

Dans le domaine deprototypage rapide, Le choix des matériaux détermine directement la limite de performance du produit et la faisabilité de la technologie de moulage.Le moulage par injection, en tant que technologie de base, le sens de la signification ne donne pas seulement une certaine forme aux matériaux à travers les moules, mais satisfait également les besoins de diverses industries grâce à l'adaptabilité des matériaux.
Le moulage en plastique repose sur la plasticité des matériaux thermoplastiques tels que le nylon et l'ABS et est largement utilisé dans le développement prototype des composants automobiles et de l'électronique grand public.D'un autre côté, le moulage en silicone domine la vérification rapide des dispositifs médicaux et des joints à travers la flexibilité et la bière de l'énergie du caoutchouc de silicone liquide.
La technologie de moulage par injection JS et fournit des solutions de matériaux personnalisées pour différents besoins de l'industrie, de haute précisionconception de moisissure en plastiqueÀ la moulure de précision en silicone, tout au long de l'optimisation des performances des matériaux et de l'innovation de processus pour aider les clients à raccourcir leurs cycles de développement de R&D et leurs coûts.
Qu'il s'agisse de vérification fonctionnelle de composants structurels complexes ou de tests de fiabilité de la production à petite échelle, JS prend toujours la science des matériaux comme noyau et favorise le développement d'un prototypage rapide dans le sens d'une grande efficacité et spécialisation.
Qu'est-ce que le moulage par injection?
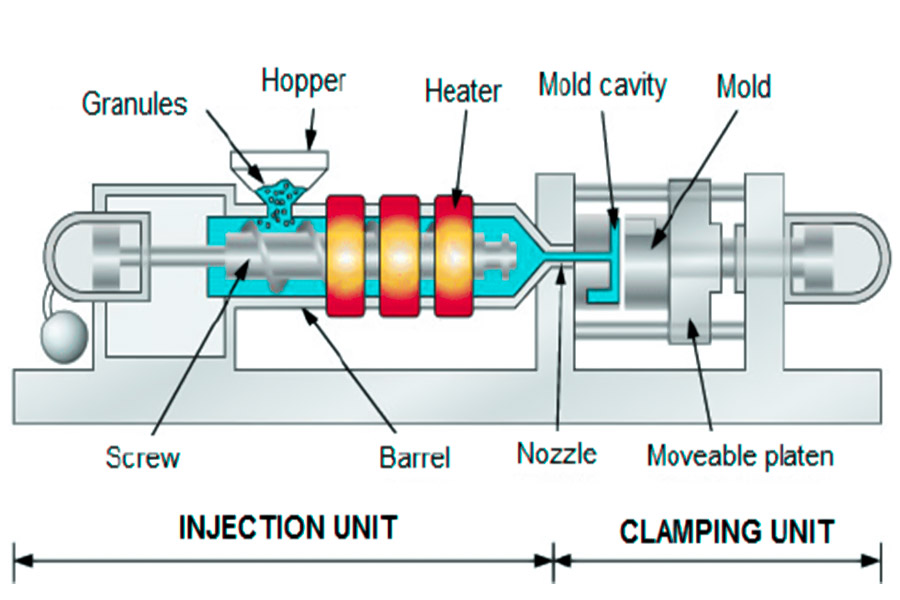
Le moulage par injection est un processus de fabrication dans lequel les matériaux en fusion (tels que les plastiques ou le silicone liquide) sont injectés à haute pression dans des cavités de moule finement conçues et refroidis et solidifiés.Son noyau réside dans l'utilisation de la structure précise de la conception de moulage pour transformer les matières premières en formes complexes pour atteindre une efficacité et une cohérence élevées.En tant que technologie traditionnelle du moulage en plastique, il s'agit non seulement d'un important porte-avions de conception de moulage, mais résout également la nécessité d'une structure de précision, de pièces à parois minces ou de production de masse qui est difficile à atteindre dans la fabrication traditionnelle par un processus standardisé.
Les étapes clés de la moulure d'injection comprennent la fusion des matériaux, le moulage par injection à haute pression,refroidissement des moisissureset durcissement et traitement post-retrait.Son avantage technique réside pour s'adapter à la conception de haute précision et à une structure de géométrie complexe, et à obtenir l'intégration fonctionnelle par des moules à moule multi-cavité ou à injection de plug-in.Par rapport aux processus de casting ou de moulage par soufflage, il peut répondre aux exigences de la diversification et de l'automatisation des matériaux, et présente des avantages importants dans le contrôle des coûts et la fiabilité des produits.
