

プラスチック射出成形金型は、基本的に高精度な金属製金型です。その主な機能は、射出成形機による強い圧力で溶融プラスチックを金型内部の特定のキャビティに素早く充填することです。キャビティ内でプラスチックが冷却・固化すると、設計要件を満たす形状、サイズ、表面効果を備えたプラスチック部品が得られます。
重要なのは、一度金型が作られれば、それを繰り返し使用して何千もの同一部品を生産できる点です。少量の試作生産であろうと、大規模な量産であろうと、さまざまな生産ニーズに容易に対応し、完璧に適応することができます。
それでは、プラスチック射出成形金型の種類、金型設計上の考慮事項、そして典型的な用途についてご説明いたします。
プラスチック射出成形金型とは何ですか?
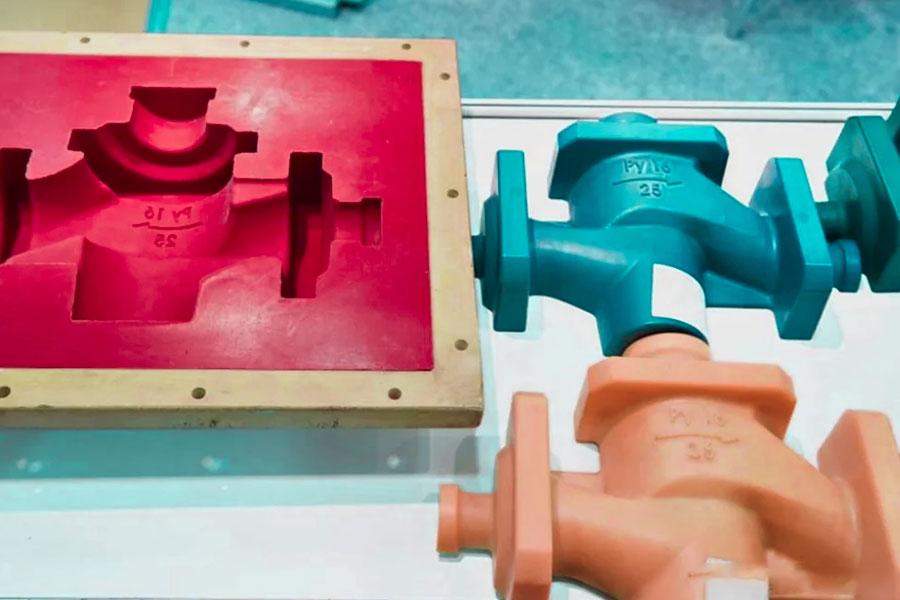
プラスチック射出成形金型は、射出成形機の精密な鋼鉄製パートナーであり、溶融したプラスチックを目的のプラスチック製品に成形するために使用されます。その主な構造は2つの半円から構成されており、一方は固定され、もう一方は柔軟に開閉します。これら2つの半円を合わせると、中央に閉じた空洞が形成されます。この空洞の形状と細部が、最終的なプラスチック部品の外観と品質を直接左右します。
つまり、独特な形状や高い精度が求められるプラスチック部品を製造するには、ほぼ間違いなく専用の射出成形金型を設計・製造する必要があります。まさにこれがJSの得意分野です!当社はこの分野で20年以上にわたり深く携わり、非常に成熟したプロセスと経験を蓄積してきました。お客様のご要望に沿った高品質な金型製作をサポートし、製造されるプラスチック部品がお客様の要求を完全に満たすことを保証いたします。

プラスチック射出成形金型の作り方とは?
