

Sobremoldeo del conector es el método principal para proteger los conectores contra roturas cuando se utilizan en condiciones difíciles.
Por ejemplo, en ingeniería marina, maquinaria pesada y operaciones con drones al aire libre, la mayoría de las averías de los equipos (hasta un 60%) se deben a fallos en los conectores. Dos problemas principales que ocurren son los cortocircuitos debido a la entrada de agua y la rotura del cable en el extremo del conector causada por la vibración.
Cuando un conector que vale sólo unos pocos dólares detiene un proyecto que vale millones de dólares, entonces las formas habituales de sellar y unir los conectores se vuelven inadecuadas para cumplir con los altos estándares de confiabilidad.
Este método que evita fallos de este tipo a nivel estructural es la primera opción de muchos fabricantes de equipos de alta gama.
Resumen de respuestas principales
| Módulos principales | Soluciones clave | Propuesta de valor |
| Sellado y estrés | Revestimiento integrado por moldeo por inyección, eliminando huecos. | Obtenga un nivel de hermeticidad IP68 y elimine los puntos de fractura por tensión mecánica. |
| Materiales y Diseño | Materiales PEEK/TPU de alto rendimiento + diseño DFM para capacidad de fabricación. | Resistente a ácidos fuertes, álcalis y radiación UV, protegiendo los pines de precisión. |
| Pruebas y producción en masa | Pruebas rigurosas basadas en estándares MIL-STD. | Verificación rápida de prototipos, logrando un rendimiento de producción en masa superior al 98%. |
Conclusiones clave
- Corrección de defectos en origen:
El sobremoldeado de conector personalizado elimina por completo las vías de entrada de humedad y los puntos de concentración de tensión al formar el conector y el cable como una sola pieza , algo que el ensamblaje tradicional no puede igualar.
- Centrándose en la confiabilidad del ciclo de vida:
Optar por proveedores que tengan capacidades DFM no solo ofrece un sellado de grado IP68 , sino que también, mediante el uso de la ciencia de materiales y el diseño de moldes, la vida útil del producto se puede extender a más de 10 años.
- Reduzca los costos totales de funcionamiento:
Aunque inicialmente hay que invertir en un molde, los servicios de sobremoldeo son capaces de reducir el ciclo de I+D en un 30 % y mantener una tasa de rendimiento superior al 98 % en la producción a gran escala, lo que a su vez reduce sustancialmente los costos de mantenimiento y fallas posteriores.
¿Por qué confiar en el sobremoldeo de conectores? Soluciones personalizadas de JS Precision para entornos hostiles
En aplicaciones de equipos en entornos hostiles, la confiabilidad del sobremoldeo de un conector se convierte en el factor principal para determinar si el proyecto del cliente tendrá éxito o fracasará. Por eso es imprescindible elegir un proveedor confiable.
Elegir JS Precision para usted significa que puede aprovechar nuestros más de 15 años de experiencia en sobremoldeo personalizado, nuestra experiencia de servicio conectando y brindando servicio a más de 500 fabricantes de equipos de alta calidad en todo el mundo, y nuestras ofertas de servicios que cubren una variedad de industrias de ingeniería marina, maquinaria pesada, drones para exteriores, exploración de aguas profundas y extracción de yacimientos petrolíferos.
Usted tendrá a su disposición soporte técnico de un grupo de más de 20 ingenieros con más de 10 años de experiencia en la industria. También puedes confiar en JS Precision ya que ha sido certificado por la Sistema de calidad ISO 9001 y sigue estrictamente las soluciones de los estándares militares MIL-STD-810H:2019.
Además, nuestra línea completa de productos que cumplen con UL y RoHS garantizan la adaptabilidad del equipo a diferentes entornos extremos.
Por ejemplo, un cliente de equipos de aguas profundas de Europa y América que utilizó conectores de otra marca enfrentó una tasa de falla del 12 % en sus muestras de prueba debido a una fuga de presión resultante de una falla del sello a 1000 metros de profundidad . Este fue un impacto directo en el cronograma y el presupuesto de su proyecto.
