

Пресс-формы для литья пластмасс под давлением представляют собой, по сути, высокоточные металлические формы. Их основная функция заключается в быстром заполнении расплавленной пластмассы в определенную полость внутри формы под сильным давлением, создаваемым машиной для литья пластмасс под давлением. После охлаждения и затвердевания пластмассы в полости можно получить пластиковую деталь, форму, размер и внешний вид которой соответствуют требованиям проекта.
Ключевое преимущество заключается в том, что после изготовления пресс-форму можно многократно использовать для производства тысяч идентичных деталей, будь то мелкосерийное пробное производство или крупномасштабное серийное производство — она легко справляется с различными производственными задачами и идеально адаптируется к ним.
Теперь мы расскажем вам о типах пресс-форм для литья пластмасс под давлением, особенностях их конструкции и типичных сценариях применения.
Что такое пресс-форма для литья пластмасс под давлением?
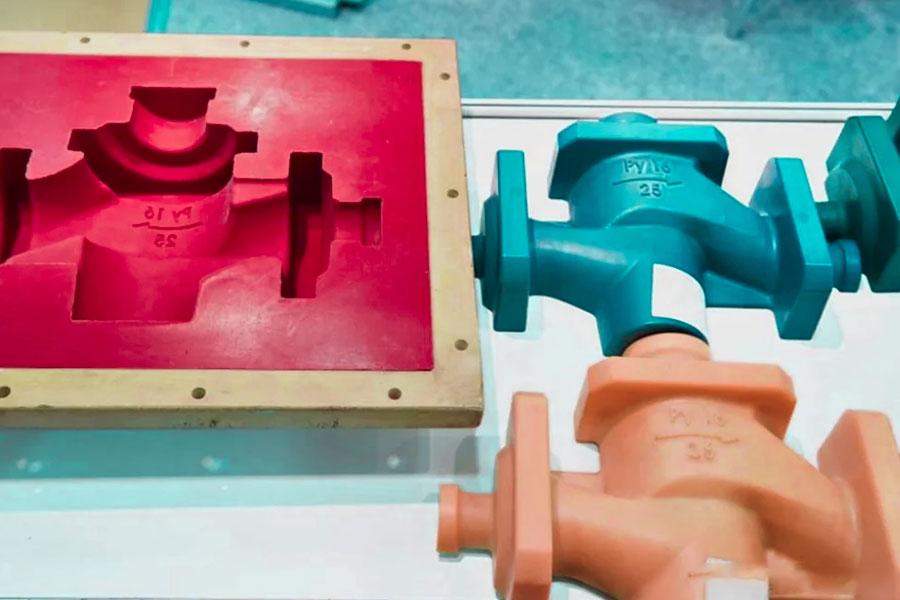
Пресс-формы для литья пластмасс под давлением представляют собой, по сути, прецизионный стальной компонент литьевой машины, специально предназначенный для придания расплавленному пластику нужной формы. Основная конструкция пресс-формы состоит из двух половин: одна жестко закреплена, а другая может открываться и закрываться в гибком состоянии. При соединении этих двух половин образуется закрытая центральная полость. Форма и детали этой полости напрямую определяют внешний вид и качество готовой пластиковой детали.
Как видите, если вы хотите производить пластиковые детали уникальной формы или с высокими требованиями к точности, вам практически необходимо спроектировать и изготовить комплект пресс-форм для литья пластмасс под давлением. Именно в этом и преуспевает компания JS! Мы глубоко вовлечены в эту область более 20 лет и накопили очень отлаженные процессы и опыт. Мы можем помочь вам изготовить качественные пресс-формы на заказ и гарантировать, что произведенные пластиковые детали будут полностью соответствовать вашим требованиям.

Как изготовить пресс-формы для литья пластмасс под давлением?