1. 需要分析と設計
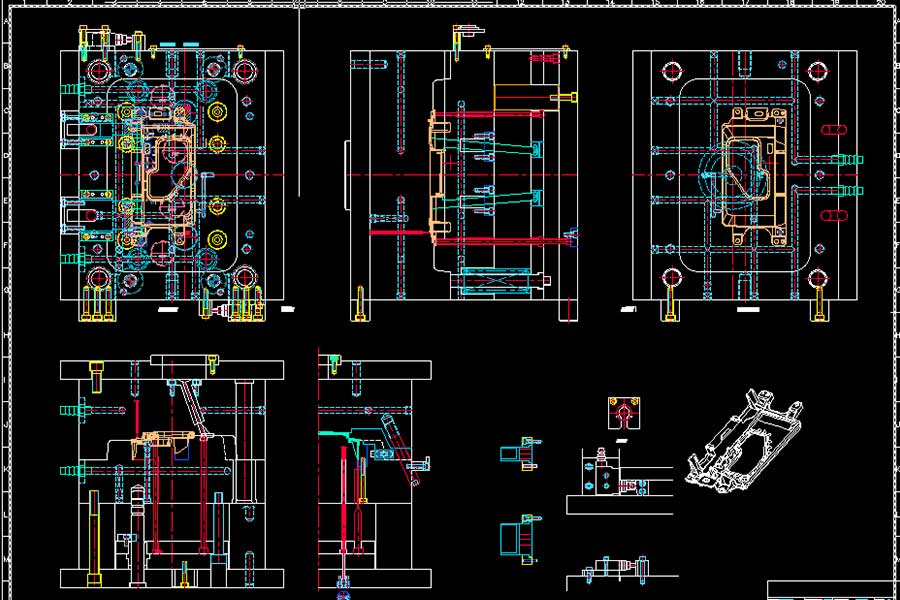
当社のエンジニアは、 CAD/CAEなどの専門ソフトウェアを用いて、プラスチック部品の要件に基づき3D設計を行います。金型内部の成形キャビティ、溶融プラスチックが流れる流路、冷却液循環用の配管、そして完成品排出機構を科学的に計画する必要があります。当社チームは、この段階において、より予測可能で効率的な設計を提供できます。
2. 材料の選定と準備
プラスチック部品の特性に応じて、適切な金型鋼材を選定してください。金型の寿命を確保するためには、鋼材の硬度、耐摩耗性、耐食性が使用要件を満たしている必要があります。
選定した金型鋼を設計寸法に従って大まかな形状に切断・加工し、その後の精密加工に備える。
3. 精密加工
CNC加工(CNC):
これは一般的に機械加工と呼ばれるものです。初期の頃は、熟練の職人が旋盤、フライス盤、ボール盤を手作業で操作して行っていました。しかし、技術の進歩に伴い、現在ではCNC工作機械を用いて加工の大部分を行うのが主流となっています。コンピュータがこれらの工作機械の動きや動作を制御し、より複雑な形状や高精度の金型を製作することが可能になりました。
エンジニアはまずコンピュータ上の設計ソフトウェア(CAD)を使用して金型の3D図面を作成し、次に別の製造ソフトウェア(CAM)がこの図面に基づいて工作機械の詳細な加工手順を設計します。そして、これらの手順を工作機械が理解できるコマンドに変換します。工作機械は指示に従って鋼材のフライス加工や切削加工を自動的に開始し、金型を少しずつ加工していきます。
このプロセスは、アルミニウム射出成形金型など、それほど高い精度が要求されない、あるいは比較的柔らかい材料を用いた金型の製造に特に一般的で効果的です。
放電加工(EDM):
この加工方法は金型業界で広く用いられている。その秘密は、あらかじめ作製された電極(通常はグラファイトまたは銅)を用いて、金型に必要な形状を再現することにある。
(1)処理工程:
- クランプと位置決め:電極は放電加工機のスピンドルに取り付けられ、加工対象物(金型鋼)は絶縁媒体(通常は灯油)が入った作業タンク内に固定されます。
- ギャップの設定:電極が加工対象物の領域をちょうど通過するように位置を調整します。
- 放電エッチング:電極と加工対象物との間に非常に小さな隙間(通常は数ミクロンから数百ミクロン)を維持します。工作機械の電源システムがこの隙間にパルス電圧を印加し、絶縁媒体を破壊して高エネルギーの電気火花を発生させます。
- 材料除去:工作機械は高電圧の電気を放出し、電極と鋼材の間の微細な隙間で火花を発生させます。これらの火花は非常に高いエネルギーを持つため、金属を点ごとに正確に削り取ることができます。
(2)この方法の利点は以下のとおりです。
- 複雑な形状の加工が可能:加工速度は比較的遅いものの、 CNCフライス盤では届かない、あるいは加工が難しいデッドコーナー、深い溝、微細な輪郭などを加工できます。例えば、製品に非常に小さな文字や模様がある場合、CNCでは加工が難しいかもしれませんが、EDMなら可能です。
