

يُنتج ثني الصفائح المعدنية المثالي هيكلًا صلبًا، وأقواسًا ناعمة، وتجميعًا مثاليًا. لكن أي ارتداد مفاجئ أو تمزق، يُصبح دفعة الإنتاج بأكملها في كومة الخردة! لا تُضعف عيوب الثني الإنتاجية فحسب، بل تُضيف أيضًا تكلفةً ووقتًا إضافيًا للتنفيذ. ثني الصفائح المعدنية في حد ذاته بسيط، ومع ذلك فهو تفاعل معقد بين المواد والقوالب والتحكم في العملية .
ملخص الإجابة الأساسية
| وجوه | المحتوى الأساسي |
| تعقيد ثني الصفائح المعدنية | تحتاج إلى مكابس ثني خاصة وقوالب ذات صلة للتحكم في ضغط الانحناء والمعدل والتسلسل. |
| الاختلافات في اختيار المواد | الفولاذ المقاوم للصدأ صلب ومنخفض الاستطالة وقد يتشقق، والألومنيوم لديه معامل مرونة منخفض ونطاق بلاستيكي صغير ويمكن أن يسبب ارتدادًا غير منضبط. |
| العوامل المؤثرة على عيوب الانحناء | خصائص المواد، وظروف العملية، وحالة القالب، ودقة المعدات، ومهارة المشغل، والظروف البيئية. |
| خمسة عيوب رئيسية في الانحناء | الانحراف الزاوي (الارتداد)، فقدان القوة (التشقق)، صعوبة التجميع (التشويه)، تشوه الزاوية الداخلية R، والانحراف البعدي. |
| خطة منع العيوب | مع الأخذ بعين الاعتبار الاحتياطات اللازمة من سلسلة العمليات بأكملها، والتي تشمل أيضًا التصميم (على سبيل المثال، نصف القطر العقلاني) والعملية (على سبيل المثال، التعديل في المعلمات). |
لماذا يعد هذا الدليل جديرًا بالثقة؟
اكتسبت شركة JS خبرة عملية واسعة في ثني المعادن بدقة. نمتلك خبرة واسعة في سلوك ثني أكثر من 40 مادة. وقد حسّنا إعدادات معاملات الثني لصفائح بسماكات مختلفة (0.3-10 مم).
يمكننا ضبط فتحة القالب على شكل حرف V، وسرعة الانحناء، والضغط بدقة تصل إلى ±0.1 مم. لقد أجرينا عمليات انحناء باستخدام أكثر من 15 معالجة سطحية مختلفة، ونفهم جيدًا تأثير الطلاء المؤكسد على الانحناء، وكيفية منع تقشر الطلاء المسحوق أثناء الانحناء.
من المكونات الصغيرة والحساسة للمعدات الطبية إلى المكونات القياسية ذات الحجم الهائل للآلات الصناعية، يمكننا تحديد الحل بسرعة.
استنادًا إلى خبرتنا العملية ، يقدم هذا الكتاب طرقًا تم اختبارها من اختيار المواد وضبط المعلمات إلى إزالة الأخطاء، ومن ثم فهو دليل موثوق.
هل تحتاج لثني الصفائح المعدنية؟ لدى JS أكثر من 40 مادة، وشحن سريع خلال 3-7 أيام، ودقة ±0.1 مم. احصل على عروض أسعار لتصنيع الصفائح المعدنية في دقائق - لن تندم.
