PC e altri materiali ibridi. |
| Consegna rapida | Il ciclo standard è di 2-4 settimane. | La tecnologia gemella digitale riduce il tempo di esecuzione del test a 7 giorni e risponde agli ordini di emergenza entro 48 ore. |
Riferimento tipico del caso
- Alloggiamento del sensore automobilistico: realizzato in materiale PA66+GF30 e integrato coninserti in metalloNello stampaggio a iniezione di muffe, raggiunge un tasso di rendimento del livello di protezione IP67 99,8%.
- Componenti della siringa medica: risolve il problema del materiale PP che si attacca allo stampo utilizzando seminari senza polvere e tecnologia di trattamento del plasma, in conformità con gli standard di biocompatibilità della FDA.
In che modo JS può ridurre i costi di produzione di stampaggio iniezione del 20%?
- Ottimizzazione del processo:Il 98% degli ordini viene consegnato in tempo o in anticipo, le linee di produzione automatizzate riducono i cicli di consegna del 15% e l'elaborazione di precisione riduce le perdite di rifiuti.
- Produzione di precisione:± 0,005 mm La precisione riduce la velocità di rilavorazione e la simulazione CAE riduce i costi dello stampo di prova.
- Risposta rapida:Quotazioni 24 ore su 24+produzione rapida, programmazione flessibile, piccolo ordine, evitare i costi di ridondanza nella produzione di massa.
- Match intelligente:50+Selezione dei materiali, riduzione dei costi, artigianato personalizzato, qualità equilibrata e prezzo.
- Supporto esperto:Il nostro team ha 20 anni di esperienza nell'ottimizzazione della progettazione, nella riduzione dei materiali, nel monitoraggio del processo ed eliminando i rifiuti.
- Produzione verde: il consumo di energia di apparecchiature per risparmiare energia ridotta del 15%,Riciclaggio del materialee riutilizzare la riduzione dei costi, l'efficienza.
Risultati effettivi:
- Ridurre i costi del cliente del 20%:Attraverso queste iniziative, JS aiuta i clienti a risparmiare in media il 20% dei costi di produzione, aumentando al contempo l'efficienza del progetto del 25%.
- Vantaggio cooperativo a lungo termine:Il vantaggio dei costi si traduce in appiccicosità del cliente, un aumento del 25% del tasso di rendimento.
Riepilogo
L'iniezione è la tecnologia principale dell'industria moderna. Sciogliendo esolidificazione dello stampaggioIl materiale plastico, la produzione di un semplice membro rigido a un membro elastico complesso è diversificata.Che si tratti della produzione di massa efficiente di termoplastico o di stampaggio flessibile preciso del silicone liquido, la sua adattabilità di processo copre molti campi come automobili, cure mediche ed elettronica.
Con la sua elaborazione compatibile multi-materiale di progettazione di stampo di precisione ± 0,005 mm e capacità di integrazione automatizzata di integrazione della linea di produzioneJS CompanyContinua a spingere i confini del campo di stampaggio di precisione e di iniezione di efficienza, fornendo ai clienti globali soluzioni one-stop dallo sviluppo del prototipo alla produzione di massa, consentendo la trasformazione del settore e il potenziamento per lo sviluppo ad alto valore aggiunto e sostenibile.

Disclaimer
I contenuti di questa pagina sono solo a scopo informativo.Serie JSNon ci sono dichiarazioni o garanzie, espresse o implicite, per quanto riguarda l'accuratezza, la completezza o la validità delle informazioni. Non si dovrebbe dedurre che un fornitore o un produttore di terze parti fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di lavorazione del materiale o lavorazione attraverso la rete Longsheng. È la responsabilità dell'acquirenteRichiedi la citazione delle partiIdentificare i requisiti specifici per queste sezioni.Si prega di contattarci per ulteriori informazioni.
Squadra JS
JS è un'azienda leader del settoreConcentrati su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisioneMACCHING CNC,Produzione di lamiera,Stampa 3D,Stampaggio a iniezione,Stamping in metallo,e altri servizi di produzione unica.
La nostra fabbrica è dotata di oltre 100 centri di lavorazione a 5 assi all'avanguardia, ISO 9001: 2015 certificato. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità ai clienti in oltre 150 paesi in tutto il mondo. Che si tratti di una produzione di piccoli volumi o personalizzazione su larga scala, possiamo soddisfare le tue esigenze con la consegna più veloce entro 24 ore. scegliereTecnologia JSCiò significa efficienza di selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito Web:www.cncprotolabs.com
FAQ
1. L'influenza della temperatura dello stampo sulla qualità delle parti stampate a iniezione?
La temperatura dello stampo è troppo elevata, il che porta alla deformazione dello stampaggio a iniezione e alla rugosità superficiale o alla concentrazione di stress interno.È necessaria una regolazione accurata delle caratteristiche del materiale (ad es. 50-80 ° C per ABS) per garantire l'accuratezza delle dimensioni e la qualità dell'aspetto.
2. Cosa sonoILTipi comunemente usati di macchine per stampaggio a iniezione?
I tipi di macchine da stampaggio a iniezione comunemente usate sono tipo stantuffo, tipo di vite e tipo di stantuffo preformato a vite.Tra questi, la plastica a vite è diventata mainstream per la sua efficienza e il risparmio energetico ed è stato ampiamente utilizzato nella produzione in serie di prodotti in plastica.
3. Quali problemi possono causare un'elevata pressione di iniezione?
L'eccessiva pressione di iniezione può portare a inondazioni lampo (overflow), aumentare l'usura dello stampo e persino portare a deformazioni o cracking del prodotto, nonché un aumento del carico e del consumo di energia dell'attrezzatura.
4.Come scegliere adattostampaggio a iniezioneMateriali?
Considera l'uso previsto del prodotto (resistenza al PC, elasticità della TPU), temperatura di elaborazione e costi come la resistenza ad alta temperatura di PP, la flessibilità della TPU, le prestazioni e i costi dell'equilibrio dell'ABS.
Risorse
Macchina di stampaggio a iniezione
Acrilonitrile butadiene stirene
Design di componenti di plastica