1. Анализ спроса и проектирование
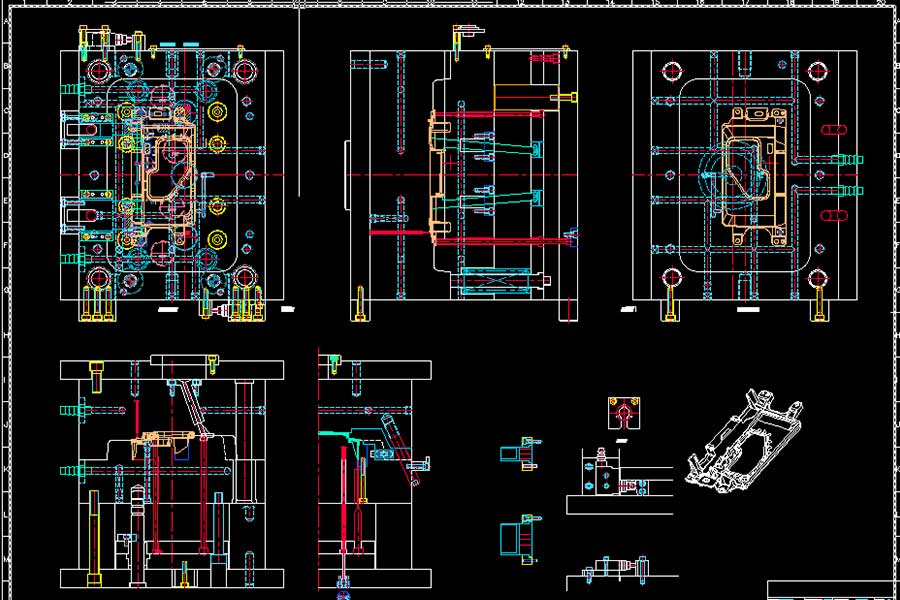
Наши инженеры используют профессиональное программное обеспечение (например, CAD/CAE) для проектирования 3D-моделей пластиковых деталей с учетом их требований. Необходимо научно спланировать формовочную полость внутри пресс-формы, канал для потока расплавленного пластика, трубопровод для циркуляции охлаждающей жидкости и механизм извлечения готового изделия. На этом этапе наша команда может обеспечить более предсказуемое и эффективное проектирование.
2. Выбор и подготовка материалов
В зависимости от характеристик пластиковых компонентов следует выбирать подходящую сталь для пресс-форм . Твердость, износостойкость и коррозионная стойкость стали должны соответствовать требованиям эксплуатации, чтобы обеспечить срок службы пресс-формы.
Выбранную инструментальную сталь разрезают и фрезеруют до получения приблизительной формы в соответствии с проектными размерами для последующей высокоточной обработки.
3. Точная обработка
Обработка на станках с ЧПУ (CNC):
Это то, что обычно понимают под механической обработкой. В прежние годы это делалось старыми мастерами вручную на токарных, фрезерных и сверлильных станках. Теперь, когда технологии продвинулись, основным методом обработки стало использование станков с ЧПУ . Компьютеры управляют движением и работой этих станков и позволяют изготавливать пресс-формы более сложной формы и с более высокой точностью.
Сначала инженер использует программное обеспечение для проектирования (CAD) на компьютере, чтобы создать 3D-чертеж пресс-формы, а затем другое программное обеспечение для производства (CAM) составляет подробную схему технологических процессов станка на основе этого чертежа. Затем эти шаги преобразуются в команды, понятные станку. Станок автоматически начинает фрезерование или резку стали в соответствии с инструкциями и обрабатывает пресс-форму пошагово.
Этот процесс особенно распространен и эффективен для изготовления пресс-форм из нетребовательных или относительно мягких материалов, таких как алюминиевые формы для литья пластмасс под давлением.
Электроэрозионная обработка (ЭЭО):
Этот метод обработки широко используется в производстве пресс-форм . Его секрет заключается в использовании предварительно изготовленного электрода (обычно графитового или медного) для воспроизведения формы, требуемой пресс-формой.
(1) Процесс обработки:
- Зажим и позиционирование: Электрод устанавливается на шпиндель электроэрозионного станка, а заготовка (формовочная сталь) фиксируется в рабочей емкости, содержащей изолирующую среду (обычно керосин).
- Настройка зазора: Расположите электрод так, чтобы он точно проходил над обрабатываемой областью заготовки.
- Травление разрядом: Поддерживайте очень малый зазор (обычно от нескольких микрон до сотен микрон) между электродом и заготовкой. Система питания станка подает импульсное напряжение в зазор, прорывая изолирующую среду и создавая высокоэнергетические электрические искры.
- Удаление материала: Станок подает высоковольтное электричество, которое создает искры в крошечном зазоре между электродом и сталью. Эти искры обладают чрезвычайно высокой энергией, поэтому они могут точно эродировать металл точечно.