Quels sont les principaux types de moulage par injection?
1 et 1Moulage par injection thermoplastique
Les polymères thermoplastiques sont chauffés à un état fondu, injecté en précisionCavités de moulageen moulant l'injection et refroidie pour former des produits finaux.Ses forces de base sont la recyclabilité des matériaux (recyclage et fusion) et la capacité de fabriquer efficacement des structures géométriques complexes.
JS Company a sa capacité de contrôle de la tolérance de ± 0,005 mm et est capable de produire efficacement des structures automobiles complexes.Sa compatibilité des matériaux (par exemple ABS, PA, PE) et sa technologie de moulage rapide sont entièrement adaptées aux caractéristiques de fusion répétées des matériaux thermoplastiques, réduisant considérablement les coûts de production.
2Moulage par injection de thermodurcissement
Les plastiques thermodurcissants subissent des réactions chimiques irréversibles et se solidifient sous une température et une pression élevées.Contrairement aux plastiques thermoplastiques, une fois formés, les thermoplastiques ne peuvent plus être fondues.Le processus est souvent utilisé dans l'emballage électronique et les composants à haute température. Il s'appuie sur la conception des moisissures pour obtenir une résistance structurelle élevée et une résistance à la corrosion chimique par le moulage en plastique.
JS possède plus de 50 expériences de traitement des matériaux, soutenant la formation de résine phénolique, de résine époxy et d'autres matériaux.Son équipement automatique et son optimisation des processus peuvent garantir la stabilité dimensionnelle du matériau solidifié.
3 et 3Caoutchouc de silicone liquide
Le caoutchouc de silicone liquide est injecté dans des moules par l'injection de moulage puis moulé par une vulcanisation à basse température.Il a des caractéristiques de biocompatibilité et d'anti-âge, et est largement utilisé dans les cathéters, les phoques et autres dispositifs médicaux.Ses caractéristiques de déformation permanentes à faible compression sont essentielles pour les scénarios d'utilisation à long terme.
JS est devenu un fournisseur de base deMoulage LSRPour les cathéters médicaux et les phoques pour les entreprises médicales multinationales avec précision de 0,005 mm et un processus propre conforme aux normes de la FDA.
4Surmoule
L'intégration multifonctionnelle est obtenue en superposant deux matériaux ou plus (tels que la matrice en plastique dur + le revêtement adhésif doux) dans le même moule par le moulage en plastique.Par exemple, la couche non glissante de la poignée de poignée, combinée à la structure principale, est confortable et durable et adaptée aux produits électroniques et à l'outil grand public.
La ligne de production automatisée de JS est compatible avec une large gamme de matériaux et peut compléter efficacement le moulage intégré de produits tels que les boucliers électroniques.Son taux de livraison à 98% à temps juste et son avantage de réduction des coûts de 15% met en évidence la valeur pratique du processus dans la fabrication de l'électronique grand public.
5Moulage d'injection multiples
En combinant des processus d'injection de moulage de deux matériaux ou plus, tels que du plastique dur et du caoutchouc souple, pour l'intégration fonctionnelle à travers plusieurs buses ou le moulage par injection empilé, il est couramment utilisé dans des structures complexes deélectronique grand publicet des appareils portables intelligents.
Quelle est la différence entre le moulage par injection plastique et le moulage par injection de silicone?
