

Una piegatura perfetta della lamiera crea un telaio rigido, staffe morbide e un assemblaggio impeccabile. Ma un ritorno elastico eccessivo o uno strappo e l'intero lotto di produzione finisce nella discarica! I difetti di piegatura non solo riducono la resa, ma aumentano anche i costi e i tempi di consegna. La piegatura della lamiera è la semplicità stessa, eppure è una complessa interazione di materiali, stampi e controllo di processo .
Riepilogo delle risposte principali
| Aspetti | Contenuto principale |
| Complessità della piegatura della lamiera | Richiede una pressa piegatrice speciale e stampi correlati per controllare la pressione, la velocità e la sequenza di piegatura. |
| Variazioni nella selezione dei materiali | L'acciaio inossidabile è rigido e ha un basso allungamento e può rompersi, mentre l'alluminio ha un basso modulo elastico e un piccolo intervallo plastico e può causare un ritorno elastico incontrollato. |
| Fattori che influenzano i difetti di flessione | Proprietà dei materiali, condizioni di processo, condizioni dello stampo, precisione dell'attrezzatura, abilità dell'operatore e condizioni ambientali. |
| Cinque principali difetti di flessione | Deviazione angolare (ritorno elastico), perdita di resistenza (crepe), montaggio difficile (distorsione), deformazione interna dell'angolo R e deviazione dimensionale. |
| Piano di prevenzione dei difetti | Considerando le precauzioni dell'intera catena di processi, che comprende anche la progettazione (ad esempio, raggio razionale) e il processo (ad esempio, adeguamento dei parametri). |
Perché questa guida è affidabile?
JS ha acquisito un solido know-how pratico nella piegatura di precisione dei metalli. Conosciamo il comportamento di piegatura di oltre 40 materiali. Per quanto riguarda il processo, abbiamo ottimizzato le impostazioni dei parametri di piegatura per lamiere di vari spessori (0,3-10 mm).
Siamo in grado di regolare con precisione l'apertura della matrice a V, la velocità di piegatura e la pressione con una precisione di ±0,1 mm. Abbiamo eseguito operazioni di piegatura con oltre 15 diversi trattamenti superficiali e sappiamo come i rivestimenti anodizzati influiscono sulla piegatura e come prevenire la sfaldatura della verniciatura a polvere durante la piegatura.
Dai componenti piccoli e delicati per apparecchiature mediche a quelli standard di grandi dimensioni per macchinari industriali, siamo in grado di individuare rapidamente la soluzione.
Basato sulla nostra competenza pratica , questo libro offre metodi collaudati, dalla selezione dei materiali e dalla messa a punto dei parametri fino all'eliminazione dei guasti, diventando così un manuale di fiducia.
Hai bisogno di piegare lamiere? JS offre oltre 40 materiali, spedizioni in 3-7 giorni e precisione di ±0,1 mm. Ricevi preventivi per la lavorazione della lamiera in pochi minuti: non te ne pentirai.
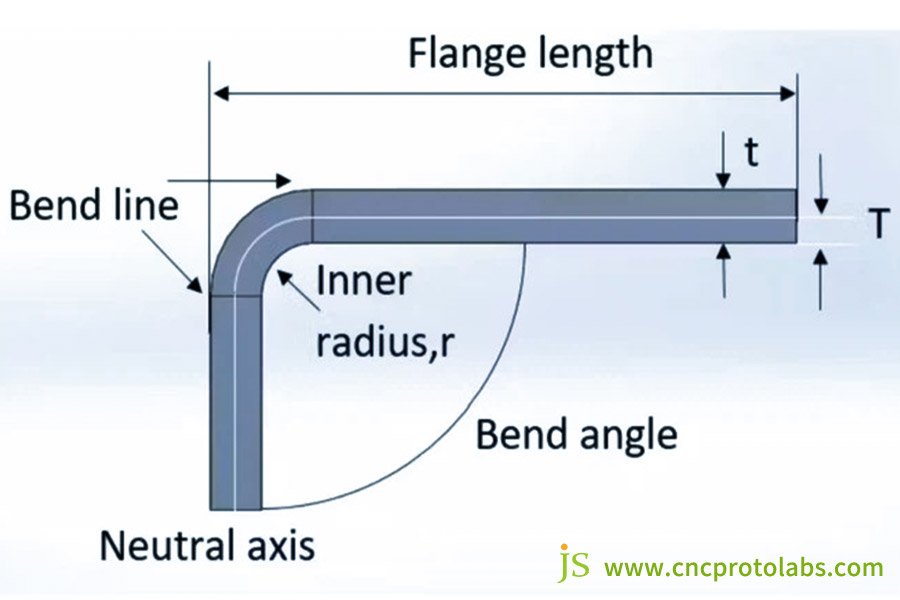
Piegatura della lamiera: più che "premere verso il basso"
La piegatura della lamiera è un'operazione sofisticata che prevede l'interazione organizzata di numerosi parametri, molto più di una semplice "pressatura".
