

在数千次高温高压循环下,同一模具以每分钟数个零件的速度一遍又一遍地“打印”着相同的塑料零件。现代生活离不开这一生产过程,然而,所有产品开发人员心中始终萦绕着一个基本问题:我的注塑模具能生产多少个零件?
这不是魔术师的承诺,而是材料科学、精密工程和经济学协同作用产生的真正解决方案。
本书通过模具设计基础和实际应用来回答这一关键问题,让您全面了解模具寿命的驱动力并做出明智的决策。
关键答案摘要
| 模具类型 | 预期寿命(模具) | 典型应用 | 主要特点和成本驱动因素 |
| 原型模具 | 1,000-5,000 次循环 | 设计验证、小规模商业测试 | 采用低成本冷却系统和轻型设计的铝或低碳钢,可实现最低成本和最快交付。 |
| 量产模具(基础) | 50,000-100,000 次循环 | 适用于消费电子、家电等。 | 中级预硬钢(例如 P20)、标准冷却通道和传统热流道系统。 |
| 高产量模具(高性能) | 500,000-1,000,000+ 次循环 | 用于汽车零部件和高端医疗设备。 | 高级不锈钢/硬化钢(例如 H13)、全淬火工艺、精密冷却、高品质热喷嘴和涂层。 |
| 极限寿命模具 | 1,000,000-2,000,000+ 次循环 | 适用于瓶盖和包装等大批量物品。 | 专用耐磨钢(例如 S136)、双金属腔、优化的冷却和全面的预防性维护计划。 |
为什么要阅读本手册?JS 揭秘霉菌寿命
在为不同产量的产品选择模具时,您或许会想知道应该遵循哪些指导原则。这时,经验丰富的合作伙伴就显得尤为重要。
JS 获得了宝贵的注塑模具实践经验,成功案例包括用于原型制作的铝模应用、用于批量生产的 P20 钢模以及医疗和汽车行业棘手的定制注塑制造要求。
我们曾协助电子行业客户解决精密连接器模具微磨损问题、为年产量30万台的汽车零部件厂商设计浇注系统、为腐蚀性食品包装材料设计专用耐腐蚀模具。
本手册是我们数百个项目经验的精简版,所有建议均来自实际生产。它是一本可靠的指南,有助于避免常见的模具设计错误。
JS根据不同行业的需求,提供行业定制注塑模具解决方案。从需求评估到生产后的跟进,我们专业的团队在每个阶段提供全面的支持,帮助您选择合适的模具,避免错误。
霉菌解剖:发现决定寿命的“长寿基因”
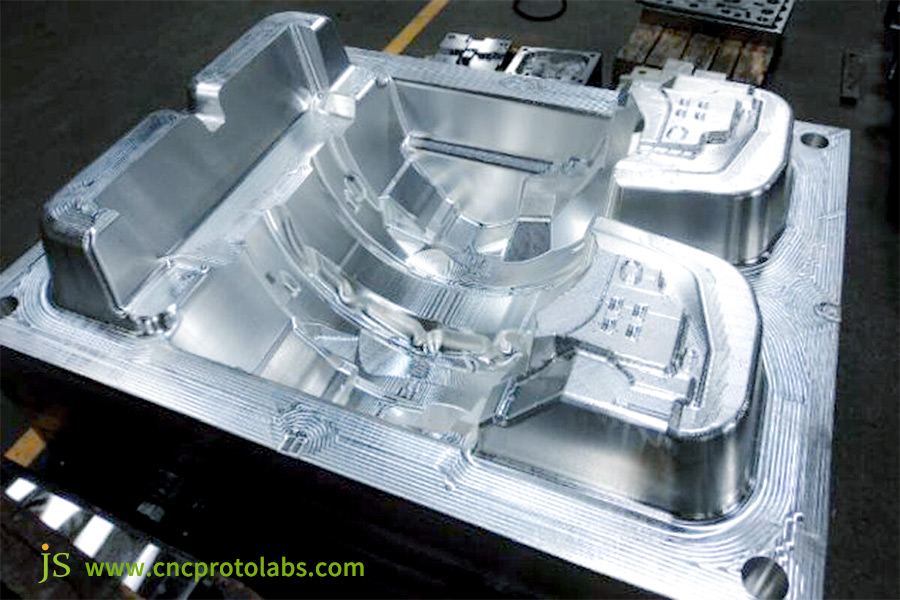
要了解一个模具能生产多少件产品,首先必须了解它的结构。其众多核心系统的性能直接影响着模具的使用寿命。
基本定义:拆除模具的核心系统
我们将注塑模具分为四大核心系统,每个核心系统的健康状况直接影响模具整体的寿命:
- 型腔系统:这直接影响零件形状,也是最容易磨损的系统。例如,在生产玻璃纤维增强零件时,型腔表面很容易被划伤。尤其是在多腔模具中,所有型腔的磨损必须均匀,否则某些零件的尺寸会超出公差范围。设计时必须确保流道能够均匀地输送熔体,以避免局部过度磨损。
- 浇注系统:用于转移塑料熔体。流道设计不良可能会导致压力升高并加速模具磨损。
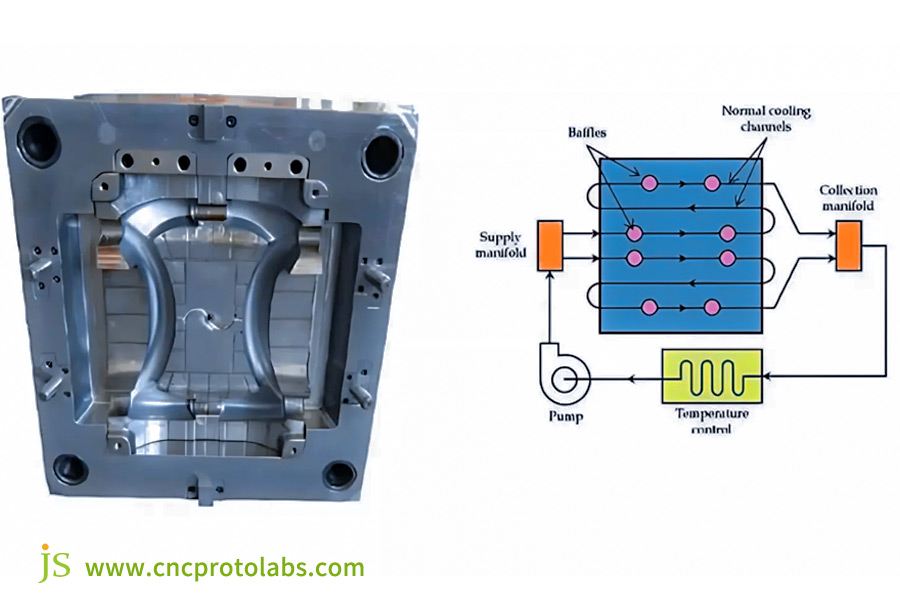
- 冷却系统:控制模具温度。冷却不一致可能会导致热疲劳并缩短模具寿命。
- 顶出系统:顶出成型件。模具稳定性取决于顶杆和模板之间的配合。
了解这些系统将使您能够提前发现潜在的注塑模具问题。
设计决定未来:决定模具寿命的三个主要系统工程因素
大多数人认为模具寿命是在生产阶段划定的,但实际上,模具寿命的绝大部分在设计图中就已经确定。良好的设计是延长模具寿命的基础,而三大系统工程要素尤为关键。
设计理念
良好的设计将满足零件要求并减少磨损和疲劳,为模具寿命奠定基础。
通风系统
顺着劣化方向排气可能会导致气体滞留在模腔内,造成暂时性压力积聚并加剧磨损。JS 会根据塑料材料正确计算排气槽尺寸。
对于薄壁电子外壳注塑件,排气槽深度控制在0.01-0.02毫米,排气槽宽度控制在5-8毫米。这可以防止熔体溢料,并实现高速排气,从而减少模腔冲击。这使得模腔压力波动保持在5%以内,进一步降低磨损风险。
公差与配合
顶杆与模板之间,或型芯与型腔之间的间隙不足,会导致毛刺或部件卡死。我们的公差严格控制在0.005毫米以内,以确保精确配合,这对于定制注塑成型制造中高精度部件至关重要。
标准化和互换性
使用标准部件,磨损时可简单更换,无需修理模具,延长注塑模具寿命。
选择 JS 的内部定制注塑制造服务,确保模具设计符合行业标准。我们的工程师将从使用寿命的角度优化每个系统,打造更耐用的模具。
决策矩阵:影响模具寿命的五个因素
了解了模具结构和设计要点后,了解直接影响模具寿命的因素至关重要。以下决策矩阵可以帮助您直观地识别每个因素的重要性。
影响模具寿命的因素矩阵
| 影响因素 | 影响级别 | 具体表现和例子 |
| 模具材料 | ★★★★★ | 铝模具<10,000个,P20钢模具100,000-500,000个,H13钢模具>1,000,000个,玻璃纤维PPS用S136钢。 |
| 零件材料 | ★★★★☆ | 非增强塑料(PP)的磨损较小,玻璃纤维塑料(玻璃纤维PA66)的磨损较大,PVC的腔体腐蚀较小。 |
| 生产工艺参数 | ★★★☆☆ | 高温导致的热疲劳,压力过大导致的变形,典型参数可使模具寿命延长 10%-20%。 |
| 维护频率及方法 | ★★★☆☆ | 通过每周维护和每月润滑减少磨损,疏忽会导致模具寿命缩短 30% 以上。 |