Il existe des différences significatives entre les deux processus en termes de propriétés matérielles, de conditions de processus et de scénarios d'application:
| Comparaison des dimensions | Moulage en plastique | Moulage en silicone |
| Type de matériau | Thermoplastique (par exemple ABS, PE) ou plastiques thermodurcissants (par exemple, résine phénolique). | Le caoutchouc de silicone liquide (LSR) est solidifié par le processus de moulage en silicone en caoutchouc en caoutchouc. |
| Température de traitement | Plastiques en fusion à des températures élevées (150 ° C-300 ° C). | Vulcanisation à basses températures (60 ° C à 150 ° C). |
| Exigences de moisissure | Le canal d'écoulement nécessite un système de système de refroidissement avec une résistance à haute température, une résistance à la pression et une précision. | Traitement anti-adhérence de surface (tel que le revêtement PTFE), canal d'écoulement large pour empêcher le blocage LSR. |
| Champs d'application | Pièces automobiles, coque électronique, produits de base et autres produits rigides. | Scénarios de demande flexibles tels que les cathéters médicaux, les phoques, les appareils portables, etc. (selon la précision du moulage en silicium). |
| Post-traitement | Élimination sans traitement. | La vulcanisation secondaire à basse température en option est une option pour améliorer les performances. |
| Coût et efficacité | Faible coût, adapté à la production de masse. | Le prix de l'unité des matériaux est élevé, mais une personnalisation de grande précision et une petite tolérance par lots (par exemple ± 0,005 mm) est prise en charge. |
Moulage par injection en plastiqueest principalement utilisé pour la fusion à haute température des plastiques pour former des produits rigides et est le choix grand public de la fabrication industrielle.Moulage par injection de silicone par le moulage en silicone Moulage en silicone La technologie de vulcanisation, dans le traitement médical, les services de garde des enfants et enfants et d'autres zones ayant des exigences strictes pour la flexibilité et la sécurité ont un rôle irremplaçable.
Comment concevoir des moules structurels complexes?
1 et 1Compatibilité du matériau et de l'acier à moule
- Sélection de l'acier à moule:Pour les zones à forte stress telles que les cavités profondes et les structures à parois minces, l'acier de moisissure élevée (par exemple P20, H13) doit être sélectionné pour assurer la résistance à l'usure et la résistance à la déformation pendant le moulage par injection.
- Façonner la conception de surface:Optimisez la ligne de séparation par la simulation Moldflow pour éviter l'injection inégale de moulage ou la garniture de mouche en raison de structures irrégulières telles que les inversions et les trous latéraux.
2Optimisation du système de versement
- Technologie du canal de flux de chaleur:Adopter le système de canal d'écoulement thermique, réduire les déchets de la tête de matière froide, améliorer l'uniformité deremplissage d'injection, particulièrement adapté à la moisissure multi-cavité ou à la conception de canaux complexes.
- Sélection de l'emplacement de la porte:Selon l'analyse de CAE, la porte est placée dans une zone à parois épaisses pour éviter la rétention du gaz ou les marques de retrait en raison d'un débit de fusion inégal pendant l'injection de moulage.
3 et 3Mécanismes de démantèlement innovants
- Liaison de toit curseur et biseauté:Pour les cavités profondes ou les irrégularités internes, les combinaisons de curseur en couches et de toit biseauté sont conçues pour garantir que le produit fini n'est pas endommagé après l'injectionmoulage.
- Dans l'équilibre d'éjection des moisissures:La simulation CAE vérifie la position d'éjection et la distribution de la pression pour empêcher les pièces en plastique de se fissurer en raison de la concentration de contrainte (grandes pièces complexes telles que les abat-jour en voiture).
4Ajustement dynamique des paramètres de processus
- Vitesse de remplissage et contrôle de pression:Pendant l'injection de moulage, des stratégies de rétention de pression à plusieurs étapes sont utilisées pour optimiser le débit de fusion (par exemple, une basse vitesse et une garniture à haute pression dans les zones de paroi mince de la coque électronique).
- Contrôle de zonage de la température du moule:En concevant un circuit d'eau de refroidissement conforme, la température locale de la matrice peut être ajustée pour répondre aux exigences d'écoulement des matériaux de différentes zones d'injection de moulage.
5Analyse de simulation et validation rapide
- Simulation Moldflow:Prédire les défauts tels que les lignes de soudure et le retrait, l'optimisation de la position de la porte et la conception du système d'échappement, réduisantprocès pour injectionet coût d'erreur.
- Impression 3D des moules conformes:Les prototypes de moules de canal d'eau de refroidissement conforme sont produits rapidement, la faisabilité des processus d'injection est vérifiée et les cycles de développement sont raccourcis.
Quel équipement est requis pour le moulage par injection micro-parties?
