

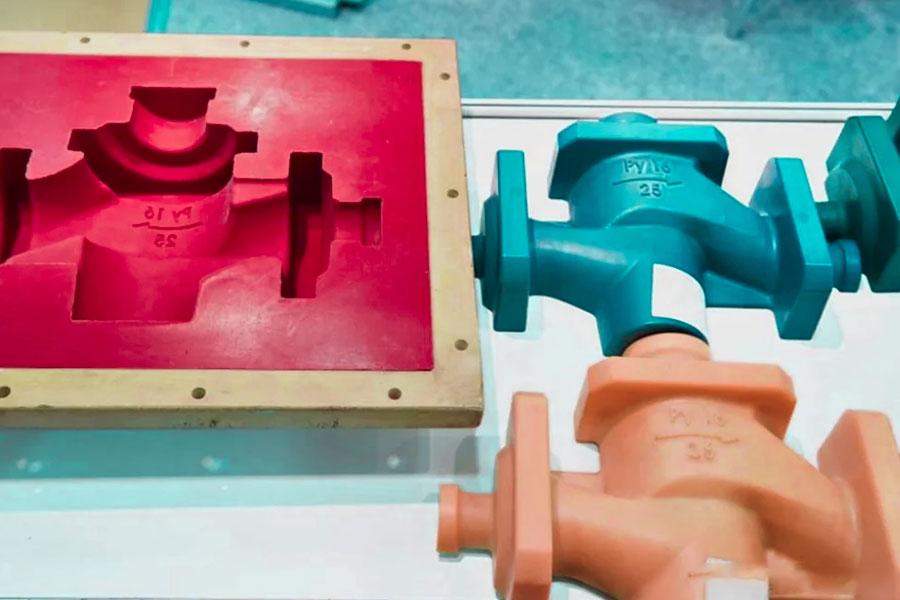
Spritzgussformen sind im Wesentlichen hochpräzise Metallformen. Ihre Hauptfunktion besteht darin, den geschmolzenen Kunststoff unter dem hohen Druck der Spritzgießmaschine schnell in einen bestimmten Formhohlraum zu füllen. Nach dem Abkühlen und Erstarren des Kunststoffs im Hohlraum entsteht ein Kunststoffteil, dessen Form, Größe und Oberflächenbeschaffenheit den Konstruktionsvorgaben entsprechen.
Der entscheidende Vorteil ist, dass die Form, sobald sie einmal hergestellt ist, wiederholt zur Produktion von Tausenden identischer Teile verwendet werden kann. Ob es sich um eine Kleinserien-Testproduktion oder eine groß angelegte Massenproduktion handelt, sie kann problemlos mit verschiedenen Produktionsanforderungen umgehen und sich perfekt daran anpassen.
Nun werden wir Ihnen die verschiedenen Arten von Kunststoffspritzgussformen, Überlegungen zur Formenkonstruktion und typische Anwendungsszenarien erläutern.
Was ist eine Kunststoffspritzgussform?
Spritzgussformen sind im Wesentlichen die Präzisionsbauteile der Spritzgießmaschine. Sie werden speziell dafür verwendet, geschmolzenen Kunststoff in die gewünschten Kunststoffprodukte zu formen. Ihre Hauptkonstruktion besteht aus zwei Hälften: einer fest verbundenen und einer flexiblen, die sich öffnen und schließen lässt. Durch das Zusammenfügen dieser beiden Hälften entsteht ein geschlossener Hohlraum. Form und Details dieses Hohlraums bestimmen maßgeblich das Aussehen des fertigen Kunststoffteils und dessen Qualität.
Sie sehen also: Wenn Sie Kunststoffteile mit besonderen Formen oder hohen Präzisionsanforderungen herstellen möchten, ist die Entwicklung und Fertigung kundenspezifischer Spritzgussformen nahezu unerlässlich. Genau darauf ist JS spezialisiert! Seit über 20 Jahren sind wir in diesem Bereich tätig und verfügen über ausgereifte Prozesse und umfassende Erfahrung. Wir unterstützen Sie bei der präzisen und zuverlässigen Herstellung Ihrer individuellen Formen und garantieren, dass die gefertigten Kunststoffteile Ihre Anforderungen vollumfänglich erfüllen.