Después de optar por la solución de sobremoldeo de conectores personalizada de JS Precision, el cliente no solo logró reducir la tasa de fallas en el acto a menos del 0,1 % y el rendimiento de la producción en masa se estabilizó por encima del 98,5 %, sino que también ahorró millones de dólares en costos de mantenimiento y pérdidas debido a retrasos en el proyecto.
Incluso consiguieron una asociación estratégica a largo plazo y una situación en la que todos ganan.
La principal ventaja de JS Precision es que los clientes obtienen un control total del proceso desde el diseño DFM hasta la producción en masa, de modo que ya no tienen que trabajar con múltiples recursos por separado.
Los clientes obtienen un servicio completo de trazabilidad del producto, datos de pruebas de rendimiento para todos piezas de sobremoldeo forma parte del sistema de trazabilidad, y cada servicio de sobremoldeo se tiene en cuenta. Los beneficios para el cliente se tienen en cuenta mediante la optimización de los servicios, lo que, a su vez, reduce los riesgos técnicos y los problemas en la producción en masa.
En última instancia, los clientes pueden concentrarse en su negocio principal e implementar con éxito proyectos de manera eficiente y controlar sus costos.
Vea los detalles de este estudio de caso internacional de equipos de aguas profundas y obtenga una evaluación de viabilidad de sobremoldeo de conectores gratuita para determinar rápidamente la idoneidad de la solución y evitar riesgos de selección inicial.
¿Por qué los dispositivos en entornos hostiles tienen que elegir un sobremoldeado de conector personalizado?
Los conectores tradicionales son puntos notoriamente débiles en las uniones, especialmente en entornos donde hay humedad, vibración y corrosión química.
El sobremoldeado de conector personalizado, que es el proceso de integrar el cable y el conector en un solo componente, esencialmente elimina las fallas que resultan de fallas en el sello y fracturas por tensión . La confiabilidad de esta técnica de sobremoldeo no puede igualarse con los métodos convencionales.
Dos mecanismos principales de falla de los conectores tradicionales: entrada de humedad y rotura de juntas de soldadura
- Fallo de penetración de humedad: La humedad puede entrar en la cola del conector mediante acción capilar, lo que da como resultado que la resistencia del aislamiento disminuya por debajo del nivel de megaohmios. Esto eventualmente provoca un cortocircuito y el equipo deja de funcionar.
- Fallo por rotura de juntas de soldadura: en entornos con vibraciones, el cable, las juntas de soldadura y los puntos de engarzado experimentan tensión. Esta tensión provoca la formación de microfisuras, que al final provocan la rotura del circuito y el apagado de todo el equipo.
Del ensamblaje al moldeado de una sola pieza
La tecnología de sobremoldeo por moldeo por inyección es más que un simple recubrimiento de carcasas: utiliza inyección de alta presión para fusionar materiales termoplásticos (por ejemplo, TPU) con el conector y la funda del cable, lo que da como resultado una pieza integrada.
Esto aumentará la fuerza de tracción del conector y del cable a varios cientos de Newtons, eliminando así por completo el problema de que los enlaces tradicionales se rompan fácilmente.
Para ilustrar, es como proporcionar al conector y a la unión del cable una "armadura protectora" hecha a medida y sin costuras, que conectará firmemente los puntos y evitará cualquier posible problema.
| Método de conexión | Resistencia a la tracción | Resistencia de aislamiento | Ciclos de plegado | Porcentaje de averías |
| Encuadernación tradicional | ≤50N | ≤100MΩ | ≤5000 ciclos | ≥8% |
| Conector sobremoldeado | ≥300N | ≥1000MΩ | ≥100000 ciclos | ≤0,1% |
¿Cómo resuelve el sobremoldeo de conectores los problemas de sellado y tensión mediante el moldeo por inyección integral?
El sobremoldeado de conectores, que cambia el diseño convencional de los conectores, elimina las costuras realizando moldeo por inyección sobremoldeado justo en la unión del conector con el cable, produciendo así una estructura sin costuras para aliviar tensiones.
Esta capacidad da como resultado una excelente estanqueidad incluso en condiciones de temperatura duras de -40 °C a 125 °C, lo que se alinea con los criterios de prueba IP68 de IEC 60529:2013.