Selon la technologie de fabrication de précision de JS Company et les exigences de moulage par injection de microcomposants, l'équipement et les technologies clés requis sont les suivants:
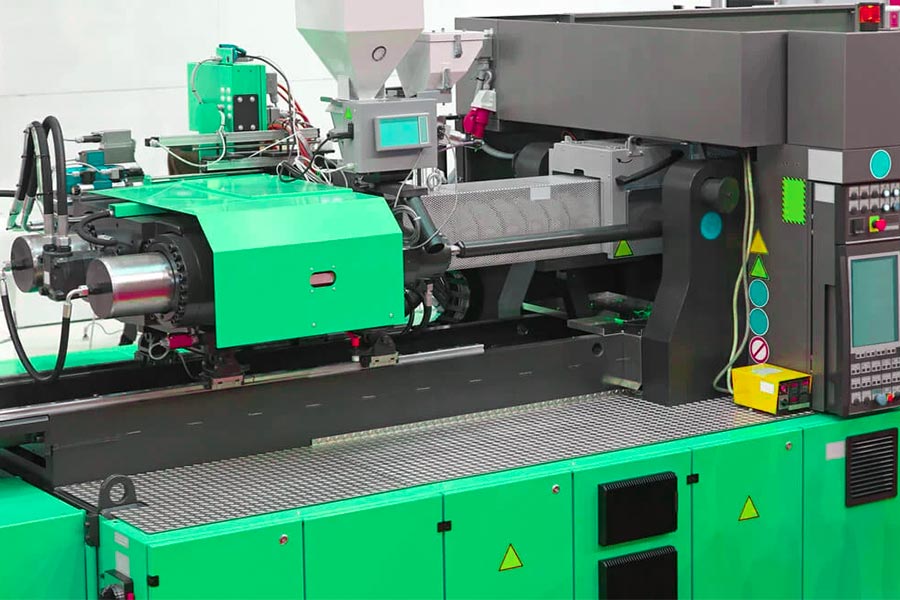
1.IMachine de moulage par njection
- Machine de moulure d'injection électrique de haute précision (force de verrouillage ≤ 10 tonnes).
- Unité de moulage par injection multi-composants (support pourmoulage par insertionou moulage par co-injection).
- Module de contrôle de l'injection (précision de mesure ± 0,01 g).
- Technologie JS: précision d'usinage ± 0,005 mm, adaptée à la production de micro-pièces complexes.
2Système de développement de moisissures de précision
- Équipement d'usinage Micro Discing EDM (résolution d'électrodes 0,002 mm).
- Processus de polissage miroir (RA ≤0,05 μm).
- Système de contrôle de la température du canal d'écoulement thermique (± 1 ℃ Stabilité de la température).
- La technologie JS: 95% des projets répondent aux normes de précision ultra-élevée, avec une riche expérience dans l'optimisation de la conception de moisissures.
3 et 3Unité d'équipement de test avancé
- Scanner de lumière bleue 3D (précision de mesure ± 0,002 mm).
- Système de détection optique en ligne (taux de reconnaissance OCR / OCV ≥99,9%).
- Analyseur métallographique microscopique (détection de rugosité de surface jusqu'au niveau nanométrique).
- Technologie JS: une équipe avec 20 ans deexpérience d'ingénierieFournir un contrôle de la qualité du processus complet.
4Systèmes de production automatisés
- Dispositif de levage mécanique du bras (précision de positionnement ± 0,005 mm).
- Système d'étiquetage des moisissures (tolérance d'étiquetage ± 0,01 mm).
- Système de gestion des entrepôts intelligents (augmentation de 20% de l'efficacité du chiffre d'affaires des stocks).
- La technologie JS: 98% des commandes sont livrées à temps et fournissent des solutions d'automatisation personnalisées.
5Équipement spécial de traitement des matériaux
- Dispositif de moulage par injection de microfoam (diamètre de la cellule ≤ 50 μm).
- Système d'agitation nanocomposite (uniformité de dispersion ≥95%).
- Chambre de moulage par injection propre de qualité médicale (contrôle environnemental ISO 7).
- Technologie JS: plus de 50 ans d'expérience en matière de traitement des matériaux, domaine médical / électronique.
JS Company combine MicroMachines de moulage par injection, Équipement de découpe de fil et système de simulation Moldex3D Pour former une boucle de technologie pleine chaîne de la conception de moulage à la moulure en plastique de précision.Cas de fabrication typique de micro-pièces: Le rendement d'injection de vitesse de précision de 0,5 mm de diamètre était de 99,2% et la tolérance de dimension a été contrôlée à ± 0,003 mm, démontrant la progressivité du système d'équipement.