Wie stellt man Spritzgussformen für Kunststoff her?
1. Bedarfsanalyse und -planung
Unsere Ingenieure nutzen professionelle Software (wie CAD/CAE), um die Anforderungen an Kunststoffteile für die 3D-Konstruktion zu ermitteln. Dabei ist eine präzise Planung des Formhohlraums, des Kanals für den Zufluss des geschmolzenen Kunststoffs, der Kühlmittelleitungen und des Auswurfmechanismus unerlässlich. In dieser Phase kann unser Team eine vorhersagbarere und effizientere Konstruktion gewährleisten.
2. Materialauswahl und -vorbereitung
Wählen Sie den geeigneten Formstahl entsprechend den Eigenschaften der Kunststoffkomponenten . Härte , Verschleißfestigkeit und Korrosionsbeständigkeit des Stahls müssen den Anwendungsanforderungen entsprechen, um die Lebensdauer der Form zu gewährleisten.
Den ausgewählten Formstahl entsprechend den Konstruktionsmaßen grob zuschneiden und fräsen, um ihn für die anschließende Präzisionsbearbeitung vorzubereiten.
3. Präzisionsbearbeitung
CNC-Bearbeitung (CNC):
Das ist das, was allgemein unter maschineller Bearbeitung verstanden wird. Früher wurde sie von erfahrenen Meistern manuell an Dreh-, Fräs- und Bohrmaschinen durchgeführt. Dank des technologischen Fortschritts werden heute hauptsächlich CNC-Werkzeugmaschinen eingesetzt. Computer steuern die Bewegung und den Betrieb dieser Maschinen und ermöglichen die Herstellung von Formen mit komplexeren Strukturen und höherer Präzision.
Der Ingenieur erstellt zunächst mithilfe einer CAD-Software am Computer eine 3D-Zeichnung der Form. Anschließend legt eine Fertigungssoftware (CAM) anhand dieser Zeichnung die detaillierten Bearbeitungsschritte für die Werkzeugmaschine fest. Diese Schritte werden dann in Befehle umgewandelt, die die Werkzeugmaschine versteht. Die Werkzeugmaschine beginnt automatisch mit dem Fräsen oder Schneiden des Stahls gemäß den Anweisungen und bearbeitet die Form Stück für Stück.
Dieses Verfahren ist besonders gängig und effektiv für die Herstellung von Formen, die aus relativ weichen oder nicht sehr anspruchsvollen Materialien wie beispielsweise Aluminium-Kunststoff-Spritzgussformen bestehen.
Elektroerosives Bearbeiten (EDM):
Dieses Bearbeitungsverfahren findet breite Anwendung in der Formenbauindustrie . Sein Geheimnis liegt in der Verwendung einer vorgefertigten Elektrode (üblicherweise aus Graphit oder Kupfer), um die für die Form benötigte Gestalt nachzubilden.
(1)Verarbeitungsprozess:
- Einspannen und Positionieren: Die Elektrode wird auf der Spindel der EDM-Maschine montiert, und das Werkstück (Formstahl) wird in einem Arbeitsbehälter fixiert, der ein Isoliermedium (üblicherweise Kerosin) enthält.
- Einstellen des Abstands: Positionieren Sie die Elektrode so, dass sie genau über den Bereich des zu bearbeitenden Werkstücks fährt.
- Entladungsätzen: Zwischen Elektrode und Werkstück muss ein sehr kleiner Spalt (üblicherweise wenige bis mehrere hundert Mikrometer) eingehalten werden. Das Stromversorgungssystem der Werkzeugmaschine legt in diesem Spalt eine Impulsspannung an, die das isolierende Medium durchbricht und hochenergetische elektrische Funken erzeugt.
- Materialabtrag: Die Werkzeugmaschine erzeugt Hochspannung, die im winzigen Spalt zwischen Elektrode und Stahl Funken erzeugt. Diese Funken sind extrem energiereich und können daher das Metall präzise Punkt für Punkt abtragen.