(2) Преимуществами этого метода являются:
- Возможность изготовления сложных форм: Хотя скорость обработки относительно низкая, этот метод позволяет обрабатывать труднодоступные места, глубокие канавки и тонкие контуры, недоступные для фрезерных станков с ЧПУ или которые трудно обработать. Например, если на изделии очень мелкий текст или узоры, обработка на станке с ЧПУ может быть сложной, а электроэрозионная обработка (ЭЭО) — возможно.
- Не боится твердых материалов: сталь , используемая для изготовления пресс-форм , обычно предварительно закаливается для повышения прочности. Но закаленная сталь слишком твердая, и обычные инструменты трудно обрабатывать. Электроэрозионная обработка (ЭЭО) не учитывает эти факторы. Она фрезерует поверхность стали в одной точке с помощью высоковольтных электрических искр, поэтому хорошо подходит для очень твердых материалов.
- Высокое качество поверхности: обработка поверхности методом электроэрозионной обработки иногда приводит к образованию особенно тонкой текстуры. При обработке формы решетки динамика компания JS напрямую использует эту текстуру, полученную методом электроэрозионной обработки, в качестве поверхностного эффекта конечного продукта, даже исключая процессы полировки и шлифовки.
4. Сборка, отладка и пробная формовка.
Установите пресс-форму на литьевую машину для первого опытного производства (пробная пресс-форма Т1).
Проверьте образцы, изготовленные с помощью пробной пресс-формы: точность размеров, качество внешнего вида, наличие дефектов, таких как недостающий материал, облой, деформация и т. д.
Согласно результатам пробных испытаний, обычно необходимо внести необходимые корректировки и оптимизации в форму, и может потребоваться несколько циклов пробных испытаний (Т2, Т3 и т. д.), пока образец полностью не будет соответствовать всем требованиям.
5. Окончательная поставка и серийное производство.
Изготовление пресс-формы считается завершенным только после успешной работы пробной пресс-формы и подтверждения соответствия образца требованиям. На этом этапе пресс-форма будет окончательно очищена и обработана антикоррозийным составом .
Затем пресс-форму можно передать заказчику и установить на литьевую машину для производства, что позволяет производить необходимые пластиковые детали в больших количествах и со стабильным качеством. Хорошо спроектированная, изготовленная на заказ пресс-форма для литья пластмасс под давлением может использоваться сотни тысяч или даже миллионы раз.
Каковы основные характеристики пресс-форм для литья под давлением?
1. Сложность и гибкость проектирования
Конструкция пресс-формы может быть в значительной степени адаптирована под форму изделия. Путем комбинирования сложных механизмов, таких как модули, направляющие, наклонные элементы и цилиндры, можно изготавливать пластиковые детали со сложными геометрическими особенностями, такими как вогнутые и выпуклые поверхности, резьба и отверстия.
Сложность конструкции пресс-формы напрямую определяет осуществимость формы изделия. Особенно при проектировании и изготовлении пресс-форм для литья под давлением мягких пластмасс необходимо уделять особое внимание мягкости используемого материала и влиянию давления, вызванного разницей в его текучести, на внутреннюю структуру пресс-формы .
2. Высокие требования к точности.
Для деталей, изготавливаемых методом литья под давлением и пользующихся высоким спросом, крайне важны точные размеры, гладкая поверхность и длительный срок службы пресс-формы.
Ниже перечислены различия в требованиях к точности и качеству обработки обычных пластиковых деталей и соответствующих им деталей, изготовленных методом литья под давлением:
| Запросить проект | Требования к обычным пластиковым деталям | Требования к деталям пресс-формы | Форма для лазерного оптического диска |
| Уровень точности размеров | Уровень IT6-7 (достаточно точный). | Уровень IT5-6 (более точный). | Чрезвычайно высокий уровень (значительно превосходящий уровень IT5). |
| Гладкость поверхности (Ra) | 0,2-0,1 микрон (очень гладкая поверхность). | <0,1 микрона (очень гладкая поверхность). | Толщина поверхности пресс-формы <0,01 микрона. |
Для повышения эффективности и снижения затрат пресс-формы должны служить долго. В современной промышленности лучшие литьевые формы обычно должны выдерживать более 1 миллиона циклов производства. Для обеспечения такой долговечности сама конструкция формы должна быть достаточно прочной. Прецизионные пресс-формы обычно:
- Используйте особенно прочную опалубочную раму.
- Утолщите шаблон (основную опорную плиту формы).