Dal punto di vista meccanico, una pressa piegatrice è necessaria specificamente per questo scopo, e la sua precisione e il suo tonnellaggio influiscono direttamente sul risultato della piegatura. La corsa della pressa piegatrice e la planarità del piano di lavoro devono essere regolate specificamente in base al materiale e alle dimensioni lavorate.
Durante il processo, la selezione degli utensili di piegatura è molto importante. Diversi angoli e spessori di piegatura richiedono stampi di forme e dimensioni diverse, come stampi a V e a U. La precisione dello stampo verrà trasferita direttamente sul pezzo; usura o errori dimensionali possono causare difetti.
Anche il controllo accurato della forza di piegatura e del punto di applicazione è essenziale durante l'operazione di piegatura. Una forza di piegatura troppo bassa non porterà il pezzo in lavorazione all'angolazione desiderata, mentre una forza di piegatura troppo elevata causerà deformazioni eccessive o addirittura crepe.
Inoltre, la sequenza di piegatura è importante. Per i componenti con più pieghe, è necessario seguire una sequenza di piegatura accettabile per evitare di rovinare le pieghe precedenti e assicurarsi che le dimensioni e l'angolazione di ciascun componente soddisfino gli standard richiesti.
Non lasciare che la piegatura della lamiera diventi un problema. JS offre componenti affidabili per la lavorazione della lamiera con 15 finiture superficiali. Offriamo anche servizi di lavorazione della lamiera online per preventivi rapidi e una produzione efficiente. Contattaci subito.

Scelta del materiale: perché l'acciaio inossidabile si crepa sempre e l'alluminio rimbalza in modo incontrollato?
Le differenze nelle proprietà fisiche e chimiche dei diversi materiali determinano diverse problematiche che si presentano durante i processi di piegatura della lamiera.
L'acciaio inossidabile è soggetto a cricche , principalmente a causa della sua natura intrinseca. L'acciaio inossidabile è duro e resistente, ma possiede un allungamento relativamente basso. Durante la piegatura, si verificano sollecitazioni eccessive all'interno del materiale. Quando le sollecitazioni superano il limite di tolleranza, si formano delle cricche.
L'alluminio è soggetto a un ritorno elastico incontrollato . L'alluminio ha un basso modulo elastico. Durante la piegatura, il materiale subisce una deformazione plastica e una significativa deformazione elastica. La deformazione elastica si inverte alla rimozione del carico esterno, dando origine al ritorno elastico.
Inoltre, l'alluminio ha anche un intervallo plastico ristretto. Abbandonare questo intervallo anche di poco può portare a fratture durante la flessione, complicando ulteriormente il controllo del ritorno elastico. Inoltre, l'entità del ritorno elastico dipende anche dalla composizione chimica della lega di alluminio e l'aggiunta di alcuni elementi di lega può influire sulla sua capacità di recupero elastico.
Per un confronto più semplice tra la piegabilità dell'acciaio inossidabile e dell'alluminio , fare riferimento alla seguente tabella:
| Materiale | Forza | Allungamento | Modulo elastico | Domande frequenti |
| Acciaio inossidabile | Più alto | Inferiore | Più alto | Tendente a screpolarsi |
| Alluminio | Inferiore | Più alto | Inferiore | Ritorno elastico incontrollato |
Insoddisfatto della scelta del materiale? JS conosce le proprietà dell'acciaio inossidabile, dell'alluminio e di altri metalli e fornisce servizi di fabbricazione di lamiere personalizzate per evitare crepe e ritorno elastico con preventivi rapidi.
