

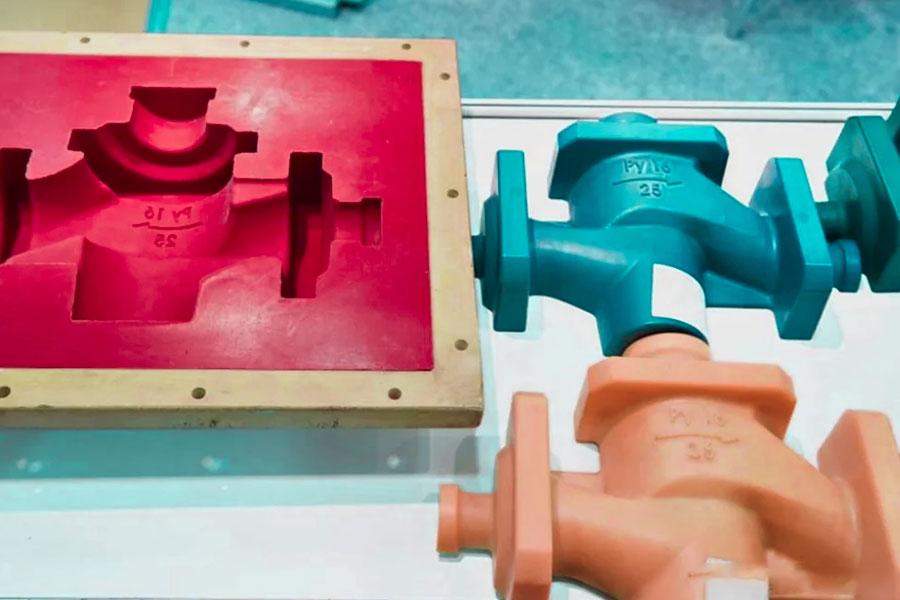
Gli stampi a iniezione per materie plastiche sono essenzialmente stampi metallici di alta precisione. La loro funzione principale è quella di riempire rapidamente una cavità specifica all'interno dello stampo con la plastica fusa, grazie alla forte pressione esercitata dalla pressa a iniezione. Dopo che la plastica si raffredda e si solidifica nella cavità, si ottiene un componente in plastica con forma, dimensioni ed effetto superficiale conformi ai requisiti di progettazione.
Il punto chiave è che, una volta realizzato lo stampo, può essere utilizzato ripetutamente per produrre migliaia di pezzi identici, sia per una piccola produzione di prova che per una produzione di massa su larga scala, adattandosi facilmente e perfettamente alle diverse esigenze produttive.
Ora vi guideremo alla comprensione delle tipologie di stampi a iniezione per materie plastiche, delle considerazioni relative alla progettazione degli stampi e dei tipici scenari applicativi.
Che cos'è uno stampo a iniezione per materie plastiche?
Gli stampi a iniezione per materie plastiche sono essenzialmente il partner di precisione in acciaio della pressa a iniezione, specificamente utilizzati per modellare la plastica fusa e ottenere i prodotti desiderati. La loro struttura principale è composta da due metà: una fissa e rigida e l'altra flessibile, apribile e chiudibile. Quando le due metà vengono unite, si forma una cavità centrale chiusa. La forma e i dettagli di questa cavità determinano direttamente l'aspetto finale del pezzo in plastica e la sua qualità.
Come potete vedere, se volete produrre componenti in plastica con forme particolari o requisiti di precisione specifici, è quasi indispensabile progettare e realizzare un set di stampi a iniezione personalizzati. Ed è proprio in questo che JS eccelle! Da oltre 20 anni operiamo in questo settore, maturando processi e competenze consolidate. Possiamo aiutarvi a realizzare stampi personalizzati con precisione e cura, garantendo che i componenti in plastica prodotti soddisfino pienamente le vostre esigenze.

Come si realizzano gli stampi per l'iniezione di plastica?
1. Analisi della domanda e progettazione
I nostri ingegneri utilizzano software professionali (come CAD/CAE) per definire i requisiti dei componenti in plastica per la progettazione 3D. È necessario pianificare scientificamente la cavità di stampaggio all'interno dello stampo, il canale per il flusso della plastica fusa, la tubazione per la circolazione del liquido di raffreddamento e il meccanismo di espulsione del prodotto finito. Il nostro team è in grado di fornire una progettazione più prevedibile ed efficiente in questa fase.