(2) Die Vorteile dieser Methode sind:
- Kann komplexe Formen herstellen: Die Bearbeitungsgeschwindigkeit ist zwar relativ gering, aber das Verfahren kann schwer zugängliche Stellen, tiefe Rillen und feine Konturen bearbeiten, die CNC-Fräser nicht oder nur schwer erreichen können. Beispielsweise kann die Bearbeitung sehr kleiner Texte oder Muster auf dem Produkt mit CNC-Maschinen schwierig sein, mit EDM hingegen schon.
- Keine Scheu vor harten Materialien: Der für Formen verwendete Stahl wird üblicherweise vorgehärtet , um seine Haltbarkeit zu erhöhen. Gehärteter Stahl ist jedoch zu hart, und die Bearbeitung mit herkömmlichen Werkzeugen gestaltet sich schwierig. Die Funkenerosion (EDM) kennt diese Probleme nicht . Sie trägt Material punktuell auf der Stahloberfläche mittels Hochspannungsfunken ab und eignet sich daher hervorragend für sehr harte Materialien.
- Gute Oberflächenqualität: Die durch EDM bearbeitete Oberfläche weist mitunter eine besonders feine Textur auf. Bei der Bearbeitung der Lautsprechergitterform nutzt JS diese EDM-Textur direkt als Oberflächeneffekt des Endprodukts; auf Polieren und Schleifen wird sogar verzichtet.
4. Montage, Fehlersuche und Probeform
Installieren Sie die installierte Form auf der Spritzgießmaschine für die erste Probeproduktion (Probeform T1).
Prüfen Sie die mit der Probeform hergestellten Muster: Maßgenauigkeit, Aussehen, Vorhandensein von Mängeln wie fehlendem Material, Grat, Verformungen usw.
Anhand der Ergebnisse der Probeformherstellung müssen in der Regel die notwendigen Korrekturen und Optimierungen an der Form vorgenommen werden. Unter Umständen sind mehrere Probeformrunden (T2, T3 usw.) erforderlich, bis das Muster alle Anforderungen vollständig erfüllt.
5. Endlieferung & Massenproduktion
Die Form ist erst dann fertiggestellt , wenn die Testform erfolgreich funktioniert und das Muster die Anforderungen erfüllt hat . In diesem Stadium wird die Form abschließend gereinigt und rostgeschützt .
Anschließend kann die Form an den Kunden übergeben und in die Spritzgießmaschine zur Produktion eingesetzt werden. So lassen sich die benötigten Kunststoffteile in großen Mengen und zuverlässig herstellen. Gut konstruierte, kundenspezifische Spritzgussformen können hunderttausend- oder sogar millionenfach wiederverwendet werden .
Was sind die Hauptmerkmale von Spritzgussformen?
1. Komplexität und Flexibilität des Designs
Die Formstruktur lässt sich individuell an die Produktform anpassen. Durch die Kombination komplexer Mechanismen wie Module, Schieber, geneigte Oberseiten und Zylinder können Kunststoffteile mit komplexen geometrischen Merkmalen wie konkaven und konvexen Formen, Gewinden und Bohrungen hergestellt werden.
Die Raffinesse der Werkzeugkonstruktion bestimmt unmittelbar die Realisierbarkeit der Produktform. Insbesondere bei der Konstruktion und Fertigung von Spritzgussformen für weiche Kunststoffe muss der Weichheit des verwendeten Materials und dem Einfluss unterschiedlicher Fließeigenschaften auf die innere Struktur der Form besondere Aufmerksamkeit gewidmet werden .
2. Hohe Präzisionsanforderungen
Bei stark nachgefragten Spritzgussteilen sind genaue Abmessungen, eine glatte Oberfläche und eine lange Lebensdauer der Form von großer Bedeutung.