| 部分难度 | ★★☆☆☆ | 多腔和深腔零件充满薄弱点,模具寿命缩短 15%-25%。 |
现实世界注射选择中的五因素优先排序
设计模具时,应优先考虑生产量和零件性质方面影响较大的因素。
- 在选择用于小批量生产(<10,000 个单位)的铝模具时,优先使用无腐蚀性和非增强的零件材料。
- 对于简单零件(10,000-100,000)和常规零件的大量生产,采用硬质阳极氧化铝模具,其硬度大于HV300,耐用性比一般铝模高50%,因此最适合于标准注塑件的大量生产。
- 在选择用于批量生产零件(>500,000)的钢模时,要保持定期的维护保养。这样可以更好地优化模具寿命。
利用矩阵和优先级排序程序,可以轻松地根据零件材料和生产量识别关键因素。
JS 提供透明的注塑价格报价和公开的成本,制定具有成本效益的解决方案,同时考虑五个关键因素和优先事项,以公开每项成本的支出地点并消除浪费。
隐形磨损:除了磨损之外,模具如何老化
当讨论模具磨损时,大多数人会自动考虑表面磨损,但还有其他缩短注塑模具寿命的“隐形杀手”却常常被忽视。
三个经常被忽视的损失因素
1.腐蚀:
在生产PVC和PPS等腐蚀性产品的过程中,或在使用含氯添加剂的塑料时,高温会产生腐蚀性气体,腐蚀并膨胀模具型腔表面。例如,在生产PVC注塑件时,如果不进行防腐处理,模具寿命就会减半。
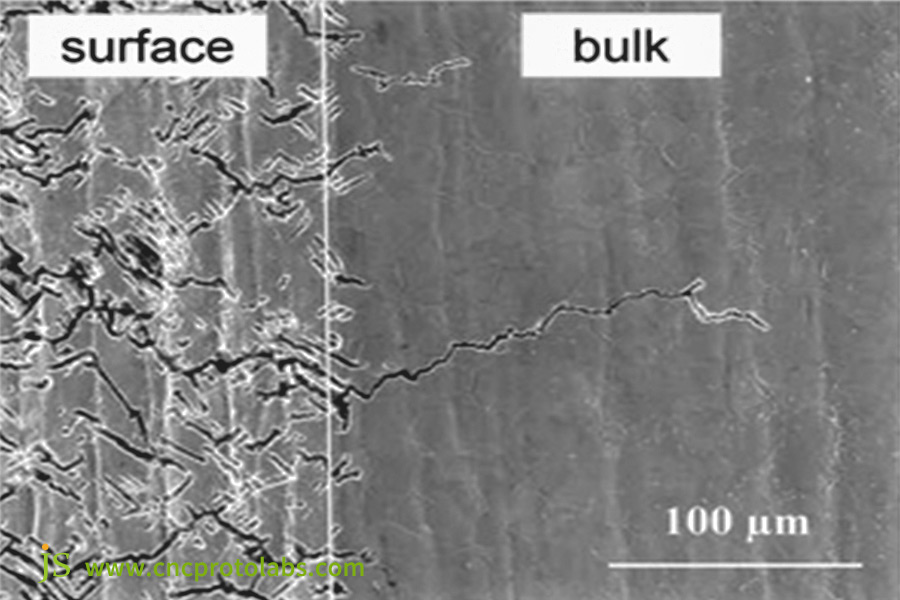
2.热疲劳:
模具反复加热和冷却会产生内应力,如果这种情况持续很长时间,可能会出现“热疲劳裂纹”。在生产PC和PA66等高温材料时,模具型腔的温度会在220-280°C和室温之间变化。生产5万个零件后,可能会出现微裂纹。如果不加以处理,裂纹会延伸至0.1毫米以上,并在产品上造成划痕。
3.塑性变形:
模具温度高于最佳温度或压力高于钢材的屈服强度会导致型腔永久变形。例如,生产厚壁零件时冷却不良可能会导致型腔膨胀。
如需在线注塑成型服务,JS 是您的理想之选。我们会在零件生产前精准测试其潜在磨损情况,并提前进行腐蚀和热疲劳处理,确保模具持久耐用。
寿命之争:如何找到模具投资与单位成本之间的最佳平衡点
在选择模具时,人们总是纠结于哪个更便宜还是更耐用。关键在于找到模具费用和单位成本之间的理想平衡点。
创建总拥有成本 (TCO) 数学模型
我们建议客户使用以下公式来计算总拥有成本(TCO):
- TCO=(模具摊销成本/总生产量)+单位材料费+单位加工费+(维护费/总生产量)。