Eliminación de puntos de concentración de tensiones: la vida útil de los cables doblados aumenta radicalmente
1. Distribución de la tensión de flexión:
Al optimizar la estructura del revestimiento mediante análisis de elementos finitos (FEA), la tensión durante la flexión del cable se distribuye uniformemente por toda el área del revestimiento, evitando la concentración de tensiones en los puntos de conexión.
En pocas palabras, es como instalar una capa de "almohadilla amortiguadora" en el punto de conexión del cable, distribuyendo la fuerza que originalmente estaba concentrada en un punto en toda el área, evitando daños locales causados por una presión excesiva.
2. Mayor resistencia a la flexión:
Al utilizar el sobremoldeado del conector, el ciclo de doblado del cable (±90°, 30 veces por minuto) se puede aumentar de solo varios miles para conexiones tradicionales a 100.000 ciclos o más en total, lo que es significativamente mayor que los estándares de la industria .
3. Muy adecuado para cambios extremos de temperatura:
La estructura sin costuras para aliviar tensiones proporciona un rendimiento estable de las conexiones de cables incluso en temperaturas extremadamente frías y calientes que oscilan entre -40 °C y 125 °C.
Sellado Integral: Previene la Infiltración de Humedad
Si comparamos los conectores tradicionales, encontraremos que existen vías de fuga entre los núcleos del cable y la carcasa y el clip trasero.
Sobremoldeado por inyección de plástico elimina todas las posibles vías de fuga al encerrar toda la cola, que es el secreto para alcanzar niveles de sellado IP68 e incluso IP69K , evitando así fallas debido a la humedad en el ambiente.
Pruebas de durabilidad de piezas sobremoldeadas: ¿Cómo simular una dura vida útil de más de 10 años?
La resistencia de las piezas sobremoldeadas afecta directamente la vida útil general del aparato.
Realizamos pruebas de tensión de flexión, choque térmico y ciclos de niebla salina según los niveles especificados en las normas MIL-STD-810H e IEC 60529 para garantizar que un producto pueda mantener su sellado y rendimiento eléctrico incluso después de doblarse más de 15 000 veces.
Estudio integral de los estándares de prueba MIL-STD-810H e IEC 60529
- El método MIL-STD-810H 514.7 (prueba de vibración) implica someter el producto a golpes de varias frecuencias. Por otro lado, el Método 502.5 (Prueba de Baja Temperatura) requiere que el producto realice sus funciones a -55°C.
- IEC 60529 IPX8 no requiere la entrada de agua después de que la muestra se haya sumergido a una profundidad de 1,5 metros durante 30 minutos. Nuestras piezas sobremoldeadas cumplen completamente con estos estándares.
Problema de la vida real: ¿Cuál es el impacto de las pruebas de flexión en los puntos de conexión de cables?
Los parámetros de la prueba de esfuerzo de flexión son un peso de elevación de 500 g, un ángulo de flexión de ±90° y una frecuencia de 30 veces por minuto.
Los datos de la prueba muestran que después conjuntos de cables personalizados Encapsulación, la resistencia a la tracción de la unión entre el cable y el conector es más de tres veces mayor que la de los métodos de engarzado tradicionales, lo que garantiza una confiabilidad dinámica a largo plazo.

Figura 1: Un par de manos enguantadas ensamblando manualmente un mazo de cables multicolor en un conector en una estación de trabajo.
¿Cómo elegir materiales de alto rendimiento que sean resistentes a los rayos UV y a la corrosión en el moldeo por inyección sobremoldeado?
El tipo de materiales elegidos para el moldeo por inyección sobremoldeado afecta la capacidad del producto para resistir las condiciones climáticas. Nuestra base de datos de materiales nos permite correlacionar diferentes entornos corrosivos:
PEEK y PPS son aptos para ácidos fuertes, álcalis y condiciones de alta temperatura, mientras que el TPU y la silicona de alto rendimiento, gracias a su flexibilidad y buenas propiedades a la intemperie, son las primeras opciones para la protección UV en exteriores y la resistencia a la hidrólisis.