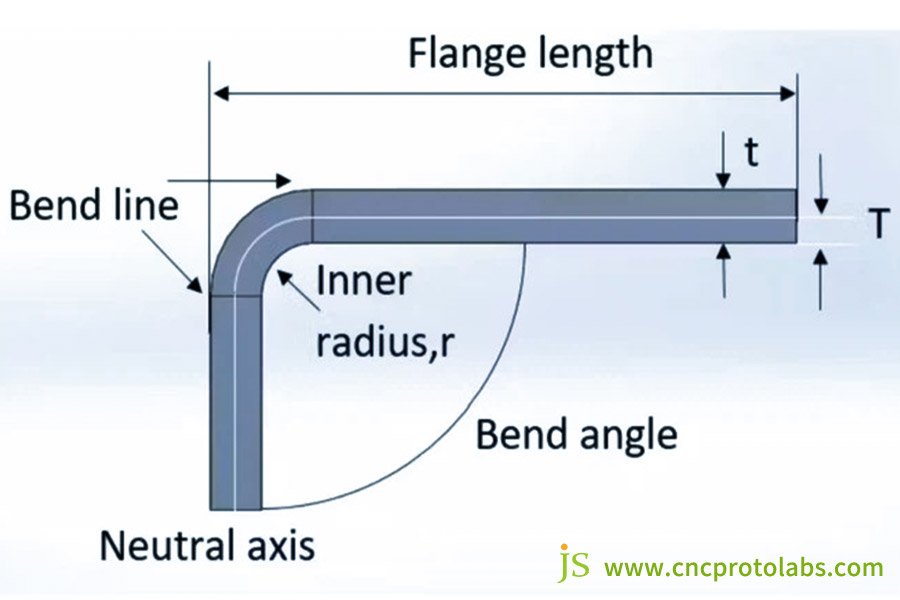
ثني الصفائح المعدنية: أكثر من مجرد "الضغط للأسفل"
إن عملية ثني الصفائح المعدنية هي عملية متطورة تتضمن التفاعل المنظم للعديد من المعلمات، وهي أكثر بكثير من مجرد "ضغط".
من الناحية الميكانيكية، تُستخدم مكبسات الثني خصيصًا لهذا الغرض، وتؤثر دقتها ووزنها بشكل مباشر على نتائج الثني. يجب ضبط حركة انزلاق المكبس واستواء طاولة العمل خصيصًا للمواد والحجم المُعالج.
أثناء العملية، يُعد اختيار أدوات الانحناء أمرًا بالغ الأهمية. تتطلب زوايا الانحناء المختلفة وسمكها قوالب بأشكال وأحجام مختلفة، مثل قوالب على شكل حرف V وU. تُطبّق دقة القالب مباشرةً على قطعة العمل، وقد يُسبب التآكل أو أخطاء الأبعاد عيوبًا.
يُعدّ التحكم الدقيق في قوة الانحناء ونقطة تطبيقها أمرًا بالغ الأهمية في عملية الانحناء. فإذا كانت قوة الانحناء منخفضة جدًا، فلن تُحقّق الزاوية المطلوبة لقطعة العمل، كما أن قوة الانحناء العالية جدًا ستُسبّب تشوّهًا مفرطًا أو حتى تشققًا.
علاوة على ذلك، يُعدّ تسلسل الانحناء أمرًا بالغ الأهمية. بالنسبة للأجزاء متعددة الانحناءات، يجب اتباع تسلسل انحناء مقبول لتجنب إتلاف الانحناءات السابقة، وللتأكد من أن حجم وزاوية كل مكون يفي بالمعايير المطلوبة.
لا تدع ثني الصفائح المعدنية يُصبح مشكلة. تُقدم JS قطع تصنيع صفائح معدنية موثوقة بـ 15 تشطيبًا سطحيًا. كما نُقدم خدمات تصنيع صفائح معدنية عبر الإنترنت للحصول على عروض أسعار سريعة وإنتاج فعال. تواصل معنا الآن.

اختيار المواد: لماذا يتشقق الفولاذ المقاوم للصدأ دائمًا، ويرتد الألومنيوم بشكل لا يمكن السيطرة عليه؟
تؤدي الاختلافات في الخصائص الفيزيائية والكيميائية للمواد المختلفة إلى ظهور مشكلات مختلفة أثناء عمليات ثني الصفائح المعدنية.
الفولاذ المقاوم للصدأ عرضة للتشقق ، ويعود ذلك أساسًا إلى طبيعته الذاتية. يتميز الفولاذ المقاوم للصدأ بصلابته ومتانته، إلا أن استطالته منخفضة نسبيًا. أثناء الانحناء، يتعرض الفولاذ لإجهاد زائد داخله. وعندما يتجاوز الإجهاد حد تحمله، يؤدي ذلك إلى التشقق.