2. Selezione e preparazione dei materiali
Selezionare l'acciaio per stampi più adatto in base alle caratteristiche dei componenti in plastica . La durezza, la resistenza all'usura e alla corrosione dell'acciaio devono soddisfare i requisiti di utilizzo per garantire la durata dello stampo.
Tagliare e fresare l'acciaio per stampi selezionato in una forma grezza secondo le dimensioni di progetto, in preparazione per la successiva lavorazione di precisione.
3. Lavorazione di precisione
Lavorazione CNC (CNC):
Questo è ciò che comunemente si intende per lavorazione meccanica. In passato, veniva eseguita manualmente da artigiani esperti che azionavano torni, fresatrici e trapani. Oggi, grazie ai progressi tecnologici, la maggior parte delle lavorazioni viene eseguita con macchine utensili a controllo numerico (CNC) . I computer controllano il movimento e il funzionamento di queste macchine, consentendo la realizzazione di stampi con forme più complesse e una maggiore precisione.
L'ingegnere utilizza innanzitutto un software di progettazione (CAD) sul computer per disegnare il modello 3D dello stampo, dopodiché un altro software di produzione (CAM) definisce le procedure di lavorazione dettagliate della macchina utensile sulla base di questo disegno. Successivamente, questi passaggi vengono convertiti in comandi comprensibili alla macchina utensile. Quest'ultima avvia automaticamente la fresatura o il taglio dell'acciaio secondo le istruzioni, lavorando lo stampo passo dopo passo.
Questo processo è particolarmente comune ed efficace per la realizzazione di stampi per materiali non molto esigenti o relativamente morbidi, come ad esempio gli stampi a iniezione di alluminio e plastica.
Lavorazione per elettroerosione (EDM):
Questo metodo di lavorazione è ampiamente utilizzato nell'industria degli stampi . Il suo segreto sta nell'utilizzare un elettrodo preformato (solitamente in grafite o rame) per replicare la forma richiesta dallo stampo.
(1)Processo di elaborazione:
- Fissaggio e posizionamento: l'elettrodo viene montato sul mandrino della macchina EDM e il pezzo in lavorazione (acciaio per stampi) viene fissato in una vasca di lavoro contenente un mezzo isolante (solitamente cherosene).
- Impostazione della distanza: posizionare l'elettrodo in modo che si muova appena sopra l'area del pezzo da lavorare.
- Incisione a scarica: si mantiene un piccolo spazio (generalmente da pochi micron a centinaia di micron) tra l'elettrodo e il pezzo in lavorazione. Il sistema di alimentazione della macchina utensile applica una tensione pulsata nello spazio, rompendo il mezzo isolante per produrre scintille elettriche ad alta energia.
- Rimozione del materiale: la macchina utensile rilascia elettricità ad alta tensione, che produce scintille nel minuscolo spazio tra l'elettrodo e l'acciaio. Queste scintille sono estremamente energetiche, quindi possono erodere il metallo con precisione punto per punto.
(2)I vantaggi di questo metodo sono:
- Può realizzare forme complesse: pur avendo una velocità di lavorazione relativamente bassa, è in grado di lavorare angoli ciechi, scanalature profonde e contorni fini che le frese CNC non riescono a raggiungere o sono difficili da lavorare. Ad esempio, se sul prodotto sono presenti testi o motivi molto piccoli, la lavorazione CNC potrebbe risultare difficoltosa, mentre l'elettroerosione (EDM) è in grado di farlo.
- Nessun timore per i materiali duri: l'acciaio utilizzato per gli stampi viene solitamente temprato per aumentarne la durata. Tuttavia, l'acciaio temprato è troppo duro e la sua lavorazione con utensili tradizionali risulta difficoltosa. L'elettroerosione (EDM) non presenta questi problemi . Fresa in un singolo punto della superficie dell'acciaio utilizzando scariche elettriche ad alta tensione , risultando quindi particolarmente adatta a materiali molto duri.
- Ottima qualità della superficie: la superficie lavorata con l'elettroerosione (EDM) a volte produce una texture particolarmente delicata. Quando JS lavora lo stampo della griglia dell'altoparlante, utilizza direttamente questa texture EDM come effetto superficiale del prodotto finale, omettendo persino i processi di lucidatura e levigatura.