- Для предотвращения деформации и изгиба пресс-формы под огромным давлением впрыска следует использовать опорные колонны или конические установочные штифты. Это давление иногда может достигать 100 МПа, что эквивалентно более чем 1 тонне силы на квадратный сантиметр!
Механизм выталкивания , позволяющий извлекать пластиковые детали из формы, также очень важен. Если он выполнен неправильно, изделие будет деформировано или иметь неточные размеры. Поэтому положение выталкивателя должно быть выбрано таким образом, чтобы все части изделия могли равномерно и плавно извлекаться из формы, не застревая и не выбиваясь.
3. Ключ к высокой эффективности производства
После отладки пресс-формы и ввода ее в производство, весь цикл процесса (от закрытия пресс-формы, впрыска, охлаждения до открытия пресс-формы и извлечения) происходит очень быстро. Эта особенность делает процесс литья под давлением чрезвычайно эффективным в крупномасштабном производстве.
4. Техническое обслуживание необходимо.
При длительной эксплуатации пресс-формы неизбежно будут испытывать проблемы, такие как царапины и заусенцы, из-за износа, коррозии и усталости. Поэтому необходимо разработать план периодического технического обслуживания, включающий очистку, смазку, осмотр различных движущихся частей (таких как выталкивающие штифты, направляющие) и ремонт изношенных деталей. Техническое обслуживание может значительно продлить срок службы пресс-формы и обеспечить качество продукции и непрерывность производства.
Какие основные типы пресс-форм для литья под давлением существуют?
1. Форма для кромки литника
При открытии литьевой формы готовая деталь обычно выталкивается вместе с затвердевшими литниковыми каналами и затвором на разделительной линии (также называемой линией разъема). Главное преимущество заключается в простоте конструкции, низкой стоимости изготовления и быстроте обработки. Благодаря этому технология бокового затвора, удобная и доступная в использовании, широко распространена на многих предприятиях, занимающихся литьем под давлением.
2. Одногнездная и многогнездная формы
- Одноточечный горячий литник: это горячее сопло , которое непосредственно впрыскивает расплавленный пластик в полость пресс-формы. Он особенно подходит для пресс- форм с одной точкой впрыска и одной полостью.
- Многогнездная пресс-форма: пресс-форма с несколькими формовочными полостями, позволяющая одновременно производить несколько идентичных изделий методом литья под давлением.
| Тип пресс-формы | Один результат производства | себестоимость единицы продукции | Подходит для данной сцены |
| Одногнездная форма | 1 компонент | Относительно высокий | Небольшая партия (от нескольких сотен до тысячи экземпляров) |
| Семейная плесень | 2 или более компонентов | Относительно низкий | массовое производство |
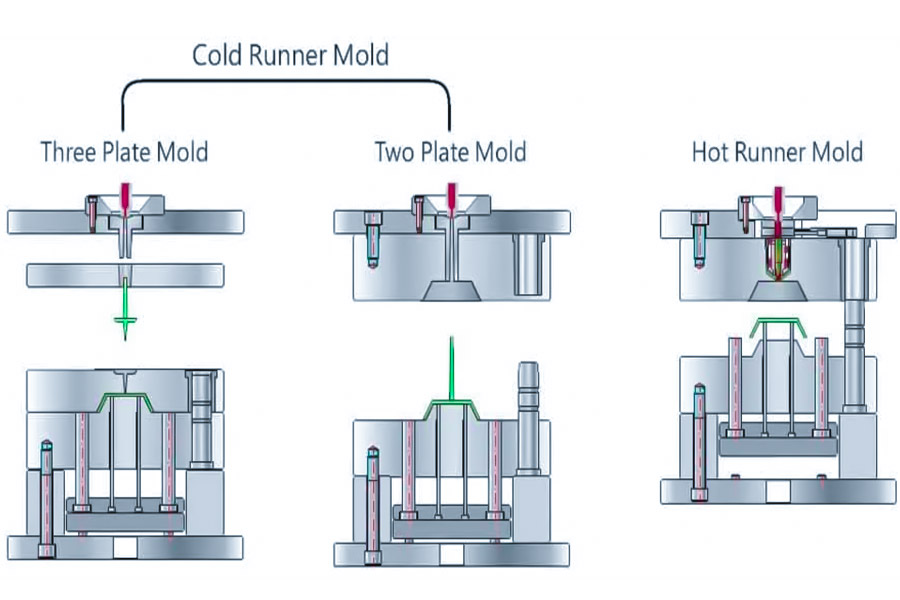
3. Система горячего канала
Этот тип пресс-формы обычно включает в себя несколько ключевых частей: нагреваемое сопло, горячеканальную плиту, которая централизованно нагревает и подает пластик ко всем соплам, и электрический блок, регулирующий температуру. Существует две распространенные формы:
- Одноточечный горячий литник: это нагреваемое сопло, которое непосредственно впрыскивает расплавленный пластик в полость пресс-формы. Этот метод особенно подходит для конструкций пресс-форм с одной точкой впрыска и одной полостью.