这个公式很好地反映了长期支出。例如,一副价值10,000美元的P20钢模具产量为100,000件,每件摊销成本为0.10美元,每20,000件维护成本为800美元。一副价值18,000美元的S136钢模具产量为150万件,每件摊销成本为0.012美元,每100,000件维护成本仅为1,200美元。
这是注塑价格计算所必需的。
针对不同产量的模具选择建议
| 预计总产量 | 推荐模具类型 | 好处 |
| <10,000件 | 原型模具(铝模) | 成本低(约 3,000-5,000 美元)、周期时间快,最适合小批量原型设计或试制。 |
| 10万-50万件 | 生产模具(P20钢) | 成本适中(约8,000-15,000美元),寿命持久,支持量产需求,性价比高。 |
| >1,000,000 件 | 高性能模具(H13/S136钢) | 使用寿命长(超过1,000,000件),维护成本低,长期单位成本最低。 |
在计算时,不要只考虑初始成本,还必须考虑维护和停机费用,特别是在选择用于定制注塑制造的高精度模具时。
真实案例:价值百万美元的人生决定 - Medical Connectors 人生决定
原始客户要求
一家医疗初创公司开发了一款一次性输液管连接器。该部件需满足生物相容性认证以及内壁Ra≤0.8μm的光滑度要求。该部件为定制注塑成型的高精度生产件,首单产量约为50万件。
客户认为P20钢模具(约12,000美元)比S136钢模具(约18,000美元)可以节省6,000美元,而且500,000件产量并不高,因此要求使用P20钢。
JS的分析和风险预警
JS精密制造分析,该零件材料为30%玻纤增强PPS。玻纤在高温下会切割型腔,且具有腐蚀性。通过测试发现,P20钢在此工况下的寿命可达不到10万件,而S136钢在镀铬后寿命可高达150万件。
我们无数次警告客户,P20钢材会导致产品质量低劣,但客户却固执地拒绝做出改变。
顾客坚持及其结果:
模具量产前5万件质量尚可,量产到8万件时型腔出现腐蚀划痕,产品毛刺超标,内壁光滑度不达标,导致客户停产。
客户支付了8000美元的模具维修费,以及8万美元的违约金和延期订单的临时生产费用,损失远远大于成本节约,产品上市也因此推迟了2个月。
最终解决方案
客户接受了JS的解决方案,投资1.8万美元生产了一套S136钢镀铬模具。新模具已稳定生产了超过150万个优质注塑件,合格率从92%提高到99.5%,维护成本降低了60%。
此案例成为“虚假节省”的典型教训,同时也让客户明白了模具的选择要考虑长远的需要。
对于医疗领域定制注塑制造需求,JS 可以提供专业的材料选择专业知识,以避免因模具选择错误而造成的损失并确保更高效的制造。
常见问题解答
问题 1:我如何知道我的模具是否已到达使用寿命?