4. Assemblaggio, debug e stampaggio di prova
Installare lo stampo assemblato sulla pressa a iniezione per la prima produzione di prova (stampo di prova T1).
Controllare i campioni prodotti con lo stampo di prova: accuratezza dimensionale, qualità estetica, presenza di difetti quali materiale mancante, bave, deformazioni, ecc.
In base ai risultati delle prove di stampaggio, di solito è necessario apportare le opportune correzioni e ottimizzazioni allo stampo, e potrebbero essere necessari più cicli di prove di stampaggio (T2, T3, ecc.) finché il campione non soddisfi pienamente tutti i requisiti.
5. Consegna finale e produzione di massa
Lo stampo è completo solo dopo che lo stampo di prova ha funzionato correttamente e il campione è risultato idoneo. A questo punto, lo stampo verrà pulito e trattato con un prodotto antiruggine .
Successivamente, lo stampo può essere consegnato al cliente e installato sulla pressa a iniezione per la produzione, consentendo di realizzare in grandi quantità e in modo stabile i componenti in plastica necessari. Uno stampo a iniezione per materie plastiche personalizzato e ben progettato può essere utilizzato centinaia di migliaia o addirittura milioni di volte.
Quali sono le caratteristiche principali degli stampi a iniezione?
1. Complessità e flessibilità della progettazione
La struttura dello stampo può essere altamente personalizzata in base alla forma del prodotto. Combinando meccanismi complessi come moduli, cursori, superfici inclinate e cilindri, è possibile realizzare componenti in plastica con caratteristiche geometriche complesse come superfici concave e convesse, filettature e fori.
La complessità del design dello stampo determina direttamente la fattibilità della forma del prodotto. In particolare , nella progettazione e produzione di stampi a iniezione per materie plastiche morbide, è necessario prestare particolare attenzione alla morbidezza del materiale utilizzato e all'effetto della pressione esercitata dalla differenza di fluidità sulla struttura interna dello stampo .
2. Requisiti di elevata precisione
Per i componenti stampati a iniezione ad alta richiesta, dimensioni precise, superficie liscia e lunga durata dello stampo sono tutti fattori di fondamentale importanza.
Di seguito sono riportate le differenze in termini di precisione e requisiti di finitura tra i componenti in plastica ordinari e i corrispondenti componenti stampati:
| Richiesta progetto | Requisiti per i componenti in plastica standard | Requisiti per i componenti dello stampo | stampo per disco ottico laser |
| Livello di precisione dimensionale | Livello IT6-7 (abbastanza preciso). | Livello IT5-6 (più preciso). | Livello estremamente elevato (di gran lunga superiore al livello IT5). |
| Levigatezza della superficie (Ra) | 0,2-0,1 micron (superficie molto liscia). | <0,1 micron (molto liscio). | Superficie dello stampo <0,01 micron. |
Per migliorare l'efficienza e ridurre i costi, gli stampi devono durare a lungo. Nell'industria attuale, gli stampi a iniezione di qualità superiore devono solitamente essere in grado di resistere a oltre un milione di cicli di produzione. Per essere così resistenti, la struttura dello stampo stesso deve essere sufficientemente robusta. Gli stampi di precisione in genere:
- Utilizzare un telaio per stampi particolarmente robusto.
- Ispessire la dima (la piastra di supporto principale dello stampo).
- Aggiungete colonne di supporto o utilizzate perni di posizionamento conici per evitare che lo stampo si deformi e si pieghi sotto l'enorme pressione di iniezione. Questa pressione può talvolta raggiungere i 100 MPa, equivalenti a oltre 1 tonnellata di forza per centimetro quadrato!
Anche il meccanismo di espulsione , che permette di estrarre le parti in plastica dallo stampo, è di fondamentale importanza. Se non funziona correttamente, il prodotto risulterà deformato o di dimensioni imprecise. Pertanto, la posizione dell'estrattore deve essere scelta in modo da garantire che tutte le parti del prodotto possano essere estratte dallo stampo in modo uniforme e senza intoppi, evitando che si incastrino o vengano espulse accidentalmente.