الألومنيوم عرضة للارتداد غير المنضبط . يتميز الألومنيوم بمعامل مرونة منخفض. أثناء الانحناء، يتعرض لتشوه بلاستيكي بالإضافة إلى تشوه مرن كبير. ينعكس هذا التشوه المرن عند إزالة الحمل الخارجي، مما يؤدي إلى الارتداد.
علاوة على ذلك، يتميز الألومنيوم بنطاق بلاستيكي ضيق. أي تجاوز طفيف لهذا النطاق قد يؤدي إلى كسر عند الانحناء، مما يزيد من تعقيد التحكم في الارتداد. علاوة على ذلك، تعتمد كمية الارتداد أيضًا على التركيب الكيميائي لسبائك الألومنيوم، كما أن إضافة بعض عناصر السبائك قد تؤثر على قدرتها على استعادة مرونتها.
لمقارنة أبسط بين قابلية انحناء الفولاذ المقاوم للصدأ والألومنيوم ، راجع الجدول التالي:
| مادة | قوة | استطالة | معامل المرونة | الأسئلة الشائعة |
| الفولاذ المقاوم للصدأ | أعلى | أدنى | أعلى | عرضة للتشقق |
| الألومنيوم | أدنى | أعلى | أدنى | ارتداد غير منضبط |
هل أنت غير راضٍ عن اختيار المواد؟ JS على دراية بخصائص الفولاذ المقاوم للصدأ والألمنيوم والمعادن الأخرى، وتقدم خدمات تصنيع صفائح معدنية مخصصة لتجنب التشقق والارتداد مع عروض أسعار سريعة.
العوامل المؤثرة وراء عيوب الانحناء: 6 عوامل مؤثرة مهمة
عيوب الانحناء ليست حوادث، بل هي ناجمة إلى حد كبير عن العوامل الستة الأساسية التالية:
١. خصائص المادة: التركيب الكيميائي والخصائص الميكانيكية (مثل القوة والصلابة والاستطالة) للمادة تُحدد جودة الانحناء. تختلف المواد من حيث قابليتها للانحناء، كما هو موضح سابقًا، على سبيل المثال، الفولاذ المقاوم للصدأ مقابل الألومنيوم.
٢. معايير عملية الانحناء: تشمل زاوية الانحناء، ونصف قطر الانحناء، وقوة الانحناء، وسرعة الانحناء. قد يؤدي سوء تقدير هذه المعايير مباشرةً إلى عيوب متنوعة . على سبيل المثال، يُسبب نصف قطر الانحناء الصغير جدًا تشققات، بينما تُؤدي قوة الانحناء الضئيلة جدًا إلى انحراف الزاوية.
٣. حالة القالب: قد تؤثر دقة القالب، وتآكله، وسطحه أيضًا على نتائج الانحناء. يؤدي انخفاض دقة القالب إلى أخطاء في أبعاد قطعة العمل، كما أن سوء سطحه يُسبب احتكاكًا بين المادة والقالب، مما يؤدي إلى خدوش أو تشوهات.
٤. دقة المعدات: تُسهم دقة وضع مكبس الثني وحركة الشريحة بشكل كبير في جودة قطع العمل. قد يؤدي عدم دقة المعدات إلى زوايا انحناء غير مستقرة وعدم دقة في الأبعاد.
٥. مهارة المُشغِّل: تؤثر مهارة المُشغِّل وخبرته أيضًا على جودة الثني. قد يؤدي سوء ضبط إعدادات معلمات العملية، وتركيب القالب، والتشغيل، إلى عيوب مختلفة.
٦. الظروف البيئية: تؤثر درجة الحرارة والرطوبة المحيطة أيضًا على عملية الانحناء. على سبيل المثال، تزيد درجة الحرارة المنخفضة من هشاشة بعض المواد، مما يؤدي إلى تشققها عند الانحناء.
هل ترغب في تجنب عيوب الانحناء؟ تستخدم JS أحدث الآلات للتحكم في كل خطوة من خطوات العملية، وتقدم خدمات تصنيع الصفائح المعدنية عبر الإنترنت بأسعار معقولة. ثق بنا بثقة.