I fattori alla base dei difetti di flessione: 6 importanti fattori che influenzano
I difetti di piegatura non sono incidenti, sono in gran parte causati dai seguenti sei fattori principali:
1. Proprietà del materiale: la struttura chimica e le proprietà meccaniche (ad esempio, resistenza, durezza e allungamento) del materiale determinano efficacemente la qualità della piegatura. I materiali variano in termini di capacità di adattamento alla piegatura, come appena spiegato, ad esempio, acciaio inossidabile e alluminio.
2. Parametri del processo di piegatura: includono angolo di piegatura, raggio di piegatura, forza di piegatura e velocità di piegatura. Una stima errata di questi parametri può portare direttamente a una varietà di difetti . Ad esempio, un raggio di piegatura troppo piccolo crea crepe, mentre una forza di piegatura troppo bassa provoca una deviazione dell'angolo.
3. Condizioni dello stampo: anche la precisione dello stampo, l'usura e la finitura superficiale possono influire sui risultati di piegatura. Una scarsa precisione dello stampo comporta errori nelle dimensioni del pezzo, mentre una scarsa finitura superficiale dello stampo causa attrito tra il materiale e lo stampo, con conseguenti graffi o deformazioni.
4. Precisione dell'attrezzatura: la precisione del posizionamento della pressa piegatrice e del movimento della slitta contribuisce notevolmente alla qualità dei pezzi lavorati. Attrezzature imprecise possono portare ad angoli di piegatura instabili e imprecisioni dimensionali.
5. Abilità dell'operatore: anche l'abilità e l'esperienza dell'operatore influiscono sulla qualità della piegatura. Un'errata impostazione dei parametri di processo, l'installazione dello stampo e la messa in servizio possono causare diversi difetti.
6. Condizioni ambientali: anche la temperatura e l'umidità ambientali influiscono sul processo di piegatura. Ad esempio, le basse temperature aumentano la fragilità di alcuni materiali, che si screpolano durante la piegatura.
Volete evitare difetti di piegatura? JS impiega macchinari all'avanguardia per controllare ogni fase del processo, offrendo servizi di lavorazione della lamiera online a prezzi accessibili. Affidatevi a noi con fiducia.
Cinque difetti di flessione mortali: identificazione critica e analisi delle cause
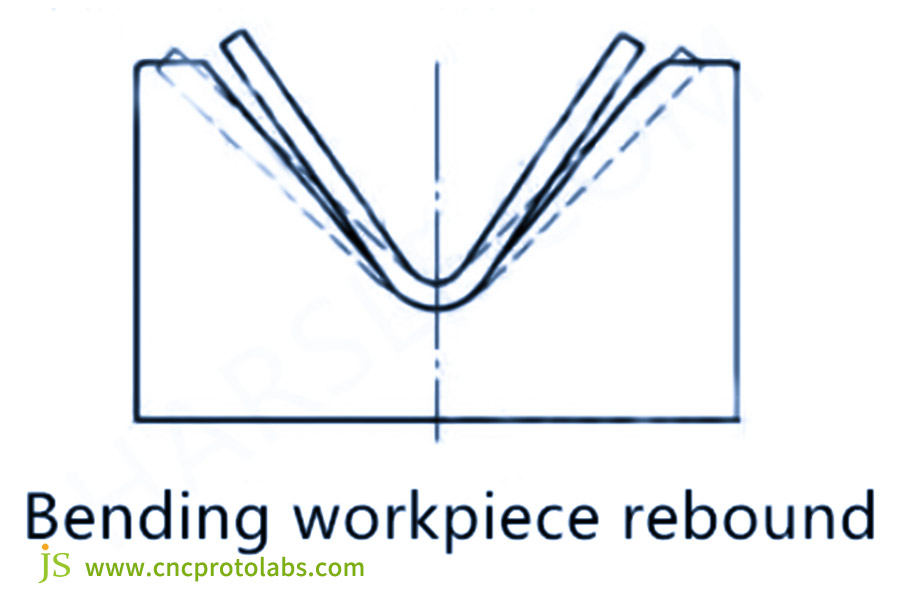
Springback: il primo killer della precisione
Il ritorno elastico è il fenomeno per cui l'angolo effettivo del pezzo in lavorazione è diverso dall'angolo desiderato dopo il recupero elastico durante la piegatura. Minore è il modulo elastico e maggiore è il limite di snervamento del materiale, maggiore è il fenomeno del ritorno elastico, molto comune nell'alluminio e nelle leghe di alluminio.