3. La chiave per un'elevata efficienza produttiva
Una volta che lo stampo è stato collaudato e messo in produzione, il suo ciclo (dalla chiusura dello stampo, all'iniezione, al raffreddamento, all'apertura e all'espulsione) è molto rapido. Questa caratteristica rende il processo di stampaggio a iniezione estremamente efficiente nella produzione su larga scala.
4. La manutenzione è essenziale
Durante un utilizzo prolungato, gli stampi presenteranno inevitabilmente problemi quali graffi e bave dovuti a usura, corrosione e fatica. Pertanto, è necessario elaborare un piano di manutenzione periodica che includa pulizia, lubrificazione, ispezione delle varie parti mobili (come perni di espulsione, cursori) e riparazione delle parti usurate. La manutenzione può prolungare considerevolmente la durata dello stampo e garantire la qualità del prodotto e la continuità della produzione.
Quali sono le principali tipologie di stampi a iniezione?
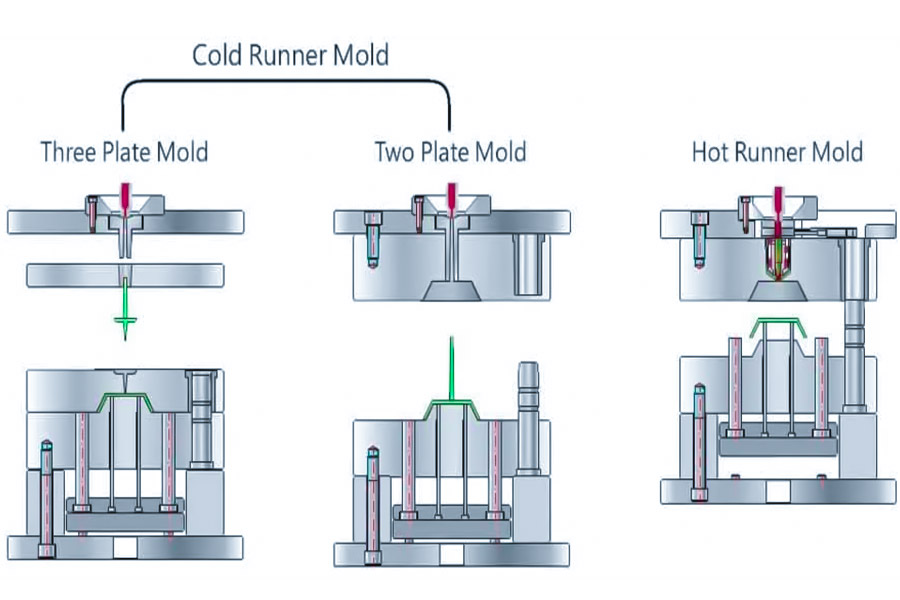
1. Stampo per bordo cancello
Quando lo stampo a iniezione viene aperto, il pezzo finito viene solitamente espulso con il canale di alimentazione e il punto di iniezione solidificati sulla linea di separazione (chiamata anche linea di separazione). Il vantaggio principale è che la struttura è semplice, è economica da realizzare e veloce da lavorare. Per questo motivo, la tecnologia a iniezione laterale, che è pratica ed economica da utilizzare, è molto comune in molti stabilimenti che si occupano di stampaggio a iniezione.
2. Stampo a cavità singola e stampo a cavità multiple
- Punto di iniezione a caldo singolo: si tratta di un ugello a caldo che inietta direttamente la plastica fusa nella cavità dello stampo. È particolarmente adatto per stampi con un unico punto di iniezione e una singola cavità.
- Stampo multicavità: uno stampo con più cavità di stampaggio simultanee, che consente la produzione in serie di più prodotti identici in un'unica iniezione.
| Tipo di stampo | Un output di produzione | Costo unitario | Adatto alla scena |
| stampo a cavità singola | 1 componente | Relativamente alto | Piccoli lotti (da diverse centinaia a mille) |
| Muffa familiare | 2 o più componenti | Relativamente basso | produzione di massa |
3. Sistema a canale caldo
Questo tipo di stampo generalmente comprende diverse parti fondamentali: un ugello riscaldabile, una piastra a canale caldo che riscalda centralmente e trasporta la plastica a tutti gli ugelli, e una centralina elettrica che controlla la temperatura. Ne esistono due forme comuni:
- Punto di iniezione singolo: si tratta di un ugello riscaldato che inietta direttamente la plastica fusa nella cavità dello stampo. Questa soluzione è particolarmente adatta per stampi con un solo punto di iniezione e una sola cavità.