- 硬質材料も恐れない:金型に使用される鋼材は、耐久性を高めるために通常、まず焼き入れ処理が施されます。しかし、焼き入れ鋼は硬すぎるため、通常の工具では加工が困難です。放電加工(EDM)は、こうした制約を一切考慮しません。高電圧の電気火花を用いて鋼材表面の特定箇所を切削するため、非常に硬い材料にも適しています。
- 優れた表面品質:放電加工(EDM)で加工された表面は、時に非常に繊細な質感を生み出します。JS社はスピーカーのグリル金型を加工する際、このEDM加工による質感を最終製品の表面効果としてそのまま利用し、研磨や研削工程さえも省略します。
4. 組み立て、デバッグ、試作金型
最初の試作生産のために、取り付け済みの金型を射出成形機に取り付けます(T1試作金型)。
試作金型で製造されたサンプルを点検します。寸法精度、外観品質、材料の欠落、バリ、変形などの欠陥がないかを確認します。
試作金型の結果に基づき、金型に必要な修正や最適化を行う必要があり、サンプルがすべての要件を完全に満たすまで、複数回の試作金型(T2、T3など)が必要となる場合がある。
5. 最終納品と量産
試作金型が正常に作動し、サンプルが基準を満たした時点で、金型は完成となります。この段階で、金型は最終的に洗浄され、防錆処理が施されます。
その後、金型は顧客に引き渡され、射出成形機に取り付けられて生産が開始され、必要なプラスチック部品を大量かつ安定的に生産することが可能になります。適切に設計されたカスタムプラスチック射出成形金型は、数十万回、あるいは数百万回も使用できます。
射出成形金型の主な特徴は何ですか?
1. 設計の複雑さと柔軟性
金型構造は、製品の形状に合わせて高度にカスタマイズ可能です。モジュール、スライダー、傾斜トップ、シリンダーなどの複雑な機構を組み合わせることで、凹凸、ねじ山、穴など、複雑な幾何学的特徴を持つプラスチック部品を成形できます。
金型設計の精緻さは、製品形状の実現可能性を直接的に左右します。特に軟質プラスチック射出成形金型の設計・製造においては、使用する材料の柔らかさ、およびその流動性の違いが金型内部構造に及ぼす圧力効果に細心の注意を払う必要があります。
2. 高精度が求められる
需要の高い射出成形部品においては、正確な寸法、滑らかな表面、そして金型の長寿命化がすべて非常に重要です。
一般的なプラスチック部品と、それに対応する金型部品の精度および仕上げに関する要求事項の違いは以下のとおりです。
| プロジェクトを依頼する | 一般プラスチック部品の要件 | 金型部品の要件 | レーザー光学ディスク金型 |
| 寸法精度レベル | IT6-7レベル(かなり正確)。 | IT5-6レベル(より精密なレベル) | 極めて高い(IT5レベルをはるかに超える)。 |
| 表面平滑度(Ra) | 0.2~0.1ミクロン(非常に滑らか)。 | 0.1ミクロン未満(非常に滑らか)。 | 金型表面<0.01ミクロン。 |
効率を向上させ、コストを削減するためには、金型は長持ちする必要があります。現在の業界では、優れた射出成形金型は通常、100万回以上の生産に耐えられる必要があります。そのような耐久性を実現するには、金型自体の構造が十分に頑丈でなければなりません。精密金型は通常、以下の特徴を備えています。