- Многоточечная горячая литниковая система: используется горячеканальная плита с несколькими нагретыми соплами, соединенными с ней. Пластик поступает к каждому соплу через горячеканальную плиту, а затем впрыскивается в каждую полость отдельно. Таким образом, этот метод может использоваться для многогнездных пресс-форм и для многоточечной подачи сложной одногнездной детали.
Принцип работы системы горячего литья несколько схож с системой точечного литника. Основное отличие заключается в том, что канал расплавленного пластика обернут нагреваемой пластиной литника и нагреваемым соплом для изоляции, и внутри он не охлаждается и не затвердевает. Таким образом, при открытии формы извлекается только готовая деталь, и нет необходимости удалять холодный материал. Поскольку материал в литнике всегда горячий и текучий, он напрямую соединен с изделием и не требует удаления. Поэтому эту систему часто называют системой безотходного литника.
Самое очевидное преимущество — экономия пластикового сырья! Особенно подходит для изделий с высокими требованиями к точности, для которых само пластиковое сырье очень дорогое, или для деталей, которые сложно проектировать и обрабатывать, что приводит к высоким общим затратам на литье под давлением. Для некоторых пресс-форм из мягкого пластика, требующих специальной обработки, стабильный и точный контроль впрыска, обеспечиваемый системой горячего канала, часто оказывается очень полезным.
Какие аспекты необходимо учитывать при проектировании пресс-форм?
1. Форма самой детали.
Сложность и специфическая геометрическая форма изделия напрямую определяют необходимую конструкцию пресс-формы. Сложные конструкции обычно больше подходят для многокомпонентных пресс-форм, таких как полуформы, которые удобны для литья деталей в комбинации.
В то же время, сложные характеристики деталей также повлияют на выбор литниковых каналов и компоновку вытяжной системы, чтобы обеспечить беспрепятственное поступление пластика в пресс-форму и равномерное охлаждение. Требования к точности пресс-формы чрезвычайно высоки, и необходимо убедиться в ее правильном изготовлении перед началом производства.
2. Свойства материала
Свойства выбранного материала для литья под давлением являются ключевым фактором проектирования. Выбор материалов напрямую определяет: критерии выбора стали для пресс-формы, расположение каналов охлаждающей воды, конструктивные решения системы выталкивания, а также конкретные настройки параметров последующего процесса литья.
3. Надежная и эффективная система выброса
После охлаждения и придания формы пластиковым деталям в пресс-форме, их необходимо извлечь из формы с помощью таких элементов, как выталкиватели, прижимные пластины или втулки. Основная задача системы извлечения — определить оптимальное положение для извлечения, точно рассчитать необходимую силу извлечения, обеспечить баланс и стабильность процесса извлечения, а также предотвратить деформацию пластиковых деталей во время извлечения.
4. Учитываются как себестоимость производства, так и целесообразность.
Проект должен быть осуществимым и в полной мере учитывать производственные возможности завода (такие как обработка на станках с ЧПУ , электроэрозионная обработка, полировка поверхности) и контроль затрат. Стоимость имеет первостепенное значение! Не усложняйте задачу, если ее можно решить с помощью простой конструкции.
Для проектов с ограниченным бюджетом или мелкосерийным производством также целесообразно приобрести качественные бывшие в употреблении пресс-формы для литья пластмасс под давлением, при условии соответствия требованиям. Важно также найти надежный канал сбыта бывших в употреблении пресс-форм для литья пластмасс под давлением.
Как компания JS решает проблемы, связанные с литьевыми формами?