Im Folgenden werden die Unterschiede hinsichtlich der Präzisions- und Oberflächenanforderungen zwischen gewöhnlichen Kunststoffteilen und den entsprechenden Formteilen erläutert:
| Projekt anfragen | Anforderungen an gewöhnliche Kunststoffteile | Anforderungen an Formteile | Laseroptikscheibenform |
| Maßgenauigkeit | IT6-7-Niveau (ziemlich präzise). | IT5-6-Niveau (präziser). | Extrem hoch (weit über dem IT5-Niveau). |
| Oberflächenglätte (Ra) | 0,2–0,1 Mikrometer (sehr glatt). | <0,1 Mikrometer (sehr glatt). | Formoberfläche <0,01 Mikrometer. |
Um die Effizienz zu steigern und Kosten zu senken, müssen Formen eine lange Lebensdauer haben. In der heutigen Industrie müssen hochwertige Spritzgussformen in der Regel mehr als eine Million Produktionen aushalten. Für diese Langlebigkeit muss die Formkonstruktion selbst entsprechend robust sein. Präzisionsformen zeichnen sich üblicherweise durch folgende Merkmale aus:
- Verwenden Sie einen besonders stabilen Formrahmen.
- Verdicken Sie die Schablone (die Hauptstützplatte der Form).
- Um ein Verformen und Verbiegen der Form unter dem enormen Einspritzdruck zu verhindern, sollten Stützsäulen angebracht oder konische Positionierstifte verwendet werden. Dieser Druck kann mitunter bis zu 100 MPa betragen, was einer Kraft von mehr als einer Tonne pro Quadratzentimeter entspricht!
Der Auswerfermechanismus , der das Auswerfen der Kunststoffteile aus der Form ermöglicht, ist ebenfalls von großer Bedeutung. Funktioniert er nicht einwandfrei, kann das Produkt verformt werden oder Maßabweichungen aufweisen. Daher muss die Position des Auswerfers so gewählt werden, dass alle Teile des Produkts gleichmäßig und reibungslos entformt werden können, ohne zu verklemmen oder herauszufallen.
3. Der Schlüssel zu hoher Produktionseffizienz
Sobald die Form optimiert und in Produktion genommen wurde, verläuft ihr Zyklus (vom Schließen der Form über Einspritzen, Abkühlen bis zum Öffnen der Form und Auswerfen) sehr schnell. Diese Eigenschaft macht das Spritzgießverfahren in der Großserienfertigung äußerst effizient.
4. Wartung ist unerlässlich
Bei langfristiger Nutzung weisen Formen unweigerlich Schäden wie Kratzer und Grate durch Verschleiß, Korrosion und Materialermüdung auf. Daher ist ein regelmäßiger Wartungsplan erforderlich, der Reinigung, Schmierung, die Überprüfung beweglicher Teile (z. B. Auswerferstifte, Schieber) und die Reparatur verschlissener Teile umfasst. Regelmäßige Wartung verlängert die Lebensdauer der Form erheblich und sichert Produktqualität und Produktionskontinuität.
Welche Hauptarten von Spritzgussformen gibt es?
1. Angusskantenform
Beim Öffnen der Spritzgussform wird das fertige Teil üblicherweise zusammen mit dem Angusskanal und dem an der Trennlinie (auch Abzweiglinie genannt) erstarrten Anguss ausgeworfen. Der größte Vorteil liegt in der einfachen Konstruktion, den geringen Herstellungskosten und der schnellen Verarbeitung. Daher ist die Seitenangusstechnik, die komfortabel und kostengünstig ist, in vielen Spritzgussbetrieben weit verbreitet.
2. Einkavitäten- und Mehrkavitätenform
- Einpunkt-Heißanguss: Hierbei handelt es sich um eine Heißdüse , die den geschmolzenen Kunststoff direkt in den Formhohlraum einspritzt. Sie eignet sich besonders für Formen mit nur einem Einspritzpunkt und einem einzigen Formhohlraum.