خمسة عيوب انحناء قاتلة: تحديد دقيق وتحليل الأسباب
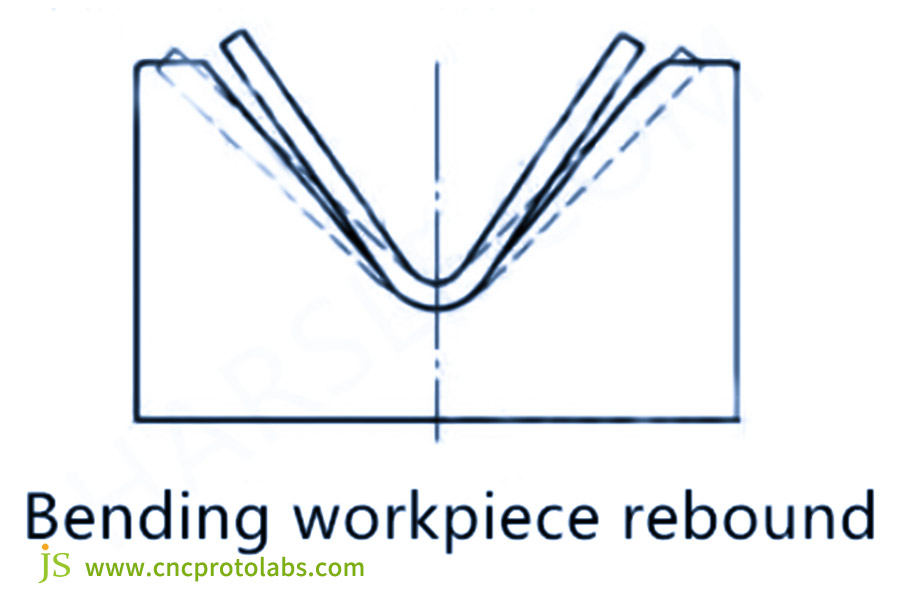
سبرينج باك: أول قاتل دقيق
الارتداد هو الظاهرة التي تختلف فيها زاوية قطعة العمل الفعلية عن الزاوية المطلوبة بعد التعافي المرن عند الانحناء. كلما كانت معامل المرونة أصغر وكانت قوة الخضوع للمادة أعلى، كلما كانت ظاهرة الارتداد أكبر، وهي شائعة للغاية في الألومنيوم وسبائك الألومنيوم.
التشقق: فقدان القوة المباشر
التشقق هو عيب في المادة ينتج أثناء الانحناء، مما يُضعف قوة قطعة العمل بشكل كبير . عندما تكون اللدونة في المادة غير كافية لاستيعاب التشوه أثناء الانحناء، تتشكل الشقوق عند نقاط تركيز الإجهاد. الفولاذ المقاوم للصدأ، نظرًا لقوته العالية وضعف لدونته نسبيًا، معرض بشدة للتشقق.
التواء: كابوس التجميع
الالتواء هو تشوه التواء غير منتظم لقطعة العمل أثناء الانحناء مما يسبب مشاكل خطيرة في التجميع. في حالة عدم توزيع التشوه بالتساوي في جميع أنحاء المادة أثناء ثني قطعة العمل، سوف يتطور إجهاد داخلي وسيحدث الانحناء.
تشوه نصف القطر الداخلي: خطر جودة مخفي
تشوه نصف القطر الداخلي هو عندما يكون نصف القطر الداخلي للسطح المنحني لقطعة العمل أقل من متطلبات التصميم. يؤثر نصف القطر الداخلي الزائد أو الصغير سلبًا على جودة قطعة العمل. يؤدي نصف القطر الزائد إلى توزيع غير متساوٍ للإجهاد في ظروف التشغيل، بينما يؤدي نصف القطر الصغير جدًا إلى تركيز الإجهاد.
الانحراف البعدي: الفرق بين الرسم والمنتج الفعلي
الانحراف البعدي هو الفرق بين البعد الفعلي لقطعة العمل والأبعاد الموضحة على الرسم. يحدث الانحراف البعدي بسبب أسباب مختلفة تتضمن عدم دقة وضع المعدات، وعيوب أبعاد القالب، وخطأ المشغل في القياس.