- 特に丈夫な型枠を使用してください。
- 型(金型の主要な支持板)を厚くする。
- 射出成形時の大きな圧力によって金型が変形したり曲がったりするのを防ぐため、支持柱を追加するか、テーパー状の位置決めピンを使用してください。この圧力は時に100MPaにも達し、これは1平方センチメートルあたり1トン以上の力に相当します。
金型からプラスチック部品を排出するイジェクタ機構も非常に重要です。適切に行われないと、製品が変形したり、寸法精度が悪くなったりします。そのため、製品のすべての部品が詰まったり、飛び出したりすることなく、均一かつスムーズに型から取り出せるように、イジェクタの位置を選定する必要があります。
3.高い生産効率を実現する鍵
金型の調整が完了し、生産段階に入ると、金型閉鎖、射出、冷却から金型開放、取り出しまでのサイクルが非常に速くなります。この特性により、射出成形プロセスは大規模生産において極めて効率的になります。
4. メンテナンスは不可欠です
金型は長期間使用すると、摩耗、腐食、疲労などにより、傷やバリなどの問題が必然的に発生します。そのため、洗浄、潤滑、各種可動部品(エジェクタピン、スライダーなど)の点検、摩耗部品の修理を含む定期的なメンテナンス計画を策定する必要があります。メンテナンスを行うことで、金型の寿命を大幅に延ばし、製品の品質と生産の継続性を確保できます。
射出成形金型の主な種類は何ですか?
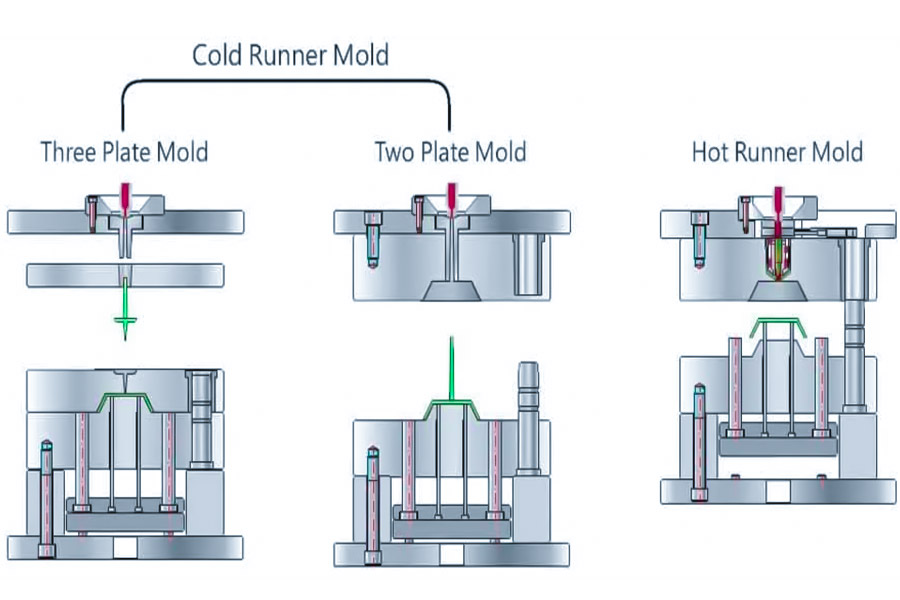
1. ゲートエッジモールド
射出成形金型を開くと、通常、ランナーとゲートが分割線(パーティングラインとも呼ばれる)上で固化した状態で完成品が排出されます。最大の利点は、構造がシンプルで製造コストが安く、加工速度が速いことです。そのため、便利で手頃な価格で使用できるサイドゲート技術は、射出成形を行う多くの工場で広く採用されています。
2. シングルキャビティ金型とマルチキャビティ金型
- シングルポイントホットゲート:溶融プラスチックを金型キャビティに直接射出するホットノズルです。射出点とキャビティが1つだけの金型設計に特に適しています。
- 多キャビティ金型:複数の成形キャビティを同時に備えた金型で、1回の射出成形で複数の同一製品を大量生産できる。
| 金型タイプ | 生産量1つ | 単価 | シーンに適している |
| 単一キャビティ金型 | 1つのコンポーネント | 比較的高い | 少量生産(数百個から千個程度) |
| 家族の型 | 2つ以上のコンポーネント | 比較的低い | 量産 |
3. ホットランナーシステム
このタイプの金型は一般的に、加熱可能なノズル、プラスチックを中央で加熱してすべてのノズルに搬送するホットランナープレート、温度を制御する電気ボックスなど、いくつかの主要部品で構成されています。一般的な形状は2種類あります。
- シングルポイントホットゲート:加熱されたノズルから溶融プラスチックを金型キャビティに直接射出する方式です。射出点とキャビティがそれぞれ1つしかない金型設計に特に適しています。