- Sistema di iniezione a punti multipli: verrà utilizzata una piastra a canale caldo con diversi ugelli riscaldati collegati ad essa. La plastica fluisce verso ciascun ugello attraverso la piastra a canale caldo e viene quindi iniettata separatamente in ciascuna cavità. Pertanto, questo metodo può essere utilizzato per stampi multicavità e per l'alimentazione multipunto di un componente complesso a cavità singola.
Il principio di funzionamento del sistema a canale caldo è in qualche modo simile a quello del sistema a punto di iniezione. La differenza principale sta nel fatto che il canale di plastica fusa è avvolto da una piastra riscaldante e da un ugello riscaldato per l'isolamento termico, impedendo così al materiale di raffreddarsi e solidificarsi al suo interno. In questo modo, all'apertura dello stampo viene estratto solo il pezzo finito, senza dover rimuovere alcun materiale freddo. Poiché il materiale nel canale è sempre caldo e fluido, aderisce direttamente al prodotto finito e non necessita di essere rimosso. Per questo motivo, questo sistema viene spesso definito un sistema a punto di iniezione senza scarti.
Il suo vantaggio più evidente è il risparmio di materie prime plastiche! È particolarmente adatto per prodotti che richiedono un'elevata precisione, o per i quali le materie prime plastiche sono molto costose, oppure per i pezzi difficili da progettare e lavorare, con conseguenti elevati costi complessivi di stampaggio a iniezione. Alcuni stampi a iniezione per materie plastiche morbide che richiedono trattamenti speciali traggono spesso vantaggio dal controllo di iniezione stabile e preciso del sistema a canale caldo.
Nella progettazione degli stampi, quali aspetti è necessario considerare?
1. La forma della parte stessa
La complessità e la specifica forma geometrica del prodotto determinano direttamente la struttura dello stampo necessaria. Le strutture complesse sono generalmente più adatte a stampi composti da più pezzi, come gli stampi a metà, che risultano comodi per lo stampaggio combinato di parti.
Allo stesso tempo, le complesse caratteristiche dei pezzi influenzeranno anche la scelta dei punti di iniezione e la configurazione del sistema di scarico, in modo da garantire che la plastica fluisca senza intoppi nello stampo e si raffreddi in modo uniforme. I requisiti di precisione dello stampo sono estremamente elevati e occorre assicurarsi che sia realizzato correttamente prima della produzione.
2. Proprietà dei materiali
Le proprietà del materiale di stampaggio a iniezione selezionato sono fondamentali per la progettazione. La scelta dei materiali determina direttamente: i criteri di selezione dell'acciaio per stampi, la disposizione dei canali di raffreddamento ad acqua, le soluzioni progettuali per il sistema di estrazione e le impostazioni specifiche dei parametri del successivo processo di stampaggio.
3. Sistema di espulsione affidabile ed efficiente
Dopo che i pezzi in plastica si sono raffreddati e modellati nello stampo, devono essere espulsi attraverso strutture come estrattori, piastre di spinta o manicotti. La progettazione del sistema di espulsione si concentra sulla determinazione della posizione di espulsione ottimale, sul calcolo preciso della forza di espulsione necessaria, sulla garanzia dell'equilibrio e della stabilità del processo di espulsione e sulla prevenzione della deformazione dei pezzi in plastica durante l'espulsione.
4. Considerando sia i costi di produzione che la fattibilità
Il progetto deve essere fattibile e deve tenere pienamente conto delle capacità produttive dello stabilimento (come la lavorazione CNC , l'elettroerosione, la lucidatura delle superfici) e del controllo dei costi. Il costo è fondamentale! Non complicate eccessivamente il progetto se potete risolvere il problema con una struttura semplice.
Per progetti a basso costo o con volumi di produzione limitati, una scelta pratica consiste nel trovare stampi a iniezione di plastica usati di buona qualità che soddisfino i requisiti. È inoltre importante individuare un canale di vendita affidabile per gli stampi a iniezione di plastica usati.
In che modo JS risolve le difficoltà legate agli stampi a iniezione?