Cracking: perdita di resistenza diretta
La criccatura è un difetto del materiale che si verifica durante la piegatura, indebolendo notevolmente la resistenza del pezzo . Quando il materiale non è sufficientemente plastico per adattarsi alla deformazione durante la piegatura, si formano delle cricche nei punti di concentrazione delle sollecitazioni. L'acciaio inossidabile, a causa della sua elevata resistenza ma della sua relativamente scarsa plasticità, è molto soggetto a criccature.
Twisting: Incubo di assemblaggio
La torsione è una deformazione irregolare di un pezzo durante la piegatura che causa gravi problemi di assemblaggio. In una situazione in cui la deformazione non è distribuita uniformemente su tutto il materiale durante la piegatura di un pezzo, si svilupperà una sollecitazione interna e si verificherà una deformazione.
Deformazione del raggio interno: un rischio nascosto per la qualità
La deformazione del raggio interno si verifica quando il raggio interno della superficie curva di un pezzo è inferiore ai requisiti di progettazione. Un raggio interno eccessivo o troppo piccolo influisce negativamente sulla qualità del pezzo. Un raggio eccessivo porta a una distribuzione non uniforme delle sollecitazioni in condizioni di esercizio, mentre un raggio troppo piccolo causa la concentrazione delle sollecitazioni.
Deviazione dimensionale: differenza tra disegno e prodotto reale
La deviazione dimensionale è una differenza tra la dimensione effettiva di un pezzo e la dimensione mostrata sul disegno. La deviazione dimensionale è causata da varie cause che includono la mancanza di precisione nel posizionamento dell'attrezzatura, difetti dimensionali dello stampo ed errori di misurazione da parte dell'operatore.
Preoccupato per i difetti che possono compromettere i componenti? JS si concentra sulla risoluzione di vari problemi, con prezzi ragionevoli per la fabbricazione di lamiere, per garantire che i componenti in lamiera siano qualificati. Venite a contattarci subito.

Defect Terminator: una soluzione di prevenzione completa dalla progettazione alla produzione
Per Springback
- Progettare il raggio di curvatura: selezionare un raggio di curvatura appropriato in base alle proprietà del materiale per evitare il ritorno elastico dovuto a un raggio eccessivamente piccolo o grande.
- Utilizzare un metodo di compensazione: considerare il ritorno elastico nella progettazione dello stampo e progettare lo stampo e produrre un angolo dello stampo corrispondentemente più piccolo del necessario per compensare l'impatto del ritorno elastico.
- Utilizzare un processo di correzione: correggere il pezzo dopo la piegatura per ridurre il ritorno elastico sottoponendolo a una certa pressione.
Per cracking
- Utilizzare il materiale appropriato : nei pezzi soggetti a piegatura, utilizzare materiali con elevato allungamento e buona plasticità.
- Aumentare il raggio di curvatura: per soddisfare i requisiti di progettazione, aumentare proporzionalmente il raggio di curvatura per ridurre lo stress del materiale.
- Riscaldare il materiale prima di piegarlo: preriscaldare alcuni materiali ad alta durezza e resistenza prima di piegarli per migliorarne la plasticità.
Per la distorsione
- Ottimizzazione della sequenza di piegatura: ottimizza la sequenza di piegature multi-angolo per offrire una distribuzione uniforme della forza sul materiale e ridurre lo stress interno.
- Migliora il posizionamento dello stampo: ottieni un posizionamento preciso dello stampo per evitare che il pezzo si muova durante la piegatura, cosa che potrebbe causare distorsioni.