- マルチポイントホットゲート:複数の加熱ノズルが接続されたホットランナープレートを使用します。プラスチックはホットランナープレートを通って各ノズルに流れ込み、それぞれのキャビティに個別に射出されます。そのため、この方法は多キャビティ金型や、複雑な単一キャビティ部品のマルチポイント給弾に適用できます。
ホットランナーシステムの動作原理は、ポイントゲート方式とやや似ています。主な違いは、溶融プラスチックの流路が加熱されたランナープレートと加熱されたノズルで覆われ、内部で冷却・硬化しない点です。そのため、金型を開いた際に取り出されるのは完成品のみであり、冷えた材料を一切除去する必要がありません。ランナー内の材料は常に高温で流動しているため、製品に直接接続され、除去する必要がありません。したがって、このシステムはしばしば無駄のないゲートシステムと呼ばれます。
その最も明白な利点は、プラスチック原料を節約できることです。特に、高精度が求められる製品、プラスチック原料自体が非常に高価な製品、または部品の設計や加工が難しく、結果として射出成形全体のコストが高くなる製品に適しています。特殊な処理が必要な軟質プラスチック射出成形金型の中には、ホットランナーシステムの安定した精密な射出制御によって恩恵を受けるものも少なくありません。
金型設計において、どのような点を考慮する必要があるでしょうか?
1. 部品自体の形状
製品の複雑さや具体的な幾何学的形状によって、必要な金型構造が直接的に決まります。複雑な構造の場合、部品の組み合わせ成形に便利なハーフモールドなどの複数部品からなる金型が一般的に適しています。
同時に、部品の複雑な特性は、ゲートの選択や排気設計のレイアウトにも影響を与え、プラスチックが金型内にスムーズに流れ込み、均一に冷却されるようにする必要があります。 金型の精度要件は非常に高く、生産前に正しく作られていることを確認しなければなりません。
2. 材料特性
選定された射出成形材料の特性は、設計の重要な基礎となります。材料の選定は、金型鋼材の選定基準、冷却水路の配置、射出システムの設計思想、そして後工程の成形パラメータの具体的な設定を直接的に決定します。
3. 信頼性が高く効率的な射出システム
プラスチック部品は金型内で冷却・成形された後、エジェクタ、プッシュプレート、スリーブなどの構造を通して金型から取り出す必要があります。射出システムの設計における重点は、適切な射出位置を決定し、必要な射出力を正確に計算し、射出プロセスのバランスと安定性を確保し、射出中にプラスチック部品が変形するのを防ぐことです。
4. 製造コストと実現可能性の両方を考慮する
設計計画は実現可能でなければならず、工場の加工能力( CNC加工、放電加工、表面研磨など)とコスト管理を十分に考慮する必要があります。コストは非常に重要です!シンプルな構造で解決できる問題であれば、複雑にしすぎないようにしましょう。
コスト重視のプロジェクトや少量生産のプロジェクトにおいては、要件を満たす良質な中古プラスチック射出成形金型を見つけることも現実的な選択肢です。また、信頼できる中古プラスチック射出成形金型の販売チャネルを見つけることも重要です。
JSは射出成形金型の難題をどのように解決するのでしょうか?