- Mehrfachform: Eine Form mit mehreren Formhohlräumen, die gleichzeitig die Massenproduktion mehrerer identischer Produkte in einem Spritzgießvorgang ermöglicht.
| Formtyp | Ein Produktionsergebnis | Stückkosten | Geeignet für die Szene |
| Einzelkavitätenform | 1 Komponente | Relativ hoch | Kleinserie (einige hundert bis tausend) |
| Familienform | 2 oder mehr Komponenten | Relativ niedrig | Massenproduktion |
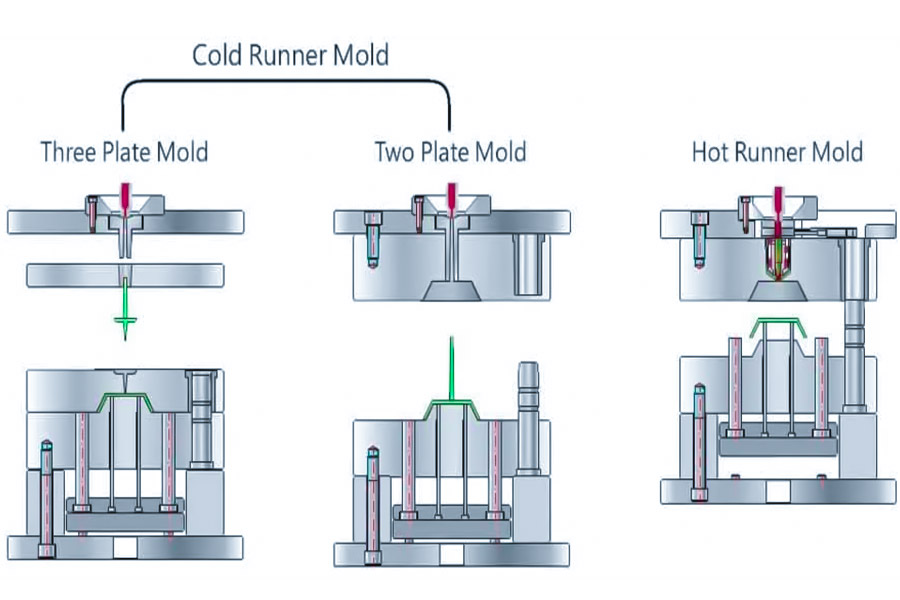
3. Heißkanalsystem
Diese Art von Form besteht im Allgemeinen aus mehreren Hauptkomponenten: einer beheizbaren Düse, einer Heizkanalplatte, die den Kunststoff zentral erhitzt und zu allen Düsen transportiert , und einem Schaltkasten zur Temperaturregelung. Es gibt zwei gängige Ausführungen:
- Einpunkt-Heißanguss: Hierbei handelt es sich um eine beheizte Düse, die den geschmolzenen Kunststoff direkt in den Formhohlraum einspritzt. Dies eignet sich besonders für Formkonstruktionen mit nur einem Einspritzpunkt und einem Formhohlraum.
- Mehrpunkt-Heißanguss: Hierbei kommt eine Heißkanalplatte mit mehreren daran angeschlossenen beheizten Düsen zum Einsatz. Der Kunststoff fließt durch die Heißkanalplatte zu jeder Düse und wird anschließend separat in die einzelnen Kavitäten eingespritzt. Daher eignet sich dieses Verfahren sowohl für Mehrkavitätenformen als auch für die Mehrpunkt-Spülung komplexer Einzelkavitätenteile.
Die Funktionsweise des Heißkanalsystems ähnelt der des Punktanschnittsystems. Der wesentliche Unterschied besteht darin, dass der Kanal mit dem geschmolzenen Kunststoff von der beheizten Angussplatte und der beheizten Düse isoliert wird und somit nicht abkühlt und aushärtet. Dadurch wird beim Öffnen der Form nur das fertige Teil entformt, und es fallen keine kalten Materialreste an, die entfernt werden müssen. Da das Material im Angusskanal stets heiß und fließfähig ist, ist es direkt mit dem Produkt verbunden und muss nicht entfernt werden. Daher wird dieses System oft als abfallfreies Anschnittsystem bezeichnet.
Der größte Vorteil liegt in der Einsparung von Kunststoffrohstoffen! Das Verfahren eignet sich besonders für Produkte mit hohen Präzisionsanforderungen, teuren Kunststoffrohstoffen oder komplexen Bauteilen, deren Konstruktion und Verarbeitung hohe Gesamtkosten im Spritzgussverfahren verursachen. Auch Weichkunststoff-Spritzgussformen, die eine spezielle Behandlung erfordern, profitieren von der stabilen und präzisen Einspritzsteuerung des Heißkanalsystems.