En otras palabras, es similar a proporcionar "chaquetas hechas a medida" para los puntos de conexión de equipos: los ambientes altamente corrosivos y de alta temperatura requieren "ropa protectora resistente a las altas temperaturas y la corrosión", y los ambientes al aire libre "ropa exterior resistente al sol y al agua" un ajuste perfecto sin ningún desajuste.
| Nombre del material | Temperatura de uso continuo | Resistencia a la corrosión | Clasificación de resistencia a los rayos UV | Resistencia a la tracción | Escenarios aplicables |
| OJEADA | 260°C | Resistente a casi todos los productos químicos. | Grado 3-4 | ≥90MPa | Campo petrolífero, industria química |
| PPP | 200ºC | Resistente a ácidos y álcalis fuertes, radiación. | Grado 3 | ≥70MPa | Industria nuclear, equipos de alta temperatura |
| TPU | 125ºC | Resistente a la hidrólisis y a la niebla salina. | Grado 4-5 | ≥20MPa | Marina, al aire libre |
| Silicona | 150°C | Resistente a ácidos débiles y álcalis. | Grado 5 | ≥15MPa | Drones para exteriores, terminales portátiles |
| CLORURO DE POLIVINILO | 80°C | Resistente a la corrosión débil | Grado 2 | ≥10MPa | Ambiente ordinario |
Caso práctico: Criterios de selección de materiales para ambientes con ácidos fuertes, álcalis y niebla salina
El Prueba de niebla salina ASTM B117 El método revela que después de 1000 horas de exposición de la superficie de sobremoldeo del conector a la niebla salina, un grado particular de TPU todavía no se pulverizaba ni se agrietaba, mientras que el PVC estándar estaba muy deteriorado.
Este TPU tenía una dureza Shore A de 70-95 y una resistencia a la tracción >20 MPa, muy adecuado para una exposición prolongada a entornos hostiles con niebla salina.
Comuníquese con nuestros ingenieros para obtener una estimación de costos gratuita para el sobremoldeo de materiales de moldeo por inyección, lo que garantiza una combinación precisa de materiales para sus necesidades específicas y mitiga los riesgos de sobrecostos y selección incorrecta de materiales.
¿Cómo proteger los pasadores de precisión dentro del complejo diseño de molde de sobremoldeo por inyección de plástico?
Con el diseño científico del molde, es posible evitar que el sobremoldeado por inyección de plástico dañe los pasadores de precisión.
Mediante un diseño de molde de alta precisión, procesos de moldeo por inyección de múltiples etapas y tecnología de preposicionamiento, la presión de inyección se puede mantener dentro del nivel de tolerancia de los pasadores y la variación del paso de los pasadores se puede controlar a 0,05 mm para que no haya desplazamiento ni deformación.
Riesgos potenciales de la presión de inyección en los pines del conector de precisión
Si el plástico fundido a alta velocidad (caudal de 100-200 mm/s) fluye dentro del conector en el moldeo por inyección, el pasador de precisión de paso de 0,3 mm puede desplazarse hacia el interior, lo que puede provocar problemas de integridad de la señal o un mal contacto, afectando así el funcionamiento normal del equipo.
Solución: tecnología de preposicionamiento y proceso de moldeo por inyección a baja presión
Agregamos pasadores de posicionamiento precisos con una precisión de posicionamiento de ± 0,02 mm en el molde para fijar la posición del conector.
Adoptando un proceso de inyección de múltiples etapas, llenando el área del pasador a baja velocidad y el cuerpo principal a alta velocidad, Optimización del diseño del canal de flujo. para garantizar una posición interna estable de la pieza durante el encapsulado y proteger los pasadores de precisión.