Comment réaliser la combinaison de moulures d'injection de matériaux multiples?
1 et 1Sélection des matériaux et traitement de compatibilité
- Match des performances du matériel:Choisissez des matériaux avec des coefficients d'expansion thermique similaires et du rétrécissement (par exemple ABS dur et TPU flexible) pour éviter les fissures d'interface causées par le changement de température.
- Prétraitement de surface:L'adhésion entre les matériaux est améliorée par le traitement au plasma, le revêtement chimique ou le polissage mécanique, comme le nanoRevêtements activésSurfaces du matériau lorsque le métal et le plastique sont collés.
2Conception et fabrication de moisissures
- Moules en deux couleurs / multi-cavité:À l'aide de moules rotatifs, des moisissures de glissière ou une structure de moisissure laminée pour obtenir le moulage par injection de précision de différents matériaux dans différentes régions.Les moules en deux couleurs, par exemple, basculent le portail sur et éteignant en le faisant tourner à 180 degrés et en injectant deux types de fonte.
- Optimisation de la porte et du chemin d'écoulement:Conception d'un système de porte indépendant pour empêcher le mélange et la contamination des matériaux tout en garantissant un équilibre de l'écoulement de la fonte (par exemple, l'utilisation de la technologie du chemin d'écoulement chaud pour réduire les déchets de têtes froides).
3 et 3Contrôle des paramètres du processus de moulage par injection
- Machine de moulage par injection multi-composants:Équipement indépendant des unités d'injection, température de contrôle, pression et vitesse d'injection respectivement.Par exemple, un matériau dur est d'abord injecté comme un squelette, puis rempli de colle douce pour former un tampon.
- Coordination à la température temporelle:Contrôle précis des temps d'injection et de rétention de différents matériaux pour assurer une fusion adéquate d'interface.
4Technologie d'intégration d'interface
Conception mécanique de verrouillage:Conception d'une structure concave ou inversée dans une matrice pour améliorer la force de liaison grâce à un imbécile physique.
Adhésifs chimiques précorant:Les adhésifs spéciaux sont pulvérisés à la surface et durcis par un moulage par injection avec une activation à haute température pour obtenir une liaison au niveau moléculaire (adapté aux matériaux différents).
5Inspection et retraitement de la qualité
- Système de surveillance en ligne:Utilisez l'inspection visuelle ou la numérisation à ultrasons pour vérifier l'intégrité de l'interface et éliminer les couches ou défauts de produits.
- Recuit et traitement de surface:Élimination de la contrainte interne par le traitement thermique et l'optimisation de l'apparence et de la durabilité (par exemple le revêtement de surface des joints étanches) en utilisant des processus tels quepulvérisation et placage.
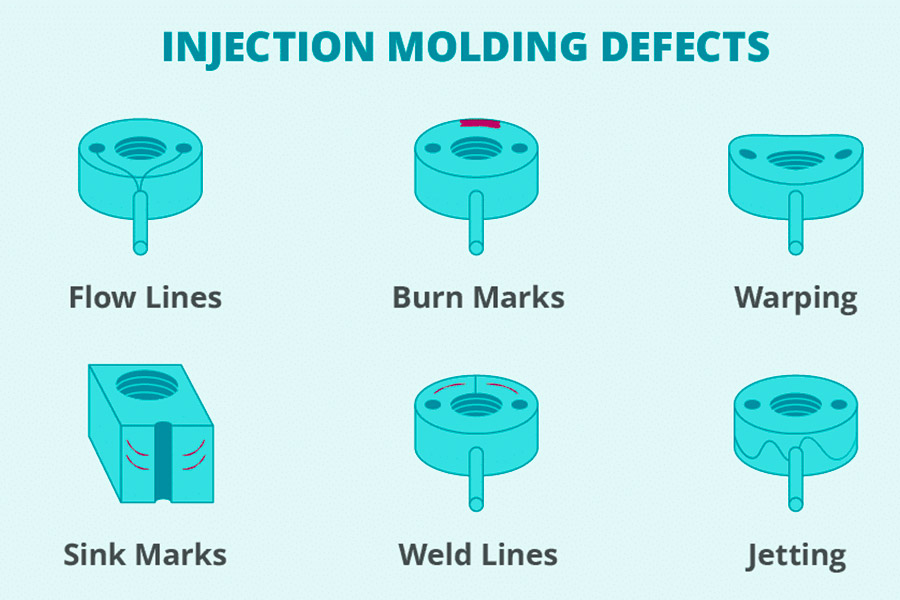
Quelles sont les difficultés courantes en matière de moulage par injection?