1. Сложные структурные проблемы
При работе с изделиями, имеющими поднутрения, выемки и другие труднодоступные места, компания JS умеет проектировать сложные и надежные направляющие и наклонные выталкивающие механизмы, позволяющие этим подвижным частям плавно работать во время открытия и извлечения пресс-формы, обеспечивая плавное извлечение сложных изделий, а также стабильное и долговечное движение пресс-формы.
2. Точно соответствовать требованиям к медицинским деталям.
В соответствии с высокими требованиями к чистоте, сверхточности и отсутствию дефектов при изготовлении пресс-форм для литья пластмасс под давлением медицинских изделий , компания JS стремится к совершенству в выборе материалов, проектировании системы выпуска отработавших газов, контроле допусков и решениях по выталкиванию, чтобы гарантировать, что производимые медицинские детали имеют точные размеры, идеальную поверхность, безопасны и надежны.
3. Эффективность и стабильность производства
Удобство использования пресс-формы зависит от скорости и стабильности производства. Мы уделяем особое внимание оптимизации конструкции каналов охлаждающей воды, чтобы обеспечить быстрое и равномерное рассеивание тепла, значительно сокращая цикл формования. В то же время, точная конструкция системы отвода воздуха исключает проблемы застревания воздуха и пригорания, обеспечивая стабильное производство высококачественной продукции в течение длительного времени и сокращая потери из-за простоев.
4. Стоимость и производительность
В условиях ценового давления мы предоставляем профессиональные консультации: щедро инвестируем там, где необходимы системы горячего литья, и экономно расходуем ресурсы там, где конструкция требует упрощения. Мы хорошо разбираемся в характеристиках различных стальных материалов, используем качественную сталь с длительным сроком службы в ключевых изнашиваемых деталях, а также разумно подбираем материалы для второстепенных деталей, обеспечивая при этом долговечность пресс-формы и контролируя общую стоимость.
Краткое содержание
Пресс-формы для литья пластмасс под давлением являются ключевыми инструментами для крупномасштабного, высокоэффективного и экономичного производства различных сложных изделий из пластмассы на современных заводах. В их работе используются технологии механической обработки , знание материалов, управление температурой и особенности текучести пластмасс. Освоение соответствующих знаний о пресс-формах для литья под давлением может обеспечить более надежную основу для принятия решений и эффективно повысить эффективность работы.

Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Серия JS. Никаких заверений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации не предоставляется. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть Longsheng. Ответственность за запрос ценового предложения на детали лежит на покупателе. Необходимо определить конкретные требования к этим разделам. Для получения дополнительной информации, пожалуйста, свяжитесь с нами .
Команда JS
JS — ведущая компания в отрасли, специализирующаяся на индивидуальных производственных решениях. Мы обладаем более чем 20-летним опытом работы и обслуживаем более 5000 клиентов. Наша специализация — высокоточная обработка на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповка металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Независимо от того, идет ли речь о мелкосерийном производстве или крупномасштабной индивидуальной разработке, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте JS Technology – это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.cncprotolabs.com
Часто задаваемые вопросы
1. Как работает литье под давлением?
Литье под давлением — это процесс впрыскивания расплавленного пластика в закрытую форму под высоким давлением, его охлаждения и затвердевания, а затем открытия формы для извлечения изделия. Процесс включает в себя: закрытие формы → впрыск → выдержка под давлением → охлаждение → открытие формы → извлечение → цикл работы.
2. Из каких материалов изготавливаются пресс-формы для литья под давлением?
Пресс-формы для литья под давлением обычно изготавливаются из инструментальной стали (например, P20, H13) или карбида, а поверхность может быть хромирована или азотирована для повышения износостойкости. В некоторых простых пресс-формах для снижения затрат используется алюминиевый сплав.
3. Могут ли пресс-формы для литья под давлением иметь несколько полостей?
Пресс-формы для литья под давлением могут быть спроектированы с несколькими полостями. Это ключевая технология для повышения эффективности производства. За один цикл литья можно одновременно отлить несколько одинаковых или разных деталей, что значительно снижает себестоимость изделия и сокращает время цикла.
4. Как долго можно использовать пресс-форму для литья под давлением?
Срок службы пресс-формы для литья под давлением обычно составляет от 150 000 до 1 миллиона циклов, в зависимости от качества стали, частоты использования, состояния технического обслуживания и производственных условий. Высококачественные стальные пресс-формы при надлежащем обслуживании могут использоваться миллионы раз.
Ресурс
Изготовление пресс-форм для литья под давлением