Welche Aspekte müssen bei der Werkzeugkonstruktion berücksichtigt werden?
1. Die Form des Teils selbst
Die Komplexität und die spezifische geometrische Form des Produkts bestimmen direkt die erforderliche Werkzeugstruktur. Komplexe Strukturen eignen sich in der Regel besser für mehrteilige Werkzeuge wie Halbwerkzeuge, die sich für das Formen von Teilen in Kombination eignen.
Gleichzeitig beeinflussen die komplexen Eigenschaften der Teile auch die Auswahl der Angüsse und die Auslegung der Entlüftung, um einen reibungslosen Kunststofffluss in die Form und eine gleichmäßige Kühlung zu gewährleisten. Die Anforderungen an die Formgenauigkeit sind extrem hoch, und ihre korrekte Fertigung muss vor Produktionsbeginn sichergestellt sein.
2. Materialeigenschaften
Die Eigenschaften des gewählten Spritzgussmaterials bilden die Grundlage für die Konstruktion. Die Materialwahl bestimmt unmittelbar: die Auswahlkriterien für den Werkzeugstahl, die Anordnung der Kühlwasserkanäle, die Konstruktionskonzepte des Auswerfersystems und die spezifischen Einstellungen der späteren Formgebungsprozessparameter.
3. Zuverlässiges und effizientes Auswurfsystem
Nachdem die Kunststoffteile in der Form abgekühlt und geformt wurden, müssen sie mithilfe von Auswerfern, Auswerferplatten oder Auswerferhülsen aus der Form entnommen werden. Die Konstruktion des Auswerfsystems zielt darauf ab, die optimale Auswerfposition zu bestimmen, die erforderliche Auswerfkraft präzise zu berechnen, die Balance und Stabilität des Auswerfvorgangs zu gewährleisten und Verformungen der Kunststoffteile während des Auswerfens zu verhindern.
4. Unter Berücksichtigung der Herstellungskosten und der Machbarkeit
Der Entwurf muss realisierbar sein und die Bearbeitungsmöglichkeiten des Werks (z. B. CNC-Bearbeitung , EDM, Oberflächenpolitur) sowie die Kostenkontrolle vollständig berücksichtigen. Die Kosten spielen eine entscheidende Rolle! Vermeiden Sie unnötige Komplikationen, wenn sich das Problem mit einer einfachen Struktur lösen lässt.
Bei kostensensiblen oder spezifischen Kleinserienprojekten ist es unter der Voraussetzung, dass die Anforderungen erfüllt werden, eine sinnvolle Wahl, gebrauchte Kunststoffspritzgussformen in guter Qualität zu finden. Wichtig ist dabei auch, einen zuverlässigen Vertriebskanal für gebrauchte Kunststoffspritzgussformen zu finden.
Wie löst JS die Schwierigkeiten bei Spritzgussformen?
1. Komplexe Strukturprobleme
Bei Produkten mit Hinterschneidungen, Ausklinkungen und anderen schwer zu entformenden Stellen zeichnet sich JS durch die Entwicklung ausgeklügelter und zuverlässiger Schieber und geneigter Auswerfermechanismen aus, die ein reibungsloses Funktionieren dieser beweglichen Teile beim Öffnen und Auswerfen der Form ermöglichen. Dadurch wird sichergestellt, dass auch komplexe Produkte problemlos entformt werden können und die Formbewegung stabil und dauerhaft ist.
2. Die Anforderungen an medizinische Bauteile genau erfüllen.
Für die hohen Anforderungen an Reinheit, höchste Präzision und Fehlerfreiheit bei Spritzgussformen für medizinische Teile strebt JS nach Exzellenz bei der Materialauswahl, der Abgasführung, der Toleranzkontrolle und den Auswurflösungen, um sicherzustellen, dass die hergestellten medizinischen Teile maßgenau, oberflächenperfekt, sicher und zuverlässig sind.