- Utilizzare la piegatura simmetrica: per i pezzi lavorati simmetrici, utilizzare la piegatura simmetrica per consentire una deformazione simmetrica del materiale.
Per la deformazione del raggio interno
- Precisione del raggio d'angolo dello stampo di fornitura: il raggio dell'angolo dello stampo deve essere conforme ai requisiti di progettazione e avere una superficie liscia, in modo da ridurre al minimo l'usura del materiale.
- Controllare la forza di piegatura: controllare adeguatamente la forza di piegatura per evitare la deformazione dell'angolo arrotondato interno dovuta a una forza eccessiva o insufficiente.
- Selezionare materiali con buona plasticità: i materiali con buona plasticità hanno maggiori probabilità di creare angoli interni arrotondati stabili durante la piegatura.
Per deviazione dimensionale
- Migliorare la precisione delle attrezzature: la calibrazione e la manutenzione periodiche della pressa piegatrice garantiscono la precisione di posizionamento e movimento.
- Garantire la qualità dello stampo: controllare costantemente la precisione della fabbricazione dello stampo, ispezionarne regolarmente l'usura e sostituire tempestivamente gli stampi usurati.
- Migliorare la misurazione e l'ispezione: effettuare misurazioni più regolari durante il processo di produzione per rilevare precocemente le deviazioni dimensionali ed eliminarle.
| Tipo di difetto | Misure preventive fondamentali |
| Ritorno elastico | Progettare correttamente il raggio di curvatura, la compensazione dell'angolo della matrice, aggiungere un passaggio di correzione |
| Cracking | Utilizzare materiale ad alto allungamento, aumentare il raggio di curvatura, preriscaldare il trattamento |
| Torsione | Ottimizzare la sequenza di piegatura, rafforzare il posizionamento dello stampo, utilizzare la piegatura simmetrica |
| Deformazione dell'angolo R interno | Garantire la precisione del raggio dello stampo, controllare la forza di piegatura, selezionare materiali con buona plasticità |
| Deviazione dimensionale | Migliorare la precisione delle apparecchiature, garantire la qualità degli stampi, rafforzare la misurazione e l'ispezione |
Vuoi prevenire i difetti? JS offre una soluzione completa, professionale dalla progettazione alla produzione, lavorazione di lamiere su misura , competenza nella piegatura della lamiera e prezzi trasparenti. Scegliendoci, sarai tranquillo.
Caso di studio: l'esperienza "correttiva" degli alloggiamenti in alluminio dei dispositivi medici
Punto dolente del cliente:
Un involucro in lega di alluminio per monitor di fascia alta (5052-H32, spessore 1,5 mm) ha presentato un forte ritorno elastico (89°→94°), micro-crepe sui bordi e un gioco di assemblaggio eccessivo in una produzione di prova limitata.
Analisi dei difetti: Nessuna compensazione del ritorno elastico (per una pressa dritta a 90°). La linea di piegatura era parallela alla direzione di laminazione (concentrazione delle sollecitazioni sui bordi). Selezione errata della matrice a V (larghezza della bocca a V = 12 mm < 8*t = 12 mm, con conseguente pressione elevata).
La soluzione di JS:
Ottimizzazione DFM: è stata riprogettata la linea di piegatura per formare un angolo di 45° con la direzione di laminazione del materiale per ridurre la concentrazione di sollecitazioni sui bordi; sulla base del modulo elastico di 5052-H32, è stato incorporato un angolo di compensazione del ritorno elastico di 1,2° nella progettazione dello stampo, modificando l'angolo di piegatura target a 88,8°.
Aggiornamento del processo: sostituzione della matrice a V con una larghezza della bocca a V di 15 mm (soddisfacendo il requisito 8*t = 12 mm) per ridurre la pressione per unità di area, modifica della velocità di piegatura da 5 mm/s a 3 mm/s per una deformazione più uniforme del materiale, aggiunta di una fase di preriscaldamento per riscaldare il materiale a 120 °C prima della piegatura per aumentare la plasticità del materiale.
Ispezione intensificata: è stato installato sulla linea di produzione uno strumento aggiuntivo per la misurazione dell'angolo in tempo reale, che esegue controlli a campione dell'angolo su ogni 10 prodotti, consentendo una tempestiva regolazione dei parametri di processo.