هل أنت قلق بشأن عيوب القطع؟ تركز JS على حل مختلف المشاكل، بأسعار معقولة لتصنيع الصفائح المعدنية، لضمان جودة قطع تصنيع الصفائح المعدنية. تفضل بزيارة مكتبنا واستشرنا الآن.

مُنهي العيوب: حل شامل للوقاية من العيوب من التصميم إلى الإنتاج
لربيع وصيف
- تصميم نصف قطر الانحناء: حدد نصف قطر الانحناء المناسب بناءً على خصائص المادة لتجنب الارتداد بسبب نصف القطر الصغير أو الكبير بشكل مفرط.
- استخدم طريقة التعويض: ضع في اعتبارك الارتداد في تصميم القالب وقم بتصميم القالب وإنتاج زاوية القالب أصغر من اللازم للتعويض عن تأثير الارتداد.
- استخدم عملية التصحيح: قم بتصحيح قطعة العمل بعد الانحناء لتقليل الارتداد عن طريق تعريض قطعة العمل لقدر معين من الضغط.
للتكسير
- استخدم المادة المناسبة : في قطع العمل المعرضة للانحناء، استخدم المواد التي تتمتع باستطالة عالية ومرونة جيدة.
- زيادة نصف قطر الانحناء: لتلبية متطلبات التصميم، قم بزيادة نصف قطر الانحناء بشكل متناسب من أجل تقليل إجهاد المواد.
- تسخين المادة قبل الانحناء: قم بتسخين بعض المواد ذات الصلابة العالية والقوة العالية قبل الانحناء لتحسين مرونتها.
للتشويه
- تحسين تسلسل الانحناء: تحسين تسلسل الانحناءات متعددة الزوايا لتقديم توزيع موحد للقوة على المادة وتقليل الإجهاد الداخلي.
- تحسين وضع القالب: احصل على وضع دقيق للقالب لمنع حركة قطعة العمل أثناء الانحناء مما قد يؤدي إلى التشوه.
- استخدم الانحناء المتماثل: بالنسبة لقطع الأعمال المتماثلة، استخدم الانحناء المتماثل للسماح بتشوه المواد المتماثل.
لتشوه نصف القطر الداخلي
- دقة نصف قطر زاوية القالب: يجب أن يكون نصف قطر زاوية القالب وفقًا لمتطلبات التصميم وأن يكون له سطح أملس بحيث يتم تقليل تآكل المواد.
- التحكم في قوة الانحناء: التحكم في قوة الانحناء بشكل مناسب لتجنب تشوه الزاوية المستديرة الداخلية بسبب القوة المفرطة أو غير الكافية.
- اختر مواد ذات مرونة جيدة: المواد ذات المرونة الجيدة تكون أكثر قدرة على إنشاء زوايا داخلية مستديرة مستقرة عند الانحناء.
للانحراف البعدي
- تحسين دقة المعدات: المعايرة والصيانة الدورية لآلة ثني الثني تضمن دقة التموضع والحركة.
- ضمان جودة القالب: التحكم بدقة في تصنيع القالب، وفحص تآكل القالب بانتظام، وتغيير القوالب البالية في وقت مبكر.
- تعزيز القياس والتفتيش: قم بالقياس بشكل أكثر انتظامًا أثناء عملية الإنتاج للكشف عن الانحرافات الأبعادية المبكرة والقضاء عليها.
| نوع العيب | التدابير الوقائية الأساسية |
| سبرينغباك | تصميم نصف قطر الانحناء بشكل صحيح، وتعويض زاوية القالب، وإضافة خطوة تصحيح |
| التشقق | استخدام مواد ذات استطالة عالية، وزيادة نصف قطر الانحناء، والمعالجة بالتسخين المسبق |
| التواء | تحسين تسلسل الانحناء، وتعزيز وضع القالب، واستخدام الانحناء المتماثل |
| تشوه الزاوية الداخلية R | ضمان دقة نصف قطر القالب، والتحكم في قوة الانحناء، واختيار المواد ذات اللدونة الجيدة |
| الانحراف البعدي | تحسين دقة المعدات، وضمان جودة القالب، وتعزيز القياس والتفتيش |
هل ترغب في تجنب العيوب؟ تقدم JS حلولاً متكاملة، احترافية من التصميم إلى الإنتاج، وتصنيع صفائح معدنية حسب الطلب ، وخبرة في ثني الصفائح المعدنية، وأسعارًا شفافة. اختيارك لنا سيطمئنك.