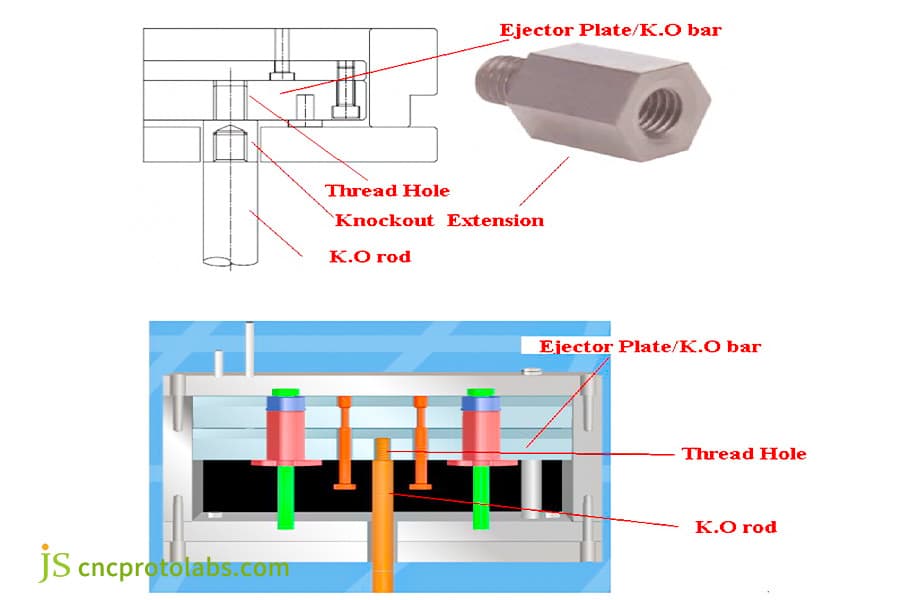
Figura 2: Un diagrama técnico que ilustra la sección transversal y la vista 3D de un mecanismo eyector de molde, con componentes etiquetados como la placa eyectora y la varilla KO.
¿Cómo se puede integrar la solución personalizada de conjuntos de cables de alto rendimiento en su dispositivo general?
Los conjuntos de cables personalizados no solo garantizan la confiabilidad del extremo de la conexión, sino que también brindan garantía de integridad de la señal de un extremo a otro.
Intervenimos a través del diseño DFM para transformar los requisitos de los clientes para piezas no estándar en soluciones de producción en masa, reduciendo el ciclo de I+D en un 30% y garantizando una perfecta integración desde PCB a interfaces externas.
Integración de extremo a extremo: integridad de la señal desde la PCB hasta el conector
La integridad de la señal se vuelve muy importante, especialmente en aplicaciones de alta frecuencia (por ejemplo, USB 3.0, HDMI) o de alta corriente (>10 A). Es por eso que monitoreamos la transmisión de datos o energía controlando la adaptación de impedancia del cable (90Ω ±10%) y realizando pruebas de diafonía después de enrollarlo.
Ventajas de la personalización: desarrollo de componentes irregulares para entornos con espacios reducidos
En el caso de dispositivos en espacios pequeños o reducidos, como drones y terminales portátiles, utilizamos DFM para optimizar el ángulo de inclinación y la posición de la línea de separación de piezas moldeadas por inyección para crear estructuras irregulares complejas, como curvas de 90° y formas planas. De esta manera, podemos garantizar la ensamblabilidad de piezas incluso dentro de un espacio limitado.

Figura 3: Un primer plano detallado de una carcasa de conector cilíndrico gris con flechas direccionales, un conector de clavija dorada y un mazo de cables multicolor sobre un fondo negro.
Cuando lo no estándar es la norma, ¿cómo pueden los servicios de sobremoldeo pasar de la muestra a la producción en masa?
En lugar de generar preocupaciones sobre los altos riesgos y costos de la personalización, el diseño de equipos no estándar puede eliminar estos problemas por completo.
A través de servicios de tres fases: diseño intervencionista, creación rápida de prototipos verificación y transferencia a gran escala, nuestros servicios de sobremoldeo no solo gestionan los riesgos del proyecto sino que también producen un rendimiento de producción en masa de más del 98%, lo que resulta en que los clientes reduzcan sus gastos y aumenten su eficiencia operativa.
Análisis de requisitos y diseño intervencionista: reducción de los riesgos de desarrollo de moho
Nuestros diseñadores pueden participar inmediatamente durante la etapa de preparación del dibujo por parte del cliente donde detectan problemas como corrientes de aire, separación o espesor de paredes en el moldeo por inyección.
Esto no sólo evitará diseños bastante problemáticos sino que también ahorrará mucho dinero en modificaciones del molde en el futuro y reducirá el tiempo de los proyectos.