Risultati:
Le tolleranze angolari dei lotti di produzione in serie sono state mantenute a ±0,5°, rispettando tutte le specifiche di progettazione . Le microfratture sui bordi sono state efficacemente eliminate ottimizzando i parametri di stampo e di processo, ottenendo un risultato pari a zero. I giochi di assemblaggio sono stati rigorosamente controllati a 0,2 mm, rispettando le specifiche di precisione di assemblaggio.
La resa produttiva del cliente è aumentata in modo significativo dal 65% nella produzione pilota al 98% , riducendo notevolmente gli sprechi di materiale e le rilavorazioni, nonché i cicli di consegna del prodotto.
Hai trovato un partner affidabile dopo aver esaminato questo caso di studio? JS vanta una vasta esperienza nella piegatura della lamiera, preventivi rapidi e qualità garantita . Unisciti a noi oggi stesso!
Domande frequenti
D1: Perché gli angoli di piegatura degli stessi materiali non vengono misurati in lotti?
Tre motivi principali: variazioni di spessore del materiale (±5% è il massimo), usura dello stampo e mancata sostituzione tempestiva, e minore ripetibilità del registro posteriore dell'attrezzatura. I controlli in entrata e l'ispezione dell'attrezzatura dovrebbero essere raddoppiati.
D2: Il fattore K deve essere 0,33 o 0,4? Come viene stabilito?
Il fattore K non è costante! Dipende dal materiale, dallo spessore, dall'angolo R e dallo stampo. Valori consigliati: circa 0,43 per alluminio dolce, circa 0,35 per SPCC e circa 0,38 per acciaio inossidabile. Processo più affidabile: piegature di prova e misurazioni → dedurre il valore K → inserirlo nel sistema CAM.
D3: Sono necessarie fasi di lavorazione speciali per curve diverse da 90° (angoli acuti/ottusi)?
Sì! Gli angoli ripidi devono essere prodotti utilizzando una matrice superiore affilata e una matrice inferiore stretta a V. Per angoli ottusi, si consiglia di eseguire una pressatura graduale e una sovrapressatura di 2-5° per evitare il ritorno elastico. Per angoli ampi, la tolleranza sullo spessore del materiale deve essere di ±3%.
D4: In che modo JS tratta i materiali ad alto ritorno elastico (ad esempio il bronzo fosforoso)?
Un metodo di compensazione graduale (piegatura passo-passo) + una pressa idraulica con la capacità di correggere + ricottura locale (ricottura laser senza contatto) sono stati applicati con successo nella produzione di massa per realizzare parti di contatto elastiche.
Riepilogo
La maggior parte dei difetti di piegatura della lamiera non è costosa da riparare, ma richiede una migliore configurazione, una progettazione intelligente e misure preventive. Grinze, sbavature, angoli errati o crepe non sono solo difetti di produzione, ma anche spese evitabili.
La conoscenza di questi tipici difetti di formatura della lamiera può effettivamente dimezzare i difetti e migliorare la qualità dei componenti piegati in lamiera, consentendo loro di raggiungere le specifiche di produzione e assemblaggio.
Hai bisogno di componenti di precisione per la lavorazione della lamiera? JS offre un'ampia gamma di servizi, offrendo prezzi trasparenti per la lavorazione della lamiera , in grado di soddisfare diverse esigenze. Scegli noi e il tuo progetto procederà senza intoppi.

Disclaimer
Il contenuto di questa pagina è solo a scopo informativo. Servizi JS Non vi sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o lavorazione tramite la rete Jusheng. È responsabilità dell'acquirente richiedere un preventivo per i componenti. Identificare i requisiti specifici per queste sezioni. Contattateci per ulteriori informazioni .
Squadra JS
JS è un'azienda leader del settore, specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo su lavorazioni CNC ad alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione , stampaggio di metalli e altri servizi di produzione completi.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccoli volumi di produzione o di personalizzazioni su larga scala, possiamo soddisfare le vostre esigenze con consegne rapide entro 24 ore. Scegli JS Technology : efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.cncprotolabs.com
Risorsa