主要有四种表现:
- 即使重置注塑机的参数,零件上仍会反复出现毛边,这表明间隙过大。
- 尺寸稳定性降低和反复超出公差的测量值表明腔体磨损。
- 持续的表面开裂,无法抛光。
- 反复维修才能恢复生产,说明核心部件已经老化。
Q2:铝模具真的只能生产几百个零件吗?
不一定。如果采用设计精良、配备有效冷却和排气系统的铝制模具来生产非增强、无腐蚀性的塑料,并进行良好的加工,就能轻松生产出数万甚至数十万个高质量的注塑件。其唯一的限制在于软金属的磨损和热疲劳寿命。
问题3:通过后续维护是否可以无限延长模具寿命?
不可以。为了延长使用寿命而进行的维修只是暂时的。焊接和抛光会改变内部应力。模具的寿命取决于最薄弱部件的疲劳循环。理论上,每个部件都有其极限。当多个部件接近其极限时,维修无法恢复性能。必须根据定制注塑成型制造的需求来考虑更换模具。
Q4:我需要提供什么才能获得合适的模具推荐和报价?
需要三项数据:
- 零件的 3D 模型(STEP 或 IGS 文件),用于评估零件形状和复杂性。
- 目标零件材料,不同的材料影响模具的选择。
- 预计年产量和总产量。JS 将计算总拥有成本 (TCO),发送注塑价格报价,并推荐解决方案。
概括
注塑模具的存在,意味着精度、耐用性和成本之间的微妙平衡。了解其背后的科学原理,将使您的所有选择更加明智,使您的产品在市场上更具竞争力。
不要让您的百万级产品梦想因数万套模具的选择而破灭。JS 拥有多年在线注塑服务经验。无论是小批量试生产还是大规模生产,我们都能提供专业的解决方案和开放的注塑价格,帮助您节省总体拥有成本,并提高生产稳定性。
立即致电 JS 模具专家,根据您的产品产量、材料和质量需求,获取模具寿命和成本优化方案。我们将运用专业计算,保障您的量产成功。

免责声明
本页内容仅供参考。JS服务不就信息的准确性、完整性或有效性提供任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过巨盛网络提供性能参数、几何公差、具体设计特性、材料质量和类型或工艺。买方应自行承担责任。索取零件报价明确这些部分的具体要求。请联系我们了解更多信息。
JS团队
JS是一家专注于定制制造解决方案的行业领先公司。我们拥有超过20年的经验,服务超过5,000家客户,专注于高精度CNC加工、钣金制造、 3D打印、注塑成型、金属冲压等一站式制造服务。
我们的工厂配备了超过100台先进的五轴加工中心,并通过了ISO 9001:2015认证。我们为全球150多个国家的客户提供快速、高效、高品质的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的速度在24小时内交付,满足您的需求。选择JS科技,就意味着选择高效、品质和专业。
要了解更多信息,请访问我们的网站: www.cncprotolabs.com
资源