Creación rápida de prototipos: verificación IP68 mediante moldes de aluminio o moldes impresos en 3D
Nuestros clientes tienen la oportunidad de producir entre 50 y 200 muestras de sobremolde en 2 a 3 semanas para realizar pruebas de ensamblaje y sellado IP68 utilizando moldes de aluminio de bajo costo (aproximadamente 1/3 de los moldes de acero, es decir, entre $ 5 000 y $ 15 000) o moldes impresos en 3D.
Transferencia escalable: garantizar un alto rendimiento desde el prototipo hasta la producción en masa
Durante la etapa de producción en masa, elegimos acero para moldes S136 o H13 de primera calidad, optimizamos las cavidades en moldes de 4 u 8 cavidades y utilizamos la colocación automatizada de insertos para que la dimensión vital CPK > 1,33 pueda garantizarse durante toda la producción en masa de piezas de sobremolde, donde tradicionalmente se mantiene un rendimiento de producción en masa estable de más del 98 % .
Obtenga una revisión de diseño DFM gratuita para mitigar de forma proactiva los riesgos de moldes personalizados no estándar, ayudando a su servicios de sobremoldeo transición sin problemas del prototipo a la producción en masa y lograr una implementación eficiente.
Estudio de caso de JS Precision: Personalización de conectores resistentes a la compresión para sondas de aguas profundas mediante encapsulación y moldeado
El ambiente de alta presión y alta niebla salina de las profundidades del mar hace que las exigencias en el sobremoldeado de conectores sean increíblemente altas. Hemos ofrecido soluciones personalizadas a fabricantes de equipos de aguas profundas, ayudándolos a solucionar los problemas de falla de sellado del conector del detector y facilitando la implementación de su proyecto.
Desafíos encontrados
El conector original de la sonda de aguas profundas del cliente no logró sellar el 12% de las muestras mientras se probaba a 1.000 metros (100 atmósferas) de profundidad debido a la formación de microfisuras en la unión del revestimiento y el cable.
El material de PVC normal se deterioró rápidamente en un ambiente con mucha niebla salina ya que su resistencia a la tracción disminuyó en más del 30%, por lo que no cumplió con el requisito de vida útil de 10 años.
Solución
Antes de que JS Precision se involucrara, todo el sobremoldeo del conector era un desastre, pero después del aporte de nuestro equipo, logramos salvar el día y alineamos perfectamente los materiales, moldes y procesos:
1. Actualización de materiales:
El material de la capa exterior se actualizó de PVC a TPU resistente a la hidrólisis (Shore A 85). Después de mantenerse en agua de mar simulada (solución de NaCl al 5 %, 70 °C) durante 1000 horas, se descubrió que este nuevo material aún tenía una tasa de retención de resistencia a la tracción de >92 %, que es mucho mejor que el límite del cliente del 80 %.
2. Optimización de moldes y procesos:
Decidimos utilizar un método de moldeo por inyección de varias etapas , en el que inyectamos el plástico a una presión de 30-50 MPa. Para evitar una desalineación de los pasadores de 0,3 mm, implementamos una estructura de posicionamiento de precisión de 0,02 mm; se creó la estructura de alivio de tensión "estilo laberinto" para compartir la tensión de alta presión.
3. Pruebas de Validación:
Las 50 muestras se probaron durante 1000 ciclos de choque térmico (-40 °C a 85 °C, conmutación de 10 minutos), 10 000 pruebas de fatiga por flexión y prueba de presión de profundidad de agua de 1200 metros para demostrar su capacidad para funcionar en entornos de aguas profundas.
Resultados finales
- Las piezas sobremoldeadas finales funcionaron bien bajo una presión de 1.200 metros (120 atmósferas) durante 72 horas sin fugas.
- El rendimiento de la producción en masa se mantuvo estable en 98,5% y la tasa de fallas en el campo se redujo drásticamente del 12% a menos del 0,1%, lo que ayudó notablemente a los clientes a ahorrar costos de mantenimiento y equipos desechados.
- El cliente decidió realizar más pedidos de 3.000 juegos más.