دراسة حالة: التجربة "التصحيحية" لأغلفة الألومنيوم للأجهزة الطبية
نقطة الألم لدى العميل:
تعرض غلاف الشاشة عالي الجودة المصنوع من سبيكة الألومنيوم (5052-H32، سمك 1.5 مم) إلى ارتداد شديد (89°→94°)، وشقوق دقيقة في الحواف، وخلوص تجميع زائد في إنتاج تجريبي محدود.
تحليل العيوب: لا يوجد تعويض ارتداد (لضغط مستقيم بزاوية 90 درجة). كان خط الانحناء موازيًا لاتجاه التدحرج (تركيز إجهاد الحافة). اختيار خاطئ لقالب على شكل حرف V (عرض فوهة على شكل حرف V = 12 مم < 8*t = 12 مم، مما أدى إلى ضغط مرتفع).
حل JS:
تحسين DFM: تم إعادة تصنيع خط الانحناء لتشكيل زاوية 45 درجة مع اتجاه دحرجة المادة لتقليل تركيز إجهاد الحافة، على أساس معامل المرونة 5052-H32، تم دمج زاوية تعويض الارتداد بمقدار 1.2 درجة في تصميم القالب، مما أدى إلى تغيير زاوية الانحناء المستهدفة إلى 88.8 درجة.
ترقية العملية: تم استبدال القالب V بعرض فم V 15 مم (يلبي متطلبات 8*t = 12 مم) لتقليل الضغط لكل وحدة مساحة، وتم تغيير سرعة الانحناء من 5 مم/ثانية إلى 3 مم/ثانية للحصول على تشوه أكثر انتظامًا للمواد، وتمت إضافة خطوة تسخين مسبق لتسخين المادة إلى 120 درجة مئوية قبل الانحناء لزيادة مرونة المادة.
التفتيش المكثف: تم تركيب أداة إضافية لقياس الزاوية في الوقت الفعلي على خط الإنتاج، وإجراء فحوصات عشوائية للزاوية على كل منتج عاشر، مما يتيح تعديل معلمات العملية في الوقت المناسب.
نتائج:
تم الحفاظ على تفاوتات زاوية دفعات الإنتاج الضخم عند ±0.5 درجة، بما يتوافق مع جميع مواصفات التصميم . وتم القضاء على التشققات الدقيقة في الحواف بفعالية من خلال تحسين معايير القالب والعملية، مما أدى إلى خلوّها من التشققات الدقيقة تمامًا. وتم التحكم بدقة في خلوص التجميع عند 0.2 مم، بما يتوافق مع مواصفات دقة التجميع.
ارتفعت عوائد العميل في الإنتاج بشكل كبير من 65% في الإنتاج التجريبي إلى 98% ، مما أدى إلى تقليل هدر المواد وإعادة العمل إلى حد كبير، بالإضافة إلى دورات تسليم المنتج.
هل تجد شريكًا موثوقًا به بعد دراسة الحالة هذه؟ تتمتع JS بخبرة واسعة في مجال ثني الصفائح المعدنية، وعروض أسعار سريعة، وجودة مضمونة . انضم إلينا اليوم!
الأسئلة الشائعة
س1: لماذا لا يتم تجميع زوايا الانحناء لنفس المواد دفعة واحدة؟
ثلاثة أسباب رئيسية: اختلافات سُمك المواد (±5% هي الأعلى)، وتآكل القالب وعدم الاستبدال في الوقت المناسب، وانخفاض دقة قياسات المعدات. يجب مضاعفة فحص الواردات وفحص المعدات.
س٢: هل معامل K يساوي ٠٫٣٣ أم ٠٫٤؟ كيف يُحدَّد؟
معامل K ليس ثابتًا! فهو يعتمد على المادة، والسمك، وزاوية R، والقالب. القيم الموصى بها: ≈0.43 للألمنيوم اللين، ≈0.35 لـ SPCC، ≈0.38 للفولاذ المقاوم للصدأ. أفضل عملية موثوقة: اختبار الانحناءات والقياسات ← استنتاج قيمة K ← إدخالها في نظام CAM.