1. Problemi strutturali complessi
Quando si ha a che fare con prodotti con sottosquadri, rientranze e altre zone difficili da estrarre, JS è specializzata nella progettazione di cursori e meccanismi di espulsione inclinati sofisticati e affidabili, che consentono a queste parti mobili di funzionare senza intoppi durante l'apertura e l'espulsione dello stampo, garantendo che anche i prodotti complessi possano essere sformati agevolmente e che il movimento dello stampo sia stabile e duraturo.
2. Soddisfare con precisione i requisiti dei componenti medicali
Per soddisfare gli elevati requisiti di pulizia, ultra-precisione e zero difetti degli stampi a iniezione per componenti medicali , JS si impegna per l'eccellenza nella selezione dei materiali, nella progettazione degli scarichi, nel controllo delle tolleranze e nelle soluzioni di espulsione, al fine di garantire che i componenti medicali prodotti siano di dimensioni precise, con una superficie perfetta, sicuri e affidabili.
3. Efficienza e stabilità della produzione
La facilità d'uso dello stampo dipende dalla velocità e dalla stabilità della produzione. Prestiamo particolare attenzione all'ottimizzazione del design dei canali di raffreddamento ad acqua per consentire una dissipazione del calore rapida e uniforme, riducendo significativamente i tempi del ciclo di stampaggio. Allo stesso tempo, il preciso design dello scarico elimina i problemi di aria intrappolata e bruciature, garantendo una produzione continua e stabile di prodotti di qualità, riducendo al minimo gli sprechi dovuti ai tempi di inattività.
4. Costo e prestazioni
Di fronte alla pressione sui costi, offriamo una consulenza professionale: investire generosamente dove sono necessari i canali caldi e essere parsimoniosi dove la struttura può essere semplificata. Conosciamo a fondo le caratteristiche dei vari materiali in acciaio, utilizziamo acciaio di alta qualità e di lunga durata per le parti critiche soggette a usura e selezioniamo con criterio i materiali per le parti secondarie, garantendo al contempo la durabilità dello stampo e il controllo dei costi complessivi.
Riepilogo
Gli stampi a iniezione per materie plastiche sono strumenti fondamentali per la produzione su larga scala, ad alta efficienza e a basso costo di diversi prodotti complessi in plastica nelle fabbriche odierne. La loro implementazione si basa su tecnologie di lavorazione , conoscenza dei materiali, gestione della temperatura e fluidità delle materie plastiche. Acquisire una solida conoscenza degli stampi a iniezione può fornire una base più solida per il processo decisionale e migliorare efficacemente l'efficienza lavorativa.

Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Serie JS. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione tramite la rete Longsheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti e identificare i requisiti specifici per queste sezioni. Per ulteriori informazioni, contattateci .
Team JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliere JS Technology significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
FAQ
1. Come funziona lo stampaggio a iniezione?
Lo stampaggio a iniezione è il processo di iniezione di plastica fusa in uno stampo chiuso ad alta pressione, raffreddamento e solidificazione del materiale, e successiva apertura dello stampo per l'espulsione del prodotto. Il processo comprende: chiusura dello stampo → iniezione → mantenimento della pressione → raffreddamento → apertura dello stampo → espulsione → ciclo operativo.
2. Di quali materiali sono fatti gli stampi a iniezione?
Gli stampi a iniezione sono generalmente realizzati in acciaio per utensili (come P20, H13) o carburo, e la superficie può essere cromata o nitrurata per migliorarne la resistenza all'usura. Alcuni stampi semplici utilizzano leghe di alluminio per ridurre i costi.
3. Gli stampi a iniezione possono avere più cavità?
Gli stampi a iniezione possono essere progettati con cavità multiple. Questa è una tecnologia chiave per migliorare l'efficienza produttiva. Attraverso un'unica iniezione, è possibile stampare contemporaneamente più pezzi identici o diversi, riducendo notevolmente il costo unitario e i tempi di ciclo.
4. Per quanto tempo si può utilizzare uno stampo a iniezione?
La durata di vita di uno stampo a iniezione è generalmente compresa tra 150.000 e 1 milione di cicli, a seconda della qualità dell'acciaio, della frequenza di utilizzo, dello stato di manutenzione e dell'ambiente di produzione. Gli stampi in acciaio di alta qualità possono essere sottoposti a una corretta manutenzione per milioni di cicli.
Risorsa
costruzione di stampi a iniezione