Envíe las condiciones operativas de su equipo de aguas profundas para recibir una solución personalizada de sobremoldeo de conectores y una cotización detallada, replicando directamente la experiencia confiable de casos exitosos.
Preguntas frecuentes
P1: ¿Cuántas unidades debo pedir al menos cuando quiero comprar un sobremoldeado de conector personalizado?
Brindamos una variedad de servicios como creación rápida de prototipos de 50 piezas y producción en masa de más de 100.000 piezas. La cantidad mínima de pedido para la etapa de verificación del molde de aluminio es de tan solo 100 piezas, que se puede ajustar según el tamaño del proyecto.
P2: ¿Qué profundidad y tiempo exactos de impermeabilidad garantiza la clasificación IP68?
Según la norma IEC 60529, IP68 significa que un producto se puede sumergir en 1,5 metros de agua durante 30 minutos sin que entre una gota de agua. Sin embargo, somos capaces de crear diseños para una inmersión más profunda y un tiempo de exposición más prolongado si es necesario.
P3: ¿El moldeo por inyección agranda el conector?
El moldeo por inyección aumentará marginalmente el tamaño del conector. Podemos diseñar uno muy compacto mediante conjuntos de cables personalizados. El área mínima de sobremoldeado se puede limitar a 10-15 mm en la cola del conector para acomodar equipos con espacio limitado.
P4: ¿Cuál es la temperatura más alta a la que aún se puede realizar el sobremoldeo?
La capacidad de temperatura depende del material. El moldeo por inyección sobremoldeado con material PEEK puede soportar una temperatura de funcionamiento continuo de 260 °C, y el TPU resistente a altas temperaturas es de hasta 125 °C. La decisión puede guiarse por los requisitos.
P5: ¿Pueden realizar el sobremoldeo secundario para los conectores prediseñados (como M12, RJ45) que proporcionamos?
Por supuesto, nuestros servicios de sobremoldeo son capaces de realizar moldeo por inyección secundaria para conectores prediseñados como M12 y RJ45, si el material de los conectores puede tolerar la temperatura del moldeo por inyección.
P6: ¿Cuánto tiempo pasa normalmente desde la aprobación del dibujo hasta la entrega del primer lote de muestras?
Con un molde de aluminio simple, podemos ofrecer el primer lote de muestras de piezas sobremoldeadas en 3 a 4 semanas, si la estructura es compleja, demora de 4 a 6 semanas. Intentaremos hacer nuestro mejor esfuerzo para reducir el ciclo.
P7: ¿Qué medidas toman para garantizar la consistencia dimensional en la producción en masa?
Utilizamos una precisión del molde a un nivel de ±0,01 mm, dotando a los moldes de automatización de inserción, además de analizar periódicamente las estadísticas con CPK para que la dimensión crítica CPK > 1,33, asegurando la consistencia dimensional en la producción en masa.
P8: ¿Es posible que usted proporcione un informe de prueba de corrosión química?
Ciertamente, podemos proporcionar datos de pruebas de inmersión de muestras de materiales y un informe profesional que ayudará a comprender la resistencia a la corrosión del material.
Resumen
En entornos hostiles, la confiabilidad del conector se convierte en un factor importante en la vida útil del equipo. Uno de los cambios realizados por la ciencia de los materiales, los moldes de precisión y los estrictos procesos de moldeo por inyección de sobremoldeo es un punto de conexión físicamente más fuerte y mejor sellado a través de un sobremoldeado de conector personalizado.
Elegir JS Precision como su socio de servicios de sobremoldeo le brindará una garantía de extremo a extremo que cubrirá los puntos débiles de fallas del conector y reducirá el costo total de propiedad. Ponte en contacto con nosotros hoy para obtener un informe gratuito de revisión del diseño de DFM para ayudar a reducir los riesgos de las aplicaciones en entornos hostiles.

Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de precisión JS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de JS Precision Network. Es responsabilidad del comprador Requerir cotización de piezas Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de precisión JS
JS Precision es una empresa líder en la industria , centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección , Estampado de metales, y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elegir Precisión JS esto significa eficiencia en la selección, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.cncprotolabs.com
Recurso