س3: هل هناك خطوات معالجة خاصة مطلوبة للانحناءات غير 90 درجة (زوايا حادة/منفرجة)؟
نعم! يجب إنتاج الزوايا الحادة باستخدام قالب علوي حاد خاص، وقالب سفلي ضيق على شكل حرف V. للزوايا المنفرجة، يُنصح بالضغط التدريجي والضغط الزائد بمقدار 2-5 درجات لمنع ارتداد المادة. للزوايا الكبيرة، يجب أن يكون تفاوت سمك المادة ±3%.
س4: كيف تتعامل شركة JS مع المواد ذات الارتداد العالي (على سبيل المثال، البرونز الفسفوري)؟
تم تطبيق طريقة التعويض التدريجي (الانحناء خطوة بخطوة) + مكبس هيدروليكي مع القدرة على التصحيح + التلدين الموضعي (التلدين بالليزر بدون تلامس) بنجاح في الإنتاج الضخم لتصنيع أجزاء التلامس المرنة.
ملخص
إصلاح معظم عيوب ثني الصفائح المعدنية ليس مكلفًا، بل يتطلب تحسينًا في التركيب وتصميمًا ذكيًا والوقاية. التجاعيد، والنتوءات، والزوايا السيئة، والشقوق ليست مجرد عيوب إنتاج، بل هي تكاليف يمكن تجنبها.
إن معرفة هذه العيوب النموذجية في تشكيل الصفائح المعدنية يمكن أن يؤدي في الواقع إلى تقليص العيوب إلى النصف وتعزيز جودة مكونات الصفائح المعدنية المنحنية، مما يمكنها من تحقيق مواصفات الإنتاج والتجميع.
هل تحتاج إلى قطع تصنيع صفائح معدنية دقيقة؟ تقدم JS مجموعة واسعة من الخدمات، بأسعار تصنيع صفائح معدنية شفافة تلبي مختلف الاحتياجات. اخترنا لنضمن لك سير مشروعك بسلاسة.

تنصل
محتويات هذه الصفحة لأغراض إعلامية فقط. خدمات JS. لا توجد أي تعهدات أو ضمانات، صريحة كانت أم ضمنية، بشأن دقة أو اكتمال أو صحة المعلومات. لا يُفترض أن أي مورد أو مُصنِّع خارجي سيُقدِّم معايير الأداء، أو التفاوتات الهندسية، أو خصائص التصميم المحددة، أو جودة المواد ونوعها، أو جودة الصنع من خلال شبكة Jusheng. تقع مسؤولية طلب عرض أسعار للقطع على عاتق المشتري. حدد المتطلبات الخاصة لهذه الأقسام. يُرجى التواصل معنا لمزيد من المعلومات .
فريق JS
JS شركة رائدة في مجالها، تُركز على حلول التصنيع المُخصصة. نتمتع بخبرة تزيد عن 20 عامًا مع أكثر من 5000 عميل، ونُركز على التصنيع عالي الدقة باستخدام الحاسب الآلي ، وتصنيع الصفائح المعدنية ، والطباعة ثلاثية الأبعاد ، وقولبة الحقن ، وختم المعادن، وغيرها من خدمات التصنيع الشاملة.
مصنعنا مجهز بأكثر من 100 مركز تصنيع متطور بخمسة محاور، حاصل على شهادة ISO 9001:2015. نقدم حلول تصنيع سريعة وفعالة وعالية الجودة لعملائنا في أكثر من 150 دولة حول العالم. سواءً كنت ترغب في إنتاج كميات صغيرة أو تخصيص واسع النطاق، نلبي احتياجاتك بأسرع وقت ممكن خلال 24 ساعة. اختر تقنية JS ، فهذا يعني كفاءة الاختيار والجودة والاحترافية.
لمعرفة المزيد، قم بزيارة موقعنا الإلكتروني: www.cncprotolabs.com
الموارد