Dans le processus de moulage par injection, en raison de l'influence des propriétés des matériaux, des paramètres du processus et de la précision de l'équipement, les problèmes techniques suivants sont souvent rencontrés:
1 et 1Contrôle de rétrécissement des matériaux
- Point difficile: Différents plastiques ont un taux de retrait différent dans le processus de refroidissement, il est facile de conduire à une déviation de taille.
- Solution JS: optimiser la conception de moisissure avec ± 0,005 mmusinage de précisionLa technologie combinée à une expérience scientifique matérielle pour assurer la stabilité des dimensions finies du produit.
2Warp and Twist
- Difficulté: Le refroidissement inégal ou le stress résiduel provoque la déformation des pièces.
- Solution JS: adoptez le système de refroidissement avancé et la technologie de simulation de processus pour équilibrer la distribution des champs de température et réduire la contrainte interne.
3 et 3Défauts de qualité
- Difficultés: les marques de soudage, les marques de retrait ou les pores affectent l'apparence et la fonction.
- Solution JS: La douceur de surface est améliorée par le polissage des moisissures de haute précision (RA <0,1 μm) et l'optimisation des paramètres de processus (pression / vitesse / température).
4Bilan de moisissures multi-cavité
- Difficultés: les produits multi-cavité inégaux inégaux entraînent une mauvaise cohérence des lots.
- Solution JS: simulation CAE utilisée pour analyser l'équilibre des canaux et personnaliser le système de flux de chaleur pour garantirremplissage synchronede chaque cavité.
5Risque de dégradation des matériaux
- Difficultés: Le plastique se décompose, change de couleur ou s'affaiblit facilement à haute température et pression.
- Solution JS: surveillance en temps réel de la vitesse de vis et de la pression du dos avec des additifs antioxydants pour assurer des performances de matériau stables.
Avantages technologiques de la société JS
| Difficultés techniques | Solutions standard de l'industrie | JS Solutions innovantes |
| Compatibilité des matériaux | Compatible avec les plastiques ordinaires uniquement. | Prend en charge plus de 50 plastiques d'ingénierie spécialisés (tels que PEI, PPS, etc.) et fournit des services de modification des matériaux. |
| Formation de microstructures | La taille minimale de la fonction est de 0,5 mm. | La technologie de moule de gravure du miroir utilisé pour obtenir une production par lots de 0,2 mm de texture fine. |
| Assemblage intégré complexe | Erreur de positionnement manuel ≥ 0,1 mm. | Un système de positionnement intégré automatisé avec une précision ± 0,02 mm a été utilisé. |
| Conformité environnementale | Recyclage des matériaux uniques. | La technologie innovante de la structure des composés multicouches permet une régénération efficace de TEP / PC et d'autres matériaux hybrides. |
| Livraison rapide | Le cycle standard est de 2 à 4 semaines. | Digital Twin Technology réduit le temps d'essai à 7 jours et répond aux commandes d'urgence dans les 48 heures. |
Référence de cas typique
- Boîtier des capteurs automobiles: en matériau PA66 + GF30 et intégré àinserts métalliquesDans le moulage par injection de moisissure, il atteint un taux de rendement du niveau de protection IP67 de 99,8%.
- Composants de seringue médicale: résout le problème du matériau PP collant au moule en utilisant des ateliers sans poussière et une technologie de traitement du plasma, conformément aux normes de biocompatibilité de la FDA.
Comment JS peut-il réduire les coûts de production de moulage par injection de 20%?
- Optimisation du processus:98% des commandes sont livrées à temps ou à l'avance, les lignes de production automatisées raccourcissent les cycles de livraison de 15% et le traitement de précision réduit les pertes de déchets.
- Fabrication de précision:± 0,005 mm La précision réduit le taux de reprise et la simulation CAE réduit le coût du moule d'essai.