3. Produktionseffizienz und Stabilität
Die einfache Handhabung der Form hängt von einer schnellen und stabilen Produktion ab. Wir legen besonderen Wert auf die Optimierung der Kühlwasserkanäle, um eine schnelle und gleichmäßige Wärmeabfuhr zu gewährleisten und den Formzyklus deutlich zu verkürzen. Gleichzeitig verhindert die präzise Abluftführung Lufteinschlüsse und Verbrennungen und sichert so eine langfristig stabile Produktion mit gleichbleibend hoher Produktqualität und minimalen Ausfallzeiten.
4. Kosten und Leistung
Angesichts des Kostendrucks beraten wir Sie professionell: Investieren Sie großzügig, wo Heißkanäle benötigt werden, und gehen Sie sparsam vor, wo die Konstruktion vereinfacht werden sollte. Wir kennen die Eigenschaften verschiedener Stahlsorten, verwenden hochwertigen Stahl mit langer Lebensdauer für stark beanspruchte Bauteile und wählen die Materialien für Nebenteile sinnvoll aus. Dabei gewährleisten wir die Langlebigkeit der Form und kontrollieren die Gesamtkosten.
Zusammenfassung
Spritzgussformen sind heutzutage in Fabriken unverzichtbare Werkzeuge für die großtechnische, hocheffiziente und kostengünstige Fertigung komplexer Kunststoffprodukte. Sie nutzen Bearbeitungstechniken , Materialkenntnisse, Temperaturmanagement und das Verständnis der Kunststofffließeigenschaften. Fundierte Kenntnisse über Spritzgussformen bilden eine solide Grundlage für Ihre Entscheidungen und steigern die Arbeitseffizienz deutlich.

Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. JS-Serie. Es werden weder ausdrücklich noch stillschweigend Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen gegeben. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das Longsheng-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Es liegt in der Verantwortung des Käufers , ein Teileangebot anzufordern und die spezifischen Anforderungen für diese Abschnitte anzugeben. Bitte kontaktieren Sie uns für weitere Informationen .
JS-Team
JS ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weitere Komplettlösungen im Bereich der Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder umfangreiche Sonderanfertigungen – wir erfüllen Ihre Anforderungen mit schnellster Lieferung innerhalb von 24 Stunden. Entscheiden Sie sich für JS Technology. Das bedeutet Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.cncprotolabs.com
Häufig gestellte Fragen
1. Wie funktioniert Spritzgießen?
Spritzgießen ist das Verfahren, bei dem geschmolzener Kunststoff unter hohem Druck in eine geschlossene Form eingespritzt, abgekühlt und verfestigt wird. Anschließend wird die Form geöffnet, um das Produkt auszuwerfen. Der Prozess umfasst folgende Schritte: Form schließen → Einspritzen → Druckhaltung → Abkühlen → Form öffnen → Auswerfen → Zyklusbetrieb.
2. Aus welchen Materialien werden Spritzgussformen hergestellt?
Spritzgussformen bestehen üblicherweise aus Werkzeugstahl (z. B. P20, H13) oder Hartmetall. Zur Verbesserung der Verschleißfestigkeit kann die Oberfläche verchromt oder nitriert werden. Einfache Formen werden aus Kostengründen teilweise aus Aluminiumlegierungen gefertigt.
3. Können Spritzgussformen mehrere Kavitäten aufweisen?
Spritzgussformen lassen sich mit mehreren Kavitäten ausstatten. Dies ist eine Schlüsseltechnologie zur Steigerung der Produktionseffizienz. Mit einem einzigen Spritzgussvorgang können mehrere identische oder unterschiedliche Teile gleichzeitig hergestellt werden, wodurch die Stückkosten und die Zykluszeit deutlich reduziert werden.
4. Wie lange kann eine Spritzgussform verwendet werden?
Die Lebensdauer einer Spritzgussform beträgt in der Regel 150.000 bis 1 Million Anwendungen, abhängig von der Stahlqualität, der Nutzungshäufigkeit, dem Wartungszustand und der Produktionsumgebung. Hochwertige Stahlformen können bei sachgemäßer Wartung millionenfach eingesetzt werden.
Ressource