1. 複雑な構造上の問題
アンダーカットや切り欠きなど、取り出しにくい箇所がある製品の場合、JSは洗練された信頼性の高いスライダーや傾斜エジェクタ機構を設計することで、これらの可動部品が金型開閉時や取り出し時にスムーズに動作するようにし、複雑な製品でもスムーズに型から取り出せるようにするとともに、金型の動きを安定かつ耐久性のあるものにしています。
2. 医療部品の要件を正確に満たす
医療部品用プラスチック射出成形金型に求められる高い清浄度、超精密性、そして欠陥ゼロという要件を満たすため、JSは材料選定、排気設計、公差管理、射出成形ソリューションにおいて卓越性を追求し、製造される医療部品が正確な寸法、完璧な表面、そして安全で信頼性の高いものであることを保証しています。
3. 生産効率と安定性
金型の使いやすさは、生産の迅速性と安定性に大きく左右されます。当社では、冷却水路の設計最適化に特に注力し、熱を迅速かつ均一に放散することで、成形サイクルを大幅に短縮しています。同時に、精密な排気設計により、空気の滞留や燃焼といった問題を解消し、長時間の連続生産においても安定した良品生産とダウンタイムの削減を実現しています。
4. コストとパフォーマンス
コスト圧力に直面する中で、当社は専門的なアドバイスを提供します。ホットランナーが必要な箇所には惜しみなく投資し、構造を簡素化すべき箇所ではコストを削減します。当社は様々な鋼材の特性に精通しており、主要な応力摩耗部品には良質で長寿命の鋼材を使用し、二次部品には適切な材料を選定することで、金型の耐久性を確保し、全体的なコストを管理します。
まとめ
プラスチック射出成形金型は、今日の工場において、様々な複雑なプラスチック製品を大規模かつ高効率、低コストで生産するための重要なツールです。射出成形金型は、 機械加工技術、材料知識、温度管理、そしてプラスチックの流れに関する知識を活用しています。射出成形金型に関する知識を習得することで、意思決定の基盤をより強固なものにし、作業効率を効果的に向上させることができます。

免責事項
このページの内容は情報提供のみを目的としています。JSシリーズ情報の正確性、完全性、有効性に関して、明示的または黙示的な表明または保証はありません。Longshengネットワークを通じて、第三者のサプライヤーまたは製造業者が性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。部品の見積もりが必要な場合は、購入者の責任でこれらのセクションの特定の要件を特定してください。詳細についてはお問い合わせください。
JSチーム
JSは、カスタム製造ソリューションに特化した業界をリードする企業です。20年以上の経験と5,000社以上のお客様との実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最速納品で対応いたします。JS Technologyをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただけます。
詳細については、当社のウェブサイト( www.cncprotolabs.com )をご覧ください。
よくある質問
1. 射出成形はどのように機能するのですか?
射出成形とは、溶融したプラスチックを高圧で閉じた金型に注入し、冷却・固化させた後、金型を開いて製品を取り出す工程です。この工程は、金型閉鎖→射出→加圧保持→冷却→金型開放→取り出し→サイクル運転、という流れで行われます。
2. 射出成形金型はどのような材料でできていますか?
射出成形金型は通常、工具鋼(P20、H13など)または超硬合金で作られ、耐摩耗性を向上させるために表面にクロムメッキや窒化処理が施される。一部のシンプルな金型はコスト削減のためにアルミニウム合金を使用している。
3. 射出成形金型は複数のキャビティを持つことができますか?
射出成形金型は、複数のキャビティを持つように設計できます。これは生産効率を向上させるための重要な技術です。一度の射出成形で、同一または異なる複数の部品を同時に成形できるため、部品あたりのコストとサイクルタイムを大幅に削減できます。
4. 射出成形金型はどのくらいの期間使用できますか?
射出成形金型の寿命は、鋼材の品質、使用頻度、メンテナンス状況、生産環境によって異なりますが、通常15万回から100万回以上です。高品質の鋼材を使用した金型は、適切にメンテナンスすれば数百万回の使用に耐えることができます。
リソース