- Réponse rapide:Citation 24h / 24 + production rapide, planification flexible, petite commande, éviter les coûts de redondance dans la production de masse.
- Match intelligent:50 + Sélection des matériaux, réduction des coûts, artisanat personnalisé, qualité équilibrée et prix.
- Soutien expert:Notre équipe a 20 ans d'expérience dans l'optimisation de la conception, la réduction des matériaux, la surveillance du processus et l'élimination des déchets.
- Production verte: consommation d'énergie d'équipement d'économie d'énergie réduite de 15%,recyclage des matériauxet réutiliser la réduction des coûts, l'efficacité.
Résultats réels:
- Réduire les coûts des clients de 20%:Grâce à ces initiatives, JS aide les clients à économiser en moyenne 20% de leurs coûts de fabrication tout en augmentant l'efficacité du projet de 25%.
- Avantage coopératif à long terme:L'avantage du coût se traduit par l'adhérence des clients, une augmentation de 25% du taux de retour.
Résumé
Le mouillage d'injection est la technologie de base de l'industrie moderne. En fondant etSolidification des mouluresMatière plastique, la production d'un membre rigide simple à un élément élastique complexe est diversifiée.Qu'il s'agisse de la production de masse efficace de thermoplastique ou de moulage flexible précis du silicone liquide, son adaptabilité de processus couvre de nombreux domaines tels que l'automobile, le traitement médical et l'électronique.
Avec son traitement compatible multi-matériaux de conception de moisissure de précision de 0,005 mm et des capacités d'intégration de la ligne de production automatiséesEntreprise JScontinue de repousser les limites du champ de moulage par injection de précision et d'efficacité, offrant aux clients mondiaux des solutions à guichet unique du développement de prototypes à la production de masse, permettant la transformation et la mise à niveau de l'industrie pour un développement de grande valeur ajouté et durable.

Clause de non-responsabilité
Le contenu de cette page est uniquement à des fins d'information.Série JSIl n'y a pas de représentations ou de garanties, expresses ou implicites, quant à l'exactitude, à l'exhaustivité ou à la validité des informations. Il ne faut pas déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, une qualité de matériau et un type ou une fabrication via le réseau Longsheng. C'est la responsabilité de l'acheteurExiger une citation de piècesIdentifiez les exigences spécifiques pour ces sections.Veuillez nous contacter pour plus d'informations.
Équipe JS
JS est une entreprise de pointeConcentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients, et nous nous concentrons sur une haute précisionUsinage CNC,Fabrication de tôles,Impression 3D,Moulage par injection,Estampage en métal,et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage à 5 axes de pointe, certifié ISO 9001: 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité aux clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de production à petit volume ou de personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisirTechnologie JSCela signifie l'efficacité de sélection, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site Web:www.cncprotolabs.com
FAQ
1.L'influence de la température du moule sur la qualité des pièces moulées par injection?
La température du moule est trop élevée, ce qui entraîne une déformation du moulage par injection et la rugosité de surface ou la concentration de contrainte interne.Un ajustement précis aux caractéristiques des matériaux (par exemple 50-80 ° C pour l'ABS) est nécessaire pour garantir la précision de la taille et la qualité de l'apparence.
2. Qu'est-ce queleTypes couramment utilisés de machines de moulage par injection?
Les types de machines de moulure d'injection couramment utilisés sont le type de piston, le type de vis et le type de piston préformé par vis.Parmi eux, le plastique à vis est devenu courant pour son efficacité et sa sauvegarde d'énergie et a été largement utilisé dans la production de masse de produits en plastique.
3. Quels sont les problèmes de pression d'injection élevée?
Une pression d'injection excessive peut entraîner des inondations soudaines (débordement), augmenter l'usure des moisissures et même entraîner une déformation ou une fissuration du produit, ainsi qu'une augmentation de la charge et de la consommation d'énergie de l'équipement.
4.Comment choisirmoulage par injectionmatériels?
Considérez l'utilisation prévue du produit (résistance au PC, élasticité TPU), la température de traitement et les coûts tels que la résistance à haute température de PP, la flexibilité de TPU, les performances et le coût de l'équilibre de l'ABS.
Ressources
Machine à moulage par injection
Acrylonitrile butadiène styrène
Conception de composants en plastique

